异物剔除机软件操作手册2003
异物去除管理程序

异物去除管理程序
一、金属探测机下出现金属时的处理标准:
①无金属品为合格。
②金属1-2件,目视再次选别。
③金属3-5件,再一次过金属探测机。
④5件以上视为异常:处理顺序:检出金属→挑选负责人确认→
经理确认→与客户反映→确认。
二、金属检出时的处理顺序:金属探测机下物品→检查者确认→记录
→质管负责人和挑选主任确认→反馈到车间确认→原因追查。
三、异物发现的处理方法:根据发现金属时的处理标准,若出现2件
以下金属,本批产品再次通过选别,出现3-5件,必须通过金属探测机,直到无金属为止。
四、金属探测机下出现金属及金属去除异物的保管方法:经检查确认
后的金属,先将其实物粘贴在《金属探测机检查表》或《金属去除机检查表》上,同时作档案记录,存档一年以上,最后贴有实物的《金属探测机检查表》、《金属去除机检查表》随每次发货的单证寄给客户。
异物-控制程序

¥异物控制程序1.目的提高员工产品品质意识,规范公司生产车间各个环节的异物控制方法措施,培养良好的操作习惯,保证产品的品质质量{。
2.范围适用于本公司所有生产车间。
定义/参考《作业员个人卫生管理规范》[《生产车间卫生管理规定》《生产车间设备、加工道具管理规定》职责各部门主管负责所属车间的人员、生产设备道具、物料、环境的异物控制管理并进行日常监督。
品管部负责进行异物控制管理情况的检查并记录,及时反馈问题。
(程序内容车间人员带入异物的控制员工进入车间,在车间内作业过程中可能将自身脱落的毛发、衣服上附着的脱落丝线或佩带饰品等混入产品中,本过程异物的防止依靠《作业员个人卫生管理规范》的实施来控制,具体措施详见该文本。
生产流程设备、道具等的易损部件造成异物混入控制生产流程设备上的硬塑料类易损部件(输送爬升带、进料台、选别桌面、金属探测机等),每年进行一次拍照存档,品管部负责实施并存档。
生产加工用具如塑料周转筐,新购入投入使用前,应进行检查清洁,清除脱落物和毛刺等操作。
每周进行清洗时,应进行检查,清除毛刺等易脱落物。
生产过程中若有破损残缺,应及时将碎片回收,保证不混入产品中。
生产中使用的刀具,生产前应检查是否完好、锋利,生产过程中若有破损残缺,应及时将碎片回收,保证不混入产品中。
生产中有使用的小件工具如剪刀、胶带割刀等物品,每日!工作完毕后由车间主管进行清点确认,并将结果记录于《小件物品点检表》中。
生产车间原则上不许使用玻璃制品为工具,对于无法替代的灯具、钟表面、玻璃窗、玻璃仪器、镜子等有玻璃的用具,有防护措施:生产车间的灯具都有灯罩,冷藏库内的灯泡外加防爆灯罩。
玻璃窗及有玻璃表面的器具,表面要加贴塑料薄膜,防止爆裂后飞溅开来。
有检查措施:每日由品管人员检查一次车间、仓库内的所有玻璃、硬塑料制品(塑料周转筐除外),确认处于良好使用状态,降低其破裂导致混入产品的风险。
并将检查结果记录于《厂区内危险物品检查表》。
PIT-W2003中文操作手册

4
参考文献
附图
图 1:传输 PIT 测试仪主机数据………………………………………………………………….8 图 2:下载 PIT 测试仪主机数据………………………………………………………………….10 图 3:PIT 软件主屏显示………………………………………………………………………….12 图 4:工程/桩管理窗口………………………………………………………………………….13 图 6:输出页面…………………………………………………………………………………..24 图 7:单个速度-时间(桩长)曲线图………………………………………………………….25 图 8:典型的频谱图……………………………………………………………………………..29 图 9:频率域分析中特有的输入参数…………………………………………………………..29 图 10:搜索峰值结果…………………………………………………………………………….30 图 11:无阻抗变化的均匀桩身,土阻力对速度曲线影响的示意图………………………….35 图 12:阻抗减小的非均匀桩身,土阻力对速度曲线影响的示意图………………………….36 图 13:侧剖面分析主屏幕……………………………………………………………………….39 图 14:用文本和箭头帮助解释的图形窗口…………………………………………………….40 图 15:侧剖面分析中特有的输入/调整窗口…………………………………………………..40 图 16:当选择了“Adjust Pulse Length…”时的图形(使用文字和箭头对图形作说明).43 图 17:手动调整参考线………………………………………………………………………….45 图 18:β 和 α 关系曲线图……………………………………………………………………..47 图 19:行波示意图:a)两个加速度传感器的速度-时间曲线;b)两个加速度传感器的位置及 应力波传播示意图……………………………………………………………………………….50 图 20:a)应力波在承台下带有缺陷的桩身中传播路径(未列出所有可能情况的反射);b)A1 处的速度-时间曲线(只显示上行波)图……………………………………………………..52 图 21:双速度分析输入窗口…………………………………………………………………….54 图 22:带桩身侧剖面显示的双速度曲线图…………………………………………………….54 图 23:同时显示上行速度和互相关曲线的双速度曲线图…………………………………….55 图 24:使用“Shift 2nd Vel. to the Same Toe”检查波速图…………………………….56 图 25:使用互相关曲线 Cross Correlation 确定波速图…………………………………….56 图 26:上行应力波实例—试桩和应力波传播(桩身阻抗变化被忽略)…………………….57 图 27:上行应力波实例—A1 处实测速度曲线图……………………………………………….58 图 28:上行应力波实例—A1 和 A2 处实测速度曲线及 A1 处计算的上行波速度曲线图…….59
机器视觉技术在烟草杂物剔除系统中的应用

机器视觉技术在烟草杂物剔除系统中的应用一、引言机器视觉主要研究用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。
它是20世纪70年代在遥感图像处理和医学图像处理技术成功应用的基础上逐渐兴起的,并应用于多种领域,如农业上的自动收获机械和农产品的质量检验、分选,工业生产流水线的在线质量检测、控制,公安系统的罪犯识别,交通的监视与管理、自动收费系统等。
机器视觉强调实用性,要求能够适应工业现场恶劣的环境,要有合理的性价比,要有通用的工业接口,有较高的容错能力和安全性,有较强的通用性和可移植性。
机器视觉更强调实时性,要求高速度和高精度。
在机器视觉系统中,其关键技术有光源照明技术、光学镜头。
摄像机、图像采集卡、图像处理卡和快速准确的执行机构等几个方面。
本文结合烟革杂物剔除系统的实际,重点阐述该系统所涉及到的有关机器视觉关键技术的解决方案。
二、烟草杂物剔除系统概迷随着卷烟生产自动化程度的提高,烟叶从进人卷烟厂的生产流水线到生产出成品卷烟的整个过程,己逐渐脱离人工辅助,特别是把叶改成片叶后,不再有入工铺叶的工艺过程,因此混在烟叶中的杂物及霉烂烟叶等无法去除。
它们对卷烟产品的质量影响较大。
烟草杂物剔除设备就是一种使用在烟叶初加工的打叶复烤丝、叶丝和梗丝的制丝生产线上来去除杂物及霉烂烟叶的系统。
烟草杂物剔除系统主要由6个部分组成:1.物料单层化处理装置其作用是把烟叶等物料由较厚的层叠状态变成很薄的单层状态,并利用“压风”和“托风”使烟叶从皮带机输出端平稳地抛出,且沿可预知的平抛运动轨迹稳定运行,为后续的摄像检测提供条件。
2.物料照明系统其作用是为物料提供照明。
要获得高质量的图像信号,对物料的充分照明是非常重要的必备条件之一。
3.光学系统其作用是把物料表面的反射光线尽可能准确无误地送到光电检测元件(如CCD感光无件)上。
它包括透过式有机玻璃板、平面反光镜、摄像机镜头等。
异物控制程序

异物控制程序1.目的:对异物进行源头管理、控制和预防和消除,防止异物混入产品。
2.职责:生产部负责本程序的实施,质量部负责监督。
3.定义:异物指的是非来源于产品本身的所有物质,包括金属、玻璃、塑料、橡胶、砂石、毛发、纤维、虫害等4.内容:4.1金属物品4.1.1生产区域内严禁使用容易混入产品的金属小件物品,如订书针、大头针、回形针、美工刀,钢丝球,小的金属夹等。
4.1.2车间内使用的利器如剪刀等,需要定点放置,编号登记管理,定期检查完整性。
4.1.3所有进入车间的金属工具和零部件,必须登记,制成管理清单。
维修用的金属工具和零部件,每次维修结束后,进行清点,生产用的金属工具,每天生产结束后,进行清点。
4.1.4金属类的过筛/过滤筛网,至少每班生产使用前后,进行完整性检查。
4.1.5设备和工器具接触产品的表面,尽量避免使用容易脱落的金属零部件,如螺丝、螺母、垫片等。
如有使用,则在每班生产使用前后,检查是否脱落,缺失。
4.1.6设备和工器具接触产品的表面,需要焊接维修时,维修后,需要对焊接处,打磨光滑,除去焊点,经彻底的清洗、消毒后,再投入生产使用。
4.1.7为降低金属异物混入产品和损坏设备的风险,在粉碎机投料口加装筛网,在振动筛出料口加装磁力架除铁器,除铁器要保持8000以上的高斯强度。
除铁器每班检查、清理一次,如发现除铁器吸附有过多的铁屑或异常物品(如螺丝、螺母、垫片)时,填写偏差报告,进行原因分析,采取纠正预防措施。
4.1.8对包装后的成品,配备金属探测器,按照金属探测器使用操作规程的要求,对探测器开机后、关机前和连续使用每2个小时,用标准测试块,对探测器的工作状态进行检查和确认。
4.1.9包装好的产品,需要逐一过金属探测器检查,发现有报警的产品,先进行隔离。
如经过确认,产品中含有金属异物时,填写偏差报告,进行原因分析,采取纠正预防措施。
4.2玻璃制品和硬质塑料(易碎制品)4.2.1工厂内所有生产、仓储区域内的照明灯具必须防爆处理,加装防爆罩/膜或者由防爆材料制成,包括叉车上的照明灯。
TCA2003菜单操作说明
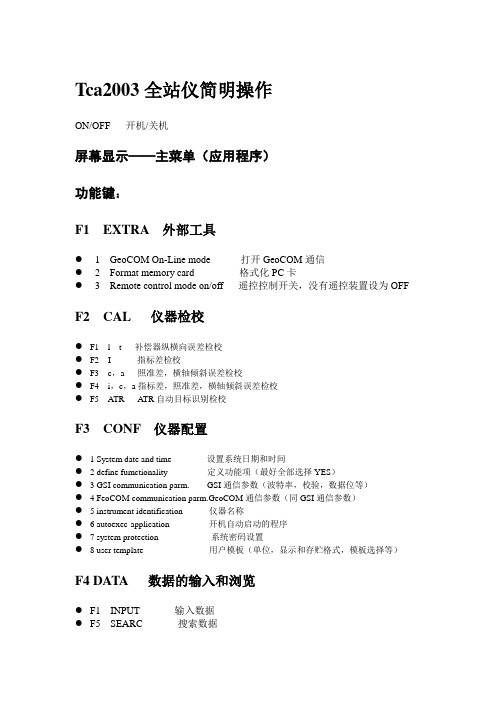
Tca2003全站仪简明操作ON/OFF 开机/关机屏幕显示——主菜单(应用程序)功能键:F1 EXTRA 外部工具● 1 GeoCOM On-Line mode 打开GeoCOM通信● 2 Format memory card 格式化PC卡● 3 Remote control mode on/off 遥控控制开关,没有遥控装置设为OFF F2 CAL 仪器检校●F1 l t 补偿器纵横向误差检校●F2 I 指标差检校●F3 c,a 照准差,横轴倾斜误差检校●F4 i,c,a指标差,照准差,横轴倾斜误差检校●F5 ATR A TR自动目标识别检校F3 CONF 仪器配置● 1 System date and time 设置系统日期和时间● 2 define fumctionality 定义功能项(最好全部选择YES)● 3 GSI communication parm. GSI通信参数(波特率,校验,数据位等)● 4 FeoCOM communication parm.GeoCOM通信参数(同GSI通信参数)● 5 instrument identification 仪器名称● 6 autoexec-application 开机自动启动的程序●7 system protection 系统密码设置●8 user template 用户模板(单位,显示和存贮格式,模板选择等)F4 DATA 数据的输入和浏览●F1 INPUT 输入数据●F5 SEARC 搜索数据Shift+F5 DEL 删除数据F5 SETUP 测站设置F4 QSET 用后视已知点设置测站F5 SIN 水平角Hz0(方位角)设置测站F6 LIST 列表选择F6 MEAS 测量F1 ALL 测量并记录F2 DIST 测量F3 REC 记录F4 TARGT 目标点信息(大气及曲率改正/偏心测量/棱镜选择)F5 Hz0 设置水平角固定功能键快速调整常用功能er template & files 选择用户模板和文件------user templ.: 用户模板选择------rec.device:记录装置选择memory card (PC卡)和RS232接口------meas.file :选择测量文件名------data file :选择数据文件名2.EDM measuring program 距离测量方式设置(标准/精测/快速/跟踪/平均数)F1 STAND 标准测距1+1ppm 3sF2 PRECT 精测距离1+1ppm 3sF3 FAST 快速测距3+2ppm 1.5sF4 TRK 跟踪测距5+2ppm 0.3sF5 AVERG 平均测距3spensator/Hz-corrections 补偿器开关/水平角改正(全设为ON)Instr.setup 选择No check或stability checkNo check补偿器在工作范围内不作任何检查stability check稳定性检查,检查补偿器是否工作,并且达到仪器规定的精度才允许记录测量值Compensator on/off 补偿器开关Hz-corr 水平角改正开关4.EDM test<sigual/frequency>测距回光信号及频率测试F3 测量频率和回光信号强度显示状态的转换开关F5 结束并返回原对话框F6 回光信号音响开关5.Beep/Hz-sector按键声音和水平角响铃设置---keystr.Beep 按键声响(on关low小loud大)---sector beep ON/OFF 角度音响开关---angel 需要响铃的角度值6.V-Angel display 垂直角显示方式(天顶距/高角度/坡度角)---zenith angel 天顶距水平方向为90度---elev.Angle +/- 高度角水平方向为0度(仰角为正)--- elev.Angle % 坡度角水平方向为0,向上为正坡度(3%)7.Power off、sleep 关机方式及休眠设置---sleep after…休眠---auto-off after 自动关机---remains on 全站仪一直打开8.Accessories 使用附加目镜和物镜时设置目镜与物镜的起止角,因为马达驱动仪器的转动将受到限制。
烟草异物剔除设备(除杂机)软件操使用简介
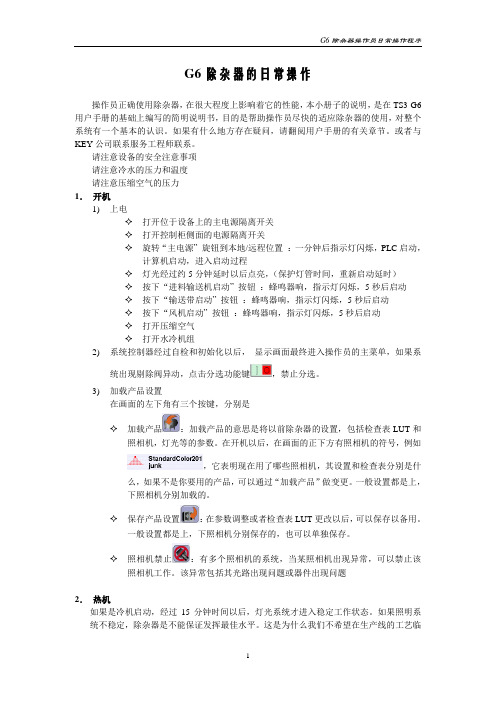
G6除杂器的日常操作操作员正确使用除杂器,在很大程度上影响着它的性能,本小册子的说明,是在TS3-G6用户手册的基础上编写的简明说明书,目的是帮助操作员尽快的适应除杂器的使用,对整个系统有一个基本的认识。
如果有什么地方存在疑问,请翻阅用户手册的有关章节。
或者与KEY公司联系服务工程师联系。
请注意设备的安全注意事项请注意冷水的压力和温度请注意压缩空气的压力1.开机1)上电✧打开位于设备上的主电源隔离开关✧打开控制柜侧面的电源隔离开关✧旋转“主电源” 旋钮到本地/远程位置:一分钟后指示灯闪烁,PLC启动,计算机启动,进入启动过程✧灯光经过约5分钟延时以后点亮,(保护灯管时间,重新启动延时)✧按下“进料输送机启动”按钮:蜂鸣器响,指示灯闪烁,5秒后启动✧按下“输送带启动” 按钮:蜂鸣器响,指示灯闪烁,5秒后启动✧按下“风机启动” 按钮:蜂鸣器响,指示灯闪烁,5秒后启动✧打开压缩空气✧打开水冷机组2)系统控制器经过自检和初始化以后,显示画面最终进入操作员的主菜单,如果系统出现剔除阀异动,点击分选功能键,禁止分选。
3)加载产品设置在画面的左下角有三个按键,分别是✧加载产品:加载产品的意思是将以前除杂器的设置,包括检查表LUT和照相机,灯光等的参数。
在开机以后,在画面的正下方有照相机的符号,例如,它表明现在用了哪些照相机,其设置和检查表分别是什么,如果不是你要用的产品,可以通过“加载产品”做变更。
一般设置都是上,下照相机分别加载的。
✧保存产品设置:在参数调整或者检查表LUT更改以后,可以保存以备用。
一般设置都是上,下照相机分别保存的,也可以单独保存。
✧照相机禁止:有多个照相机的系统,当某照相机出现异常,可以禁止该照相机工作。
该异常包括其光路出现问题或器件出现问题2.热机如果是冷机启动,经过15分钟时间以后,灯光系统才进入稳定工作状态。
如果照明系统不稳定,除杂器是不能保证发挥最佳水平。
这是为什么我们不希望在生产线的工艺临时停车的情况下,关停除杂器控制系统的原因。
CAMWorks2003 中文操作手册(铣床篇)
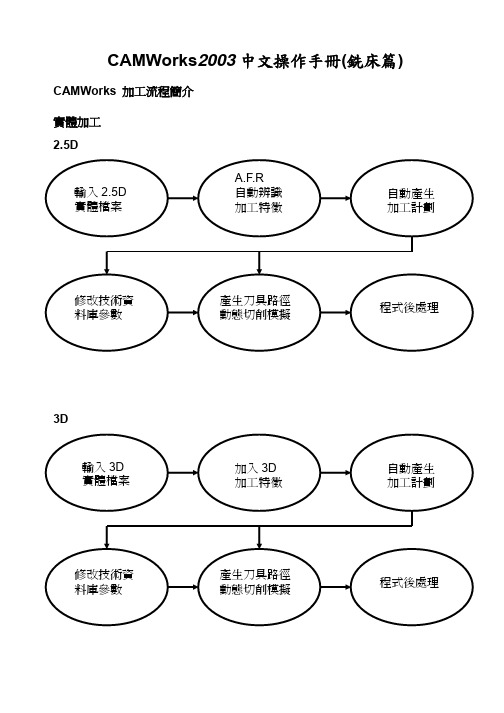
工法之殘料進行運算) §加工深度參數§ 模式:分為等距、精確及沿面等距,為降層進給量的定義模式,定義方式參考如下。
─等距、精確─ 底面預留量:指底部平面加工區域裕留量。 島嶼預留量:當對島嶼頂部加工選取時,可個別指定島嶼頂部之加工預留量。
此時在加工特徵管理員裡,我們可以看到系統自動辨識出之加工特徵。
3.如下圖所示,點選”自動產生加工計劃”。 此時在加工計劃管理員裡,我們可以看到系統依照各加工特徵自動產生出加工計劃。
3
4.點選”產生刀具路徑”。 此時系統會依據加工計劃的參數計算出刀具路徑。
5.點選”動態切削模擬”,或是在加工計劃總管中,在”加工面 2”上按滑鼠右鍵,點選”動態切 削模擬”。 ◎動態切削模擬
單節執行 按一次執行一次單步模擬。
5
開始模擬 點選後即執行持續模擬。
分段模擬 可選取模擬一次的分段單位。 尾端:模擬到加工尾端。 下一層:模擬至下一加工層。 下一加工法:一次模擬一條加
工法。 下一刀具:模擬至下次換刀停。
殘料分析 亦可稱為”誤差比對”,可比對 模擬結束後,與實際成品的誤 差比對,紅色區域代表”Over Cut(過切)”,藍色區域代表” Under Cut(殘料)。
§側壁參數§ 裕留量:側壁加工後裕留不加工部位,一般定義為殘留至成品面的厚度。 等距進給:單層加工時之水平進給量,單位為 mm。 刀徑倍率:同”等距進給”,但計算方式為刀具直徑百分比。 自動清除餘料:一般單層加工時,水平進給量若大於刀徑倍率 50%時,刀具路徑銳角轉角
處產生餘料時,自動產生清除餘料路徑(參考下圖)。
胶条x光机异物自动检测剔除设备
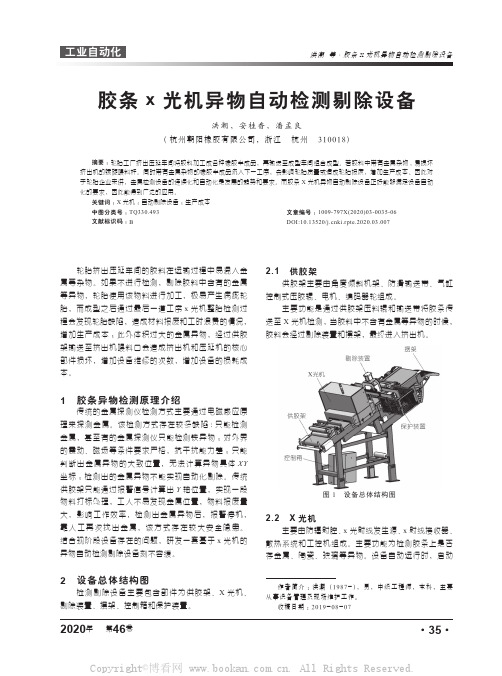
作者简介:洪潮(1987-),男,中级工程师,本科,主要从事设备管理及现场维护工作。
收稿日期:2019-08-07轮胎挤出压延车间的胶料在运输过程中易混入金属等杂物。
如果不进行检测,剔除胶料中含有的金属等异物,轮胎使用该物料进行加工,极易产生病疵轮胎,而成型之后通过最后一道工序x 光机整胎检测过程会发现轮胎缺陷,造成材料报废和工时浪费的情况,增加生产成本;此外体积过大的金属异物,经过供胶架输送至挤出机喂料口会造成挤出机和压延机的核心部件损坏,增加设备维修的次数,增加设备的损耗成本。
1 胶条异物检测原理介绍传统的金属探测仪检测方式主要通过电磁感应原理来探测金属。
该检测方式存在较多缺陷:只能检测金属,甚至有的金属探测仪只能检测铁异物;对外界的震动、磁场等条件要求严格,抗干扰能力差;只能判断出金属异物的大致位置,无法计算异物具体XY 坐标;检测出的金属异物不能实现自动化剔除。
传统供胶架只能通过报警信号计算出Y 轴位置,实现一段物料打标处理,工人不易发现金属位置,物料报废量大,影响工作效率,检测出金属异物后,报警停机,靠人工再次找出金属,该方式存在较大安全隐患。
结合现阶段设备存在的问题,研发一套基于x 光机的异物自动检测剔除设备刻不容缓。
2 设备总体结构图检测剔除设备主要包含部件为供胶架、X 光机、剔除装置、摆架、控制箱和保护装置。
胶条x 光机异物自动检测剔除设备洪潮,安桂香,潘孟良(杭州朝阳橡胶有限公司,浙江 杭州 310018)摘要:轮胎工厂挤出压延车间将胶料加工成各种橡胶半成品,再输送至成型车间组合成型。
若胶料中带有金属杂物, 易损坏挤出机的螺旋喂料杆。
同时带有金属杂物的橡胶半成品流入下一工序,会影响轮胎质量或造成轮胎报废,增加生产成本。
因此对于轮胎企业来讲,金属检测设备的连续化和自动化是发展的趋势和要求。
而胶条X 光机异物自动剔除设备正好能够满足设备自动化的要求,因此能得到广泛的应用。
关键词:X 光机;自动剔除设备;生产成本中图分类号:TQ330.493文章编号:1009-797X(2020)03-0035-06文献标识码:B DOI:10.13520/ki.rpte.2020.03.0072.1 供胶架供胶架主要由角度倾斜机架、防滑输送带、气缸控制式压胶辊、电机、编码器轮组成。
异物剔除机工作原理与注意事项教案
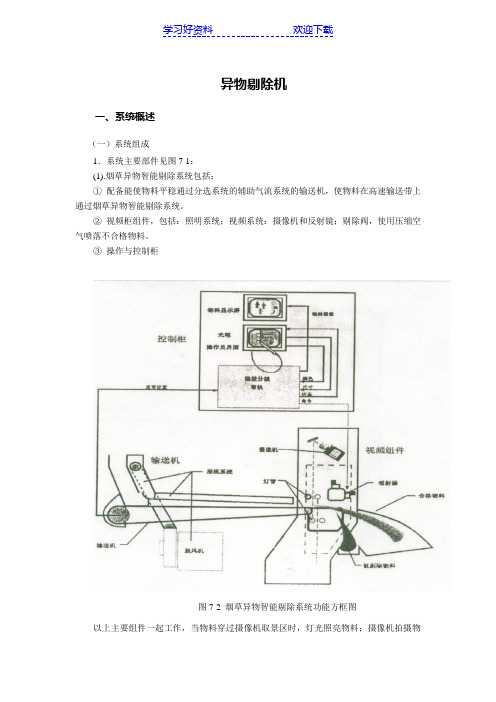
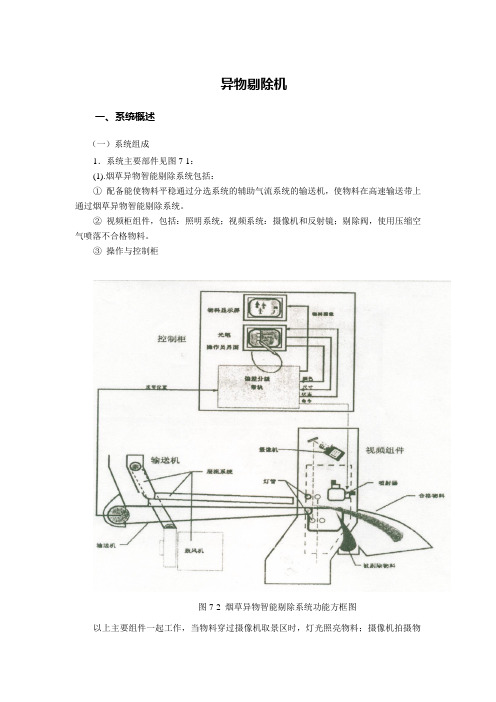
异物剔除机一、系统概述(一)系统组成1.系统主要部件见图7-1:(1).烟草异物智能剔除系统包括:①配备能使物料平稳通过分选系统的辅助气流系统的输送机,使物料在高速输送带上通过烟草异物智能剔除系统。
②视频柜组件,包括:照明系统;视频系统:摄像机和反射镜;剔除阀,使用压缩空气喷落不合格物料。
③操作与控制柜图7-2 烟草异物智能剔除系统功能方框图以上主要组件一起工作,当物料穿过摄像机取景区时,灯光照亮物料;摄像机拍摄物料颜色和形状,检测到杂物;控制柜中的高速图像处理卡和软件程序开始分辨那些不想要的(应被剔除的)颜色,剔除杂物,控制柜在应被剔除的杂物运行至剔除阀下面时,立即发出指令,从一个或多个剔除阀门释放出一股短暂的压缩空气,将要剔除的杂物吃落,使其脱离物流,正常物流则不受影响地通过。
2.控制柜:(1)控制柜包括:①一个彩色监视器(触摸屏)②一台工业计算机③高速图像处理板卡和剔除阀控制板卡④备用的网络适配器⑤备用的键盘⑥各种直流电源⑦控制开关、接触器等。
(2)控制柜是使用和调节烟草异物智能剔除系统的最主要操作站,在控制柜的前门开关面板上有几个开关,分别是:①紧停开关——在紧急情况下,控制系统关闭开关。
②输入辊二位钥匙开关——控制主输送机输入驱动辊张力系统的一个两档钥匙开关。
正常情况下,开关处于关状态。
辊子向输送带施加张力。
闭合开关则释放张力。
闭合开关释放张力时须使用钥匙。
仅在维修人员更换主输送机输送带时才使用。
③输出辊二位钥匙开关——控制主输送机输入驱动辊张力系统的一个两档钥匙开并。
正常情况下,开关处于关状态。
辊子向输送带施加张力。
闭合开关则释放张力。
闭合开关释放张力时须使用钥匙。
仅在维修人员更换主输送机输送带时才使用。
④系统电源指示灯:指示灯发光时,表示系统有电。
⑤照明电源指示灯:指示灯发光时,表示荧光灯系统有电。
⑥摄像机电源指示灯:指示灯发光时,表示计算机子系统有电。
⑦堵料指示灯:指示灯发光时,表明进料处发生了堵料现象。
原棉异物在线检测系统剔除机构的分析研究

图 2 原 棉 异 物 在 线 检 测 系 统 原 理 图
据介绍已有大约近 50台该装置在世界各个国家 的纺 0 马佐里 、 罗斯罗 尔 、 岛纺 机 、 克 青 郑纺 机 等 厂 织 厂使用 , 取得 较 好 的效 果 。下 面简 单 介绍 瑞 士 Jsi 特 吕茨勒 、 os 家的设备相联。该公司建议异性纤维捡 出设 备应安装 公 司 的异 物捡 出机 的主要技 术参数 和 特点 。 因 该机采 用垂直 过 棉 形 式 ( 1 , 图 ) 当棉 流 从 上 面 的 在 开清 棉流程 中最 后 一 个 机 台之 后 为最 佳 , 为此 时
不理想 。少数 厂 家从 国外 进 口原 棉分 选 设 备 , 如瑞 士 Jsi 司 的 异 性 纤 维 捡 出 机 、 国 特 吕茨 勒 公 司 的 os公 德 SF C O异色 检测及 分 离 装 置 , 又 遇 到价 格 昂贵 、 件 但 配
进棉 口
机
排杂 口
更换困难 、 维护等售后服务难 以到位的问题。因此 , 为
了满 足 国内原棉 产 品 生产 的需 要 , 必要 研 制具 有 原 有 棉分选 功 能的 国产 原棉异 物在 线剔 除 系统 。
图 1 瑞 士 Jsi os 公司的异性纤维捡出机
处 理 器
由于原棉在开清棉 的管道 中高速运行 , 这就 为在 线剔 除机构带 来 了很大 的 困难 。本 文在 介绍 瑞 士 Jsi os
T ea ay i ga d r s a c i g o i u c a i o er w o tn o l ef r in i u i e ee t g s se h n lzn n e e r h n fpc p me h ns ft a c t ni eg k m h o n o mp r isd tci y tm t n
一种自动剔除机连续剔除异物点方法及自动剔除机[发明专利]
![一种自动剔除机连续剔除异物点方法及自动剔除机[发明专利]](https://img.taocdn.com/s3/m/7d0a40511a37f111f0855b4b.png)
专利名称:一种自动剔除机连续剔除异物点方法及自动剔除机专利类型:发明专利
发明人:周宏建,石奇金
申请号:CN202011528559.3
申请日:20201222
公开号:CN112607311A
公开日:
20210406
专利内容由知识产权出版社提供
摘要:本发明公开了一种自动剔除机连续剔除异物点方法及自动剔除机。
该方法包括如下步骤:S1、异物检测机构持续检测传送带上运送产品的异物点,连续依次记录每个异物点的坐标信息,坐标信息包括沿传送带方向的第一坐标信息和垂直于传送带方向的第二坐标信息;S2、将第一坐标信息传输至用于驱动传送带移动的传送带马达,将第二坐标信息传输至用于驱动剔除机构移动的伺服电机,剔除机构沿垂直于传送带的方向移动;S3、传送带马达将产品的异物点驱动至第一坐标信息时停止驱动,伺服电机将剔除机构驱动至第二坐标信息时停止驱动;S4、剔除机构执行预设剔除动作,完成剔除后重新启动传送带。
本发明能够连续识别并连续剔除异物点,提高剔除效率。
申请人:上海骄成机电设备有限公司
地址:200241 上海市闵行区虹梅南路4916弄48号3幢一层
国籍:CN
代理机构:北京品源专利代理有限公司
代理人:胡彬
更多信息请下载全文后查看。
异物剔除装置的管理制度
异物剔除装置的管理制度一、总则为了规范异物剔除装置的使用,确保生产安全和产品质量,制定本管理制度。
二、管理范围本制度适用于所有使用异物剔除装置的生产企业,包括但不限于食品、医药、化工等行业。
三、管理原则1. 依法合规:遵守国家相关法律法规,确保异物剔除装置的使用符合法律要求。
2. 安全优先:确保异物剔除装置的安全操作,防止发生安全事故。
3. 质量第一:通过异物剔除装置保证产品质量,提高市场竞争力。
四、管理职责1. 生产部门负责对异物剔除装置的运行情况进行监督和检查,确保装置运行正常。
2. 安全管理部门负责对异物剔除装置的安全管理工作,包括危险源辨识、风险评估等。
3. 质量管理部门负责对异物剔除装置的质量控制工作,包括检测设备的维护和校准等。
五、使用规定1. 操作人员必须经过专业培训和考核,掌握异物剔除装置的使用方法和注意事项。
2. 操作过程中发现异常情况,应立即停止操作并报告相关部门处理。
3. 非操作人员禁止随意接触和操作异物剔除装置,必须了解和遵守相关安全规定。
六、维护保养1. 异物剔除装置设备必须定期进行保养和维护,确保设备运行正常。
2. 维护人员必须熟悉设备使用说明书和维护手册,按规定进行维护工作。
3. 发现设备故障或异常情况,应及时上报,并进行及时维修。
七、紧急处置1. 发生设备故障或安全事故时,操作人员需立即报告并采取应急措施,确保现场安全。
2. 其他相关部门应及时配合,协助处理紧急情况,并及时进行后续处理和记录。
八、相关记录1. 对异物剔除装置的日常操作、维护保养、紧急处置等情况必须进行详细记录,并保存至少两年。
2. 对设备故障、事故等情况的处理记录必须及时归档,并向相关部门汇报。
九、培训考核1. 对异物剔除装置的操作人员进行定期培训考核,确保操作人员具备必要的操作技能和安全意识。
2. 对异物剔除装置的维护人员进行定期技术培训,提高其维护保养的水平。
十、监督检查1. 生产部门定期对异物剔除装置的使用情况进行检查,发现问题及时纠正。
异物剔除机工作原理与注意事项教案
异物剔除机一、系统概述(一)系统组成1.系统主要部件见图7-1:(1).烟草异物智能剔除系统包括:①配备能使物料平稳通过分选系统的辅助气流系统的输送机,使物料在高速输送带上通过烟草异物智能剔除系统。
②视频柜组件,包括:照明系统;视频系统:摄像机和反射镜;剔除阀,使用压缩空气喷落不合格物料。
③操作与控制柜图7-2 烟草异物智能剔除系统功能方框图以上主要组件一起工作,当物料穿过摄像机取景区时,灯光照亮物料;摄像机拍摄物料颜色和形状,检测到杂物;控制柜中的高速图像处理卡和软件程序开始分辨那些不想要的(应被剔除的)颜色,剔除杂物,控制柜在应被剔除的杂物运行至剔除阀下面时,立即发出指令,从一个或多个剔除阀门释放出一股短暂的压缩空气,将要剔除的杂物吃落,使其脱离物流,正常物流则不受影响地通过。
2.控制柜:(1)控制柜包括:①一个彩色监视器(触摸屏)②一台工业计算机③高速图像处理板卡和剔除阀控制板卡④备用的网络适配器⑤备用的键盘⑥各种直流电源⑦控制开关、接触器等。
(2)控制柜是使用和调节烟草异物智能剔除系统的最主要操作站,在控制柜的前门开关面板上有几个开关,分别是:①紧停开关——在紧急情况下,控制系统关闭开关。
②输入辊二位钥匙开关——控制主输送机输入驱动辊张力系统的一个两档钥匙开关。
正常情况下,开关处于关状态。
辊子向输送带施加张力。
闭合开关则释放张力。
闭合开关释放张力时须使用钥匙。
仅在维修人员更换主输送机输送带时才使用。
③输出辊二位钥匙开关——控制主输送机输入驱动辊张力系统的一个两档钥匙开并。
正常情况下,开关处于关状态。
辊子向输送带施加张力。
闭合开关则释放张力。
闭合开关释放张力时须使用钥匙。
仅在维修人员更换主输送机输送带时才使用。
④系统电源指示灯:指示灯发光时,表示系统有电。
⑤照明电源指示灯:指示灯发光时,表示荧光灯系统有电。
⑥摄像机电源指示灯:指示灯发光时,表示计算机子系统有电。
⑦堵料指示灯:指示灯发光时,表明进料处发生了堵料现象。
称重剔除机安全操作及保养规程

称重剔除机安全操作及保养规程为了保障称重剔除机的正常运行,避免安全事故的发生,必须严格按照以下操作规程进行操作和保养。
安全操作规程1. 检查电气接线在使用称重剔除机之前,必须仔细检查电气接线是否正确。
检查电气接线时应须确认电源线是否正确接地和接线点是否牢固,检查电气设备是否正常工作。
如果存在问题,应该及时排除。
2. 检查机械运行情况在使用称重剔除机之前,必须检查机械运行情况。
检查机器是否有变形、可移动部分的相互运动是否灵活,外观是否有损坏。
3. 防护设备的使用在使用称重剔除机时,必须保证防护设备完好有效,如遇到防护设备失效或损坏,应及时进行更换或修理。
4. 确认物料的质量和重量在使用称重剔除机进行称重的时候,必须确认被测物料的质量和重量。
如果出现问题,必须及时更换或进行调整。
5. 使用安全工具在使用称重剔除机进行操作的时候,必须使用正确的工具,如拖链、随动走线、手推车等。
6. 维护操作工具的清洁为了确保称重剔除机的运行和操作,必须对操作工具进行定期清洁,维护和保养,保持其清洁干燥、无细菌和污垢。
7. 开启安全装置在使用称重剔除机的时候,必须检查安全装置是否开启,确保其正常运行。
8. 不得违规操作使用称重剔除机时,不得进行违规操作。
包括不得擅自进行机器改造、拆卸机器、损坏防护设备等。
保养规程为了确保称重剔除机的正常运行,必须按照以下三个部分进行保养。
1. 机器日常保养每日保养内容包括:清理机器和工作区域的污垢、清理传送带的杂物、检查各传感器的安装和精度及调试和测量各传感器的工作状态等。
2. 机器周年度保养每年1次,具体内容包括:检查传送带运行部分的带头的磨损、裂纹、油脂情况、修改安全防护设备及检查控制系统各电子元件的老化程度。
3. 周期保养具体周期保养的时间长度由厂家决定,应定期对设备进行检修、更换所需零部件。
为了保障称重剔除机的长时间有效运行,在机器保养期间,应严格按照相关保养手册中的操作和保养规程进行操作,防止漏检或操作不当导致机器失效等安全隐患。
工具的使用office2003
130 0
226 0
320 0
重型
165 330 550 830
990
144 0
198 0
330 0
440 0
管钳
管子钳的使用方法及注意事项: 管钳的使用方法如图5所示。 1.使用管钳时应先检查固定销钉是否牢固,钳柄、钳头有无裂痕,有裂痕者不能使用。 2.使用管钳时两手动作应协调,松紧 应合适,防止打滑。 3.较小的管钳不能用力过大,不能加加力杠使用。 4.使用管钳时,管钳开口方向应与用力方向一致。 5.钳柄末端高出使用者头部时,不要用正面拉吊的方法扳动钳柄。 6.管钳不得用于拧紧六角头螺栓和带棱的工件。 7.不能将管钳当F扳手、榔头或撬杠用。 8.装卸地面管件时,应一手扶管钳头一手按钳柄,按钳柄的手指应平伸,管钳头不能反使,
常用工具使用方法——螺丝刀的使用
➢根据螺钉头部大小 选择合适的螺丝刀型 号 ➢不能使用与螺钉头 部槽宽和槽型不同的 螺丝刀 ➢不能使用已损坏的 螺丝刀
防爆工具的定义
防爆工具的材质是铜合金,由于铜的良好导热性能及几乎不含碳的特质,使工具和 物体摩擦或撞击时,短时间内产生的热量被吸收及传导,另一原因由于铜本身相对 较软,摩擦和撞击时有很好的退让性,不易产生微小金属颗粒,于是我们几乎看不 到火花,因此防爆工具又称为无火花工具。
表2 管子钳的规格
规格(mm)
150 200 250 300 350
450
600
900
120 0
最大夹持管径≤(mm) 20 25 30 40 50 60 75 85 110
轻型 98 196 324 490 - - - - -
普通 实验扭矩(N·m) 型
105 203 340 540 650
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
查找和排除剔除问题
剔除物料中有太多合格品 你能做的是: 你能做的是: 1. 增加记忆若干个新画面。 2.建立一个新的分选颜色表。 接收物流中有太多异物 你能做的是: 你能做的是: 1. 建立一个新的分选颜色表(分选颜色表中可 能记忆了太多的画面,包括有异物的画面)。 2. 摄像机和光源
在上述对话框中,用户可以改变颜色分选设置的牌号名称、备注等信息。 只要选中某牌号,点击
弹出“编辑物料品牌名称”对话框,如下一页图所示:
调用牌号( 调用牌号(3)
点击牌号名称对应的 编辑栏,输入相应的 文字。在输入中文时, 操作员必须熟悉中文 录入、输入法的切换。 点击 保存所作的改动。点 击
取消所作的改动主要操作按钮 ()与 为摄像机(CCD)图像窗口切换按钮。烟草 异物剔除系统中共安装了两台高速摄像机,编号为CCD1, CCD2。当点击 时,使之变为 则CCD1变为当前
摄像机,以后所有的抓捕图像、记忆物料操作都是针对该摄 像机的,图像窗口中所显示的图像也对应于该摄像机。点击 另一按钮亦然。
主要操作按钮 (5)
查找和排除剔除问题
没有物料被剔出 你可能需要建立一个新的分选颜色表 你能做什么: 你能做什么: 1.摄像机是否工作? 2.控制柜主机是否工作? 3.剔除阀控制板电源是否正常? 4.连接剔除阀控制板与控制柜主机的电缆是否松动? 5.检查压缩空气气压
和 分别为两个摄像机通道的剔除 控制按钮。当点击“分拣1”按钮,使之变为
时,CCD1对应的剔除系统投入使用,计算机控 制系统将根据当前内存中的分选设定,启动高速 图像处理卡,进行异物判别,控制高速电磁阀进 行异物剔除。若要停止该CCD的异物剔除,再点 击该按钮,使之成为 即可。点击“分拣2” 按钮亦然
剔除阀功能测试
在剔除阀测试窗口中,共显示了128个剔除阀测 试按钮,编号为01-128。点击 使之成为 即可打开对应编号的剔除阀。若使之关闭,点击 使之成为
建立新的分选颜色设定表
确保软件回到主画面下,如果剔除控制处于打开状态,请点击 和 以关闭剔功能。
点击
清除内存中原有的分选颜色设定表。点击 选定CCD1摄像机,或点击 选定CCD2摄像机。
软件启动与关闭
启动计算机,系统进入WINDOWS 2000 professional环 境 厂方在软件安装时,已经将该软件的快捷方式放入桌 面,这样当WINDOWS启动时,鼠标点击将运行该软件。 任何时候用户可以按ALT F4 ALT+F4 ALT F4键关闭烟草异物剔除系统 软件。 如果已经关闭烟草异物剔除系统软件,用户可以再点 击桌面上的“烟草异物剔除机” 快捷方式启动软件。
准备工作
在使用烟草除杂系统之前首先必须对烟草异物剔除系统进行如下检查: 在使用烟草除杂系统之前首先必须对烟草异物剔除系统进行如下检查:
•卫生检查: 卫生检查: 卫生检查 检查是否打扫了卫生,在高速皮带机出口不能有堆积的物料。 检查是否打扫了卫生,在高速皮带机出口不能有堆积的物料。背景条上面 没有污迹和斑点 照明灯、反光镜、摄像机镜头的玻璃必须保持清洁,无斑点、划痕和碎屑。 照明灯、反光镜、摄像机镜头的玻璃必须保持清洁,无斑点、划痕和碎屑。 •机械检查: 机械检查: 机械检查 确认高速电磁阀没有漏气现象。 确认高速电磁阀没有漏气现象。 •电气检查: 电气检查: 电气检查 检查系统电源有无 打开所有电源,通过视频柜门窗,检查4只照明灯管是否都已经点亮。灯 打开所有电源,通过视频柜门窗,检查 只照明灯管是否都已经点亮。 只照明灯管是否都已经点亮 管必须点亮半小时后才能投入使用。 管必须点亮半小时后才能投入使用。
主要操作按钮 (3)
将当前图像窗口中的画面以位图文件形式保存在硬盘上
将存储在硬盘上的图像文件调入内存,并在图像窗 口中显示出来
按“F4”按钮:在计算机根据颜色分选表中的颜色标 定信息,将图像窗口中的异物以绿色指示出来。该 功能能够向操作员反馈当前的颜色标定效果。当再 按“F4”时异物指示功能被关闭,这样更能清楚查看 图像以分辨烟叶和异物。
软件主画面
图像窗口 摄像机通道选择
剔除运行/停止
按钮面板
主要操作按钮( 主要操作按钮(1)
捕捉当前高速摄像机下一幅物流瞬间图像 将当前图像窗口中的所有区域的颜色标定 为正常物料颜色。凡是没有被标定的颜色 将被系统视为异物。 用户也可以按如下方法对局部区 域的颜色进行标定记忆:移动鼠 标至图像窗口合适位置,按下鼠 标左键不放,同时拖曳鼠标形成 矩形区域,如左图所示:
调用牌号 (1)
这里假 点击 定事先已 经完成物 料颜色标 定、已经 保存为某 一牌号的 分选设定 表,并且 没有启动 剔除功能。
弹出如下分选表调用对话框
调用牌号( 调用牌号(2)
点击给定的牌号,使之选中,成为亮黄色。选择好所需牌号点击 则对应牌号的颜色分选表被调入内存中。如果改变主意,取消分选表的调 用操作。可以点击 退出。
主要操作按钮 (2)
清除对原有颜色的标定。该功能在重新标定颜色、重新 建立分选颜色表时使用。该功能清除的是内存中的颜色 设定,不影响已存储的颜色分选表。 将内存中的颜色标定信息保存为硬盘上的分选颜色表。 内存中的颜色标定信息是临时性的、会随着软件的关 闭、系统的掉电而丢失。这些信息只有存储在硬盘上 才能永久性地保存。 将保存在硬盘上的已有的分选颜色表调入内存
剔除过程中改变物料牌号
在生产过程中需要根据实际的物料改变牌号。如果 已经启动剔除功能,则必须点击 和 关闭剔除功能,再按照上面所述将给定牌号设定调 启动剔除功能 入内存,最后点击 和
剔除阀功能测试
在主画面中,通过键盘操作按F8键,激活剔除阀测试 功能,主画面下部显示剔除阀测试画面:
剔除阀测试窗口
由于系统中存在两台摄像机,所以你需要对两台摄像 机分别进行如下的设置。
物流停止状态
确保输送带、灯和摄像窗洁净。点击 摄像机将拍摄一幅背景条画面。点击 系统将记忆住背景颜色。重复这样的操作3次,查 看背景上是否还有绿点,有说明背景没有抓干净需 要再重复几次,直到没有绿点。
物料流动状态
1. 点击 。拍摄一幅物料流动画面。 2. 仔细观看物料画面,确认物料画面中不含杂物。 3. 如果物料画面中含有杂物,重复选择抓捕图像直至显 示的画面中不含杂物。 4. 当不含杂物的物料显示在屏幕上时,选择 或局部标定记忆。屏幕上的物料将被系统“认识”。 (正常情况下,还是通过鼠标进行局部标定记忆,这 样就不容易把异物也标定为正常物料。 5. 重复上述步骤3。重复20次以上 6. 启动剔除功能,观察除杂性能。 7. 停止剔除功能。 8. 如果误剔率较高,重复上述步骤3-7。