CMK机器能力分析报告
机器制程能力分析(CMK)修改后

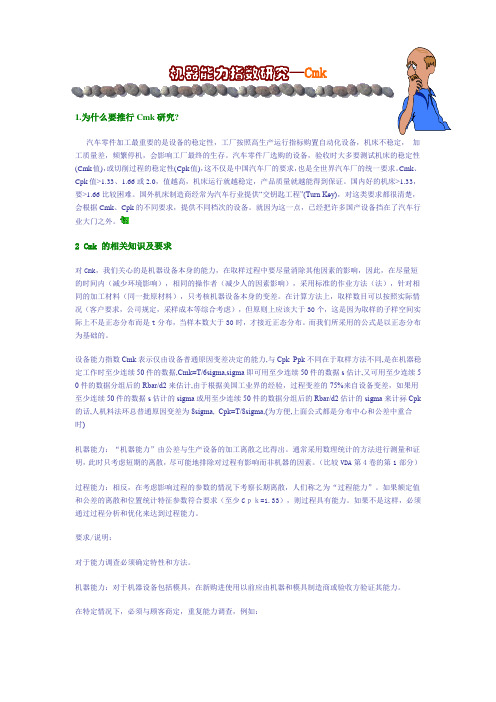
1.35 1.34 1.33 测量值 1.32 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1.31 1.30 1.29 分布中心 标准中心
核准:
审核:徐亚杰
作成:蔡耀欣
表单编号:WTP-QR-076 A0 保存期限:机种停产后一年
机器能力指数分析报告(CMK)
生产部门 工序名称 设备名称 设备编号 记录开始时间 1 2 3 4 实 5 测 数 6 据 7 8 9 10 生产精密车间 注塑成型 注塑机-200T
10:00
1.09 1.09 1.10 1.09 1.00 1.11
零件名称 零件料号 抽样数量 生产日期 记录结束时间
1.14 1.10 1.11 1.10 1.08 1.03
管筒 104003
操作人员 量具编号 质量特性 公差上限 公差下限
1.14 1.10 1.11 1.14 1.10 1.14
徐亚杰 N/A 射出时间
2.09 0.80
1.06 1.00 1.11 1.10 1.11 1.10
連續30模 2016.04.21 10:30
1.10 0.99 1.10 1.11 1ห้องสมุดไป่ตู้11 1.10
测 定 时 机
新的订单 新的模具 新的设备 公差缩小 过程更改 设备大修 异地生产 长期停产 定期测定 顾客要求
1.09 1.45 分布中心 标准中心 机器能力指数(Cmk≥1.67) 偏移系数:K=ABS[2AVE(X)-TU-TL]/(TU-TL)= 0.5473 标准偏差: =0.75*STDEV ( X1~X50 ) = 0.0294 机器能力指数: Cmk=(1-k)*(T/8σ)= 2.49 如需要可采取以下措施(Cmk<1.67时) □ 调整中心(分布中心与标准中心趋于重合)Cmk↑ □ 放宽公差(需经顾客同意)Cm↑ □ 改用更高精度设备Cm↑ □其它:
机器能力指数研究—Cmk
机器能力指数研究—Cmk1.为什么要推行Cmk研究?汽车零件加工最重要的是设备的稳定性,工厂按照高生产运行指标购置自动化设备,机床不稳定,加工质量差,频繁停机,会影响工厂最终的生存。
汽车零件厂选购的设备,验收时大多要测试机床的稳定性(Cmk 值),或切削过程的稳定性(Cpk值),这不仅是中国汽车厂的要求,也是全世界汽车厂的统一要求。
Cmk、Cpk值>1.33、1.66或2.0,值越高,机床运行就越稳定,产品质量就越能得到保证。
国内好的机床>1.33,要>1.66比较困难。
国外机床制造商经常为汽车行业提供“交钥匙工程”(Turn Key),对这类要求都很清楚,会根据Cmk、Cpk的不同要求,提供不同档次的设备。
就因为这一点,已经把许多国产设备挡在了汽车行业大门之外。
2 Cmk 的相关知识及要求对Cmk,我们关心的是机器设备本身的能力,在取样过程中要尽量消除其他因素的影响,因此,在尽量短的时间内(减少环境影响),相同的操作者(减少人的因素影响),采用标准的作业方法(法),针对相同的加工材料(同一批原材料),只考核机器设备本身的变差。
在计算方法上,取样数目可以按照实际情况(客户要求,公司规定,采样成本等综合考虑),但原则上应该大于30个,这是因为取样的子样空间实际上不是正态分布而是t分布,当样本数大于30时,才接近正态分布。
而我们所采用的公式是以正态分布为基础的。
设备能力指数Cmk表示仅由设备普通原因变差决定的能力,与CpkPpk不同在于取样方法不同,是在机器稳定工作时至少连续50件的数据,Cmk=T/6sigma,sigma即可用至少连续50件的数据s估计,又可用至少连续5 0件的数据分组后的Rbar/d2来估计,由于根据美国工业界的经验,过程变差的75%来自设备变差,如果用至少连续50件的数据s估计的sigma或用至少连续50件的数据分组后的Rbar/d2估计的sigma来计祘Cpk 的话,人机料法环总普通原因变差为8sigma, Cpk=T/8sigma,(为方便,上面公式都是分布中心和公差中重合时)机器能力:“机器能力”由公差与生产设备的加工离散之比得出。
设备能力Cmk分析报告

设备能力Cmk分析报告引言概述:设备能力是指设备在生产过程中的稳定性和可靠性,能够满足产品质量要求的程度。
Cmk是衡量设备能力的一个重要指标,它表示在规定的工艺条件下,设备能够产生符合要求的产品比例。
本报告旨在对设备能力Cmk进行深入分析,以评估设备的生产能力和稳定性,为进一步优化生产过程提供依据。
正文内容:1.设备能力Cmk简介1.1定义和计算公式Cmk是通过对设备生产的样本数据进行统计分析而得出的,它主要通过计算设备的过程能力指数Cp和过程偏移量Cp的最小值来判断设备的能力。
计算公式为:Cmk=min(Cp,Cpkl,Cpku)。
1.2Cmk的分析方法Cmk的分析方法主要包括样本收集、数据处理和分析三个步骤。
样本收集需要选择典型样本进行测试,并确保样本具有代表性;数据处理需要对样本数据进行整理和清洗,排除异常值的影响;分析阶段需要通过计算Cmk值来判断设备的能力水平。
2.设备能力Cmk评估指标2.1Cmk的意义和作用Cmk值越高,说明设备的生产能力越强,能够更好地满足产品质量要求。
Cmk值大于1.33表示设备的生产能力较强,适合进行大规模生产;Cmk值在1到1.33之间表示设备的生产能力一般,需要进行优化改进;Cmk值小于1表示设备的生产能力较弱,需要进行技术改进或设备更换。
2.2Cmk的可接受范围Cpk是Cmk的一种特殊情况,它只考虑了设备的性能在规格上限和规格下限之间是否合格。
根据统计学原理,Cpk值大于1.33表示设备的生产能力较强,能够满足产品要求;Cpk值在1到1.33之间表示设备的生产能力一般,需要进行改进;Cpk值小于1表示设备的生产能力较弱,需要进行改进或设备更换。
3.设备能力Cmk的影响因素3.1设备本身因素设备的结构、性能和精度等因素对设备能力Cmk有重要影响。
优质设备具有较高的生产能力和稳定性,能够产生更好的产品。
3.2工艺参数因素工艺参数的合理选择和调整对设备能力Cmk至关重要。
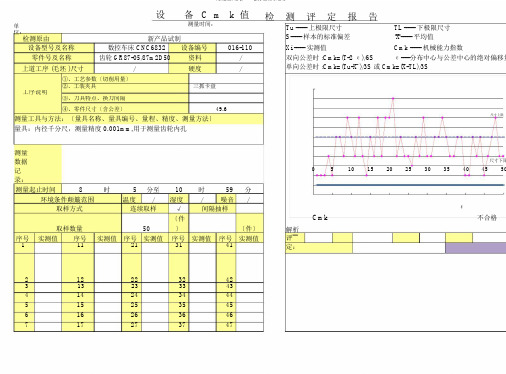
设备cmk值检测评定报告

23.975
时 35 30% 噪音 间隔抽样 实测值 23.979 23.981 23.98 23.978 23.983 23.982 23.984 23.983 23.98 23.983
2
分 20分贝
23.97 23.965 0 23.98148 Cmk 分析评定: X 5 S 10 15 0.002 20 25 T 30 35 ε 40 45 50 0.0020
(件) 序号 实测值 41 23.984 42 23.982 43 23.981 44 23.979 45 23.978 46 23.983 47 23.98 48 23.981 49 23.983 50 23.978
0.033 1.701
需采取对策:
X n X T Tu Tl
i 1 i
设备Cmk值检测评定报告
单位: 设备科 检测理由 设备型号及名称 零件号及名称 上道工序(毛坯)尺寸 ②、工装夹具 ③、刀具特性、换刀间隔 测量时间: 二级保养后 数控车床 设备编号 里程表被动齿座套 材料 Φ 25+0.05 硬度 2014.5.8 Tu -----上极限尺寸 S----- 样本的标准偏差 Xi -----实测值 双向公差时:Cmk=(T-2ε )/8S TL -----下极限尺寸 X-----平均值 Cmk -----机械能力指数 ε ----分布中心与公差中心的绝对偏移量
单向公差时:Cmk=(Tu-X )/4S或Cmk=(X-TL)/4S 24.005 24 23.995 23.99 23.985 23.98
①、工艺参数(切削用量) 工序说明
24 ④、零件尺寸(含公差) -0.033 测量工具与办法:(量具名称、量具编号、量程、精度、测量方法)
设备能力Cmk评价报告

温度29.228湿度0.0150.01550量程 1.67精度8测量数据序号实测值序号实测值序号实测值序号实测值序号实测值129.2291129.2292129.2293129.2294129.232229.2291229.2302229.2303229.2304229.230329.2301329.2292329.2293329.2294329.229429.2311429.2292429.2323429.2304429.230529.2301529.2312529.2313529.2314529.231629.2311629.2292629.2293629.2294629.229X29.2307S0.0020.03ε0.0027729.2301729.2322729.2323729.2324729.232 1.70829.2331829.2332829.2333829.2334829.231需采取对策:929.2321929.2352929.2353929.2354929.2351029.2302029.2293029.2294029.2295029.229生产部经项目负责操作者:罗德梓检验员:方表单号:T-----公差范围评估动机环境条件取样方式TCmk=设备能力充足且满足要求计算分析:量具编号0.001mm 使用σ值(6/8)测量起止时间2014.3.18下公差测量工具与办法客户Cmk 要求量具名称微米千分尺25-50Cmk要求标称尺寸单向公差时:Cmk=(Tu-X )/4S 或Cmk=(X-TL)/4S上公差过程工序位置Xi -----实测值Cmk -----机械能力指数尺寸编号#双向公差时:Cmk=(T-2ε)/8Sε----分布中心与公差中心的绝对偏移量零件号及名称JL-165图纸版号A/0S----- 样本的标准偏差 X-----平均值设备能力Cmk评价报告设备型号及名称外圆磨床设备编号Tu -----上极限尺寸TL -----下极限尺寸29.21029.21529.22029.22529.23029.23529.24029.2455101520253035404550ini X n X∑=--=11∑=---=ni i X X n 12)(1σTlTu T -=机加工机加工注塑过程组装过程电镀过程其他:_______________新设备或新产品批量试制设备更换或大修或搬迁停机超过6个月其他:__________________连续取样:50PCS间隔抽样(pcs):。
设备综合能力测试Cmk计算与分析

设备综合能力测试Cmk计算与分析目前在对设备管理方式存在不完善,对设备验收过程采用抽样检验的方式,凭借的只是对设备本身技术规范要求,以及对加工件的零散的测量是否在规定尺寸范围内,对于现代制造业,特别是生产批量大的行业没有考虑到一致性以及偏差波动的控制,这里引进一种科学、严谨的设备评价方法Cmk。
Cmk 是设备综合能力指数,主要考虑分布的平均值与规范中心值的偏移,这种方法只考虑设备本身的影响,尽量避免其他因素的干扰,计算公式与Ppk 相同,只是取样不同。
一、设备综合能力指数发生条件设备综合能力指数Cmk 发生条件,是新设备安装调试完成后以及设备状态发生改变时,具体包括:①在新机械设备的验收时。
②机械设备大修后。
③机械设备移地生产。
④1 年以上封存启用的机械设备。
⑤其产品为新品种或出现与设备有关质量波动的机械设备。
二、取样及加工条件在设备综合能力测试中的使用件,应该是同一状态。
前道工序所加工出的零件应符合设计和加工要求,其尺寸须符合公差要求。
对于所选取的零件数目有如下规定:连续测量每个产品规格中的50 个零件以某种特定的方式记录下来。
在设备综合能力测试前,不准更改加工的状态,在设备综合能力测试中,加工要连续不间断,如出现机械故障、停电等,则必须重新开始测试。
“连续”的意思是说在取样的过程中,产品的变差和波动都是设备的加工能力引起。
三、设备综合能力测试Cmk 计算公式设备能力值可以用6σm来表示,由于设备能力仅与设备本身有关,其产品质量的散差分布较小,即σm<σ,一般取σm=3/4σ,由此可以导出设备能力指数公式,Cmk=T/8σm(T 为公差值)。
同过程能力指数计算一样,可按双向公差、无偏差分布;双向公差、有偏差分布;和单向公差(上下)4 种情况来计算。
CMK计算与分析

X
=
-0.002
= 符合要求
0.0074
Cmk=
2.15
结论: 审核:
要求:机器能力指数≥1.67。
制表:
6:范例演示
设备能力指数Cmk测试报告
RNW1026 机器编号 新设备 产品图号 工序名称 半精铣 工程规范 0.05max 被测参数 同心度 量具名称 同心度测量仪 02.22-2008 操作员/检验员 兰明/高永永 分析日期 序号 测量结果 序号 测量结果 序号 测量结果 序号 测量结果 序号 测量结果 1 0.040 23 0.050 45 0.040 67 0.050 89 0.040 2 0.050 24 0.050 46 0.050 68 0.040 90 0.040 3 0.050 25 0.060 47 0.060 69 0.050 91 0.040 4 0.060 26 0.040 48 0.050 70 0.030 92 0.030 5 0.040 27 0.050 49 0.040 71 0.040 93 0.050 6 0.050 28 0.03 50 0.050 72 0.030 94 0.060 7 0.060 29 0.050 51 0.050 73 0.060 95 0.040 8 0.050 30 0.040 52 0.040 74 0.050 96 0.060 9 0.070 31 0.030 53 0.050 75 0.060 97 0.050 10 0.050 32 0.070 54 0.040 76 0.050 98 0.050 11 0.040 33 0.060 55 0.050 77 0.040 99 0.060 12 0.05 34 0.040 56 0.070 78 0.07 100 0.050 13 0.030 35 0.030 57 0.050 79 0.050 14 0.040 36 0.040 58 0.060 80 0.050 15 0.050 37 0.050 59 0.050 81 0.050 16 0.060 38 0.050 60 0.060 82 0.060 17 0.040 39 0.060 61 0.050 83 0.040 18 0.050 40 0.040 62 0.040 84 0.040 19 0.040 41 0.030 63 0.040 85 0.050 20 0.050 42 0.050 64 0.050 86 0.020 21 0.050 43 0.040 65 0.040 87 0.060 22 0.060 44 0.020 66 0.040 88 0.080
设备cmk报告范文

设备cmk报告范文设备CMK报告引言设备CMK(可靠性、维护性和可用性)报告是对特定设备在一定时间段内的性能表现进行分析和评估的一种方法。
本报告旨在对某个设备的CMK进行全面分析,帮助用户了解设备的状况、发现潜在问题并采取相应的预防措施。
设备信息- 设备名称:XXXXXX- 设备型号:XXXXXX- 设备序列号:XXXXXX- 设备制造商:XXXXXX可靠性分析可靠性指设备在一定条件下执行期望功能的能力,通常用MTBF(Mean Time Between Failures)来衡量。
以下是对设备的可靠性进行的分析:- 近一年内,设备共发生故障次数为X次,平均时间间隔为X天。
根据历史故障数据分析,该设备的MTBF为X天。
- 故障原因分析:对于每次故障,我们进行了原因追踪和分析。
主要的故障原因包括人为操作错误、电源问题和软件异常。
我们已经采取了相应措施,如加强培训、优化电源管理和更新软件补丁,以降低故障率。
- 根据MTBF和故障原因分析,我们认为设备的可靠性良好。
然而,我们还是建议用户持续进行设备监测和预防性维护,以减少潜在故障的发生。
维护性分析维护性指设备进行维修和维护的难易程度,通常用MTTR(Mean Time To Repair)来衡量。
以下是对设备的维护性进行的分析:- 近一年内,故障维修所需的平均时间为X小时,故障期间的停机时间平均为X 小时。
根据此数据,我们计算出设备的MTTR为X小时。
- 维修时间分析:根据维修记录,大多数的故障可以在X小时内得到修复。
然而,由于某些复杂故障需要更长的维修时间,我们建议用户建立一个紧急维修团队以应对此类情况,并确保备件库存充足以加快修复速度。
- 综合维护性评估:维护性良好的设备应具有快速的维修响应和短暂的维修时间,以降低停机时间。
根据MTTR和维修时间分析,我们认为设备的维护性较好,但仍建议用户建立有效的维修团队和备件管理系统以降低维修时间。
可用性分析可用性指设备在一定时间段内可以正常工作的百分比,通常用Uptime来衡量。
设备能力Cmk分析报告

ε
0.0154
需采取对策:
X nX T Tu Tl
i 1 i
1
n
2 1 n Xi X ) ( n i 1
T-----公差范围
项目负责人: 操作者: 机械员: 工艺员:
机动部经理:
5.55 5.5 5.45 5.4 5.35 5.3 5.25 5.2 5.15 5.1 5.05 0 5 10 15 20 25 30 35 40 45 50
工序说明
③、 ④、零件尺寸(含公差) 5.3 0.2 -0.2
测量工具与办法:(量具名称、量具编号、量程、精度、测量方法)
测量数据记录: 测量起止时间 时 环境条件波动范围 取样方式 取样数量
设备Cmk值检测评定报告
单位: 测量时间:
检测理由 设备型号及名称 零件号及名称 尺寸
①、工艺参数 ②、工装夹具
设备编号 材料
Tu -----上极限尺寸 TL -----下极限尺寸 S----- 样本的标准偏差 X-----平均值 Xi -----实测值 Cmk -----设备能力指数 双向公差时:Cmk=(T-2ε )/8S ε ----分布中心与公差中心的绝对偏移量 单向公差时:Cmk=(Tu-X )/4S或Cmk=(X-TL)/4S 要求Cmk≥1。67
分至 温度 湿度 连续取样 √ 50(件)
பைடு நூலகம்
时 噪音 间隔抽样
分
(件) 5.3154 Cmk 分析评定: X S 0.030 T 0.4 1.555
序号 实测值 序号 实测值 序号 实测值 序号 实测值 序号 实测值 1 5.3 11 5.3 21 5.3 31 5.31 41 5.3 2 5.34 12 5.34 22 5.3 32 5.3 42 5.3 3 5.3 13 5.32 23 5.3 33 5.34 43 5.35 4 5.32 14 5.3 24 5.33 34 5.3 44 5.3 5 5.33 15 5.3 25 5.32 35 5.24 45 5.22 6 5.3 16 5.34 26 5.3 36 5.34 46 5.3 7 5.3 17 5.34 27 5.3 37 5.4 47 5.3 8 5.33 18 5.33 28 5.3 38 5.38 48 5.38 9 5.3 19 5.3 29 5.34 39 5.33 49 5.3 10 5.34 20 5.34 30 5.32 40 5.3 50 5.3 计算分析: h
F CMK设备能力指数分析报告

0.22 1.78
说明:此表中有阴影的单元格不需改动,其中存在公式。
1
(质 量
审核/日 期:
批准/日 期:
2
和 X=和/(读数数 量)
R=最高—最低
284.46 56.89 0.0600
284.28 56.86 0.060
284.26 56.85 0.060
284.28 56.86 0.060
284.20 56.84 0.080
284.18 56.84 0.040
284.18 56.84 0.080
284.26 56.85 0.060
56.86
56.82
56.82
56.84
56.86
56.84
56.82
56.86
56.86
56.80
56.88
56.86
56.88
56.84
56.86
56.80
56.82
56.82
56.84
56.80
56.82
56.88
56.86
门内拉手饰盖 连续50件
56.88 56.86 56.84 56.92
56.92 56.94 56.88 56.92
工程规范
57(-0.37~0.37)mm
对特殊原 因采取的
* 任何超 出控制限 * 连续7 点全在中
* 连续7 点上升或
* 任何其它明显非随机的图形。
5
56.92
56.88
56.88
56.88
56.88Leabharlann 56.8256.86
56.84
56.88
56.90 采取措施的说明:
0.000 1.724
什么是CMK设备能力指数-cmk指数

什么是CMK设备能力指数-cmk指数什么是 CMK 设备能力指数 cmk 指数在制造业中,为了确保生产过程的稳定性和产品质量的一致性,会采用各种统计指标来评估设备的性能和能力。
其中,CMK 设备能力指数(Machine Capability Index)就是一个重要的衡量指标。
CMK 指数主要用于评估新设备或经过大修后的设备在短期内的潜在能力。
它反映了设备在受控状态下,生产出符合规格要求产品的能力。
简单来说,CMK 指数越高,表明设备越能够稳定、精确地生产出符合质量要求的产品。
要理解 CMK 指数,首先得清楚几个关键的概念。
一是规格上限(Upper Specification Limit,USL)和规格下限(Lower Specification Limit,LSL)。
这两个值规定了产品特性的允许范围。
比如,生产一个零件,其长度在 10 厘米到 12 厘米之间是合格的,那么 10 厘米就是规格下限,12 厘米就是规格上限。
二是过程均值(Process Mean),它是多次测量得到的样本数据的平均值。
三是样本标准差(Sample Standard Deviation),用于反映数据的离散程度。
CMK 指数的计算公式为:CMK = min{(USL μ) /3σ, (μ LSL) /3σ}其中,μ 表示过程均值,σ 表示样本标准差。
从这个公式可以看出,CMK 指数考虑了设备生产的产品与规格上下限的距离,以及生产过程中的变异程度。
如果标准差很小,说明设备生产的产品一致性好;如果过程均值接近规格中心,那么设备的能力就更强。
那么,为什么要重视 CMK 指数呢?首先,它能帮助企业在设备投入使用前,就对其性能有一个清晰的了解。
如果 CMK 指数不达标,企业可以及时采取措施,比如调整设备参数、改进工装夹具,或者对设备进行进一步的调试和优化,避免在生产过程中出现大量的不合格品,从而减少浪费和成本。
其次,CMK 指数对于生产过程的质量控制至关重要。
(完整版)设备Cmk值检测评定报告
设备 C m k 值单测量时间:位:检测原由新产品试制设备型号及名称数控车床 CNC6832设备编号016-110零件号及名称齿轮 GR87-05/87m2D50资料/上道工序 (毛坯 )尺寸/硬度/①、工艺参数〔切削用量〕②、工装夹具三抓卡盘工序说明③、刀具特点、换刀间隔④、零件尺寸〔含公差〕49.6测量工具与方法:〔量具名称、量具编号、量程、精度、测量方法〕量具:内径千分尺,测量精度 0.001mm,用于测量齿轮内孔测量数据记录:测量起止时间8时5分至10时59分环境条件颠簸范围温度/湿度/噪音/取样方式连续取样√间隔抽样〔件取样数量50〕〔件〕序号实测值序号实测值序号实测值序号实测值序号实测值111213141212223242313233343414243444515253545616263646717273747检测评定报告Tu ----- 上极限尺寸TL ----- 下极限尺寸S----- 样本的标准偏差X----- 平均值Xi ----- 实测值Cmk ----- 机械能力指数双向公差时 :Cmk=(T-2 ε)/6Sε----分布中心与公差中心的绝对偏移量单向公差时 :Cmk=(Tu-X )/3S 或Cmk=(X-TL)/3S尺寸上限尺寸下限05101520253035404550εCmk不合格解析评定:8910计算解析:1 nX X 181920283829393040484950n需采取对策:n i i1T Tu Tl 灵巧部经T----- 公差范围工程负责n i X iX操机械工艺员:员:。
CMK设备能力指数分析模板(自动计算)

0.0470 0.027667
1.722
设备能力指数(CMK) 评价报告
工厂名称
信邦机械
工序名称
车外径
机器类型
数控车床
机台号
1
2
单
3
4
个
5
读
67数8 Nhomakorabea9
10
条 件 选 择
编制/日期:
C01
12.58 12.53 12.43 12.48 12.57 12.48 12.58 12.48 12.43 12.57
新产品 新加工方法 新设备 缩小公差 工艺流程变更 设备发生重大故障 场地变更 停产时间过长 定期例行检查 客户要求
12.49
12.52
12.52
12.53
12.51
12.49
12.48
12.51
过程数据平均值
12.5094
中心线
设备能力指数 (Cmk≥1.67) 变异系数: k=ABS[2AVE(X)-TU-TL]/(TU-TL)= 设备变差: =0.75*STDEV ( X1~X50 ) = 设备能力指数: Cmk=(1-k)*(T/8σ )=
零件名
轴
质量特性
图纸号
A001
名义值
样本数量
50
尺寸上限
日期
2011.2.3
尺寸下限
12.51
12.47
12.49
12.53
12.56
12.51
12.55
12.49
12.52
12.51
12.43
12.51
12.52
12.51
12.51
12.43
设备能力研究CMK介绍说明和应用

s 0.58 0.71 0.71 0.46 0.84 0.46 0.58 0.58 0.46 0.58
©ZUOMIN 2005
15
案例
总平均值: X 100.7 估计标准差: s 0.596
Cm 10 /(60.596) 2.80 Cmu (105 100.6) /(30.596) 2.46 Cml (100.7 95) /(30.596) 3.13
国际汽车供应商 质量管理系列培训之——
设备能力指数
Capability Machine Index
1
什么是Cmk
Cmk是设备能力指数,是针对设备能 力的,主要在新采购的设备、设备调试结 束后、出现产品质量问题等时候进行Cmk 测定,它是VDA的要求。
©ZUOMIN 2005
2
什么是Cmk
在尽量短的时间内(减少环境影响),相同 的操作者(减少人的因素影响),采用标准的作 业方法,针对相同的加工材料(同一批原材料), 只考核机器设备本身的变差。
设备能力指数 Cmk min(Cmu,Cml) 2.46
©ZUOMIN 2005
16
©ZUOMIN 2005
14
案例
现有一家公司,采购了一台新的机器,打算测试其 Cmk指数,经取样后,其各项数据如下,请计算其机器能 力指数,规格为:100±5
1
2
3
4
5
6
7
8
9 10
1 100 102 102 102 101 100 100 100 100 100
2 101 101 103 103 101 100 101 99 101 101
如:设备必须预热到适当时间,设备中途不能停止,工 装必须是磨练到适当程度,工装中途不能损坏,作业 环境条件不变,作业员不变,作业方法不变,检验员 不变,检测器具不变,检测手段不变,检测条件不变, 等等。
Cmk设备能力指数评估

(以玻管为例)
一、评估时机
1、新机器验收时
2、机器大修后
3、新产品试制时
4、产品不合格追查原因时
5、在机械厂应和模具结合在一起考虑
二、计算公式
Cmk=技术公差/6S
S:样本标准公差
三、评估流程
序号
工作事项
要求
备注
1
人员准备
选择技能水平和操作熟练程度高的生产线操作工和质检员
消除人员、物料、工艺、环境和生产环境带来的波动
行动计划应包含5W2H七要素
6
抽样方案
计算设备能力指数的数据,快速的从生产线上随机抽取。应做到:
1、每分钟抽取一根玻管;
2、连续抽取20根
消除由于时间延续而带来的不可控异常因素的影响
7
测量方案
确定测量方案,包括:
1、确定测量指标,如外径、壁厚
2、确定单个产品上的测量点数。如测量任意值、最大值和最小值。
3、确定测量标准化操作程序2物料准备确保原料稳定性,应做到:
1、使用同一批原料,评估期间不换批
2、若有条件,评估原料的稳定性,如计算其过程性能指数
3
环境准备
确保生产环境符合工艺要求
4
工艺准备
确保工艺操作标准化,人员操作时严格按照工艺要求执行。若开工后需要一定时间的稳定,应等工艺稳定后方可实施抽样和测量。
5
测量工具准备
使用前校准,已确认测量工具带来的误差
4、确定数据修约标准
消除测量带来的波动
7
Cmk计算
利用公式计算设备能力指数,可从mintab中实现
8
评估
1、设备能力指数评估分级
2、设备能力指数与工序性能指数比较评估
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Production Location: 成型车间
0.3520NO.Data
NO. NO.NO.Data
NO.Data
1 3.579112131 3.56241 3.564
2 3.573122232 3.57342 3.576
3 3.575132333 3.57543 3.574
4 3.578142434 3.57844 3.576
5 3.573152535 3.57345 3.572
6 3.569162636 3.56946 3.564
7 3.569172737 3.56947 3.566
8 3.565182838 3.56548 3.561
9 3.570192939 3.57049 3.578Tu
3.8720
T l
3.1680
X
3.5690
10
3.561
20
30
40
3.568
50
3.561
σ
0.0068
CMK1
14.894
CMK2
19.714
CM =
CMK=Max:
3.581
Min Average
Precision 精度
0.001
Lower 下限
评价结果Result
备注Remark
审核人Audited by :
3.5200(0.3520)
Dim Spec.标准值Environm ent 环境
Sampling 取样■ Continuous 连续 50PCS □Interval 间隔 50PCS
评价人Inspector :注塑日期Inject Date:
测量日期
Measuring Date :
14.8940
要求的Required CMK ≥1.67
此初始能力充分sufficent capability 此初始能力不充分insufficent capability
3.550 3.5690
3.567 3.5503.564
3.567
Calculate Form 计算依据17.30383.569 3.5613.559 3.5613.568 3.5643.579 3.5753.568 3.5783.573 3.573Measuring data 测量数据
Data
Data
3.581 3.5633.554 3.571Guage#测量仪器编号XXXX Humidity 湿度
Range 量程300g Upper 上限Requirement
要求
□New equipment/New Part 新设备/新产品 □ Equipment heavy maint 设备维修□Equipment change/moving 更换设备/设备移动
□Equipment stop over 6 moth 设备停止超过六个月 Other 其它:
Guage 测量仪器电子称Temp 温度Name/产品名称Model/型号Tl ---- 规格下限lower limit of specification
Part No./产品编号模号Cav.
17~24#
σ ---总体的标准差standard deviation X---样本平均值sample average value
XXXX工业(深圳)有限公司
Equipment 设备Injection Machine Equipment#设备号
Tu-----规格上限upper limit of specification
1Σ X
1n PPK= min(
Tu - X 3σ
X= N n i =1 σ=
N-1 Σ i =1
(Xi-X )2
----- )
, X - T l 3σ
图示 / Chart
0.0000
0.5000 1.0000 1.5000
2.0000 2.5000
3.0000
3.5000
4.0000
4.5000
1 5 9 13 17 21 25 29 33 37 41 45 49
Tu
Average
Actual
Tl。