ASTMA487-4B材料大截面试块机械性能研究及应用
astma487标准铸钢件
ASTM A487标准是关于铸钢件制造和检验的标准,它为铸钢件的生产和质量保证提供了指导。
下面是对ASTM A487标准的详解。
ASTM A487标准是关于铸钢件制造和检验的标准,它是由美国材料与试验协会(ASTM)制定的。
该标准旨在确保铸钢件的质量和可靠性,并为制造商和用户之间提供统一的制造和验收准则。
ASTM A487标准主要涉及以下方面:
1. 铸钢材料的化学成分:标准中详细规定了铸钢件的化学成分范围,以确保其具有所需的机械性能和耐腐蚀性。
2. 力学性能要求:标准规定了铸钢件的力学性能要求,包括抗拉强度、屈服强度、伸长率和硬度等指标。
这些指标是根据材料类型、尺寸和应用场合等因素确定的。
3. 制造工艺要求:标准对铸钢件的制造工艺进行了详细规定,包括模具设计、铸造方法、冷却速度控制、热处理等方面的要求。
4. 检验要求:标准规定了铸钢件在各个生产阶段和最终产品检验的要求,以确保其符合规定的尺寸、形状和外观质量标准。
5. 标识和记录:标准要求对铸钢件进行清晰的标识,并保留完整的生产记录,以便追溯和质量控制。
ASTM A487标准的实施有助于提高铸钢件的质量水平,确保其在使用过程中安全可靠。
通过遵循该标准,制造商可以减少产品缺陷和质量问题的风险,提高生产效率,降低成本。
同时,对于用户而言,ASTM A487标准铸钢件的质量保证可以提高设备的可靠性和安全性,减少维修和更换的频率,降低总体拥有成本。
总之,ASTM A487标准是关于铸钢件制造和检验的重要标准,对于保证铸钢件的质量和可靠性具有重要意义。
通过遵循该标准,制造商和用户可以确保铸钢件在各种应用场合中安全可靠地运行。
(完整word版)我国核电设备标准现状及今后标准化工作的思考
我国核电设备标准现状及今后标准化工作的思考发布时间:2008—10—30 阅读次数:149 信息来源:上海发电设备成套设计研究院1 我国核电设备标准化的现状1.1 我国核电设备设计制造采标情况(1)核岛机械设备:我国核电建设经历不同的发展阶段,采用或参考了多国技术,造成了我国核电厂堆型多样化,因此目前核岛机械设备设计和制造所采用的规范标准是根据不同的核电技术路线而确定。
目前在我国核岛机械设备设计和制造中主要使用的是RCC-M 和ASME BPVC Ⅲ,以及国内的EJ (EJ/T)等系列标准.(2)核电设备材料核电设备材料所采用的规范标准是根据技术方案而定,由于国情不同和缺乏相应的研究和应用实践,我国的材料标准与国外相应标准中的材料牌号、性能都很难对应。
目前我国核岛机械设备材料的采购,主要使用RCC 系列、ASME 及ASTM 等标准(规范)。
我国已有的核电设备材料(包括焊材等)对应的标准缺口较大,无法满足我国核电设备建造需要。
因此核电设备材料的采购只能采用相应的国外标准.(3)核电仪控、电气设备:我国在仪控、电气设备方面的标准体系比较完整。
“十一五”期间还将根据IEEE 和RCC—E 制修订若干相应国内标准,以补充和进一步完善仪控、电气设备的标准体系,但数字化控制方面是空白. 目前在核电仪控、电气设备方面除使用国内GB、GB/T、EJ、EJ/T、JB/T 等标准以外,还采用IEEE、IEC 和RCC—E 等系列标准。
(4)常规岛机械设备:我国在火力发电领域经历多年的发展,设计制造技术和标准建设都已经相当成熟,而且常规岛系统设备不涉及核安全分级,因此,在常规岛系统设备的设计、制造、运行、改造等活动中基本采用我国的国家标准、电力、机械等行业标准。
这些标准已能够满足600MW 等级常规岛设备的建造需要.我国还没有掌握1000MW 等级以上的半转速汽轮发电机组的设计制造技术,也没有相应的国家和行业技术标准。
新型超高强钢筋连接套筒的性能试验与研究

建筑施工·第43卷·第2期299新型超高强钢筋连接套筒的性能试验与研究胡晓依同济大学土木工程学院 上海 200092摘要:将多种规格的600 MPa级高强热轧钢筋与直螺纹套筒相结合,基于4种直径的高强钢筋与套筒共45个试件的组合试验成果,得到套筒在钢筋机械连接方式下的单向拉伸试验、高应力反复拉压试验及大变形反复拉压试验各阶段性能的表现数据,相关数据均可满足规范规定。
同时,将相同直径高强钢筋采用普通与新型套筒连接的试验结果进行了对比。
性能试验的结果可为完善钢筋机械连接计算理论、修订结构设计、推广高强钢筋等技术应用提供参考依据,实现可持续发展。
关键词:高强钢筋;异形机械连接套筒;试验研究;装配式混凝土结构中图分类号:TU755 文献标志码:A 文章编号:1004-1001(2021)02-0299-04 DOI:10.14144/ki.jzsg.2021.02.042Performance Test and Study on a New Type of High Strength Steel Bar Connection SleeveHU XiaoyiCollege of Civil Engineering, Tongji University, Shanghai 200092, ChinaAbstract: A variety of 600 MPa high strength hot rolled steel bars are combined with straight thread sleeves. The combination test results of 45 specimens with 4 kinds of diameter high strength steel bars and sleeves show that the performance data of the sleeve in the uniaxial tensile test, high stress repeated tension compression test and large deformation repeated tension compression test under the mechanical connection mode of reinforcement can meet the requirements of the specification. At the same time, the test results of the same diameter high strength steel bar with ordinary sleeve connection and new sleeve connection are compared. The results of the performance test can provide reference for improving the calculation theory of mechanical connection of steel bars, revising the structural design, promoting the application of high strength steel bars and other technologies, so as to achieve sustainable development.Keywords:h igh strength steel bar; special shaped mechanical connection sleeve; experimental study; prefabricated concrete structure日益成熟,并逐步在多个专业领域中得到完善[4]。
亚硝酸钙在钢筋混凝土中的防腐蚀作用
亚硝酸钙在钢筋混凝土中的防腐蚀作用-专iSM&P化I矿耪与加I2000年第10期文章编号:lOO87524【o0)lO002l一04亚硝酸钙在钢筋混凝土中的防腐蚀作用-yce~,弋堙,甄ld翁树(1.中山大学化学与化学工程学院,广州510275;2.广东水利水电工程发展有限公司,广州510275)摘要:本文分析了混凝土中钢筋腐蚀的主爱原固,并阐述了亚硝酸钙怍舟缨蚀剂在理凝土中的脐腐蚀怍厢厦教关键i:司:翌堑墨圭;垩些墼量;堡!!堕丝中圉分类号:TU528.33文献标识码:A1前言在现代城市建筑,桥梁,公路等构件中,存在着大量的钢筋混凝土结构.随着使用时间的延长,由于钢筋腐蚀造成的混凝土结构破坏,会严重影响甚至危及建筑,桥梁以及生产装置的安全性. 钢簸混凝土结构物的设计寿命要求一般为40~50年,有的要求上百年.而现实中处在腐蚀环境中的结构物,远选不到设计寿命要求,有的15~20年后即出现钢筋锈蚀破坏,有的甚至不足5 年,因此钢筋混凝土中的防腐蚀问题是一个很重要的研究课题.2钢筋腐蚀的原因混凝土主要是由水泥,砂石和水经搅拌混合一定时间凝固后而形成的一种多微孔材料.在这些微小的孔洞中,存在一种叫做混凝土孔溶液的液体,其pH值可达12左右,能够使钢筋及其地预埋『牛的表面形成一层钝化膜,从而起到一定的耐腐蚀作用,但是随着使用时间的延长,以及腐蚀性介质的存在,混凝土中的碱度降低.当混凝土中的碱度降低到pH<10时,钢筋表面的钝化膜就会遭受破坏,导致钢筋腐蚀.由于腐蚀产物具有较大的膨胀性.目而造成混凝土表面鼓胀,开裂,剥落,最终导致混凝土结构破坏,失去原有的+收稿日期:o00717支撵能力.导致混凝土钢筋腐蚀的主要原因如下.(1)钢筋本身在制造安装过程中,由于冶炼或焊接造成元件各部分的化学组成或物理结构不完全相同,各部位的受力程度也有较大差异,形成的钝化膜不连续,这些不均匀性都会导致元件各部位存在电位差,从而形成位差电池腐蚀.(2)混凝土的抗渗透能力较差,空气中的二氧化碳,二氧化硫以及氮氧化物等酸性气体的扩散渗透作用,会导致孔溶掖的pH值下降,酸度增加,从而破坏钢筋及预埋件表面的钝化膜;同时还会促使混凝土中的Alch释放cl,增大cl一的浓度;c与混凝土中的Ca(OH)作用,形成ca—c,导致混凝土逐渐粉化.混凝土结构强度大大降低.(3)目前混凝土混合剂中常用的固化促进均以CaCI2为主,而CaC[2中的cl一对钢筋的破坏能力很强.它们在混凝土还保持较高碱度的环境下,就能够破坏钢筋的钝化膜而直接腐蚀钢筋.这是由于氯离子半径很小,穿透力强,容易吸附在钢筋的钝化膜上,偿铁的氢氧化物变为氯化铁. 而氯化铁的溶解度在常温下比氢氧化铁大几千21?专论IMe~-P化I矿势与加z2000年第10期倍,从而造成钢筋锈蚀,抗压强度下降.由于氯离子的强烈腐蚀作用,所以,凡是处于腐蚀条件下的钢筋混凝土,不得使用含氯盐的添加剂(例如氯化钙).考虑到混凝土拌台水和骨料中还会含有微量的氯离子,所以要求添加剂引入的氯离子量,不宜超过水泥重量的O04%. (4)混凝土自身结构对钢筋腐蚀具有一定的影响.不密实的混凝土为钢筋腐蚀刨造了良好条件,所以较低的水灰比有利于混凝土具有较小的渗透系数.混凝土的碱度也是保护锕筋的重要性能.不同品种的水泥碱度不同,在常用水泥中,普通水泥混凝土的碱度最高.有实验表明.用同样配比制造的混凝土试块,普通水泥混凝土的碳化速度最慢.3亚硝酸钙在混凝土中的防腐蚀作用为了防止钢筋腐蚀,常常可以采取下列几种防护措施:(1)钢筋及预埋件的表面要彻底除锈,涂防锈漆;(2)加厚表面混凝土保护层厚度;(3)降低水灰比+并进行充分的潮湿养护.除此之外,在新浇注的混凝土中加入缓蚀剂也是一种有效的方法,而且施工简单,经济.近年来,世界各国钢筋缓蚀剂的使用量越来越大.据悉,1993年以前,全世界约有2000万m’的混凝土使用了钢筋缓蚀剂,而到了1998年,至少有5 亿m的混凝土使用了钢筋缓蚀剂.缓蚀剂是一种化台物,在混凝土中加入小浓度的缓蚀剂,可以有效她减少或防止佥属与环境发生反应.在混凝土产业中,对缓蚀剂的要求有以下几点…:在长期使用的过程中有成功的经验;对某些特殊的腐蚀具有良好的抑制作用;对混凝土性能不会造成负面影响;制取方法简便,取用方便,便于运输和储存.3,1亚硝酸钙缓蚀荆较常使用的缓蚀剂有铬酸钠,亚硝酸钠,亚硝酸钙等.其中,亚硝酸钙是目前世界上使用最为广泛的缓蚀剂.通过对多种缓蚀剂及防腐措施的研究结果表明,亚硝酸钙是唯一一种防腐蚀措施符合有关标准的缓蚀剂….目前,美国,日本均发展了一批以亚硝酸钙为主体的钢筋缓蚀剂品亚硝酸钙是广泛应用于医药卫生,有机合成及润滑油的腐蚀抑制剂.在混凝土制造业中.采用亚硝酸钙作为水泥混合添加剂.不仅对钢筋具有防腐蚀作用,同时还是良好的防锈荆,防冻剂, 速凝剂和增强剂.据报道,在混凝土中添加2%的亚硝酸钙,就可以使钢筋混凝土结构建筑物的使用寿命延长l5~5O年,抗压强度可增加10~25MPa.近年来,该产品已引起了世界各国的广泛注意.7O年代至80年代,日本,美国,俄罗斯等国相继对亚硝酸钙的生产和应用进行了大量的研究,并竞相开发出工业化生产装置.工业生产的亚硝酸钙一般是浓度为40%左右的稳定溶液.据报道,在美国浓度为30%左右的亚硝酸钙溶液可以直接作为产品销售.日本住友,日产及Allied化学工业公司生产的亚硝酸钙产品的浓度分别为41.5%,35%,197%.固体亚硝酸钙的质量要求如表1l2J:表1亚硝酸钙质量要求32亚硝酸钙的作用机理混凝土中钢筋锈蚀是一个电化学过程.7O年代,就已经有许多关于亚硝酸钙作为缓蚀荆的22?作用机理的研究,研究表明亚硝酸钙的防腐蚀作用机理是阳极缓蚀作用.其中有人认为,亚硝酸钙的作用是在钢的表面生成Fe氧化膜,睫钢专论?IM&P他I矿物与zTa-z:2000年第l0期的阳极溶解受到阻滞.按照这种观点,钢表面的钝化膜,是水中的氧把低价铁氧化成高价的Fe203而形成的,亚硝酸根离子的作用在于它吸附于钢的表面,降低体系的自由能,使钝化过程变得更容易.另外一种观点认为钢表面的钝化过程与NO2一离子的氧化作用有关,实际上是N02~离子直接参与生成高价Fe2O3的过程E3].形成的Fez沉积为不透性保护膜,限制了腐蚀反应的进行,从而达到抑制钢筋腐蚀的目的.当有氯盐存在时,氯离子的破坏作用与亚硝酸根的成膜修补作用竞争进行,当”修补”作用大于”破坏”作用时,钢筋锈蚀便会停止.因此,亚硝酸根必须有足够的量.3.3亚硝酸钙的防腐蚀作用美国格里斯公司实验室进行了一项旨在测试亚硝酸钙在混凝土中的性能及其防腐蚀作甩的试验计划.这项研究表明,亚硝酸钙可极大地提高混凝土防锈性能.根据具体情况,亚硝酸钙溶液的用量(溶液中含有25%~30%的亚硝酸钙固体)通常为水泥质量的2%~4%.在美国,市场出售的亚硝酸钙的用量范围为10~32L/m.采用亚硝酸钙后,锈蚀的速度明显降低l4』.1989 年,霍普和爱普研究了市场出售的亚硝酸钙的防锈性能.在评价缓蚀刺性能时,采用了电化学测试方法.研究人员得出结论,亚硝酸钙的防锈性能很好,用亚硝酸钙与氯离子的比来表示,锈蚀的临界范围在0o7~0.09之间.a对混凝土具有严重的腐蚀作用.亚硝酸钙能够使舍氯离子的混凝土免受侵蚀.实验表明,甚至当混凝土的水灰比较高(超过0.5)时,向其中加入~定量氯离子,亚硝酸钙也能够使氯离子的腐蚀速度降低一个数量级_5】.将两份分别加有亚硝酸钙或不加亚硝酸钙的氯离子溶液加入到混凝土的柱形截面作对比实验[,没有亚硝酸钙的混凝土银快遭到腐蚀,而加有亚硝酸钙的混凝土在数月后仍然保持完好.对于混凝土中没有氯离子存在的情况,亚硝酸钙同样能够起到抑制腐蚀的作甩.在一些特殊环境下,亚硝酸钙同样表现出色.日本有些学者通过在80℃下进行干湿交替的加速反应实验,得到的结果也表明亚硝酸钙是一种有效的缓蚀刺.即使是在较高的水灰比的情况下,亚硝酸钙也被证明是有效的』.Nish[bayashi等人研究了长期暴露在海边的亚硝酸钙对铁的防腐蚀作用的长期表现情况,结果表明在每立方混凝土中加入20L30%的亚硝酸钙溶液即可起到很好的抑制腐蚀的作用.如果混凝土是在冰冻与解冻交替的环境下,那么就要求有一定量的空气以气泡状存在于混凝土中.而含有亚硝酸钙和可塑剂的混凝土就含有一定量的气泡, 所以能够用于冰冻与解冻交替的环境.作为缓蚀剂,在起到防止钢筋腐蚀作用的同时,应尽量对混凝土的性能不产生有害的影响.缓蚀剂对混凝土性能的影响主要取决于缓蚀剂的种类.绝大多数的无机缓蚀剂通常会使混凝土的初凝和终凝时间缩短,并且大多数缓蚀剂会稍微降低混凝土的抗压强度,相反,亚硝酸钙可以提高抗压强度.与亚硝酸钙不同的是,亚硝酸钠中的钠离子会增大发生碱式聚集反应的可能性,降低混凝土的强度,而亚硝酸钙不会对混凝土的机械性能造成有害的影响.Rosenberg等人的研究表明,亚硝酸钙还是一种能够符台ASTM(2494标准的速凝剂;它们的研究数据表明,作为缓蚀剂, 亚硝酸钙不会像亚硝酸钠或亚硝酸钾那样有害于混凝土的结构性能】.越来越多的研究表明亚硝酸钙对改善混凝土的性能具有很好的效果.因此在混凝土中加入适量的亚硝酸钙改善混凝土性能是十分必要的.4结论亚硝酸钙是应用于混凝土中的一种非常有效的缓蚀刺,并且是唯一一种得到广泛应用的缓蚀剂.这主要是因为:它具有特殊的防腐蚀作用,能够抑制氯离子对钢筋的腐蚀;不会破坏混凝土本身的结构;且商用亚硝酸钙易得.5参考文献【I]ZladGMattaPml~ti0gs【einconcthePer‰Gulf 【J]Materla[pe~ormancc.1994.33(6):52—55?23?专论jM&P化I矿物与加I2000年第lO期1孙乐芳.周相文.亚硝酸钙的开发与应用[J无机盐工业. 1996(5):36—382韩稚甄编着瑷蚀荆及其应用【M】华中理工太学出l顺社. 】9873.N.SBerk.PStarkeEvaluatingandtesting∞n.啪nTe-rice.ConcreteInternationa3—0【2.Septeraher.1983.5Imboraloryperformanceofcorrosionm【h.[nterimreport. Researchprogramd’帆dplanning.SouthDakotaDepartment Transportati~.March19846.FTom~wa.YM~-uda.HTa~kaIFukushi.e【An experimentalstudy…fnl—eo{con.ninhibitorinreinFoxed【eunderhighchloridecontainconditions,NihonArch~,t~tureSociety.Oct19877SNishihayashi.SHideshimaSNegami.etaITheeffectof theadmixture∞thedurabi[iWoFeteinan~ders eaenmronm%t.PerformanceofCOnCTP[einMarineenent,SP109.V MMathotra.ed..(Detroit.MI:AmerleanConcrete[r~titute. 1988.P4818NSBerk.TGWeltCorrosionprot~tionthroughtheuse.fconcre[~admixtures.Internationalc0nferenceqnPerforr/ta~~e ConcreteinMarineEnvironmemSteelcorrosioninconcreteandprotectioneffectofcalciumnitriteLIUWe[,LIANGHui(1c0【【ge0fChemistryandChemlcalErtgitmering.Zhongshan University;2GttangDongWaterConservancy&Hydro—Power EngitleeritlgDevelopmentCo_|[d.Guangzhou510275.China) Abstract:Inthispaper.themaincorrosion…of【】一reinc[mcⅢanalyzedAninhibitorcanheaddedtothecre”{toprot~tthesteelfromThismethodisusefulandemnomic~[Ca1㈣a~ttitetonI【odcc~~mercally,【mawidescale帅inhibitor.1tprotectioneffectonsteel-reinforced …rHeisreviewedKeywords:steel,rdnf.rced【:calciumnitrite;inhibitor;pa.~sivation{llm:corrosion七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七七弋七弋七七七弋弋弋(上接2O页)6经济效益Bene{iclatlonprocess萤石系统按30人定员,年处理原矿15万offluorlteseriesandits以原矿(含Ca75%)进价115元/t,精矿(含.一.,,Ca98%)售价395元/t,实际回收率85%,综合Practceoftnalproducton处理成本2458元/t计算,年获净利l6.7万元.7.结语WPuNGYunfeng(1)灵山选厂把萤石矿和硫化矿两套系统配(ZheiJangJ【Jhh’ca¨”dy置在同一主厂房内,方便了给药,检修,尾矿输送p.Zhejiang.o3,】等集中管理.Abstract:Thph…,…irnn……ffl】nrI……infin~shan(2)人工给矿和磨机台时能力低,制约了系统i哪P.d把邮p…呲==1l 的生产能力,必须认真对待.dd.Th.p】哪cnhp…m】删.d(3)本系统属微利项目,确保选矿指标,严格gestion~…s.Ivichprobl 吣.putrd控制生产成本,提高系统处理能力是萤石系统盈Keywords:fl—cebenefic.n}le~qsifilifficv (i)利的关键.feeding…8参考文献i略)。
某矿山全尾砂高浓度充填强度及流变性能试验研究

2023年 7月上 世界有色金属223某矿山全尾砂高浓度充填强度及流变性能试验研究姜培根(山东黄金矿业(玲珑)有限公司,山东 招远 265400)摘 要:某矿山目前采用分级粗尾砂胶结充填工艺。
选厂浮选全尾砂泵送至充填站,经一段分级脱泥粗尾砂自流至砂仓中,形成饱和尾砂,细尾砂泵送至尾矿库。
针对分级粗尾砂充填泌水率较大,凝固时间长,强度低等问题。
开展了该矿山全尾砂高浓度充填配比试验,研究内容主要包括某矿山全尾砂及胶结料物化性质检测,充填体抗压强度及充填料浆流变性能检测。
研究结果表明,全尾砂作为充填骨料具有良好的充填效果,满足矿山生产需要。
充填料浆流变曲线符合Herschel-Bulkley(H-B)流变模型。
根据试验结果,推荐适合矿山全尾砂充填配比方案。
关键词:高浓度充填;全尾砂;充填体强度;流变性能中图分类号:TD823.7 文献标识码:A 文章编号:1002-5065(2023)13-0223-3Experimental study on high concentration filling strength and rheological property of total tailings in a mineJIANG Pei-gen(Shandong Gold Mining (Linglong) Co., LTD., Zhaoyuan 265400,China)Abstract: A mine is currently using the cemented filling technology of graded coarse tailings. The flotation tailings of the concentrator are pumped to the filling station, and the coarse tailings flow to the sand silo through a stage of graded desliming to form saturated tailings, and the fine tailings are pumped to the tailings pond. In view of the problems of high bleeding rate, long solidification time and low strength of graded coarse tailings filling. The high concentration filling ratio test of total tailings in the mine was carried out, and the research contents mainly included the detection of physical and chemical properties of total tailings and cementing material in a mine, as well as the detection of compressive strength of backfill and rheological properties of filling slurry. The results show that the total tailings as filling aggregate has a good filling effect and can meet the needs of mine production. The rheological curve of the filling slurry conforms to the Herschel-Bulkley(H-B) rheological model. According to the test results, the ratio scheme suitable for the full tailing filling is recommended.Keywords: High concentration filling; whole tailings; Strength of filling bodies; Rheological properties收稿日期:2023-04作者简介:姜培根,男,生于1970年,汉族,山东招远人,高级政工师,本科,研究方向:采矿工程。
焊接工艺评定管理办法(共5篇)
焊接工艺评定管理办法(共5篇)第一篇:焊接工艺评定管理办法XX工程焊接工艺评定管理办法XX公司2006-11-01发布实施焊接工艺评定管理办法焊接工艺评定管理办法前言本办法适用于公司焊接工艺评定工作。
2 职责2.1 公司总工程师负责领导焊接工艺评定工作。
2.2 培训学院负责焊接工艺评定工作的实施。
2.3 项目部负责提出工艺评定项目。
2.4 专业工地、试验室配合培训学院的焊接工艺评定工作。
3 管理内容3.1 项目部在工程施工前,根据所需焊接工艺评定的项目,核实现有焊接工艺评定覆盖情况,填写焊接工艺评定申请表,提出需增加的工艺评定项目,报培训学院。
3.2 焊培对焊接工艺评定项目立项,编制焊接工艺评定方案,并报公司总工程师审批。
3.3 培训学院根据批准的焊接工艺评定方案,落实人员,准备设备、材料,焊接试件。
3.4 焊接工程师监督试件的焊接、进行外观检查并做好记录。
委托无损检验、金相试验和力学性能试验。
3.5 焊接工程师核对试验数据。
若不符合预期结果,分析原因,修订方案,重新评定。
3.6 焊接工程师编制焊接工艺评定报告,报公司总工程师审批。
3.7 培训学院将焊接工艺评定报告送交公司档案室存档,并通知申请单位。
3.8 焊接工艺评定试验编号:焊接工艺评定申请表编号:WPQ-序列号焊接工艺评定任务书编号: P-序列号焊接工艺评定方案编号: S-序列号2006年11月1日发布实施1/2 焊接工艺评定管理办法焊接工艺评定报告编号:PQR-序列号焊接工艺规程编号:WPS-序列号 4 相关文件《蒸汽锅炉安全技术监察规程》(劳部发[1996]276号)《钢制压力容器焊接工艺评定》JB4708-2000 《火力发电厂锅炉、压力容器焊接工艺评定规程》SD340-89 《现场设备、工业管道焊接工程施工及验收规范》GB50236-98 《建筑钢结构焊接规程》JGJ81-91 5 记录焊接工艺评定申请表2006年11月1日发布实施2/2第二篇:焊接工艺评定焊接研究室介绍中冶建筑研究总院(上海)有限公司焊接研究室成立于上世纪90年代。
BS标准-精密铸钢和精密铸造合金标准

目录序号名称页码BS 3146 Part1-1992 精密铸钢和精密铸造合金 (4)BS 3146 Part21992耐蚀、耐热精密铸钢和NiCo基精密铸造合金的钢号与化学成分[再确认] (7)BS 3100 Part 4-1991耐蚀、耐热和高合金铸钢 (11)BS EN 102132-1995承压铸钢 (18)BS EN 102133-1995低温用承压铸钢 (19)BS EN 102134-1995奥氏体型和奥氏体铁素体型承压铸钢 (21)KS D4103-1995不锈、耐蚀铸钢韩国标准 (29)JB/T 6405-1992中国标准大型铸件用不锈铸钢 (35)GB/T 2100-1980不锈、耐蚀铸钢 (38)JIS G5122-1991耐热铸钢 (47)JIS G5131-1991高锰铸钢日本标准 (50)JIS G5121-1991不锈耐蚀铸钢 (50)ASTM A732/A732M-1998精密铸钢和精密铸造合金 (54)ASTM A732/A732M-1998钴基精密铸造合金 (59)ASTM A297/A297M-1998耐热铸钢和高温用铸钢 (60)ASTM A297/A297M-2000美国ASTM标准与UNS系统高温用奥氏体铸钢 (63)ASTM A216M-1998美国ASTM标准与UNS系统适合于熔焊的高温用碳素铸钢 (69)ASTM A447/A447M-1998美国ASTM标准高温用镍铬合金铸钢 (71)ASTM A560/A560M-1998美国ASTM标准抗高温腐蚀的镍铬铸造合金 (71)ASTM A27/A27M-2000工程与结构用铸钢 (73)ASTM A487/A487M-1998承压铸钢 (73)ASTM A128/A128M-1998高锰铸钢 (82)KS D4101-1995工程与结构用铸钢 (83)KS D4107-1991承压铸钢 (89)KS D4104-1995高锰铸钢 (93)KS D4105-1995耐热铸钢 (94)DIN SEW395-1998高锰铸钢和耐磨蚀铸钢 (97)DIN 17245-1987铁素体热强铸钢 (99)DIN 17465-1993耐热铸钢 (101)DIN 17445-1984不锈、耐蚀铸钢德国标准 (107)DIN 1681-1985工程与结构用铸钢 (118)JIS G5******* 工程与结构用铸钢 (129)JIS G5201-1991离心铸钢管 (138)GB/T 1503-1989轧辊用铸钢 (141)JB/T 6402-1992工程与结构用铸钢 (144)GB/T 11352-1989工程与结构用铸钢 (151)GB/T 7659-1987焊接结构用碳素铸钢 (153)GB/T 16253-1996承压铸钢 (155)GB/T 5680-1998高锰铸钢 (166)YB/T 036.4-1992高锰铸钢 (168)JB/T 6404--1992大型铸件用高锰铸钢 (169)GB/T 8492-1987耐热铸钢 (171)JB/T 6403-1992大型铸件用耐热铸钢 (175)BS 3146 Part1-1992 精密铸钢和精密铸造合金碳素精密铸钢和低合金精密铸钢的力学性能碳素精密铸钢和低合金精密铸钢的钢号与化学成分(质量分数)(%)BS 3146 Part21992耐蚀、耐热精密铸钢和NiCo基精密铸造合金的钢号与化学成分[再确认]BS 3100 Part 4-1991耐蚀、耐热和高合金铸钢耐蚀、耐热和高合金铸钢的热处理力学性能耐蚀、耐热和高合金铸钢的钢号与化学成分(质量分数)(%)BS EN 102132-1995承压铸钢室温和高温用承压铸钢的高温屈服强度①热处理代号:N-正火;Q-淬火,T-回火。
《机械工程专业综合实验》课程大纲

《机械工程专业综合实验》课程教学大纲一、课程基本信息二、课程目标(一) 课程性质《机械工程专业综合实验》是一门综合性的专业必修课程。
本课程针对机械专业的特点,以机械专业知识为主,同时结合液压与气动、机电一体化、机电控制原理及应用等课程,并且以实际应用为导向,培养学生运用现代化设备技术解决机械领域实际工程问题的能力。
通过机械专业综合实验,包括基本型、综合型和创新型实验,要求学生掌握特种加工、机械创新、机电一体化等课程实验,包括实验设计、实验报告填写、实验数据处理等方面的知识。
通过机械专业实验教学,以培养和提高学生的科学实验能力和实验素质。
本课程的主要内容包括:油泵性能测试、溢流阀静态性能测试、电梯安全结构、曲面图型设计与雕铣实验、移动式机器人控制、车刀几何角度测量、加工精度的统计分析、机床几何精度检验、普通车床结构剖析、机床静刚度测定、手工编程、3D打印。
通过相关功能模块实验训练,使学生掌握机械制造方法,解决实际问题的能力。
(二)课程目标课程目标1:掌握机械加工的种类与方法,学会区分不同性能材料的加工方法;课程目标2:掌握机械结构设计的方法及机械设计中的安全要素,学会解决复杂机构的运动分析等相关工程中的具体问题;课程目标3:熟悉机床编程的方式,能加工复杂的零件,解决机电一体化的实际问题,能用样本数据统计分析的方法,得出相应结论;课程目标4:对复杂实验内容,学会与人分工合作。
(三)课程目标与专业毕业要求观测点的对应关系本课程支撑专业培养计划中观测点5、6、7、9。
观测点5-1了解车辆工程专业常用的现代仪器、信息技术工具、工程工具和模拟软件的使用,并理解其局限性。
观测点6-2分析和评价车辆工程专业工程实践和车辆复杂工程问对社会、健康、安全、法律、文化的影响,以及这些制约因素对项目实施的影响,并理解应承担的责任。
观测点7-2 能够站在环境保护和可持续发展的角度思考车辆工程专业工程复杂工程问题的实践的可持续性,评价复杂工程问题实践可能对环境和可持续发展的影响。
起重机主梁课程设计说明书

《焊接结构》课程设计说明书题目:桥式箱型起重机主梁院(系):材料科学与工程学院班级:材料08-2班姓名:吴志威学号: 15 指导教师:朱燕目 录第1章 桥式起重机概述 ................................................................................................................................... - 4 - 第2章 桥式起重机主梁的结构及尺寸 ........................................................................................................... - 4 - 2.1 主梁的总体构造 .......................................................................................................................................... - 4 - 2.1.1 主梁 ......................................................................................................................................................... - 4 - 2.1.2 端梁 ......................................................................................................................................................... - 4 - 2.1.3 隔板 ......................................................................................................................................................... - 4 - 2.2 主梁结构主要参数 ....................................................................................................................................... - 5 - 2.2.1 已知参数 ................................................................................................................................................... - 5 - 2.2.2 其他参数 ................................................................................................................................................. - 5 - 第3章 桥式起重机主梁的受力分析及校核 ................................................................................................... - 7 - 3.1 载荷计算 ..................................................................................................................................................... - 7 - 3.1.1 均布载荷 ................................................................................................................................................. - 7 - 3.1.2 集中载荷 ................................................................................................................................................. - 8 - 3.1.3 小车轮压 ................................................................................................................................................. - 8 - 3.2 主梁垂直最大弯矩max M 和剪切力max Q F ................................................................................................. - 8 - 3.3 主梁强度的验算 ......................................................................................................................................... - 9 - 3.3.1 主梁跨中截面的最大正应力 ................................................................................................................. - 9 - 3.3.2主梁支承截面的最大切应力 .................................................................................................................. - 10 - 3.4 主梁垂直刚度的验算 ............................................................................................................................... - 11 - 3.5 主梁稳定性的验算 ................................................................................................................................... - 12 - 3.5.1 主梁整体稳定性的验算 ....................................................................................................................... - 12 - 3.5.1 主梁局部稳定性的验算 ....................................................................................................................... - 12 - 3.6 疲劳强度的校核 ....................................................................................................................................... - 12 - 第4章 焊缝的设计及校核 ............................................................................................................................. - 12 - 4.1.1 主梁翼缘焊缝采用的设计与强度计算................................................................................................ - 12 - 第五章 桥式起重机主梁的制造工艺设计 ..................................................................................................... - 13 - 5.1 备料 ........................................................................................................................................................... - 13 - 5.1.1 盖板(上下盖板δ=8mm ) .................................................................................................................. - 13 - 3.5.2 腹板(δ=6mm) ................................................................................................................................... - 13 - 3.5.3 大小隔板(δ=6mm) ........................................................................................................................... - 13 - 5.2 下料 ............................................................................................................................................................. - 14 - 5.2.1 上下盖板 ............................................................................................................................................... - 14 - 5.2.2 腹板 ....................................................................................................................................................... - 14 - 5.2.3 肋板 ....................................................................................................................................................... - 14 - 5.3 坡口选择 ................................................................................................................................................... - 14 - 5.4 焊接方法的选择 ....................................................................................................................................... - 14 - 5.5 主梁的装配与焊接 ................................................................................................................................... - 14 - 5.5.1 主梁的焊接顺序 ..................................................................................................................................... - 14 - 5.5.2 主梁装配焊接的一般顺序图 ............................................................................................................... - 16 -5.6 检验 ............................................................................................................................................................. - 17 - 5.6.1 上拱度的检验 ....................................................................................................................................... - 17 - 5.6.2 挠度的检验 ........................................................................................................................................... - 17 - 5.6.3 变形量的检验 ....................................................................................................................................... - 17 - 5.6.4 焊缝质量检验 ....................................................................................................................................... - 17 - 5.6.5 上下盖板 ................................................................................................................................................. - 17 - 总结 ..................................................................................................................................................................... - 18 - 参考文献 ............................................................................................................................................................. - 19 -第1章桥式起重机概述桥式起重机是横架于车间、仓库和料场上空进行物料吊运的起重设备。
力学性能检验报告

结论:经试验要求。
Conclusion:It ismeeting toRequirements。
(注:本报告只对送检的试样负责,原始记录留存备查)
Note: This report is only responsible for the inspection of the specimen,the original records be retained for future reference。
A(cm2)
冲击韧性
Impact Toughness
aK(J/cm2)
10×10
2mm″V″
0.8
10×10
2mm″V″
0.8
10×10
2mm″V″
0.8
试样取向Specimen Orientation:□横向Transverse direction□纵向Longitudinal direction
试样的拉伸试验结果Tensile Test Results:
试样编号
Sample No
抗拉强度
TensileBiblioteka StrengthRm(MPa)
屈服强度
YieldStrength
Rel(MPa)
伸长率
Elongation
in 50mm
A(%)
断面收缩率
Reduction
in area
Z(%)
硬度()
Hardness
1
2
3
试验设备型号Machine Type:WE-300A
夏比V形缺口低温冲击试验结果LowTemperatureCharpy V-notchImpact Results:
ASTM A487B铸造曲轴材料评定的工艺改进
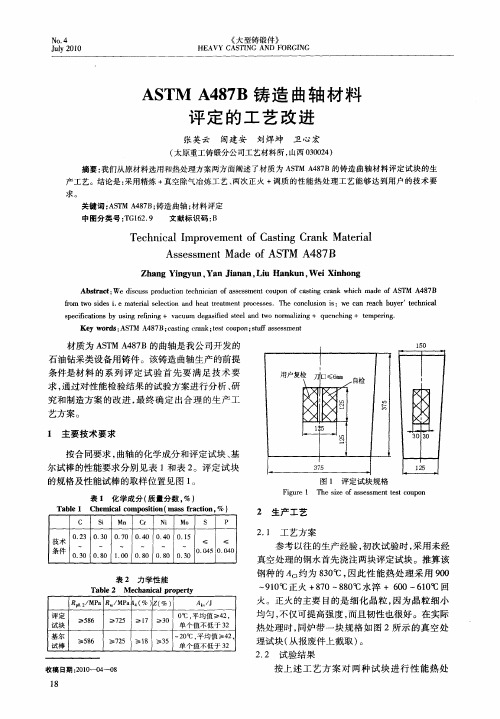
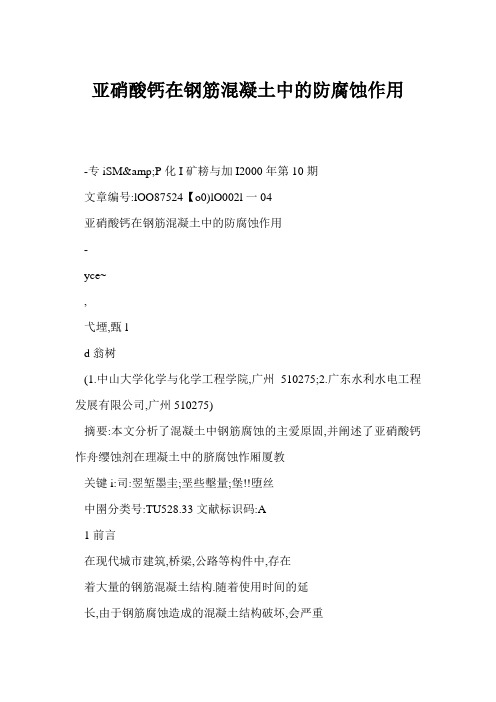
材 质为 ASTM A487B的曲轴是 我公 司开 发 的 石油钻采 类设备 用铸件 。该铸 造 曲轴 生产 的前 提 条件是材 料 的系 列 评 定 试 验 首 先 要 满 足 技 术 要 求 ,通过对性 能检 验结果 的试验 方案进行 分析 、研 究 和制造方 案 的改 进 ,最终 确定 出合 理 的生 产 工 艺 方案 。
Figure 1 The size of assessment test coupon
2 生产工 艺
2.1 工 艺方案 参 考 以往 的生产 经验 ,初 次试验 时 ,采 用未经
真 空处 理的钢水 首先 浇注两 块评定试 块 。推算该
表 2 力 学 性能
Table 2 M echanical property
j0
= + 又 30
同时提 高 主 要 合 金 元 素 的 下 线 含 量 即 (质 量 分 数 ,% )Cr 0.70~0.80,Ni 0.75~0.80,Mo 0.25~ 0.30。 (2)在 试 块 的两 个 侧 面加 放 外 冷 铁 ,加 大
>< \ 1
-一
号
0
试
棒
C
sj Mn Cr Ni Mo S
P
技 术 0.23 O.3O O.70 0.40 0.40 O.15 ≤ ≤
~
~
~
~
~
~
条 件 0
0.045 0.04 0
30 O.80 1.o0 O.80 0.8O O.3O
.
图 1 评 定 试 块 规 格
Chemlok 487 A B技术数据表说明书
Chemlok® 487 A/B Technical Data SheetChemlok® 487 A/B is a two-component system used to affix thermoplastic elastomers (TPEs) to metals, glass, plastics (both thermoplastic and thermoset) and other elastomers during injection molding. Chemlok 487 works well on Santoprene®, Kraton® and Sarlink® thermoplastic elastomers.When using Chemlok 487 to mold TPEs to glass, apply Chemlok 144 as a primer prior to application of Chemlok 487.Features and Benefits:Durable – provides a strong, durable system that, in many instances, has strength equal to or greater than the elastomer being molded.Fast Drying – allows for spray application; provides a uniform coating over a large surface area, accelerated solvent evaporation and a shortened drying time. Versatile – affixes a variety of TPEs to a variety of substrates.Application:Surface Preparation – Remove grease, oil, fingerprints, dust, mold release agents, rust and other contaminants from the surfaces. Wear chemical resistant gloves. Wipe the surfaces with a clean cloth soaked in a solvent such as acetone, methyl ethyl ketone or isopropyl alcohol. On metal surfaces, a suitable alkaline degreasing agent may be used. Rinse metals and allow the surfaces to thoroughly dry.Mixing – Thoroughly stir Chemlok 487A component. While stirring Chemlok 487A component, add Chemlok 487B component using the following mix ratio:by Weight 100:13.6, 487A to 487Bby Volume 100:15.0, 487A to 487BThoroughly mix the two components before use. Transfer the mixed system to an enclosed vessel where it can be kept free from moisture contamination. Mixed working life is approximately one week at room temperature. Solids content, by volume, of mixed adhesive is 10-11%.If dilution is needed, use xylene or toluene.Applying – Apply Chemlok 487 by dip, brush or spray methods.Regardless of application method, the dry film thicknessof Chemlok 487 should be 17.8-25.4 micron (0.7-1.0 mil), which requires that a wet film thickness of 170-244 micron (6.7-9.6 mil) be applied.Drying/Curing – Allow Chemlok 487 to air-dry for one hour at room temperature. Oven heat methods will accelerate drying to less than 10 minutes at 93°C (200°F). Although optimum performance is achieved when molding is done shortly after application and drying, coated parts can sit for 4 to 5 days before processing if care is takento protect the coated parts from contamination. Prior to molding, preheat the coated parts to 107-121°C (225-250°F) and immediately place parts into the mold.For insert molding, apply Chemlok 487 to prepared metal or plastic inserts at a dry film thickness of 17.8-25.4 micron (0.7-1.0 mil). For harsh environments, prime metal inserts with Chemlok 205 before applying Chemlok 487 as atopcoat.Chemlok 487 A/B — Technical Data SheetParker LORDEngineered Materials Group 111 LORD DriveCary, NC 27511-7923USAValues stated in this document represent typical values as not all tests are run on each lot of material produced. For formalized product specifications for specific product end uses, contact the Customer Support Center.Information provided herein is based upon tests believed to be reliable. In as much as Parker LORD has no control over the manner in which others may use this information, it does not guarantee the results to be obtained. In addition, Parker LORD does not guarantee the performance of the product or the results obtained from the use of the product or this information where the product has been repackaged by any third party, including but not limited to any product end-user. Nor does the company make any express or implied warranty of merchantability or fitness for a particular purpose concerning the effects or results of such use.WARNING — USER RESPONSIBILITY . FAILURE OR IMPROPER SELECTION OR IMPROPER USE OF THE PRODUCTS DESCRIBED HEREIN OR RELATED ITEMS CAN CAUSE DEATH, PERSONAL INJURY AND PROPERTY DAMAGE.This document and other information from Parker-Hannifin Corporation, its subsidiaries and authorized distributors provide product or system options for further investigation by users having technical expertise.The user, through its own analysis and testing, is solely responsible for making the final selection of the system and components and assuring that all performance, endurance, maintenance, safety and warning requirements of the application are met. The user must analyze all aspects of the application, follow applicable industry standards, and follow the information concerning the product in the current product catalog and in any other materials provided from Parker or its subsidiaries or authorized distributors.To the extent that Parker or its subsidiaries or authorized distributors provide component or system options based upon data or specifications provided by the user, the user is responsible for determining that such data and specifications are suitable and sufficient for all applications and reasonably foreseeable uses of the components or systems.©2021 Parker Hannifin - All Rights ReservedInformation and specifications subject to change without notice and without liability therefor. Trademarks used herein are the property of their respective owners.OD DS6019CE 04/21 Rev.1For injection molding TPEs to glass, clean the glass surface with a vinegar-based glass cleaner and apply Chemlok 144 as a primer. Thoroughly hydrolyze Chemlok 144 before applying Chemlok 487 as a topcoat. Allow Chemlok 487 to air-dry for one hour at room temperature or for 3-10 minutes at 93°C (200°F). Preheat primed and topcoated glass to 121°C (250°F) prior to injection molding. Exercise caution in removing assemblies from the mold and allow molded assemblies to layover for 24 hours before testing.Cleanup – Use ketone or aromatic type solvents for clean up of uncured Chemlok 487. Thoroughly cured Chemlok 487 may require solvent immersion for extended periods of time, followed by mechanical abrasion.Shelf Life/Storage:Shelf life of each component is one year from date of manufacture when stored by the recipient at 21-27°C (70-80°F) in original, unopened container.Chemlok 487 components are moisture sensitive. Minimize exposure to moisture during application and storage.To help prevent the formation of a gel-like consistency, store Chemlok 487A component above 21°C (70°F). If, however, a gel-like consistency does develop, heat Chemlok 487A component to temperature above 49°C (120°F) and shake material until it returns to a homogeneous liquid.Cautionary Information:Before using this or any Parker LORD product, refer to the Safety Data Sheet (SDS) and label for safe use and handling instructions.For industrial/commercial use only. Required to use under organized emissions. Must be applied by trained personnel only. Not to be used in household applications. Not for consumer use.Chemlok® 487 A/B 作为双组分体系表面处理剂,在注射成型期间,可帮助和促进热塑性弹性体 (TPE) 粘接至金属、玻璃、 塑料(热塑性和热固性均可)及其他弹性体。
RCCM培训教材-机械金相PPT课件

-
19
第一章 机械性能
2.1.9.4 完成试验后,应正确计算和填写试 验报告 ,试验报告见《焊接试验技术规程 的编制》(TMT-K5798)。
-
20
第一章 机械性能
2.2 弯曲试验(根据RCC-M及EN910)
2.2.1 根据试样厚度a和母材的延伸率选择压头直径和支辊 间距,并调整试验机。
弯 曲 时 的 压 头 为 试 样 厚 度 的 四 倍 , 即 d=4a, 弯 曲 角 度 为 180°,
2.2.4 弯曲时,应把试样弯到两端平行时为止且试 样弯曲角度回弹后不小于120°。
2.2.5 试验后,操作员应对拉伸面进行检查 ,看看 有无裂开现象 ,独立的裂纹,不可见的气孔区和 夹渣都不应超过 3mm,位于棱角处的裂纹可以不 计。检查结果应记录在试验报告中,试验报告见 《焊接试验技术规程的编制》(TMT-K5798)。
➢ 试验人员必须熟悉设备和仪器的性能, 使用和维护,并持有国家权威机构或23 公司签发的资格审定证书。
-
4
第一章 机械性能
➢ 试件尺寸、形状见《有损检验试件加工 的尺寸和精度》(TMK8023),试件不应 有影响试验数据的划痕、切口、变形、 裂纹及污物等缺陷。
➢ 对每一组试件需准备委托单,操作者应 按TMK8003程序“焊接试件、试样的加工 以及试样的保存”核查试样的标识。
--- 试验的位置和划线可以参考下图;
--- 根据压痕的对角线平均值或查换算表可求出硬度值。
--- 试验结束后 ,将试验结果写在试验报告单上 ,试验报告见《焊接试
验技术规程的编制》(TMT-K5798);
-
29
-
7
第一章 机·械性能
·直 径 d(mm)
USCAR中文第版

5.3.3最大试验电流能力。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。27
5.3.41008小时电流循环。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。30
5.4.9模腔损坏系数。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。48
5.4.10端子/型腔极化测试。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。54
5.5连接器电性能试验。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。49
3.2 零件图 。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。5
3.3 产品设计规范 。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。6
3.4 实验要求/顺序。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。6
5.4连接器机械性能试验。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。31
5.4.1端子至连接器插入/拔出力。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。31
5.4.2连接器至连接器配合/分离力。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。34
ASTM-B487-1985-金属和氧化物覆盖层厚度测定截面显微镜测量法中文版

ASTM-B487-1985-金属和氧化物覆盖层厚度测定截面显微镜测量法中文版金属和氧化物覆盖层厚度测定截面显微镜测量法1 范围1.1本方法描述了运用光学显微镜测量金属和氧化物覆盖层截面局部厚度的方法。
1.2在较优的条件下,当使用光学显微镜时,本方法可以给出0.8 μm的绝对测量准确度。
以此精度确定本方法对测量薄层厚度的可行性。
1.3使用者有义务建立使用本方法所遵照的安全和健康规则。
2测试方法概况2.1本方法包括切割试样、镶嵌,并将镶嵌截面部分以打磨、抛光和刻蚀处理。
截面的厚度以光学显微镜测量。
3.重要性和使用3.1 覆盖层厚度是使用中的覆盖层的性能的重要指标,常在覆盖层说明中阐明。
3.2 本方法适用于验收测试。
4.影响测试结果的因素4.1 表面粗糙度——如果覆盖层或其底物具有粗糙表面,与覆盖层接触表面的一个或两个可能因太不规则,导致不能准确测量覆盖层厚度。
4.2 横截面锥形化——如果横截面不垂直于覆盖层平面,测量厚度可能大于实际厚度。
例如,相比于垂直面倾斜10o会造成1.5%的误差。
4.3 覆盖层变形——在镶嵌和准备软覆盖层或低温熔融覆盖层样品时,受到产生的过高温度或压力的影响,以及试样准备过程中对脆性材料的过度打磨,覆盖层会发生不利的变形。
4.4 覆盖层边缘倒角——如果覆盖层横断面边缘倒角,即覆盖层横断面与边缘不完全平整,采用显微镜测量则得不到真实厚度。
不正确的镶嵌、研磨、抛光和浸蚀都会引起边缘倒角,因此在镶嵌之前,待测试样常要附加镀层,这样可以减小边缘倒角。
4.5 附加镀层——在制备横断面时,为了保护覆盖层的边缘,以避免测量误差,常在待测试样上附加镀层。
在表面准备过程中,镀层的去除会导致厚度测量值偏低。
4.6 浸蚀——适当的浸蚀能在两种金属的界面线上产生细而清晰的黑线,过度的浸蚀会使界面线不清晰或线条变宽,使测量产生误差。
4.7 遮盖——不适当的抛光会使一种金属覆盖在另一金属上,使得金属间真正的界限变得模糊,或不成直线。
ASME压力容器-工艺评定-试板--取样尺寸解读

工艺评定试样加工(按ASME IX卷)一、取样位置:力学性能和弯曲性能试验的取样要求:a)试件允许避开缺陷制取试样。
b)试样去除焊缝余高前允许对试样进行冷校平。
c)板材对接焊缝试件上试样取样位置见下图:注:晶间腐蚀及其它试样取样位置见工艺评定试板流转卡。
二、板对接拉伸试样取样和加工要求:a)试样的焊缝余高应以机械方法去除,使之与母材齐平。
试样厚度应等于或接近试件母材厚度T。
b)厚度小于或等于25mm的试件,采用全厚度试样进行试验。
c)当试验机受能力限制不能进行全厚度的拉伸试验时,则可将试件在厚度方向上均匀分层取样,等分后制取试样厚度应接近试验机所能试验的最大厚度。
等分后的两片或多片试样试验代替一个全厚度试样的试验(当工艺评定试板流转卡拉伸试样数量要求大于2时则需分层取样)。
注:S——试样厚度,mm;hk——焊缝最大宽度,mm;h—夹持部分长度,根据试验机夹具而定,mm。
三、板对接弯曲试样试样加工要求:试样的焊缝余高应采用机械方法去除,面弯、背弯试样的拉伸表面应齐平,去除余高前允许采用冷校平。
试样形式:a)面弯和背弯试样1.材料为P-No.23,F-No.23或P-No.35时试件厚度T ≤3mm 时,试样厚度T 与y 相等;T >3mm 时,y =3mm ,从试样受压面加工去除多余厚度;2.其它所有材料厚度T ≤10mm 时,试样厚度T 与y 相等;T >10mm 时,y =10mm ,从试样受压面加工去除多余厚度;面弯试样 背弯试样注:1 试样长度L ≈160mm ;2 板材试样宽度B=38mm ;3 试样拉伸面棱角R ≤3mm 。
) b)横向侧弯试样。
1.当试件厚度T 为10~38mm 时,试样宽度等于试件厚度。
当试件厚度T大 于38mm 时,允许沿试件厚度方向分层切成宽度为19—38mm 等宽的两片 或多片试样的试验代替一个全厚度侧弯试样的试验(详见工艺流转卡)。
2.材料为P-No.23,F-No.23或P-No.35时试样宽度W =3mm ,T=t ;3.除上述2所述材料,其它所有材料试样W =10mm ,从试样受压面加工去除 多余厚度;横向侧弯试样注:3.试样长度L ≈160mm ;4.试样拉伸面棱角R ≤3mm 。
钢板取样方向对力学性能(拉伸、夏比冲击)检测结果影响

钢板取样方向对力学性能(拉伸、夏比冲击)检测结果的影响摘要:随着我国经济建设的不断深入,制造业有了巨大的发展,不同牌号的钢板作为造船、造桥、造车、制造压力容器甚至军工产业的重要材料,其质量的好坏不仅关系到创造经济价值的多少,甚至影响到了安全生产。
对于钢板质量的检测显得尤为重要,在实际检测过程中,由于部分企业管理不到位,工程监理对钢板取样标准不了解,以及钢板定尺寸采购等原因,未能按国家标准规定的轧制方向截取试验样坏,导致试验结果产生差异。
本文就将介绍拉伸和夏比冲击试验中,钢板的不同取样方向对于力学性能(拉伸、夏比冲击)检测结果的影响。
关键词:钢板;拉伸试验;夏比冲击试验;检测结果;取样方向引言:对于钢板质量的检验包括力学性能检验和化学成分检验。
钢板的力学性能主要包括强度、硬度、塑性、冲击韧性以及疲劳强度等,这些力学性能决定了此种钢板的使用性能。
钢板的强度是最重要的质量指标,强度依据拉伸试验得到的应力应变曲线进行表征。
钢板的另一重要力学性能指标-冲击韧性通过夏比冲击冲击试验取得。
对钢板这种金属材料进行取样检测时,由于材料内部结构的差异,导致不同取样方向对力学性能(拉伸、夏比冲击)检测结果有一定的影响,本文就将此问题进行研究。
一、力学性能试验简介力学性能试验是对材料的各种力学性能指标进行测定的一门科学,其测试的对象称为试样。
钢板的力学性能试验主要进行以下两方面试验:①拉伸试验:拉伸试验可测定钢板的强度指标和塑性指标。
强度通常是指材料在外力作用下抵抗产生弹性变形、塑性变形和断裂的能力。
材料在承受拉伸载荷时,当载荷不增加而仍继续发生明显塑性变形的现象叫做屈服。
产生屈服时的应力,称屈服点或称物理屈服强度,屈服强度分上屈服强度reh(mpa)和下屈服强度rel(mpa),工程上通常采用下屈服强度rel(mpa);另外工程上有许多金属材料没有明显的屈服点,通常把该种材料产生的残余塑性变形为 0.2%时的应力值作为屈服强度,称条件屈服极限或条件屈服强度,用rp0.2 (mpa)表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
scinc u o c a ia rp r .W ep s ru hf igc e c o o io .Usn lw n ro e nn t al o・ e t o p n me h nclpo t o e y ast o g nn h mia c mp s n h i l i t igbo igag nrf ga deh t i i l
tm, dut gha t a e t ot u ul,epcaysb—t p r ueqe c a i u,S htr r ehnc o aj i et r t n n n os sn em c i y s il u e l e ea r unh cr e ot Ot e e m aia m t rd a d c l
样截面选用 1 × 0 m。 0 1m 长度选用 5r 。 5 m a
12 材 料 评 定 大 截 面 试 块 的 尺 寸 选 择 . 样 位 置 及 尺 寸 、 . 取 铸
造工艺 ( )尺寸选择 根据 M 一 1 ( S1 ) 1 S 74 M 34 规范要 求 , 4 材 料应 按照 A T 7 1 范 的补 充要求 S5进行 评定。试块 SMA8 规 1
po r e e o tra q afc t n rp t g tmetfrmaei u lia o . e y l i i Ke r s o p n y wO d :c u o ;maigc e c o oio t h mia cmp s in:rf n n l t e n g;q e c i i u n h;me h nc rp 啊 c a a po e i l
: 0 K S(2 M a ≥15 P I7 4 P )
: 5 ≥3 %
lB 2 7 6 i :1 —2 9
冲 击 : 一2 c 夏 比“ A V>4 J ( Oc) ’ K  ̄ 2
( 单个试样 >3 J  ̄ 2)
检验取样
按照 A T 8 S ME 规范 , 伸试棒 直径选用 t25 m 标距 拉 h .r , l a 4 选用 5 m 夹头为  ̄ 8 m 试棒 总长 度为 13 m; d 0 m; 2m , 4m 冲击试
关键词 : ; 试块 成分 匹配 ; 精练 ; 淬火; 能 性
中图分类号 :G6 T I2
文献标识码 : A
文章编号 : 0 — 4420 )2 02 — 2 1 7 4 1{06 0 — 03 0 0
Re e r h a d a p c t n f r m e h n c lp o e t fl r e s a c n p H ai o c a ia r p ry o g o a
蒋春宏
( 兰州石油机械设备有限公司, 甘肃 兰州 705 ) 300 摘 。 : 要 按照 A I P 规范生产泥浆泵曲轴铸件 , 必须进行大截面试块机械性能的材料评定。通过优化化学成分 , 介绍采用钢包底 吹氩精
炼方式 , 不断调整热处理工艺。 特别是亚温淬火的实施 。 了材料评定要求的机械性 能。 保证
维普资讯
第1 9卷 第 2 期 20 06年 4月
机械研究与应用
ME CHA C ES AR H & A P I AT ON NI AL R E C P LC I
Vo l No2 l9 2 o .4 o 6O
A T A8 4 S M 47— B材 料 大截 面 试 块 机械 性 能 研 究 及 应 用
1 试验内容
1 1 材 料 .
材料选用 A T 47 4 承压钢规范 , SMA8 - B 并进行 调整 。 () 1 确定材料化学成分 表1 为材料化学成分 数据 。
求达到4 J常规铸造、 2, 冶炼、 热处理工艺难以保证。笔者通过 改善铸造组织, 提高其淬透性作为主要工艺 M 4 7 —4 l yse l e t o p n o T o A 8 B al te o
Ja gC u — o g in h n—h n
( azo e o u & m c i r eu m n C. Ld L nhuG nu 7 05 ,hn ) L nhupt l m re ahn y qi et o ,i. azo as 3 0 0 C ia e p
() 2 性能检验 性能要求。
表 I 材 料化 学成 分
按照 采购规 范 M S一34 ( S一 14 要求 : 14 M 7 4 )
. ≥8K S( 8 MP ) : 5 P I5 6 a
8 : 1 % 4≥ 7
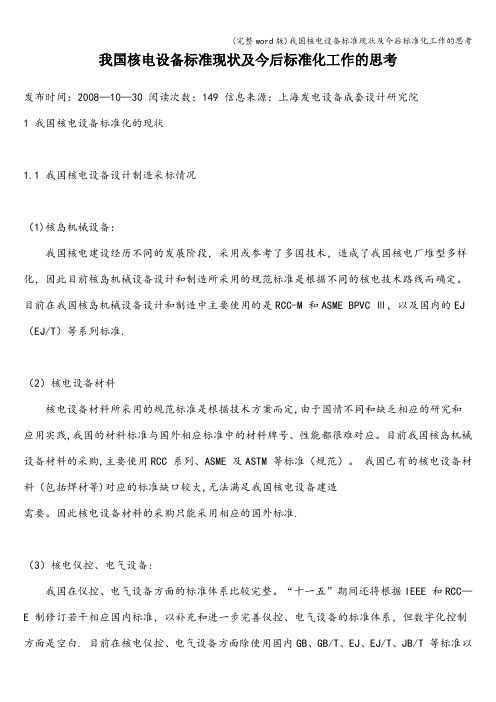
影内 。 为保证最大 限度地满足机械性 能要求 , 又要符合在 阴影 内的取样规范 , 应尽量采用边缘效应 。
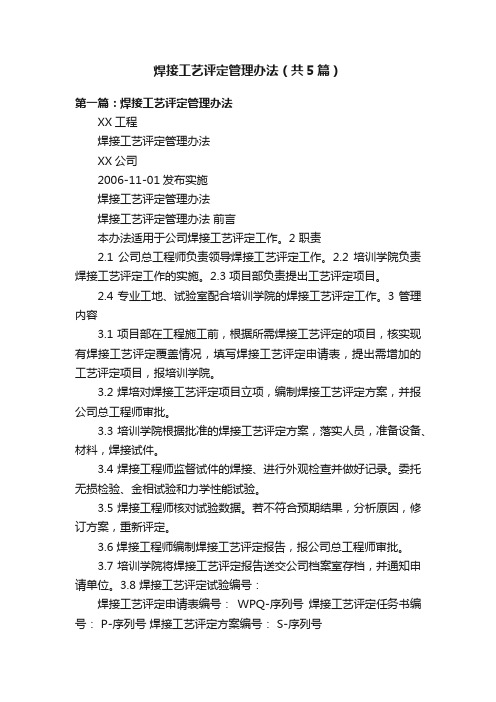
图 1 A T 71 S MA 8 大截
面试样图
图2 球状索氏体 + 铁索
Ab ta t opo u eMu u at g rA Ise ic t n,te maeilmu tC lyo tmaei ul ct n o ag sr c :T rd c d P mp c s n sp P p cf ai i e i o h tr s aT u tr lq ai a o flre a a i f i
我厂 主要 为 N W( ao aOl l美国国民油井公 司) O N tn iWe il l 提
性能 的研发概况进行评述 。
供配套铸钢件 , 中泥浆泵 曲轴铸 件根据美标规范 , 其 采用 A T SM
A8 4 4 7— B承压钢材 料 , 不仅 内外质 量需求高 , 且验 收按 1” 5× 1 ” 5大截面试块的机械性能 , 5× 特别是 一2  ̄ 0E的夏比冲击值要