AutodeskMoldflow智能化前处理技术
Moldflow--基本操作
Moldflow–基本操作Moldflow是非常流行的注塑模拟软件,它可以帮助用户分析塑料零件的注塑成型过程,从而优化设计和生产过程。
本文将介绍Moldflow的基本操作,包括软件的安装、工程建立、材料设置、网格划分、条件设置、结果分析等方面。
安装MoldflowMoldflow软件必须从Autodesk官网进行购买或试用下载。
下载完成后,按照提示进行安装,一般无需更多复杂的设置。
工程建立打开Moldflow软件后,选择“Create a new project”选项,然后选择“Injection Molding Analysis(注塑成型分析)”作为项目类型。
接着输入项目名称,选择热流道或冷却系统,再选择塑料材料和单位。
这些设置可根据具体项目而定。
材料设置在Moldflow中,重要的材料参数包括熔体流动指数(MFI)、密度、乳胶积水率等。
用户可以选择已经预设好的材料库中的材料,也可以自己添加材料并设置参数。
网格划分网格划分是Moldflow中重要的一步,它决定了注塑成型过程的精度。
在进行网格划分时,需要考虑零件的复杂程度和几何形状、注塑成型过程中的温度变化、材料流动等因素。
通常来说,网格划分的密度越大,分析结果精度越高,但也会增加计算时间和资源消耗。
用户可以根据需要进行网格密度的调整。
条件设置在进行分析前,需设置注塑成型过程中的温度、压力、注塑速率、模具温度等条件。
这些重要的条件设置会影响注塑成型的过程和结果,因此需要进行严密的分析和调整。
结果分析Moldflow分析完注塑成型过程后,会提供各种结果图表和数据报告,包括充模情况、气流情况、成型缺陷等。
用户需要根据结果尽可能地优化注塑成型过程,以达到最优的设计和生产效果。
Moldflow是一款功能强大的注塑模拟软件,在塑料零件的设计和生产领域得到了广泛的应用。
本文介绍了Moldflow的基本操作,包括软件的安装、工程建立、材料设置、网格划分、条件设置、结果分析等方面。
MOLDFLOW详细操作手册

VS
4. 在必要情况下,采用多级注射工艺 来改善填充效果。
05
Moldflow案例分析
案例一:手机壳模具设计优化
总结词
通过Moldflow对手机壳模具进行模拟分析, 优化模具设计,提高生产效率和产品质量。
1. 导入3D模型
将手机壳的3D模型导入Moldflow软件中,并 进行适当的单位和网格划分设置。
冷却介质
根据模具结构和生产条件,选择合适的冷却介质,如水、油等, 以提高冷却效果和减小冷却时间。
模具热平衡分析
温度场分布
通过热平衡分析,了解模具温度场分布情况,为优化模具设计和减 小热误差提供依据。
热传导与对流
分析模具材料、冷却介质和塑料之间的热传导与对流情况,以提高 冷却效果和减小成型周期。
热膨胀与收缩
多模腔模拟
模腔耦合分析
通过多模腔模拟,分析各模腔之间的耦合效应, 以优化模具设计和减小成型误差。
充型平衡
通过多模腔模拟,分析各模腔的充型情况,以实 现各模腔的充型平衡和减小缺陷。
冷却平衡
通过多模腔模拟,分析各模腔的冷却情况,以实 现各模腔的冷却平衡和减小成型周期。
04
Moldflow常见问题与解决 方案
浇注材料等。
03
4. 设计调整
根据模拟分析结果,对模具设计方案进行调 整,如优化浇注系统、改进模具结构等。
05
04
3. 模拟分析
对模具进行充填、流动、保压和冷却 等模拟分析,观察分析结果,评估模 具设计方案的有效性和可行性。
06
5. 验证调整效果
通过再次模拟分析验证调整后的模具设计方案 效果,确保方案的有效性和可行性得到提高。
4. 尝试增加模拟迭代次数或采用更高级的求解算法以提高模 拟精度。
如何使用MOLDFLOW来帮助产品设计优化,模具设计优化和工艺优化

优化前
25
优化后
案例 6 优化模具设计解决产品变形问题
优化前
优化后
优化后相应产生模温差,并且省掉了加工隔水片的费用和工时。
26
三、优化工艺参数
1、优化保压曲线 2、优化冷却水路温度 3、优化螺杆曲线
27
案例 1 优化工艺
产品: 材料: 目的: 车灯配光镜 PMMA 工艺调试变形 透明 优化工艺
原始方案: 流道完全冷却所需时间117秒, 如果 按照流道冷却50%时顶出, 成型周 期约75秒.
优化方案: 流道完全冷却所需时间68秒, 如果 按照流道冷却50%时顶出, 成型周 期约50秒.
打一个产品可以节约25s
24
案例 6 优化模具设计解决产品变形问题
产品: 材料: 问题: 结果: 配光镜 PC 变形 解决了变形问题
底部镶块的水温设置为25度 其他冷却水路温度不变, 为55度
32
案例 2 优化冷却水温度解决翘曲变形
5倍放大效果图,最大整体变形为: 1.119mm
5倍放大效果图,最大Z向收缩变形 为:1.2 mm
可见,变形量大大降低
33
16
二、优化模具设计
1、为模具设计人员提供最佳浇口位置和数量方案------浇口位置和数量的好坏是一幅 模具成功的一半 2、优化浇口尺寸和流道尺寸, 流动平衡, 缩短成型周期 3、优化冷却水路, 降低成型周期
17
案例 1 向模具设计提供最佳浇口方案
产品: 材料: 手套箱外观件 PA66+40% 目的:浇口位置对熔接线的影响
蓝色区域壁厚从3mm 增加至4.5mm,
6
案例 1 优化产品设计解决翘曲变形
优化结果
1.87mm
Moldflow全面解决方案

MPI/Cool
优化模具冷却系统设计分析,实现均匀冷却以实现精 确的产品尺寸和最小的成型周期
MPI/Warp
分析翘曲变形的形状以及翘曲变形量是否满足设计要 求,也可分析产品的缩水率
DESIGN SOLUTIONS
模块介绍
MPI/Stress
整合产品成型的影响进行结构分析,从而对结构的评估 更全面准确
MPI 用户:
财富500强60% 均为Moldflow全球用户 分布在全球39个国家超过10000家用户,所以值得信赖 广泛应用于汽车、医疗、3C、航空航天等各行各业
DESIGN SOLUTIONS
求解器技术
Midplane
针对薄壳件产品分析,需抽取中间面,Moldflow也提 供自动抽取中间面工具
PA66 + 15%玻纤
严重滞流
温度严重下降,实 际纤维外露严重
DESIGN SOLUTIONS
花纹类缺陷分析
银纹、发红、流痕等外观缺 陷既与材料有关也与成型有 关 Moldflow分析最合适的计 量防止料驻留时间过长降解 Moldflow分析最佳料温 Moldflow分析最佳进料系 统(浇口位置、尺寸、流道 尺寸以及布置),以获得最 佳压力、剪切速率 Moldflow可以分析查找此 类缺陷是产品设计问题、模 具设计问题还是成型工艺问 题
DESIGN SOLUTIONS
Plastics are everywhere
基于Moldflow优化设计流程
3
CAD集成工具
2
产品设计优化验证 模具设计方案优化 工艺优化 结构分析优化
•材料选择 •外观优化 •结构优化
CAE 小组 R & D研发
4
装配、交货
Autodesk_Moldflow全三维分析技术

不同的冷却速度
取向的影响(分子或纤维取向)各向异性
收缩小
收缩大 不同的收缩量 不同的冷却速度
分子取向的影响
各种要因产生的变形量的确认
© 2009 Autodesk
变形原因的简单探讨
①利用MPI对Insert成型品进行分析
所有要因(①+②+③) ①冷却造成的变形差
0.060mm
约0.000mm
・反翘?还是正翘? ・翘曲量・・・? ・填充性・・・? ・气体会在那里聚集? ・结合线强度?
产品制作前有多的注意点! 正因为这样,才需要利用Moldflow进行 产品开发前的探讨!!
© 2009 Autodesk
18
①利用MPI对Insert成型品进行分析
翘曲的Path Plot结果
没有Insert时的翘曲结果 变形量 0.184mm 变性量 0.060mm
5
高效的运算能力
配合高效率的工作站可实现多CPU的并行运算,从而数倍的提高分 析效率
可以调用GPU加强运算能力
© 2009 Autodesk
6
Autodesk Moldflow Insight超强全3D求解器简介 强大的全3D模拟求解功能 案例分享
© 2009 Autodesk
7
喷射(蛇形纹)---惯性效应的模拟
15
Insert-molding全3D分析技术应用实例
© 2009 Autodesk
开发阶段的问题探讨 ①Insert成型品的翘曲探讨
© 2009 Autodesk
17
①利用MPI对Insert成型品进行分析
开发条件 ②流道,冷却管的设计 树脂:PA6 GF40%(Reny) ①ダイレクトメッシュ作成 品质要求 组装插入时不出现问题 ⇒正翘量(向定模侧翘曲)0.05mm 以下! ⇒不允许反翘(向动模侧翘曲)!!
Moldflow模型前处理(CAD DOCTOR )

表中数据 为去除特 征最大值; t为制品壁 厚。
凹面
表1 圆角 柱子 孔
倒角
2
三、修复网格模型(附表2、表3)
网格类型
Midplane Fusion 中性面 双层面 3D 网格 备注
大型制品
推荐
适用
不适用
推荐使用Midplane.虽然前处理步骤较繁琐, 但模型质量高,可保证分析精度, 有利于提高后期修改及分析效率。 推荐使用Fusion。 以此类产品结构相对简单, 使用Fusion网格完全能够满足分析需要, 并且前处理较为简单。
≤6, 特殊结构或者制品 较大可以放宽到20 ≤3
填充、保压分析>85%; 变形分析>90%; 填充、保压分析>85%; 变形分析>90%;
同Fusion
转换Fusion<30 <50
最大的三角单元长高比
10 11
平均纵横比 Average aspect ratio 匹配百分比 Match ratio
③
功能强大的网格修复工具
6
网格模型边长设臵是否合理,关系到分析结果是否接近实际情况
A、在壁厚变化的区域,至少要有三排网格
2.0mm 1.0mm 3.0mm
2.0mm 1.0mm 3.0mm
精确预测出此区域滞流
7
B、熔接纹通常形成于孔洞周围及两股料流相碰的区域
If the mesh is too course, weld lines may not be shown accurately, or at all. You may need to refine the mesh to obtain a better weld prediction 8
C、在产品壁薄的区域,如果网格密度达不到要求,困气可能不能准确预测
Autodesk Moldflow操作基础
18
2.4 Moldflow入门分析实例
步骤9 查看分析结果
5)压力 型腔压力最大值为17.22MPa,差值在 40MPa以内,表明保压压力较均衡。
13
2023/10/28
2.4 Moldflow入门分析实例
步骤6 选择分析类型
14
2023/10/28
2.4 Moldflow入门分析实例
步骤7 设置工艺参数
步骤8 分析 15
2023/10/28
2.4 Moldflow入门分析实例
步骤9 查看分析结果
1)填充时间 填充时间为0.6229s,与设定值 0.56s比,偏差在0.5s以内。以等 值线方式展示分析结果,也未发 现滞留位置,说明浇口位置满足 填充均衡。
理
设定材料
分
析 设
选择分析类型
置
设置工艺参数
分析计算
解读分析结果
后 处 理
分 析 结 果
分析优化 分析报告
5
2023/10/28
2.4 Moldflow入门分析实例
6
源文件位置:第2章\源文件\clip.stl
2023/10/28
2.4 Moldflow入门分析实例
步骤1 新建工程项目
7
2023/10/28
2023/10/28
6)熔接痕
熔接痕出现在箭头标注位置附近。
熔接痕应避免出现在应力集中处、
薄壁处、受力处和外观处,同时
欧特克创新模流技术亮相CHINAPLAS 2015,引领行业实现未来智造

欧特克创新模流技术亮相CHINAPLAS 2015,引领行业实现未来智造————————————————————————————————作者:————————————————————————————————日期:欧特克创新模流技术亮相CHINAPLAS 2015,引领行业实现未来智造-机械制造论文欧特克创新模流技术亮相CHINAPLAS 2015,引领行业实现未来智造2015 年5 月20 日至23 日,全球二维和三维设计、工程及娱乐软件的领导者欧特克软件(中国)有限公司(“欧特克”或“Autodesk”)携业界领先的注塑成型仿真分析解决方案Autodesk? Moldflow? 亮相“CHINAPLAS2015 国际橡塑展” (第二十九届中国国际塑料橡胶工业展览会)。
欧特克通过持续的技术创新,为橡塑企业提供前沿的注塑设计软件、洞察和资源支持,帮助设计师、工程师和分析师优化改进塑料零件设计、注塑模具设计和制造流程,共同实现橡塑行业的未来智造。
在本届展会上,欧特克展示了全球最新的橡塑科技成果和发展趋势,同时还带来了最先进实用的产品及模具的设计和分析工具。
展会现场,欧特克全面介绍了Autodesk? Moldflow? 注塑成型仿真分析解决方案如何帮助制造商预测、优化和验证塑料零件、注塑模具和注塑成型工艺的设计,并详细演示了Moldflow 如何完美融入塑料产品开发和制造的全过程,加快数字化仿真技术在橡塑行业中的深入应用。
值得一提的是,欧特克还首次向用户公开展示了其最新发布的Autodesk? Moldflow? 2016版本,并介绍了该版本软件在帮助用户实现可视化设计结果、预测设计缺陷、优化表面成型等众多最新分析功能和独特的仿真分析能力。
在带来创新产品及模具的优化设计方法的同时,欧特克还与众多业内人士共同探讨了产业的技术创新以及影响行业未来发展的关键技术。
当前,经济全球化带动了新一轮的科技革命和产业变革,橡塑行业所属的制造业在全球范围内既有新的发展机遇也面临着新的挑战。
Moldflow技术在汽车前保险杠成型分析中的应用
Moldflow技术在汽车前保险杠成型分析中的应用随着汽车产业的快速发展,各种新技术被广泛应用到汽车制造流程中,其中之一便是Moldflow技术。
Moldflow技术是一种模流分析软件,可以模拟注塑成型过程中的熔体流动、填充、冷却、收缩等几个重要环节,帮助制造商优化产品设计,提高生产效率,减少生产成本。
本文将介绍Moldflow技术在汽车前保险杠成型分析中的应用。
汽车前保险杠是汽车外观的重要组成部分,它既要满足车辆美观性的要求,又要保证足够的碰撞吸收能力,在制造车身时承受着重要的责任。
在汽车制造过程中,前保险杠的成型过程是一个复杂的过程,需要考虑到材料的特性、成型工艺的变化以及不同工艺参数造成的影响等多个因素。
而Moldflow技术可以在此过程中提供有价值的帮助。
首先,Moldflow技术可以帮助制造商分析不同材料的特性。
汽车前保险杠制造中所使用的材料通常是聚丙烯或ABS等热塑性聚合物。
Moldflow技术可以通过对不同材料的物理特性进行分析和比较,帮助制定最佳的材料选择方案。
此外,Moldflow技术也可以提供有效的材料流变学信息,这有助于制造商更好地理解车身材料在成型过程中的行为。
其次,Moldflow技术可以帮助制造商优化成型工艺参数。
在汽车前保险杠制造中,成型工艺参数如注塑时间、注塑压力、注射速度等决定了成型过程的质量和效率。
Moldflow技术可以模拟不同的工艺参数,并提供评估各种情况下应用的指南。
这有助于制造商优化其成型工艺,提高生产效率和降低成本。
最后,Moldflow技术可以为制造商提供产品设计改进建议。
在汽车制造中,产品的设计对成品产品的质量和成本具有决定性影响。
Moldflow技术可以模拟产品设计中的问题,并为制造商提供优化建议。
例如,Moldflow技术可以模拟材料的流动轨迹和温度分布,以便制造商更好地理解前保险杠材料的变形和冷却过程。
这些分析有助于制造商修改产品设计,提高产品质量并降低成本。
Moldflow--基本操作解析

做事的时候请激活此“仅选择框住的项目”,否则选取的时候会选 到背面,容易出错。
网格修复工具 网格划分完成以后,先按键盘上Ctrl+T调出网格修复工具菜单,第一 步自动修复一下,系统会自动修复一些问题,但不会所有问题都修复 完成。后期还有很多需要自己去修复。
网格---网格统计---这里将会出现右图的图框,可以看到网格划分以后 的一些详细信息,我们将根据这些信息针对性去进行一些修复。
模流分析
Moldflow
——基本操作
产品不影响分析的细节可先做一些处理,比如产品的材料码、模腔号 等字体标示及一些小于1.0MM的台阶起级位、R角、斜角等。这些处 理主要是为了方便后期网格划分的修复。
先将UG图档中的3D图导出V4 CATIA格式,相同的产品只需导一个。 不需要将所有产品一次导出去。
选择完网格类型之后,即设置工程名称、文件路径,再点击确定。
1、网格---定义网格密度,这里系统会 有一个推荐的默认值。我们可以按这个 默认值,或者根据产品的大小自已选取, 但不要一般不要比默认值大。密度选取 越大,网格数量就越少,分析计算的时 间就越短,但精度相应也就越低。网格 密度选取越小,网格数量就越多,分析 计算的时间就越长,但精度会比较高。
9、匹配百分比---一般需要在85以上,低于85的可以采用实体(3D)网格。若低于60的, 是无法进行分析的。
网格---网格诊断---出现分别 各种问题的诊断,我们将通 过这些针对性去诊断和修复 网格。
诊断导航器 红色表示自由边,蓝色表示交叉边。
配向不正确单元
完全重叠单元
高纵横比的网格
按Ctrl+T调出修复工具,选择合适的命令。 如插入节点---选择两个节点---应用
右键选取
moldflow在《塑料成型与模具设计》课程教学中的应用

moldflow在《塑料成型与模具设计》课程教学中的应用MoldFlow是一种塑料成型与模具设计方面的软件,主要用于模具分析和塑料件设计预测。
它能够帮助工程师和设计师们有效地将设计的想法转换到塑料制品上,并能够预测制品的最终性能和外观。
Moldflow的应用可以帮助工程师更好地管理塑料成型过程中的流程,提高工作效率,并且能够让塑料制品拥有更佳的性能和外观。
本文分别从介绍MoldFlow,描述MoldFlow在塑料成型及模具设计教学中的应用,探讨MoldFlow在模具设计及塑料成型实验中的应用这三个方面,探讨MoldFlow在教学和实际应用中的重要作用,以及MoldFlow 的未来发展等内容,具体进行阐述。
【MoldFlow介绍】MoldFlow是一款由Autodesk公司开发的计算机辅助工程软件,主要用于模具分析和塑料件预测。
该软件采用了多种几何学模型,并可以进行热流体模拟,模具汽包分析和零件塑性变形分析等。
它可以用于分析模具汽包的分布、模具的散热性能和模型的收缩率以及塑料件上的塑性变形等。
MoldFlow的应用广泛,包括模具设计、塑料成型、汽车塑料件的设计以及模具制造行业等。
【MoldFlow在塑料成型及模具设计教学中的应用】MoldFlow在塑料成型及模具设计教学中容易操作,可以显著提高教学效果。
首先,MoldFlow可以帮助教师更好地指导学生利用有限元分析软件对塑料元件进行分析。
其次,MoldFlow可以帮助教师指导学生实现模具参数的优化,从而更好地控制成型过程中的温度和塑性变形,并最终得到更高质量的塑料件。
此外,MoldFlow还可以帮助学生更好地理解模具空气和液体的流动规律,从而更加准确地设计出合理的模具型腔。
【MoldFlow在模具设计及塑料成型实验中的应用】MoldFlow的应用还可以帮助工程师更好地管理模具设计及塑料成型实验过程,提高工作效率,并且能够让塑料制品拥有更佳的性能和外观。
Moldflow模型前处理(CADDOCTOR)资料
5Hale Waihona Puke 修复单一网格缺陷顺序①
检查网格状态,确定各项网格问题
③
功能强大的网格修复工具
②
针对 各项 网格 问题, 具体 确定 是哪 些网 格有 问题
6
网格模型边长设置是否合理,关系到分析结果是否接近实际情况 A、在壁厚变化的区域,至少要有三排网格 2.0mm 1.0mm 3.0mm
2.0mm 1.0mm 3.0mm
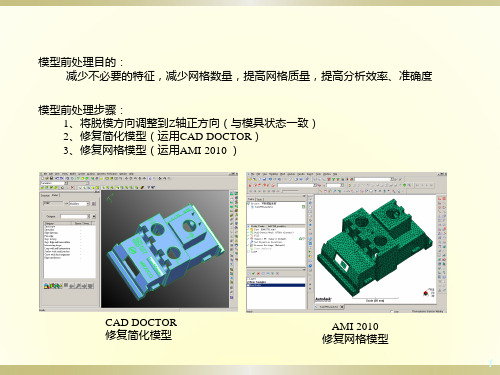
模型前处理目的: 减少不必要的特征,减少网格数量,提高网格质量,提高分析效率、准确度
模型前处理步骤: 1、将脱模方向调整到Z轴正方向(与模具状态一致) 2、修复简化模型(运用CAD DOCTOR) 3、修复网格模型(运用AMI 2010 )
CAD DOCTOR 修复简化模型
AMI 2010 修复网格模型
CPU TIME [Sec]
50
4000
48
3000
46 44
2000
42
1000
40
0
Pressure
No. of Elements
Compute Time
当模型的网格密度增加的时候,计算时间会以指数正弦 曲线增加,而在精度上只有有限的提高。
10
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
0
0
网格质量要求
Midplane中性面 是制品结构而定
Moldflow使用中的关键技术点

CAD-IT Consultants (Shanghai) Co., LtdJason QiuBring you tomorrow's technology today...前言当我们引进Moldflow软件后,如何从管理和技术层面,辅助产品开发,把软件用好,真正地做到检验设计,优化设计,减少后续问题,是值得我们拥有Moldflow软件的公司探讨的重要事情。
作为专业的Moldflow技术咨询公司,我们始终把客户的利益放在最前面,为客户实际需求做探讨,从Moldflow分析的各个环节出发,探讨使用过程中的几个关键技术点。
希望能帮助我们所有的客户以及在座的各位嘉宾,把Moldflow软件跟公司的发展结合起来,真正发挥Moldflow技术优势!2Moldflow工程师素养要使Moldflow软件充分发挥作用,工程师需具备如下知识:最好是高分子材料或塑料模具专业教育背景;1、高分子材料知识;2、塑料件产品结构知识;3、塑料模具知识;4、注塑成型原理及生产工艺;5、现场试模经历。
3一Moldflow分析流程确定分析目标产品结构模具结构塑胶材料工艺参数项目启动网格模型进浇和冷却系统分析结果达到分析目标项目结束NoYes优化方案4二确定分析目标确定分析目标:在产品开发的不同阶段,确定相应的Moldflow分析目标。
5三产品和模具结构1、功能强大的输入和处理CAD产品模型的接口:1)、IGS, STL2)、Parasolid, STP,Pro/E, CATIA (by MDL) 3)、Ansys, Patran, Nastran,I-DEAS2、进浇和冷却系统既可以直接在Moldflow中建构,也可以在CAD软件中建构好进浇和冷却系统的中心线后,通过IGS格式输入至Moldflow。
注意:一定是最新版本的产品和模具结构。
实际成型中,动模侧此条水路没有。
0.4mm->0.2mm0.9mm->0.4mm6四成型材料Moldflow分析运算需要的塑胶材料性能包括:1)、热学性能:比热和热传导率;2)、流变学性能:粘度曲线;3)、PVT曲线;4)、推荐的成型工艺参数;5)、机械学性能;6)、收缩性能;7)、含填充料属性;8)、通用属性:供应商、类别和牌号。
Moldflow领先技术介绍

© 2009 Autodesk
新3D求解器分析的卓越性能
▪ 最新3D耦合流动求解器,快速的真FEM技术
16 ▪ 比AMI 5.1 Navier-Stokes 求解器快 倍
▪ 最新3D 翘曲求解器
▪ AMG 矩阵法:快7 倍 ▪ 网格Aggregation:快5倍 ▪ 并行CPU:至少快1.6倍,同时支持双核以及多核
▪ Moldflow的余华刚博士等人开发了FUSION技术,将抽取Midplane 的工作量从数天简化为数分钟,为CAE应用的伟大突破
© 2009 Moldflow与C-Mold战略性合并,技术得到全 面融合,比如C-Mold的残余应力与Moldflow的残余 应变的结合,使得Moldflow完全领导了全球注塑成 型CAE技术
Residual Strain Model
▪ 需要有收缩数据支持
Sa1M Va2M ca3M o "a4M ra5 Sa6M Va7M ca8M o a9M ra10
▪ 全面考虑
▪ 不同收缩 ▪ 不同温度 ▪ 取向效应
© 2009 Autodesk
Residual Strain Model
▪ 重点考虑
・FUSION(Dual Domain) Moldflow专利,Moldflow伟大的创造性革命 基于3D实体模型 计算时间快
・3D 基于3D实体模型 计算时间较长 可透视树脂内部流动
© 2009 Autodesk
Moldflow 3D技术沿革
▪ 1998年开始商业研究 ▪ 2000年开始商业应用(AMI V2.x)
残余应变可以考虑的问题 ▪ 标准的试验模型
▪ 标准压力和温度测试点 ▪ 测量指定区域的线性收缩
第一讲 moldflow界面环境及其前处理

CAD/CAE/CAM ( )
Moldflow Plastic Insight(MPI)包括的模块: 1.MF/Flow流动分析 2.MF/Cool冷却分析 3.MF/Warp翘曲分析 4.MF/Stress结构应力分析 5.MF/Shink模腔尺寸确定 6.MF/Optim注塑机参数优化
CAD/CAE/CAM 综 合 实 验 第 一 讲 冯 玮 ( )
弹出一个对话框, 在其中新建一个 名字, 最好以阿拉伯数 字逐次递增
二、导入或创建CAD模型
CAD/CAE/CAM 综 合 实 验 第 一 讲 冯 玮 ( )
点击“输入”按钮。 或右击“工程0001” 也可以找到此命令
弹出一个对话框, 打开你要进行分 析的产品
一般导入模型使用STL, 可以使用IGS,划分网格精度0.01,是stl 模型划分网格时间的20倍,精度提高3倍
日志视窗用于显示工程在求解计算过程中的相关信 息,便于用户更全面地分析求解结果信息。
第三节 MPI6.0模流分析前处理设置
一、新项目文件的创建 文件 新建工程
CAD/CAE/CAM 综 合 实 验 第 一 讲 冯 玮 ( )
点击“新建工 程 ”。
CAD/CAE/CAM 综 合 实 验 第 一 讲 冯 玮 ( )
3.整体合并
CAD/CAE/CAM 综 合 实 验 第 一 讲 冯 玮 ( )
4.交换公用边 可实现两相邻三角形单元的共用边,以此来降低纵横 比。
CAD/CAE/CAM 综 合 实 验 第 一 讲 冯 玮 ( )
5.合并节点
CAD/CAE/CAM 综 合 实 验 第 一 讲 冯 玮
点选第二 个节点
七、网格修复
CAD/CAE/CAM 综 合 实 验 第 一 讲 冯 玮 ( )
上海金发—基于Moldflow的前期及后期辅助之产品优化

产品的颜色或者指 定的配色配方进行 配色 根据客户提供的不 确定的颜色信息提 供可选择性色板配 色,由客户选出中 意的色彩 到客户的现场提供 配色服务
KINGFA公司背景与产品介绍
2011’Autodesk Moldflow中国区用户大会暨 第二届Autodesk Moldflow大师赛
NG OK
原始设计时,已经预测到 熔接痕会在外观面出现。
前沿会合角在75°以下,则产生 明显(深的)熔接痕(实验结果)。
2011’Autodesk Moldflow中国区用户大会暨 第二届Autodesk Moldflow大师赛
改善方案
120°→ OK
厚度调整
对策: 厚度变更后,会合角变大,熔接痕淡化。
Moldflow
• Analysis not only tells you if your design works, but also tells you how far your design is from the failure. • Physical insights tell you what went wrong and why it went wrong? Knowing why allows you to ask "what if" questions and therefore helps to device a better design or ways to accomplish the task.
2011’Autodesk Moldflow中国区用户大会暨 第二届Autodesk Moldflow大师赛
Moldflow先进的前后置处理技术

Moldflow先进的前后置处理技术
余卫东; 陈建
【期刊名称】《《CAD/CAM与制造业信息化》》
【年(卷),期】2002(000)009
【摘要】一、前言塑料模CAE技术的巨大潜力和优越性已被越来越多的人所认识,图1是前后置处理系统示意图。
图1 前后置处理系统 MOldflow公司是塑料
成型分析软件的创造者,一直主导着塑料成型Moldflow软件市场。
近几年,在汽车、家电、电子通讯、化工、日用品等领域得到广泛应用。
【总页数】2页(P75-76)
【作者】余卫东; 陈建
【作者单位】美国moldflow公司上海办事处
【正文语种】中文
【相关文献】
1.非正交五轴联动数控机床后置处理技术研究与应用 [J], 徐任红;王昭碧
2.五轴联动数控加工后置处理技术及高速切削仿真技术分析 [J], 平艳玲
3.基于Pro/NC的FANUC 0i-M四轴数控加工后置处理技术研究 [J], 莫剑中
4.基于Pro/NC的FANUC 0i-M四轴数控加工后置处理技术研究 [J], 莫剑中;
5.基于CATIA的矿山机械数控加工后置处理技术 [J], 焦太安
因版权原因,仅展示原文概要,查看原文内容请购买。
MoldFlow塑料模具分析 第3章 AMCD前处理

图 3-78
单击状态栏下方的Stitch图标,弹出如图 3-79 所示的自动缝合对话框。
图 3-79
单击Try按钮,弹出如图 3-80所示的对话框。 。
图 3-80
按住鼠标左键不放拖动,框选住整个模型,单 击Done按钮,产生如图 3-82所示的确认对话 框。单击Yes按钮,完成面方向的反向操作, 如图 3-83所示。
建模菜单
Point子菜单
分析(Analysis)
分析(Analysis)菜单提供了丰富的检测工具, 通过它可以准确地了解检测对象的曲率半径、 长度、曲线或曲面夹角、距离等。
Info显示指定单元的信息
结构栏
结构栏会显示出导入模型或在AMCD中创建模 型的结构
状态栏
状态栏的界面如图所示
图形操作区
首先需要通过模块切换工具切换界面,从而进 入Simplification(简化模块)界面。从如图 3-111所示工具条的下拉列表中选择 Simplification即可。
图 3-111
Simplification(简化模块)界面。
简化圆角处理
圆角对话框
其他小特征去除的步骤和方法与前面的操作一 致,用户可以进行参考,把余下的孔、柱子和 台阶等小特征一并去除。
状态栏的界面如图所示
3.2.2 Simplification(简化模块)
Simplification(简化模块)的界面以及命令与 Translation(转换模块)基本上差不多,只不过 Simplification(简化模块)增加了Simplification 菜单,以及状态栏的内容不一样。
界面切换工具条
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Autodesk Moldflow 智能化前处理技术
徐守栋
Autodesk Inc.
目录:
▪反馈与相应:
➢自动识别网格类型
▪研究项目和开发方向:➢自动生成仿真模型
➢特征识别和优化设计
免责声明:
我们可能针对现有的或新的产品和服务的计划开发或未来开发作出陈述。
这些陈述并非承诺或保证在未来提供某些产品、服务或功能,而仅仅反映我们当前的计划,且计划有可能会改变。
不应根据这些陈述作出采购决定。
本公司没有义务更新这些前瞻性的陈述来反映在发表陈述之后发生的事件或此后存在的或改变的情况。
自动识别网格类型
为什么‘网格匹配率’不可靠?
▪网格匹配率:
➢匹配的三角形个数/总的三角形个数(边缘除外)
➢匹配的三角形面积/总的三角形面积(边缘除外)
➢匹配的三角形对应的体积/总体积
▪实例:匹配率> 95%, 但不适合双层面
▪资深用户的判定准则:
➢不能依赖单一指标
➢网格匹配率不能有效鉴别局部三维特征
特征与相关性分析:
▪收集了约400 个表面网格
▪先由Moldflow 专家手工分类确定网格类型▪研究了11种几何特征
▪右图中深色表示强相关
▪匹配率与网格类型不存在强相关性
采用机器学习进行分类:
▪支持向量机:
▪适合小型数据集
▪支持多维空间
▪非线性核函数,非线性边界
▪用新的分类方法取代匹配率
➢选用五个与网格类型强相关的几何特征
➢准确率由75%提高到93%
➢已包括在Moldflow 2019预览版
实例:
▪Moldflow 2019:
➢匹配率:85%
➢明显三维特征不能识别
➢“适合双层面”
▪采用新分类方法:
➢明确标明不适合双层面
➢推荐用三维分析
感谢中国用户的反馈和建议
自动生成仿真模型
从制品到仿真模型:
▪流道生成向导
▪冷却系统生成向导
▪模具生成向导
▪大量手工工作
▪依赖用户经验
衍生式设计:筛选出最佳方案
设计参数、指标
人工智能+ 云计算
探索所有可能的解决方案最佳设计模型
工程师不再需要手工生成点、线、面。
只需要定义目标:
➢需要什么样的制品?
➢需要解决什么问题?
模具仿真模型:简化仿真模型制品分型面顶出机构
冷却系统生产模型
o 基于人工智能
o 衍生式设计
o 完全自动化
分型面:
▪自动确定分型面
▪顶出机构和冷却系统协调设计
自动生成冷却系统:
▪基于计算机视觉和深度学习
▪特征识别
▪根据制品的几何特征自动生成冷却系统▪对多种可行方案进行评估筛选
▪用户选择
实例:
▪制品-> 自动生成冷却系统-> 仿真模型▪多个模型并行处理
▪用户可选择
▪自动推荐最佳方案
复杂模型与简化处理:
▪用户可能导入复杂模型
➢利用计算机视觉识别零部件
➢自动忽略不相关组件
➢自动生成简化的仿真模型
第一阶段开发目标:
▪自动生成冷却系统
▪用户可预先定义基本要求:➢降低制造成本
➢缩短生产周期
特征识别和优化设计
初始设计需要优化
▪典型问题:
➢短射
➢融接痕
➢凹陷
➢流动不平衡
➢翘曲
➢冷却时间过长
➢……
▪解决方案?
现在的工作流程:
制品
仿真分析问题寻找解决方
案
修改参数
尝试新设计最佳方案
取决于用户经验
新的智能化工作流程:
制品
最佳方案基于人工智能
衍生式设计
不再依赖用户经验
把解决方案呈现给用户
▪旧的工作方式:
➢通过仿真找出问题
➢用户确定解决方案
➢手工修改模型
➢重新分析直到满意
▪新的工作方式:
➢用户提供模型和基本要求
➢直接得到满意结果
第一阶段开发目标:
▪翘曲分析
▪自动找出不合理变形及相关区域的几何特征
▪DoE:
➢工艺参数
➢几何参数
▪返回优化方案
创新:
▪把工程师们从繁琐工作中解放出来▪让工程师们专注于创新
▪共同努力
Autodesk and the Autodesk logo are registered trademarks or trademarks of Autodesk, Inc., and/or its subsidiaries and/or affiliates in the USA and/or other countries. All other brand names, product names, or trademarks belong to their respective holders. Autodesk reserves the right to。