无损检测委托单
无损检测委托
MT
合格级别
Ⅰ级
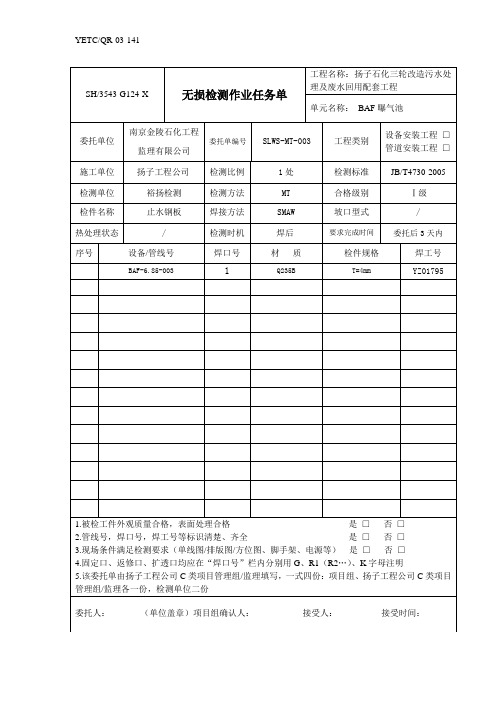
检件名称
止水钢板
焊接方法
SMAW
坡口型式
/
热处理状态
/
检测时机
焊后
要求完成时间
委托后3天内
序号
设备/管线号
焊口号
材质
检件规格
焊工号
BAF-6.85-003
1
Q235B
T=4mm
YZ01795
1.被检工件外观质量合格,表面处理合格是□否□
2.管线号,焊口号,焊工号等标识清楚、齐全是□否□
SH/3543-G124-X
无损检测作业任务单
工程名称:扬子石化三轮改造污水处理及废水回用配套工程
单元名称:BAF曝气池
委托单位
南京金陵石化工程监理有限公司
委托单编号
SLWS-MT-003
工程类别
设备安比例
1处
检测标准
JB/T4730-2005
检测单位
裕扬检测
3.现场条件满足检测要求(单线图/排版图/方位图、脚手架、电源等)是□否□
4.固定口、返修口、扩透口均应在“焊口号”栏内分别用G、R1(R2…)、K字母注明
5.该委托单由扬子工程公司C类项目管理组/监理填写,一式四份:项目组、扬子工程公司C类项目管理组/监理各一份,检测单位二份
委托人:(单位盖章)项目组确认人:接受人:接受时间:
无损检测委托单

中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-001工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板检验方法UTSAW δ =14mm焊接方法坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-1GJG-00112000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期:日期:中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-002工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板检验方法UTSAW δ =14mm焊接方法坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-1GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期:日期:中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-003工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 1 根材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL22-1GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-12日期:2021-11-12中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-004工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 3 根材料规格Q235B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL19-2GJG-0019000GL19-3GJG-0019000GL19-4GJG-0019000委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-12日期:2021-11-12中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-005工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量 1 根材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =28mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL17-1GJG-0019000委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-16日期:2021-11-16中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-006工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-2GJG-0019000委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-12收件单位:华兴工程检测收件人:日期: 2021-11-12中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-007工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量3材料规格Q345C厚度腹板δ =12mm检验方法UT翼缘δ =20mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL12-1GJG-0018000GL12-2GJG-0018000GL12-3GJG-0018000委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-15收件单位:华兴工程检测收件人:日期: 2021-11-15中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-008工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =28mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL17-2GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-17日期:2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-009工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL22-2GJG-0019000GL22-3GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-17日期:2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-0010工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL25-1GJG-0019000GL25-2GJG-0019000/委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-17收件单位:华兴工程检测收件人:日期: 2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验工程名称阳江核电焊接工件名称焊接 H 型钢委托单委托编号:H型钢质量方案号检验部位角焊缝检验数量GJG-YJUT-011/材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT—100%检验等级Ⅰ级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-2GJG-00112000/委托单位:中核华誉钢结构管理部委托人:日期: 2021-11-17收件单位:华兴工程检测收件人:日期: 2021-11-17中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-012工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量3材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL24-3GJG-0019000GL24-4GJG-0019000GL24-5GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-013工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL22-4GJG-0019000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-014工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-3GJG-00112000/委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-015工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量2材料规格Q235B厚度腹板δ =16mm检验方法UT翼缘δ =30mm焊接方法SAW坡口形式K 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度 mm检验部位编号焊工号检测长度 mm GL19-1GJG-0019000GL19-5GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-11-29日期:2021-11-29中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-016工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q345B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL24-6GJG-0019000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:中核华誉钢结构管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-017工程名称阳江核电焊接 H型钢质量方案号/工件名称焊接 H型钢检验部位角焊缝检验数量1材料规格Q235B厚度腹板δ =14mm检验方法UT翼缘δ =25mm焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm GL18-4GJG-00112000委托单位:中核华誉钢结构管理部收件单位:华兴工程检测委托人:收件人:中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-018工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量1材料规格Q235B厚度δ =10mm检验方法UT焊接方法SAW坡口形式I 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-10-001GJG-0022300委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-06日期:2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-019工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量2材料规格Q235B厚度δ =18mm检验方法UT焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-18-001GJG-0021000BDJ-18-002GJG-0022200委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-06日期:2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号:GJG-YJUT-020工程名称阳江核电焊接 H型钢质量方案号/工件名称板对接检验部位板对接焊缝检验数量1材料规格Q235B厚度δ =20mm检验方法UT焊接方法SAW坡口形式V 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mmBDJ-20-001GJG-002700委托单位:中核华誉钢结构工程管理部委托人:日期: 2021-12-06收件单位:华兴工程检测收件人:日期: 2021-12-06中核华誉钢结构工程管理部焊化室页数:1/1无损检验委托单委托编号: GJG-YJUT-021工程名称阳江核电焊接 H型钢检测依据YB3301 -2005工件名称板对接检验部位板对接焊缝检验数量1材料规格Q345B厚度δ =10mm检验方法UT焊接方法SAW坡口形式I 形外表状态良好检验比例UT— 10 0%检验等级Ⅰ 级验收标准GB11345说明:检验部位编号焊工号检测长度mm检验部位编号焊工号检测长度mm BDJ-10-002GJG-002200委托单位:中核华誉钢结构工程管理部收件单位:华兴工程检测委托人:收件人:日期: 2021-12-13日期:2021-12-13。
无损检测委托单

压力
常压
致山东安特检测有限公司:以下焊口外观检查合格。请于2022年12月10日21时进行无损检测。
序号
容器/管线编号
焊口号
焊工号
规格
材质
焊接日期
1
TK-03
7-A5-R2
ZJAZ-7003C
7*300 3G
Q345R
2022.12.08
以下空白
要求检测部位的主要说明及附图数量:
1:附图0张
2:需要说明的问题:每道焊缝任意取300mm。
承包商:
质量负责人签字:年月日
监理公司:
专业工程师签字:年月日
项目部:
专业工程师签字:年月日
检测公司:
负责人签字:年月日
无损检测委托单
委托单位:编号:0509-ZJAZ-AT-RT-0100R2
装置/单元名称
装置/单元编号
0509
检件名称
对接焊缝
检测标准
NB/T 47013.2-2015
焊接方法
SMAW
坡口形式
单坡口
介质
水
合格级别
II
检测比例
见说明
焊口数量
1
温度
常温
验收标准
GB 50341-2014
检测方法
RT
检测数量ห้องสมุดไป่ตู้
无损检测委托书--(双篇)

无损检测委托书目录一、无损检测委托书二、无损检测服务内容三、无损检测服务费用四、无损检测服务期限五、无损检测服务标准六、无损检测服务验收七、无损检测服务保密八、无损检测服务风险及责任九、无损检测服务变更与终止十、无损检测服务争议解决十一、无损检测服务附件无损检测委托书甲方(委托方):__________乙方(受托方):__________根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的原则基础上,就甲方委托乙方进行无损检测服务事宜,达成如下协议:一、无损检测服务内容1.1 甲方委托乙方对其生产的产品进行无损检测,以评估产品的质量、性能和安全性。
1.2 乙方根据甲方的要求,制定无损检测方案,并严格按照方案进行检测。
1.3 乙方负责提供无损检测所需的设备、技术和人员。
二、无损检测服务费用2.1 甲方应按照乙方的报价支付无损检测服务费用。
2.2 乙方应在检测完成后向甲方提供正式的检测报告和费用清单。
三、无损检测服务期限3.1 本协议自双方签字盖章之日起生效,有效期为____年,自协议生效之日起计算。
3.2 如甲乙双方同意续签,应在本协议到期前30日内协商一致并签订书面续签协议。
四、无损检测服务标准4.1 乙方应按照国家有关无损检测的标准和规范进行检测。
4.2 乙方应保证检测结果的准确性和可靠性。
五、无损检测服务验收5.1 乙方完成无损检测后,应向甲方提交检测报告。
5.2 甲方应在收到检测报告后15日内进行验收,并将验收结果通知乙方。
六、无损检测服务保密6.1 乙方应对其在检测过程中获得的甲方产品和技术资料保密。
6.2 未经甲方同意,乙方不得向第三方披露甲方产品和技术资料。
七、无损检测服务风险及责任7.1 乙方在进行无损检测过程中,应确保检测设备、技术和人员的安全。
7.2 如因乙方原因导致甲方产品损坏或人员伤亡,乙方应承担相应的赔偿责任。
八、无损检测服务变更与终止8.1 甲乙双方同意,在本协议有效期内,可根据实际情况协商一致变更协议内容。
无损检测委托单样板
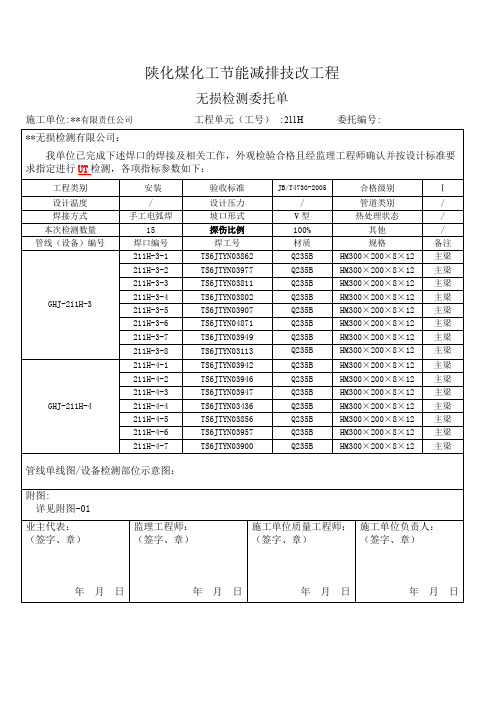
无损检测委托单施工单位:**有限责任公司工程单元(工号) :211H委托编号:无损检测管道单线(设备探伤部位) 图核承压设备无损检验人员考试试题2006年9月电力行业民用核承压设备无损检验人员核安全知识理论考试试卷得分评卷人是非题(在括号内,正确的打"○",错误的打"×",每题1分,共30分)法规部分沸水堆是目前世界范围内存在数量最多的核电堆型。
(×)核岛是一个将核能转变为热能的场所。
(○)重水堆使用重水作慢化剂,提高了中子利用率,因此可直接利用天然铀作燃料。
(○)两个不同安全等级的系统的接口,其安全等级应属于相连系统中较低的安全等级。
(×)对于不同安全等级的设备,其设计、制造、检验和质量控制的要求是不同的。
(○)压水反应堆用高浓集铀作核燃料,并用轻水作慢化剂和冷却剂。
(○)压水堆核电厂反应堆冷却剂系统的平均温度为350℃。
(×)蒸汽发生器是将一回路冷却剂从反应堆获得的热能传给二回路工质(使其变为蒸汽)的热交换设备。
(○)设备安全分级的目的是为制定一套分级的设计、建造和质量控制要求提供基础。
(○)如设备抗震类别为I级,其结构设计应能承受安全停堆地震(SSE) 所引起的载荷。
(○)在轻水反应堆中,通常采用水或石墨作慢化剂,就安全性而言,采用石墨作慢化剂更有利。
(×)稳压器的作用是补偿一回路冷却水温度变化引起回路水容积的变化和调节一回路系统冷却剂的工作压力。
(○)现代核电站普遍采用气罐式稳压器。
(×)压水堆核电站的主泵多为卧式多级离心泵。
(×)天然铀中所含易裂变材料U235的量不高,仅仅7%。
(×)放射性污染防治法的制定目的在于防治放射性污染,保护环境,保障人体健康,促进核能、核技术的开发与和平利用。
(○)"核电厂核事故应急管理条例"适用于可能或者已经引起放射性物质释放、造成重大辐射后果的核电厂核事故应急管理工作。
无损检测委托单及填写要求

无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
无损检测委托单及填写要求

无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
无损检测委托单T缝(超声)
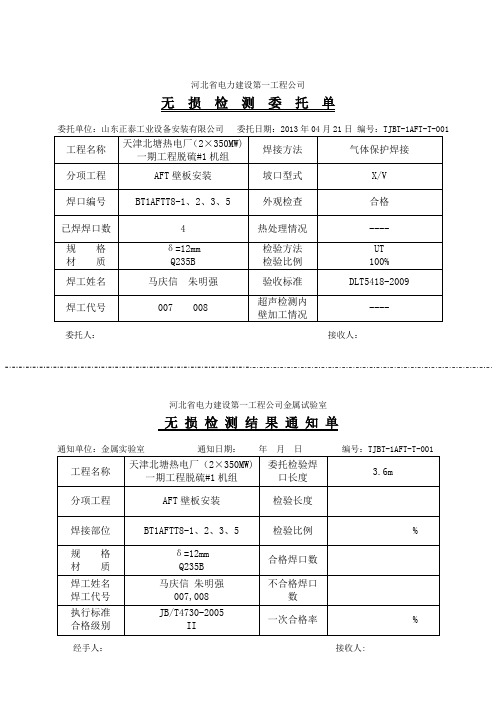
河北省电力建设第一工程公司
无损检测委托单
委托单位:山东正泰工业设备安装有限公司委托日期:2013年04月21日编号:TJBT-1AFT-T-001
委托人:接收人:
河北省电力建设第一工程公司金属试验室
无损检测结果通知单
河北省电力建设第一工程公司
无损检测委托单
委托单位:山东正泰工业设备安装有限公司委托日期:2013年04月23日编号:TJBT-1AFT-T-002
委托人:接收人:
河北省电力建设第一工程公司金属试验室
无损检测结果通知单
无损检测委托单
委托单位:山东正泰工业设备安装有限公司委托日期:2013年04月25日编号:TJBT-1AFT-T-003
委托人:接收人:
河北省电力建设第一工程公司金属试验室
无损检测结果通知单
通知单位:金属实验室通知日期:年月日编号:TJBT-1TL-T-003
无损检测委托单
委托单位:山东正泰工业设备安装有限公司委托日期:2013年04月27日编号:TJBT-1AFT-T-004
委托人:接收人:
河北省电力建设第一工程公司金属试验室
无损检测结果通知单
通知单位:金属实验室通知日期:年月日编号:TJBT-1AFT-T-004
无损检测委托单
委托单位:山东正泰工业设备安装有限公司委托日期:2013年04月29日编号:TJBT-1AFT-T-005
委托人:接收人:
河北省电力建设第一工程公司金属试验室
无损检测结果通知单
通知单位:金属实验室通知日期:年月日编号:TJBT-1AFT-T-005。
输气管道无损检测委托书
输气管道无损检测委托书委托方(填写委托方全称或个人姓名)地质(填写委托方地质)联系人(填写委托方联系人姓名)联系方式(填写委托方联系人方式)受托方(填写受托方全称或个人姓名)地质(填写受托方地质)联系人(填写受托方联系人姓名)联系方式(填写受托方联系人方式)一、委托内容委托方根据相关法规和技术要求,委托受托方进行输气管道的无损检测。
具体委托内容如下1. 检测对象(填写待检测的输气管道的相关信息,如管道编号、管道位置等)2. 检测范围(填写待检测的输气管道的具体检测范围)3. 检测方法(填写使用的无损检测方法,如超声波检测、磁粉检测等)4. 检测要求(填写委托方对检测结果的要求,如检测精度、检测报告等)5. 检测期限(填写委托方要求的检测完成时间)二、费用和支付方式1. 检测费用(填写委托方需支付的检测费用)2. 支付方式(填写委托方支付费用的方式,如银行转账、现金支付等)三、其他约定事项1. 委托方提供的相关资料和信息应真实准确,如有不实或虚假情况,委托方将承担相应的法律责任。
2. 受托方在履行委托工作中,应严格遵守相关法规和技术要求,确保检测工作的准确性和可靠性。
3. 受托方应将检测结果以书面形式提供给委托方,并对结果进行解读和分析。
4. 如因不可抗力等特殊情况导致无法按时完成委托工作,受托方应及时与委托方沟通,并寻求解决方案。
5. 委托方和受托方应本着诚实守信的原则,合作完成委托工作,并保护双方的商业秘密。
6. 本委托书一式两份,委托方和受托方各保存一份,具有同等法律效力。
委托方(盖章)签字日期年月日受托方(盖章)签字日期年月日。
无损检测委托单

无损检测委托单
委托单一式三份,检测单位执两份版次:2012A版
[对内使用]委托单表格说明页:
委托单使用说明:
1、本委托单使用范围为临时性委托且委托方(施工方)无委托单格式,需要检测方提供
格式时的使用表单,委托方有提供表单的需要按照委托方格式由委托方提供委托;
2、本委托单为公司质量体系文件,表单编号XJZ-D-001,为2011 A版格式,表单有效期至
2015年12月31日,2011年至2015年期间改版均以2011B版、2011C版---进行命名;
3、表单设计字体、页边距等格式请参照电脑中格式要求,不同版本的电脑程序可能会导
致表单出现格式异常,请参考附件说明页备注表格栏的说明进行更正;
4、委托单所传递的参数必须准确无误,以免检测出现误差,因委托方参数传递不准确导
致检测失效的,由委托方承担责任,但检测方必须在委托方委托时进行相应告知;
5、不同的产品和行业,或是不同的监察机构需要得出的检测结论详细情况有区别,要进
行区别对待,包含检测的精细程度,检测报告的纸张,内容的详实程度均不同,委托方必须声明检测的属性(委托单备注栏的内容,委托方需要勾画);
6、本委托需要委托方单独提供图纸(页);
7、页眉页脚的设置均为宋体五号字;
7、焊接方法代号:SMAW——shielded metal arc welding——焊条电弧焊(电焊条焊接)
SAW——submerged arc welding——埋弧焊(自动焊)
GTAW——gas tungsten arc welding——钨极气体保护电弧焊(氩弧焊接)
GMAW——gas metal arc welding——熔化极气体保护电弧焊(气保焊)。