传动轴加工工艺过程卡片
传动轴机械加工工序卡片

沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(1)页车间工序号工序名称材料牌号1 下料40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 切割棒料通用夹具,A型机机夹切断车刀360 79 0.2 36 1 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(2)页车间工序号工序名称材料牌号2 粗车端面,钻中心孔40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ50端面通用夹具,45°端面车刀600 120 0.25 3 12 钻中心孔通用夹具,中心钻(B型)600 120 0.25 1.25 1 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(3)页车间工序号工序名称材料牌号3 粗车外圆40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ30外圆顶尖,45°外圆车刀600 90 0.752 52 粗车φ45外圆顶尖,45°外圆车刀600 90 0.75 2.5 1 描图3 粗车φ30外圆顶尖,45°外圆车刀600 90 0.75 2 54 粗车φ22外圆顶尖,45°外圆车刀600 90 0.75 2 7 描校 5 去毛刺顶尖,45°外圆车刀600 80 0.75 0.05 1底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(4)页车间工序号工序名称材料牌号4 粗车槽40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车4x2槽顶尖,45°外圆车刀600 90 0.75 1 12 粗车4x0.5槽顶尖,45°外圆车刀600 90 0.25 2 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(5)页车间工序号工序名称材料牌号5 精车40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 12 精车φ45外圆顶尖,45°外圆车刀600 131 0.14 1 1 描图3 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 14 车φ22螺纹顶尖,45°外圆车刀100 15 0.75 2 5 描校 5 倒角顶尖,45°外圆车刀400 131 0.14 1 1底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(6)页车间工序号工序名称材料牌号6 热处理40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数铣床X62W 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗铣槽专用夹具190 59.69 136.8 0.8 12 精铣槽专用夹具190 59.69 136.8 0.4 1 描图3 热处理,淬火淬硬深度1.5-2.5,HRC30描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(7)页车间工序号工序名称材料牌号7 检查40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 检查2 入库描图描校底图号装订号设计日期审核日期标准化日期会签日期。
传动轴加工工艺过程卡片

设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
11
产品名称
传动轴
零件名称
共
12
页
第
11
页
间
工序号
工序名称
材 料 牌 号
金工
11
淬火
45钢
毛 坯 种 类
毛坯外形尺寸
金工
16
检验
质检室
游标卡尺、千分尺
17
钳工
去毛刺、清洗
金工
锉刀
18
入库
涂防锈油
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
1
产品名称
传动轴
零件名称
共
页
第
1
页
间
工序号
工序名称
材 料 牌 号
金工
1
下料
45钢
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
Φ55.4mmx199.3mm
1
1
设备名称
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
4
产品名称
传动轴
零件名称
共
12
页
第
4
页
间
工序号
工序名称
材 料 牌 号
机油泵传动轴支架全套工序卡.doc

1
1
1
φ11钻头
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.19
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第10页
车间
工序号
工序名称
材料牌号
10
钻
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250*98.33*55
1
1
设备名称
Z525
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
16.6
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
10
钻孔φ7mm
φ7mm钻
229
15.3
0.25
12
1
1
1
扩孔:φ7.7mm
φ7.7mm专用扩孔钻
68
7.9
0.57
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
7
铣φ32mmC向端面
专用夹具
190
5.3
0.32
12
1
1
1
φ45端面铣刀
锪孔1.5×45°
90°锪钻
68
8.26
0.72
1.5
1
轴加工工艺过程卡片

车夹具,量具,车刀
4
热
轴底端部分渗碳,淬火
5
车
双顶尖装夹,半精车Φ60mm,Φ72mm,Φ62mm三个台阶,直径留余量0.5mm,车端面保证总长467mm。倒两个角
车床
车夹具,量具,车刀
6
车
调头,双顶尖装夹,半精车余下的五个台阶,直径留余量0.5mm。倒五个角
车床
车夹具,量具,车刀
7
钳
修研两端中心孔锯床ຫໍສະໝຸດ 锯床夹具,量具,锯条2
车
三爪卡盘夹持工件,车端面见平,钻中心孔,用尾架顶尖顶住
粗车Φ62mm,Φ50mm,Φ46mm,Φ42mm,Φ36mm五个台阶,直径留余量2mm,长度加工至图纸尺寸
车床
车夹具,量具,车刀
3
车
调头,三爪卡盘夹持工件另一端,车端面,保证总长468mm,车端面部分凹台至图纸尺寸
钻中心孔,用尾架顶尖顶住,粗车Φ60mm,Φ72mm,Φ62mm三个台阶,直径留余量2mm,长度加工至图纸尺寸
8
车
精车Φ60mm,Φ72mm,Φ62mm个台阶至图纸尺寸,车端面保证总长466.2mm
车床
车夹具,量具,车刀
9
车
调头,精车余下五个台阶至图纸尺寸
车床
车夹具,量具,车刀
10
钳
划两个键槽的加工线
划针
11
铣
铣两个键槽至图纸尺寸
铣床
铣夹具,量具,铣刀
12
磨
磨轴底端部分至图纸尺寸,表面粗糙度0.8
磨床
磨夹具,量具,砂轮
编 制(日 期)
审 核(日期)
会 签(日期)
标记
处数
更改文件号
签 字
传动轴加工工艺过程卡
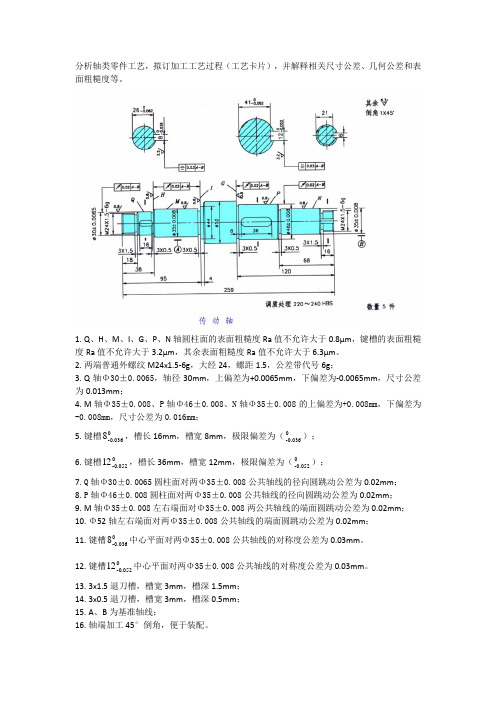
分析轴类零件工艺,拟订加工工艺过程(工艺卡片),并解释相关尺寸公差、几何公差和表面粗糙度等。
1. Q 、H 、M 、I 、G 、P 、N 轴圆柱面的表面粗糙度Ra 值不允许大于0.8μm ,键槽的表面粗糙度Ra 值不允许大于3.2μm ,其余表面粗糙度Ra 值不允许大于6.3μm 。
2. 两端普通外螺纹M24x1.5-6g ,大经24,螺距1.5,公差带代号6g ;3. Q 轴Φ30±0.0065,轴径30mm ,上偏差为+0.0065mm ,下偏差为-0.0065mm ,尺寸公差为0.013mm ;4. M 轴Φ35±0.008、P 轴Φ46±0.008、N 轴Φ35±0.008的上偏差为+0.008mm ,下偏差为-0.008mm ,尺寸公差为0.016mm ;5. 键槽0036.0-8,槽长16mm ,槽宽8mm ,极限偏差为(0036.0-);6. 键槽0052.0-12,槽长36mm ,槽宽12mm ,极限偏差为(0052.0-);7. Q 轴Φ30±0.0065圆柱面对两Φ35±0.008公共轴线的径向圆跳动公差为0.02mm ;8. P 轴Φ46±0.008圆柱面对两Φ35±0.008公共轴线的径向圆跳动公差为0.02mm ;9. M 轴Φ35±0.008左右端面对Φ35±0.008两公共轴线的端面圆跳动公差为0.02mm ;10. Φ52轴左右端面对两Φ35±0.008公共轴线的端面圆跳动公差为0.02mm ;11. 键槽0036.0-8中心平面对两Φ35±0.008公共轴线的对称度公差为0.03mm 。
12. 键槽0052.0-12中心平面对两Φ35±0.008公共轴线的对称度公差为0.03mm 。
13. 3x1.5退刀槽,槽宽3mm ,槽深1.5mm ;14. 3x0.5退刀槽,槽宽3mm ,槽深0.5mm ;15. A 、B 为基准轴线;16. 轴端加工45°倒角,便于装配。
轴类零件工艺设计工序卡片

0.5
2.5
2
15
2
铣φ40外圆面
专用夹具
60
0.5
2.5
2
13
3
精磨φ37外圆面
专用夹具
90
0.5
2.5
2
13
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第 7 页
车间
工序号
工序名称
材料牌号
5
检验
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
圆钢
Φ48x573mm
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
X53T
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时/s
机动
辅动
1
去毛刺
钳工
2
检验
进给次数
工步工时
机动
辅动
1
粗磨φ30外圆面
平形砂轮
40
2
15
0.0152
1
3.9
2
粗磨φ35外圆面
平形砂轮
187
4
15
0.0111
1
30
3
调头,粗磨φ40外圆面
传动轴机械加工工序卡片

共(7)页 工序名称
检查 每个毛坯可制件数
设计 日期
审核 日期
标准化日 会签日期
期
沈阳工学院
机械加工工序卡片
产品型号 产品名称
零部件图号
零部件名称
传动轴
车间
工序号
2
毛坯种类
毛坯外形尺寸
锻件
φ50mm×240mm设备名称设备型号 Nhomakorabea车床
CR6150
夹具编号
工位器具编号
共(7)页 工序名称 粗车端面,钻中心孔 每个毛坯可制件数
1 设备编号
01 夹具名称 三爪卡盘
设备名称
设备型号
车床
CR6150
夹具编号
工位器具编号
共(7)页 工序名称 粗车外圆 每个毛坯可制件数
1 设备编号
01 夹具名称 三爪卡盘
工位器具名称
第(3)页 材料牌号
40MnB 每台件数 1
同时加工零件数 1
切削液
工序工时
准终
单件
描图 描校
工
步
工步内容
号
1 粗车φ30外圆
2 粗车φ45外圆
3 粗车φ30外圆
3
600
120
0.25
1.25
进给次数
1 1
工步工时 机动 辅助
描校
底图号
装订号
标记 处数
更改文件号
签字 日期
标记
处数 更改文件号 签字 日期
设计 日期
审核 日期
标准化日 会签日期
期
沈阳工学院
机械加工工序卡片
产品型号 产品名称
零部件图号
零部件名称
传动轴
车间
传动轴加工工艺过程卡片
产品型号
零件图号
4
产品名称
传动轴
零件名称
共
12
页
第
4
页
间
工序号
工序名称
材 料 牌 号
金工
4
粗车
45钢
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
Φ42mm
1
设备名称
设备型号
设备编号
同时加工件数
C6140
1
夹具编号
夹具名称
切削液
铣床,分度头
工位器具编号
工位器具名称
工序工时 /s
每 台 件 数
φ38mm x140mm
1
设备名称
设备型号
设备编号
同时加工件数
篮式研磨机
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 /s
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
研磨φ→φ20mm
研磨剂、千分尺
2
调头,研磨φ→φ20mm
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
轴加工工艺过程卡片

签 字
日 期
车床
车夹具,量具,车刀
9
车
调头,精车余下五个台阶至图纸尺寸
车床
车夹具,量具,车刀
10
钳
划两个键槽的加工线
划针
11
铣
铣两个键槽至图纸尺寸
铣床
铣夹具,量具,铣刀
12
磨
磨轴底端部分至图纸尺寸,表面粗糙度
磨床
磨夹具,量具,砂轮
编 制(日 期)
审 核(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
锯床
锯床夹具,量具,锯条
2
车
三爪卡盘夹持工件,车端面见平,钻中心孔,用尾架顶尖顶住
粗车Φ62mm,Φ50mm,Φ46mm,Φ42mm,Φ36mm五个台阶,直径留余量2mm,长度加工至图纸尺寸
车床
车夹具,量具,车刀
3
车
调头,三爪卡盘夹持工件另一端,车端面,保证总长468mm,车端面部分凹台至图纸尺寸
钻中心孔,用尾架顶尖顶住,粗车Φ60mm,Φ72mm,Φ62mm三个台阶,直径留余量2mm,长度加工至图纸尺寸
机械加工工艺过程卡片
产品型号
零件图号
产品名称
流水线剔除装置
零件名称
轴
共
1
页
第
1
页
材 料 牌 号
Q235-A
毛 坯 种 类
圆钢
毛坯外形尺寸
Φ75mm x 475mm
每毛坯件数
1
每 台 件 数
1
备 注
工
序
号
工 名
序 称
工 序 内 容
车
传动轴加工工艺设计含零件图和工序卡

轴-机械加工工艺卡片

轴-机械加工工艺卡片一、加工对象:轴是一种机械零件,通常用于传递动力或旋转运动,它具有一定的形状和尺寸要求,通常是以圆柱形或圆锥形的形式出现。
轴是使用最广泛的机械零件之一,因此精密加工轴具有非常重要的作用。
二、加工工艺步骤:1.铣削切削:第一步是将轴材的一端夹在卡盘或夹具内。
接下来,使用铣削机床,在轴材的一侧进行切削。
经过多次切削,将工件的直径变小,并形成一定的形状。
2.车削切削:接下来,将铣削后的轴材,一端夹入车床夹头,另一端支撑在对刀架上。
车刀从工件的一端上切入,将轴下一段的直径加工成所需的直径和形状。
3.打孔:如果轴需要打孔,则可以使用打孔机床,按照所需的孔径和深度进行加工。
4.研磨:使用研磨机和磨轮,对轴进行高精度的研磨,使轴材表面达到非常光滑的效果。
5.抛光:针对需要极高表面光洁度的轴,可以再使用抛光工艺,利用抛光机和研磨材料,对轴表面进行反复研磨和抛光,以达到所需的表面质量。
6.喷涂:对于需要保护表面的轴,可以对其表面进行喷涂处理,防止表面因外界环境而受到损坏。
三、加工工艺注意事项:1.针对不同的加工步骤,需要采用不同的刀具,根据所需的形状和尺寸,使用不同直径、不同形状的切削刀。
2.加工过程中要确保材料固定不动,以保证加工精度。
3.尽可能减少工件表面的缺陷、减少杂质和氧化物,确保轴表面的光洁度。
4.制定正确的加工顺序和工艺参数,合理安排工艺流程,确保轴的精度和质量。
五、加工设备:铣床、车床、研磨机、抛光机、打孔机、喷涂机等。
六、加工工艺卡片:加工对象:轴加工工艺步骤:1.铣削切削2.车削切削3.打孔4.研磨5.抛光6.喷涂加工注意事项:1.使用不同刀具,根据形状和尺寸选择不同直径和形状的切削工具;2.保持加工过程中工件固定,确保加工精度;3.尽可能减少工件表面的缺陷,确保轴表面光洁度;4.制定正确的加工顺序和工艺参数,确保轴的精度和质量。
七、参考的加工标准:加工精度:一般要求达到H8或以上表面光洁度:光泽度Ra≤0.4μm表面硬度:通常要求不低于HRC50表面粗糙度:Ra≤3.2μm八、加工产品典型用途:轴广泛应用于邮件机械、高铁、航空等领域,如传动装置、涡轮机、发电机等。
传动轴机械加工工序卡片 ()
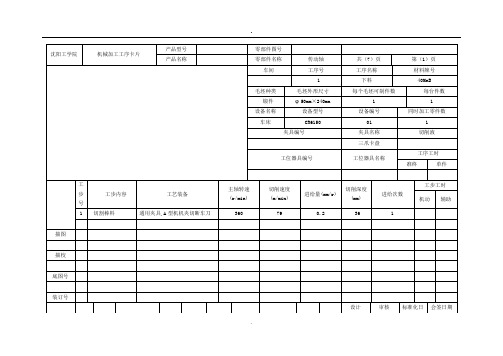
沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(1)页车间工序号工序名称材料牌号1 下料40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 切割棒料通用夹具,A型机机夹切断车刀360 79 0.2 36 1描图描校底图号装订号设计审核标准化日会签日期.日期日期期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(2)页车间工序号工序名称材料牌号2粗车端面,钻中心孔40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ50端面通用夹具,45°端面车刀600 120 0.25 3 12 钻中心孔通用夹具,中心钻(B型)600 120 0.25 1.25 1 描图描校底图号.装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(3)页车间工序号工序名称材料牌号3 粗车外圆40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ30外圆顶尖,45°外圆车刀600 90 0.752 52 粗车φ45外圆顶尖,45°外圆车刀600 90 0.75 2.5 1 描图3 粗车φ30外圆顶尖,45°外圆车刀600 90 0.75 2 54 粗车φ22外圆顶尖,45°外圆车刀600 90 0.75 2 7 描校 5 去毛刺顶尖,45°外圆车刀600 80 0.75 0.05 1.底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(4)页车间工序号工序名称材料牌号4 粗车槽40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车4x2槽顶尖,45°外圆车刀600 90 0.75 1 12 粗车4x0.5槽顶尖,45°外圆车刀600 90 0.25 2 描图.描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(5)页车间工序号工序名称材料牌号5 精车40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 1.2 精车φ45外圆顶尖,45°外圆车刀600 131 0.14 1 1 描图3 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 14 车φ22螺纹顶尖,45°外圆车刀100 15 0.75 2 5 描校 5 倒角顶尖,45°外圆车刀400 131 0.14 1 1底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(6)页车间工序号工序名称材料牌号6 热处理40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数铣床X62W 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工工步内容工艺装备主轴转速切削速度进给量(mm/r) 切削深度进给次数工步工时.步号(r/min) (m/min) (mm)机动辅助1 粗铣槽专用夹具190 59.69 136.8 0.8 12 精铣槽专用夹具190 59.69 136.8 0.4 1 描图3 热处理,淬火淬硬深度1.5-2.5,HRC30描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(7)页车间工序号工序名称材料牌号7 检查40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件.工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 检查2 入库描图描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期.。
传动轴工艺

10 半精车¢44mm至尺寸,长4mm
11 车2~3 mm×0.5mm环槽
12 车3mm×l.5mm环槽
13 倒外角lmm×45°, 4处
14 检验
6车
双顶尖装夹
1 车M24mm×l.5mm~6g至尺寸
车床
调mm~6g至尺寸
3 检验
7钳
划两个键槽及一个止动垫圈槽加工线
4 粗车¢35mm外圆至¢37mm,长66mm
5 粗车M24mm外圆至¢26mm,长14mm
调头,三爪自定心卡盘夹持¢48mm处
图号 共 1页 毛坯尺寸
设备
车床 C6140
工 夹具
(¢44mm 外圆)
6 车另一端面,保证总长250 mm
7 钻中心孔
用尾座顶尖顶住中心孔
8 粗车¢52mm外圆至¢54mm
传动轴机械加工工艺实例 轴类零件是常见的典型零件之一。按轴类零件结构形式不同,一般可分为光轴、阶梯
类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩 台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。下面就以减速 例,介绍一般台阶轴的加工工艺。 1.零件图样分析
5.划分阶段
对精度要求较高的零件,其粗、精加工应分开,以保证零件的质量。
该传动轴加工划分为三个阶段:粗车(粗车外圆、钻中心孔等),半精车(半精车各处 研中心孔及次要表面等),粗、精磨(粗、精磨各处外圆)。各阶段划分大致以热处理为界。
6.热处理工序安排
轴的热处理要根据其材料和使用要求确定。对于传动轴,正火、调质和表面淬火用得 求调质处理,并安排在粗车各外圆之后,半精车各外圆之前。
图A-1 传动轴 圆柱面、轴肩、螺纹、螺尾退刀槽、 置,各环槽的作用是使零件装配时有 安装键,以传递转矩;螺纹用于安装
传动轴工艺过程卡

附录3 传动轴的机械加工工艺过程卡片机械加工工艺过程卡产品型号零(部)件图号产品名称零(部)件名称传动轴共2页第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 锻造毛坯双面游标卡尺2 正火处理3 车端面,钻中心孔车床CA6140 YT5、双面游标卡尺、通用夹具(三爪卡盘及顶尖)4 粗车各外圆及Φ40轴肩面粗车φ40轴段外圆至φ43.3~φ43.14;左端φ35轴段至φ37.3~φ37.14;左端φ30轴段至φ32.4~φ32.27;右端Φ30轴段至φ32.3~φ32.17;右端Φ25轴段至φ27.3~φ27.17;M20×1.5螺纹至φ22~φ21.87。
Rz>50μm车床CA6140YT5、双面游标卡尺、通用夹具(三爪卡盘及顶尖)0.87s 31.83s5 调质处理调质处理至220-240HBS6 修研中心孔7 半精车各外圆及Φ40轴肩面,倒角(不到Φ20轴段)车砂轮越程槽半精车φ40轴段外圆至φ41.3~φ41.238;左端φ35轴段至φ35.3~φ35.238;左端φ30轴段至φ30.4~φ30.348;右端Φ30轴段至φ30.3~φ30.248;右端Φ25轴段至φ25.3~φ25.248;M20×1.5螺纹至φ20~φ19.948。
Ra=6.3μm车床CA6140YT5、双面游标卡尺、通用夹具(三爪卡盘及顶尖)1.28s46.38s8 切20轴段退刀槽,车螺纹,倒角车M20×1.5螺纹至φ20~φ19.979。
Ra=0.8μm车床CA6140YT15、双面游标卡尺、通用夹具(三爪卡盘及顶尖)9 铣左右边键槽X51 Φ6立式铣刀、双面游标卡尺、通用夹具(三爪卡盘及顶尖)描图10 精车Φ40轴段精车φ40轴段外圆至φ40~φ39.961。
Ra=1.6μm车床CA6140YT15、双面游标卡尺、通用夹具(三爪卡盘及顶尖)1.08s39.11s11 修研中心孔描校12磨削Φ35, Φ30,Φ25轴段各外圆,Φ40轴肩面磨削左端Φ35轴段外圆至Φ35.008~Φ34.992;左端Φ30轴段至Φ30.1~Φ30.979;右端Φ30轴段至Φ30.0065~Φ29.9935;右端Φ25轴段至Φ25~Φ24.987。
轴 工艺卡片

第5章轴机械加工工艺卡工艺编制轴的工艺说明书一、传动轴的工艺分析及生产类型的确定1.传动轴的用途分析传动轴在各种机械或传动系统中广泛使用,用来传递动力。
在传力过程中主要承受交变扭转负荷或有冲击,因此该零件应具有足够的强度、刚度和韧性,以适应其工作条件。
2.传动轴的技术要求其他表面粗糙度Ra=12.5该传动轴零件形状为较简单的阶梯轴,结构简单。
为实现轴的准确传递动力和轴与轴之间的精密配合,要求很高的精度等级和表面粗糙度。
为了在传力过程中承受交变扭转负荷和冲击,传动轴需要有良好的力学综合性能,一般要对其进行调质处理,材料可为35号钢,就可以达到它的使用要求。
由于传动轴配合的表面较多,为了保证各表面间的精密配合,需严格保证中心轴线的形位误差,所以要对重要表面或端面提出形位误差的要求,在加工时严格保证。
综上所述,该传动轴的各项技术要求制订的较合理,符合该零件在实际中的功用。
3.审查传动轴的工艺性分析零件图可知,传动轴两端面和各阶梯轴端面均要求切削加工,并在轴向方向上均高于相邻表面,这样既减少了加工面积,又提高了接触刚度;为了加工阶梯轴,需在加工前切出退刀槽,以方便在加工外圆表面时退刀,避免刮伤加工好的端面;在加工各重要外圆表面时,可以两端定位,通过粗车、半精车、粗磨、精磨来达到技术要求,加工起来比较方便;键槽加工也可以在车床上用铣刀铣出来,螺纹也可以方便的车出来。
总体上,主要工作表面虽然加工精度和表面粗糙度要求相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。
由此可见,该零件的工艺性较好。
4. 确定传动轴的生产类型该传动轴的重量约为1.9千克,查表可得,传动轴属轻型零件,生产类型为单件小批量生产。
表1 不同机械产品的零件质量型别表表3 各种生产类型的规范二、确定毛坯、绘制毛坯简图1. 选择毛坯由于该传动轴在工作过程中要承受交变负荷和冲击,为增强其强度和冲击韧度,获得纤维组织,毛坯选用锻件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴工艺过程卡第三小组班级:机制16-1班组长:彭志伟成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新时间:2017.9.29 - 2017.10.10机械加工工序卡片产品型号零件图号 3产品名称传动轴零件名称共12 页第 3 页间工序号工序名称材料牌号金工 3 粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ42mm x140.2mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车外圆Φ55.4mm→φ43.8mm,φ43.8mm→φ41.8mm90°外圆车刀、顶尖0.5 0.3/0.5 32 粗车外圆φ41.8mm→φ37.8mm,Φ37.8mm→φ31.8mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号 4产品名称传动轴零件名称共12 页第 4 页间工序号工序名称材料牌号金工 4 粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ42mm x140.2mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车,车外圆φ43.8mm→φ42.4mm,Φ41.8mm→φ40.4mm90°外圆车刀、顶尖2 半精车外圆φ37.8mm→φ36.4mm,Φ31.8mm→φ30.4mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号 5产品名称传动轴零件名称共12 页第 5 页间工序号工序名称材料牌号金工热处理45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ39.4mmx140.2mm1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 调头,车Φ55.4mm→53.4mm车Φ45.8mm→41.8mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号 6产品名称传动轴零件名称共12 页第 6 页间工序号工序名称材料牌号金工 6 半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ39.4mmx140.2mm1设备名称设备型号设备编号同时加工件数C6104 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车φ41.8mm→φ40.4mm 90°外圆车刀、顶尖、游标卡尺2 半精车φ53.4mm→φ52mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片机械加工工序卡片产品型号零件图号7产品名称传动轴零件名称共12 页第7 页间工序号工序名称材料牌号金工7 半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ38mmx140.2mm1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 倒角及φ52mm上左端的角 1.5x45°其余角使用滚压方法倒角90°外圆车刀、顶尖、游标卡尺52设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片机械加工工序卡片产品型号零件图号8产品名称传动轴零件名称共12 页第8 页间工序号工序名称材料牌号金工8 倒角45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ38mmx140.2mm1设备名称设备型号设备编号同时加工件数C1640 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 倒φ20.35mm的角C145°外圆车刀、顶尖2 调头,倒φ20.35mm的角C1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号9产品名称传动轴零件名称共12 页第9 页间工序号工序名称材料牌号金工9 铣端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140.2mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车右端面φ16mm端面2mm90°外圆车刀、顶尖设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号10产品名称传动轴零件名称共12 页第10 页间工序号工序名称材料牌号金工10 车螺纹45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车φ16mm上的外螺纹螺纹车刀、游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号11产品名称传动轴零件名称共12 页第11 页间工序号工序名称材料牌号金工11 淬火45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 淬火至43HRC设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共12 页第12 页间工序号工序名称材料牌号金工11 粗磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数M1432 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨φ20.35mm→φ20.15mm砂轮、顶尖、千分尺2 调头,粗磨φ20.35mm→φ20.15mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共12 页第12 页间工序号工序名称材料牌号金工11 精磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数M1432 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精磨φ20.15mm→φ20.05mm砂轮、顶尖、千分尺2 调头,精磨φ20.15mm→φ20.05mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共13 页第12 页间工序号工序名称材料牌号金工11 研磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数篮式研磨机LMJ-1.1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 研磨φ20.05mm→φ20mm研磨剂、千分尺2 调头,研磨φ20.05mm→φ20mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共13 页第12 页间工序号工序名称材料牌号金工11 切槽45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm 1设备名称设备型号设备编号同时加工件数C6140 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切φ20mm上的3 x1.5mm沟槽直柄键槽铣刀、游标卡尺1 调头,切φ20mm上的3 x1.5mm沟槽2 切φ16mm上的3 x1.5mm沟槽设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期轴类零件余量表。