7轴雕刻机器人方案介绍
机器人打磨方案
1.机器人打磨方案符合国家相关法律法规要求,如《中华人民共和国安全生产法》、《中华人民共和国职业病防治法》等;
2.选用机器人及打磨设备符合国家强制性标准,确保设备质量和安全;
3.严格执行打磨工艺和操作规程,确保生产过程合法合规;
4.采取有效安全防护措施,保障员工安全和健康。
五、方案实施与评估
2.选用机器人及打磨设备符合国家强制性标准,确保设备质量和安全;
3.严格执行打磨工艺和操作规程,确保生产过程合法合规;
4.采取有效的安全防护措施,保障员工安全和健康。
五、方案实施与评估
1.根据本方案进行设备选型、采购、安装及调试;
2.对操作人员进行专业培训,确保熟练掌握机器人编程和操作技能;
3.开展生产试运行,优化打磨工艺参数,提高生产效果;
-重复定位精度高,满足打磨精度要求;
-结构紧凑,占地面积小;
-操作简便,易于编程和维护。
2.打磨工具选型
根据工件材质、形状和打磨要求,选用以下打磨工具:
-砂带机:适用于平面、曲面等大面积打磨;
-砂轮机:适用于硬质材料、异形工件的打磨;
-钢丝刷:适用于去毛刺、清理焊缝等作业。
3.打磨工艺参数设置
根据工件材质和打磨要求,合理设置以下工艺参数:
-打磨速度:确保打磨效果,避免过快或过慢;
-打磨压力:根据工件硬度和打磨要求调整压力;
-砂带(砂轮)粒度:根据打磨阶段选择合适的粒度;
-冷却方式:干磨或湿磨,确保打磨过程温度可控。
4.机器人编程与控制
采用专业的机器人编程软件,实现以下功能:
-确定打磨路径和顺序,优化打磨工艺;
-设置合理的速度、加速度等参数,保证打磨效果;
第2篇
数字雕塑应用实例(董仲舒雕塑)

数字雕塑是在继承传统造型基础之上同计算机数字技术和制造技术结合的一个崭新的雕塑艺术领域。
由于摆脱了传统的雕塑制作方法,其发展前景无限广阔,为雕塑艺术在科技时代的发展引领了方向。
坐落在河北衡水景县董子公园西汉儒学大师《董仲舒》铜像就是数字雕塑技术应用的一个典范实例。
《董仲舒》雕塑实景
《董仲舒》铜像雕塑三维数字建模(ZB软件)
《董仲舒》数字雕塑局部
《董仲舒》铜像雕塑头像等部位——7轴雕刻机器人雕刻效果
《董仲舒》铜像雕塑施工现场
未来雕塑会分两大类,一类叫传统雕塑,另一类就叫数字雕塑。
它们的区别就是,在相同的材料的情况下,
一类是用手工的方式在材料上创作雕刻出作品,一类是在计算机中制作出形像,用计算机控制加工设备在材料上制作出作品(用机器手代替人手)。
传统雕塑跟数字雕塑最接近的就是铜雕。
因为这类金属雕塑基本上都是先泥塑然后翻模再浇注金属液,最终的成品实际上已经是通过翻模这个媒介而变成了第三方成品。
数字雕塑也一样,通过机器设备把虚拟造型“翻制”成第三方成品。
从这个角度来说,数字雕塑就是一种新的传统雕塑,只是实现方法不同。
其实我们无论用什么方法来达到我们的目的,缺少了想像力跟创造力那就什么都不是。
传统雕塑制作低效但独一无二,这就是它的价值。
数字雕塑制作高效却可以复制,这也是它的价值。
传统雕塑因为不确定性所以更有艺术价值,数字雕塑因为可控及确定性所以更有工艺价值。
机器人第七轴

机器人第七轴系统武汉米兰尼机电工程有限公司自2005年开始生产机器人第七轴,吸收德国技术,在原有技术的基础上经过改造,在技术上优于德国原产,在价格上是德国的一半,这样在国内市场上有比较明显的竞争力,经过多年的生产和现场安装,总结了很多相关经验,每一次都可以为客户提供完美的服务,每一次都能与机器人厂家、机床设备厂家等在联合调试过程中交出完美的答卷。
一、第七轴系统即机器人行走轨道系统,主要包括:1.轨道基座优质铸铁铸造的16米长轨道基座,这一点非常关键,目前虽然国际上都采用焊接轨道基座,但基本上基于德国和日本,其实在德国和日本,很多机床也是焊接床身,这个和他们的相关技术息息相关,在国内,很多大型机床厂家也尝试用焊接床身,但基本上以失败告终,一没精度,二在使用过程中变形特别大,基本上难以调整过来,说白了就是国内材料、焊接工艺和设备、机械加工工艺和设备跟德国和日本有较大差距,所以我们这个第七轴这么长,想达到一定的精度和寿命,目前在国内是难以实现。
所以武汉米兰尼公司采用铸造基座,铸造基座显然比焊接基座性能要好得多,在精度方面,在变形方面,在吸收震动方面都有很大优势。
两条15米长高精度直线滚动导轨;14米长用于小车驱动的精密大模数齿条;线性轴装有润滑系统,能持续提供自润滑和除尘刮屑系统。
2.安装机械手的移动小车:承载能力为6000kg移动小车移动小车与机械手的连接尺寸符合“机器人”公司技术要求及通过“机器人”公司认可。
日本FANUC生产伺服电机作为主驱动;高分辨率编码器;伺服电机通过行星变速器驱动齿轮齿条。
3.控制系统FANUC 0iT控制系统:主控制柜包括:主开关以及熔断器、马达过载保护以及低电压保护、电源稳压以及变压装置、具有操作面板及显示屏;日本FANUC伺服控制单元;PLC可编程逻辑控制器及满足用户要求的软件;强电柜及弱点柜及操作面板。
4.安全、防护装置:软件限位;组合行程开关限位;轨道两端装有机械式停车器。
机器人第七轴设计资料

矩形滚轮导轨系统广泛应用在机器人第七轴中,包含如下四大组件:一:矩形滚轮导轨导轨上可直接加工出齿条,成为一体式齿条导轨:二:滚轮组合每个滚轮组合,安装有三个外球面滚轮轴承,分别在矩形导轨的3个工作面上滚动:滚轮组合,也可采购滚轮,自行加工和装配滚轮组合:滚轮组合加工装配说明。
三:齿轮组件齿轮组件,带有回差调节机构,方便调整齿轮和齿条之间的啮合间隙;详细说明,请参考文章:齿条传动专用齿轮组件四:齿轮齿条自动润滑装置实现齿轮齿条传动系统的自动润滑,延长机器人第七轴的使用寿命,降低故障率;详细说明,请参考文章:齿轮齿条自动润滑装置:要组成机器人第七轴,还需要如下机械部件:一:导轨安装基础可采用方钢上焊接钢条作为安装基础,钢条上铣出导轨安装基准:安装调试的时候,要确保两根方钢上的安装基准面的平行度:二:机器人安装底座采用高强度钢板,把滚轮组合,伺服电机和机器人的安装基准面和孔位加工出来:矩形滚轮导轨系统为标准产品,如下是和MHD矩形滚轮导轨配套使用的MHD座式滚轮组合:DIY简易式滚轮组合,可采用类似结构。
每个小车平台上安装有4套座式滚轮组,装配时,先把每套滚轮组合的底部的那个滚轮卸除,然后把小车平台放到导轨上,再把每套滚轮组合的底部的那个滚轮安装上去:简易式座式滚轮组合,可不采用MHD滚轮组合这种形式的滚轮安装底座,MHD滚轮组合安装底座具有复杂外表面,需要模具来生产;我们可以根据载荷的大小,从市面上直接采购长方体形状的铝合金块或球墨铸铁块,进行铣削和钻孔加工就可以了,这样可显著降低成本:一:中滚轮的中心轴线和上下滚轮的中心轴线,是错开一定距离的,这样就避免了滚轮安装孔之间的干涉:二:上滚轮和中滚轮的安装固定方式为盲孔方式,也就是说需要在安装底座上加工出螺纹孔来,螺栓穿过滚轮的中心孔,拧紧在底座的螺纹孔里:三:下滚轮的安装方式为通孔方式,在安装底座上加工出通孔来,螺栓穿过这个通孔,拧紧在滚轮的中心螺纹孔里:综上所述,安装底座进行的加工主要是:一:铣平面。
机器人第七轴设计方案

机器人第七轴设计方案神勇智能装备是一家为客户提供智能化现代制造车间解决方案的高新技术企业;公司主要提供机器人第七轴行走及桁架机器手,上下料机器人方案解决;可根据客户现场要求提供品种齐全的机器人第七轴系列化行走方案,定制化服务。
案例一:根据客户应用要求设计广数机器人配合机器人第七轴使用:机器人第七轴需求配置表:机器人品牌:广数机器人(选配);有效行程:3.8m(选配);有效载荷:450kg;速度要求:0.5~1.5m/s;机器人本体重量:300kg;运行精度:±0.1mm;底座保护:限位,缓冲块装置保护;驱动方式:伺服电机驱动(选配);应用内型:车,铣;机器人第七轴颜色:黑色(选配);运行轨道:直线滑块导轨;防尘方式:风琴防护罩或板类防尘(选配);机器人第七轴优势:1)、提供具有不同负载能力和工作范围的各种规格以及不同机型的六轴关节机器人的外部行走轴。
2)、用于配套关节机器人来实现自动化工作的机器人第七轴。
3)、机器人第七轴配合于极端环境条件下的耐热、耐脏型机器人行走轴。
4)、第七轴是可防水、可防尘、可防油滴型的机器人外部轴,例如可用于机械机床加工中。
5)、第七轴在冲压连线作业中用于装卸大型工件且具有极大工作范围的冲压连线机器人必选配套设备。
6)、机器人地面导轨配合各品牌的各类搬运任务的卸码垛机器人。
7)、机器人第七轴也可以配合各款架装式机器人8)、机器人地面导轨用于最高精度要求的高精度机器人配套使用。
“广州神勇智能装备”对于工业机器人第七轴机器人设计,机器人第七轴方案设计方法有丰富实践经验。
应用行业:汽车行业、电子商务和零售物流、电子行业、能源行业、金属加工、桁架机器人及六轴机器人(关节机器人)移动平台等行业。
应用场景:堆垛、包装及货品组配、在其它机床处操作、塑料加工设备、测量、检测或检验、金属切削机床、铸造设备、锻造设备、金属压铸机、固定、点焊、置入、组装、其它种类的安装、拆卸、涂胶和密封剂涂刷、其它涂层、激光切割、机械加工、其它加工方法、水射流切割、热处理、喷涂等工作;。
ABB七轴机器人

Extend your robot’s horizon Because we’re driven by our customers’ needs,we develop technologies to give you reliability and fast working cycles. An external axis added to the robot is one of the parts of the puzzle.The ABB 7thaxis is an additional external axis integrated to the robot wrist which transports the part from press to press mantaining the orientation of the part and following the optimal,natural path. The interpress distance can be considerably reduced and production output increased.Unlike most existing products, the ABB external axis does not consists of a simple translation from the 6th axis of the robot, but a real co-ordinated additional axis which maximizes your robot versatility at minimum cost. When it comes to the operator and handling simplicity, the ABB 7th axis delivers greater programmable freedom. All movements are programmed from the robot teach pendant,ensuring smooth, simple operation.ABB 7th axis is designed to assure the reliable and effective utilization of a robot’s capacity, to maximize the value of your automation investment. Its robust design offers excellent operating reliability, long life, and high automation precision. The ABB motor unit is used for this specific peripheral equipment because of the need of servo operated motors that are abolutely synchronized with the movements of the robot.We provide you with solutions, helping you to increase production .By means of the 7th axis, you could achieve a substantial and quantifiable increase in your throughput. Improved cicle times are demostrable by either our lab tests or by real project measures. However, in the race to stay ahead, we never compromise on safety.Extensive checks including deflection, accuracy,repeatibility and belt stabilisation are performed.Adding the 7th axis to your robot also brings advantages to the tooling. No central boom is needed anymore , so only end-of-tool is replaced when preparing new production.For customers who want to change automatedproduction as fast as possible, the 7thaxis performs equally or better than conventional tooling systems with central booms. Tool changing can be handled automatically by the robot within the working area.Just as you can rely totally on our robots, you can rely totally on the new ABB 7th axis.The Process/roboticsABB reserves the right to change specifications without notice.7th axisP A S D S 0002E N _R 1 M a r 2005 C a r e O f .P r i n t e d i n S p a i n b y A B B S i s te masIn dus tr i a l e s ,S a n t Q u i r z e 2005.Thanks to our 7thaxis, the robot keeps the orientation of the part when trasferring the part fromone press to the other. Obviously, this entails important reductions in both the inside-press times and also in the inside-press overlaping between loading and unloading robots.Increases in production rates are the result of both the effect of mantaining the orientation of the part and also from the reduction in the interpressdistance, besides the obvious advantages in reducing floor space in the workshop. In addition to this, because you do not rotate thepart in the interpress movement you find less work piece inertia and consequently less vibration problems.Technical DataTotal length (mm)Center to Center length (mm) Width (mm)Base depth (mm)Extension depth (mm)Weight (Kg) MaterialMotor unit for external axisQuick-Change for end tooling Electrical signals passage Pneumatic supply164013002552207035AluminiumABBMaster-Tool plate typeenabled enabled。
机器人打磨方案
机器人打磨方案1. 引言打磨是一种常见的表面处理工艺,通常用于将产品表面的毛刺、划痕和不平坦等缺陷去除,以获得光滑均匀的外观。
传统的打磨工作需要大量的人力和时间,且易受人为因素的影响,因此引入机器人自动化打磨方案能够提高效率、质量和稳定性。
本文将介绍一个基于机器人的打磨方案,包括系统工作原理、操作流程和技术要点。
2. 系统工作原理机器人打磨方案基于先进的机器视觉和控制技术,实现自动化的表面打磨。
系统主要由以下几个组成部分组成:2.1 机器人系统机器人系统是整个方案的核心,通常采用6轴或7轴的工业机器人。
其具备高精度、快速响应和灵活性的特点,能够适应各种复杂的工作环境。
2.2 传感器系统传感器系统用于获取产品表面的信息,包括毛刺、划痕和不平坦等缺陷。
常见的传感器包括光学传感器、激光扫描仪和触摸传感器等。
通过对这些传感器数据的处理和分析,可以实现对表面缺陷的检测和定位。
2.3 视觉处理系统视觉处理系统用于识别和分析传感器系统获取的图像数据。
常见的视觉处理算法包括图像滤波、边缘检测和模式匹配等。
通过这些算法的应用,可以实现对毛刺、划痕和不平坦等缺陷的自动识别和定位。
2.4 控制系统控制系统用于实现机器人的精确定位和运动控制。
根据传感器和视觉系统的反馈信息,通过控制算法对机器人的轨迹进行优化和调整,以实现对产品表面的精细打磨。
3. 操作流程机器人打磨方案的操作流程如下:1.加载产品:将待打磨的产品加载到机器人工作区域,确保产品的稳定性和安全性。
2.图像识别:机器人通过视觉系统采集产品表面的图像数据,并进行图像处理和分析。
通过算法识别和定位表面缺陷。
3.运动规划:根据识别到的缺陷位置和机器人的工作范围,进行机器人的路径规划,在保证安全的前提下,实现机器人的准确定位。
4.打磨操作:机器人根据路径规划的结果,通过控制系统驱动工具执行打磨操作,对产品表面上的缺陷进行去除,直到满足打磨要求。
5.检测和调整:在打磨过程中,机器人会不断地对表面进行检测,及时获取实时的打磨情况。
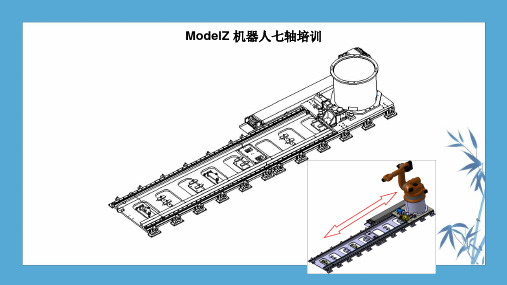
KUKA工业机器人培训资料ModelZ 机器人七轴培训 V1.1
安装基准面
底座
齿条安装、更换
相反齿条
六、齿条安装
安装步骤:
⒈设备第一次安装时,齿条按顺序放置于基 准面上。
[注意]:a.安装或更换前,首先检查基准面, 确保其表面无杂质; b.固定齿条时应逐渐逐个紧固锁紧 螺栓。
⒉当需要更换齿条时要求:利用相反齿条固 定连接结构逐个操作(即卸下一根安装 一根)
齿条
七、七轴安装
安装步骤: ⒈ 首先,将伺服电机和减速机连接好。 ⒉ 其次,将齿轮与减速机(间隙配合H8/h7)连接好。 ⒊ 将减速机连接于机座上,机座固定螺栓稍施加点预紧力,将塞尺(0.15mm)置于齿条上,
在Y向上整体调整齿轮齿条的中心距,调整好后抽出塞尺锁紧机座上的固定螺栓即可。 ⒋ 拆卸更换齿轮时,将减速机与齿轮整体拆下,均匀轻敲齿轮周边直至卸下更换。
4.2齿轮、齿条润滑保养
齿条图号:78-38D_412069_____05~(厂商:大连奥托) 齿轮图号:78-38D_412069_____25~(厂商:大连奥托) 维护原则:
①定期(1个月)进行齿轮、齿条润滑的检查; ②当发现七轴的直线往复重复精度>0.1mm时,可以请专业人员对齿轮、齿条进 行检测分析,如果损坏即刻更换。
Y
塞尺
八、Z向高度检测装置
功能:用于设备使用过程中阶段性监测(主要是目测) 安装步骤: 安装参考基准:地面Z向检测基准面,安装应参考底座位置; 安装位置:在近机器人工作端根据设备长度增加2处或3处; 检测:
空载时,两侧导轨测量一组比较数据; 满载时,同上。 如果偏差值>0.2mm即可维修调整。
Z向高度检测步骤: ① 首先,进行维护前操作安全检查,确保安全后操作人员方可进
齿轮 加油器油杯 加油器油杯
机器人行走轴第七轴资料
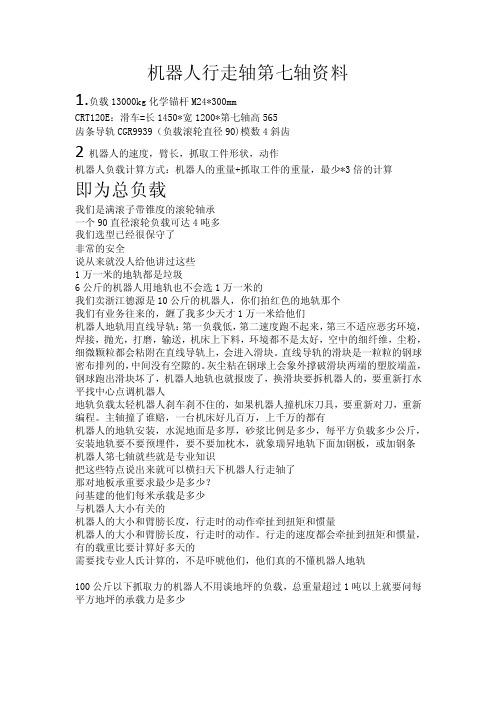
机器人行走轴第七轴资料1.负载13000kg化学锚杆M24*300mmCRT120E:滑车=长1450*宽1200*第七轴高565齿条导轨CGR9939(负载滚轮直径90)模数4斜齿2机器人的速度,臂长,抓取工件形状,动作机器人负载计算方式:机器人的重量+抓取工件的重量,最少*3倍的计算即为总负载我们是满滚子带锥度的滚轮轴承一个90直径滚轮负载可达4吨多我们选型已经很保守了非常的安全说从来就没人给他讲过这些1万一米的地轨都是垃圾6公斤的机器人用地轨也不会选1万一米的我们卖浙江德源是10公斤的机器人,你们拍红色的地轨那个我们有业务往来的,緾了我多少天才1万一米给他们机器人地轨用直线导轨:第一负载低,第二速度跑不起来,第三不适应恶劣环境,焊接,抛光,打磨,输送,机床上下料,环境都不是太好,空中的细纤维,尘粉,细微颗粒都会粘附在直线导轨上,会进入滑块。
直线导轨的滑块是一粒粒的钢球密布排列的,中间没有空隙的。
灰尘粘在钢球上会象外撑破滑块两端的塑胶端盖,钢球跑出滑块坏了,机器人地轨也就报废了,换滑块要拆机器人的,要重新打水平找中心点调机器人地轨负载太轻机器人刹车刹不住的,如果机器人撞机床刀具,要重新对刀,重新编程。
主轴撞了谁赔,一台机床好几百万,上千万的都有机器人的地轨安装,水泥地面是多厚,砂浆比例是多少,每平方负载多少公斤,安装地轨要不要预埋件,要不要加枕木,就象瑞昇地轨下面加钢板,或加钢条机器人第七轴就些就是专业知识把这些特点说出来就可以横扫天下机器人行走轴了那对地板承重要求最少是多少?问基建的他们每米承载是多少与机器人大小有关的机器人的大小和臂膀长度,行走时的动作牵扯到扭矩和惯量机器人的大小和臂膀长度,行走时的动作。
行走的速度都会牵扯到扭矩和惯量,有的载重比要计算好多天的需要找专业人氏计算的,不是吓唬他们,他们真的不懂机器人地轨100公斤以下抓取力的机器人不用谈地坪的负载,总重量超过1吨以上就要问每平方地坪的承载力是多少。
设计机器人方案

设计机器人方案第1篇设计机器人方案一、项目背景随着科技的飞速发展,人工智能技术逐渐渗透到各行各业,机器人作为人工智能领域的典型代表,其在生产、服务、教育等多个领域具有广泛的应用前景。
为了提高生产效率、降低成本、提升服务质量,本项目旨在设计一款具有高度智能化、实用性强、合法合规的机器人方案。
二、项目目标1. 满足客户需求,实现机器人功能的高度智能化;2. 确保方案合法合规,遵循我国相关法律法规;3. 提高生产效率,降低运营成本;4. 提升用户体验,满足人性化需求。
三、方案设计1. 机器人类型选择根据客户需求,选择合适的机器人类型,如服务机器人、工业机器人、教育机器人等。
2. 功能模块设计a. 感知模块:采用先进的传感器技术,实现对周围环境的感知,包括视觉、听觉、触觉等。
b. 思考模块:利用深度学习、大数据等技术,实现对感知数据的处理、分析和决策。
c. 行动模块:根据思考模块的决策,控制机器人的行动,完成相应任务。
d. 交互模块:通过自然语言处理、语音识别等技术,实现与用户的交互。
3. 合法合规性设计a. 遵循我国相关法律法规,确保机器人的设计和应用合法合规。
b. 保护用户隐私,不收集、存储、使用用户个人信息。
c. 机器人外观设计符合国家安全标准,避免对人体造成伤害。
4. 系统集成与优化a. 对各功能模块进行集成,实现整体协调运行。
b. 优化算法,提高机器人运行效率,降低能耗。
c. 不断迭代升级,提升机器人性能。
5. 培训与售后服务a. 提供专业的培训服务,帮助用户熟练掌握机器人的操作方法。
b. 设立售后服务团队,解决用户在使用过程中遇到的问题。
四、项目实施与评估1. 项目实施a. 按照设计方案,进行机器人硬件和软件的开发。
b. 组织专家对设计方案进行评审,确保方案的科学性和可行性。
c. 开展小批量试制,验证机器人性能。
d. 进行批量生产,确保产品质量。
2. 项目评估a. 对机器人性能进行测试,包括功能测试、稳定性测试、安全性测试等。
06——KUKA C4伺服焊枪虚拟七轴配置指导书

14
电气维修工段
Electrical Maintenance Section
10
KUKA C4 虚拟七轴配置指导书
执行PROCONS_IO:
根据工业以太网配置,必须对 SoftPLC的过程数据进行设置。
1:点击投入运行-售后服务PROCONS_IO 2:点击创建
电气维修工段
Electrical Maintenance Section
电气维修工段
Electrical Maintenance Section
2
KUKA C4 虚拟七轴配置指导书
简介:
B8L项目上采用的自动焊枪为气伺服焊枪,
工作原理: 库卡SynchroMove在12ms的周期内读入虚拟七轴的位置并将额定位置写入现 场总线系统。外部驱动装置的实际位置也在12ms的周期内读入。由额定位置 和实际位置计算滞后误差,超过滞后误差极限时,会触发机器人运动的停止。
电气维修工段
Electrical Maintenance Section
7
KUKA C4 虚拟七轴配置指导书
配置现场总线:
第四步:配置机器人过程数据 I/O
电气维修工段
Electrical Maintenance Section
8
KUKA C4 虚拟七轴配置指导书
添加虚拟七轴:SmartPAD上安装
电气维修工段
Electrical Maintenance Section
5
KUKA C4 虚拟七轴配置指导书
配置现场总线:
第二步:按焊枪上安装的FESTO模块进行硬件组态
电气维修工段
Electrical Maintenance Section
6
维果科技 VigoEngraverL7 激光雕刻软件使用手册说明书

软件使用手册Support:VigoEngraverL7Powered by VigoTec1.概述VigoEngraverL7是一款维果科技自主开发的激光雕刻软件,用于VG-L7,支持文字编辑,图片导入,外部gcode文件导入和dxf文件(目前仅支持line、arc、circle、polyline,不支持样条曲线等复杂图形,用户可用polyline拟合)导入等。
支持点阵黑白、点阵灰度、线扫描黑白、线扫描灰度及图像轮廓雕刻,支持雕刻过程中激光功率、点阵雕刻时间、线雕刻速度的调整(外部Gcode文件暂不支持预览、显示、雕刻中暂停及参数调整)。
适用的桌面操作系统:支持Win7及以上系统(暂不支持XP及以下系统,暂不支持苹果MacOS系统)。
2. 驱动安装首次使用请将设备通过USB线连接到电脑,点击CH341SER.exe安装驱动程序。
一般情况下Win10系统会自动识别并安装驱动程序,Win7、Win8系统请手动安装。
3. 首次运行安装好驱动后,点击运行VigoEngraverL7.exe控制程序。
控制程序启动后会自动搜索可用的设备并自动连接,请确认设备已正确连接至电脑。
如有多个设备同时连接电脑,请手动选择正确的COM口连接。
如中途断开连接,程序将不会再自动连接设备,如需重新连接请手动点击连接设备。
打开程序后,请选择您所需要的语言界面。
点击程序右上角的按钮打开语言选择框,可选中文或英文界面。
之后每次重新启动程序时都将默认为此语言界面。
连接设备后可选择导入G代码、文字编辑、图片导入、图库中选择图片等。
注意,将鼠标放在程序的某些按钮上等待片刻,会有更详细的关于此按钮的功能介绍!4. 设备控制设备控制区:位于程序右上角,连接设备后即可控制X、Y轴(也可用键盘方向键控制)单向运动及激光的开启和关闭,可以调整激光开启的功率,中间为移动距离(单位:mm),注意本控制区各功能在开始雕刻后不可用。
5.基本参数设置常用参数设置位于程序右侧。
QDQDDESIGN机械资料
题目:QD机械手3D雕刻机设计编程员:黄育传电话:QQ;0优酷:Mail:地址:泉州安溪县祥云路353号我司是意大利品牌qdrobotics雕刻机中国最大的代理商。
公司自成立以来,便紧跟世界雕刻发展潮流,始终致力于CAD/CAM雕刻技术、CNC数控技术的研发;在雕刻工艺技术方面取得了突出的成绩,实现了由数控技术向产业化转化的过程。
以下是我司的雕刻机展示图:公司:南安市宏远贸易有限公司公司地址:南安市水头镇精品石材城一楼电话:2 手机:(吴总)QD机械手一.描述:QD KR石磨所使用的机械手是UKA 产品中最好的:新QUANTEC系列。
这些型号的机械手在刚度、精准性、灵活性和成本方面都是铰接式机械手产品中最高级的。
在此应用中所使用的机械手型号是“非标准的”,尤其是KUKA 提供的机械手,有两个特别的选项:“铸造”和“绝对精准”。
铸造选项是机械手的一个显著特点,机械手的最后三个链接上涂了一层特殊的超压力的涂料,因此,比起一般的标准,该选项使机械手具有更好的抵抗外界的侵蚀剂、灰尘或液体的保护性,保护比可达IP 67。
建议在石材铣削应用中选用该个选项。
绝对精准选项是以对整个工作台的不同位置进行精准的测量而得出的的机械手运动学参数的软件校准为特征的。
这选项使机械手在运行时的稳定性方面,有了更高的准确性和更好的“质量”。
保护+选项是在恶劣和肮脏的环境下,为机械手设计的一个特别的成套保护工具,能给电机和电子卡以特别保护。
(尚未用于QUANTEC 系列)运动学结构的设计在于:使在旋转台上移动被加工件具有可行性。
旋转台是由7°机械轴控制的,可在定位模式和调整模式下使用。
工作台运动方式的管理是由后处理程序/ROBOmove 模拟器执行的。
二.机械手组成机械手的尺寸和尺码分配是基于以下两方面考量的:一方面是机械手手臂的伸缩长度以及工作空间,另一方面是主轴重量和惯性数据。
特别是机械手的有效负载,有着至少比轴承座的重量大两倍的额外负载,这保证了在重型铣削工作中,机手能有更好的刚度。
七轴机器人实习报告

七轴机器人实习报告
机器人行走轴又称机器人地轨、机器人吊轨、机器人外轴、机器人第七轴,其作用主要是移动工业机器人,使其能在指定路线上进行运动,扩大机器人的作业半径,扩展机器人适用范围功能,并且可将多台设备集成到此直线系统中,提高机器人的使用效率。
专业开发生产机器人行走轴,为客户定制设计各种规格和各种精度要求的行走轴。
机器人行走轴主要应用于喷涂、焊接、搬运、码垛、铸造、机床上下料、智能仓储、汽车、航天等行业领域。
可兼容多种机器人品牌。
一、机器人第七轴的产品优势
1、专业定制尺寸:
第七轴可根据所需机器人定制宽度、高度及行程。
2、安装灵活、精度高:
库比克第七轴采用空心螺栓,可根据安装现场地面凹凸程度,精确调平第七轴;采用高精度滚轮导轨,精度高,可满足高精度需求。
3、安全可靠:
第七轴两端设有机械限位及电气限位,双重限位可防止机器人运行脱轨,确保机器人运行安全可靠。
4、外形美观:
库比克第七轴采用方管钣金特殊加工,外形美观大方。
二、地轨式机器人行走轴
地轨式机器人的行走轴配置了七轴地装导轨齿条,利用行走重载滚轮导轨齿条来进行工件之间的转送,运行速度快,有效负载大,有效的扩大了机器人的动作范围,使得该系统具有高效的扩展性,并可设计专门的防尘罩,保护直线导轨以及齿条等运动部件,大大提高了可靠性和使用寿命。
注塑机取件机械手的设计

3
引拔设计...................................................................................................................... 8 3.1 3.2 3.3 设计参数.......................................................................................................... 8 方案设计.......................................................................................................... 8 引拔机构结构设计.......................................................................................... 8 3.3.1 3.3.2 引拔气缸参数计算.............................................................................. 8 附加导向杆机构设计.......................................................................... 9
(√)生产实际或社会实际 ( ( )基础研究 )毕业论文 (√)应用研究 (√)毕业设计
选题性质 题目完成形式 主要内容和要求
注塑机取件机械手的设计主要用于注塑机开模后的取件工作。 其技术参数为: (1)采用直角坐标机械手,x,y,z 三个方向的移动距离为160mm,1000mm,550mm; (2)单方向伸缩时间:1~4.5S; (3)伸缩终点无刚性冲击; 根据所给的设计参数,设计机械手。 一、确定机械手总体传动方案,查阅相关资料 二、对主要零件进行设计计算,选定各标准件 三、绘制机械手总装图 四、绘制部分自制零件的工程图 五、编写设计说明书 设计说明书的内容就包括传动方案的拟定及各自行设计零件的设计计算过程,必要 时应用图表说明. 说明:设计工作量应至少完成折合 A0号图纸三张和一份12000字以上的设计计算说 明书。
DESKPROTO7四轴教程
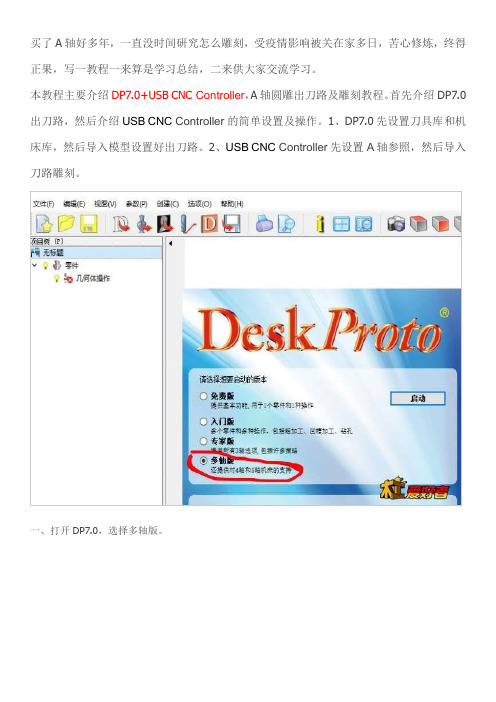
买了A轴好多年,一直没时间研究怎么雕刻,受疫情影响被关在家多日,苦心修炼,终得正果,写一教程一来算是学习总结,二来供大家交流学习。
本教程主要介绍DP7.0+USB CNC Controller,A轴圆雕出刀路及雕刻教程。
首先介绍DP7.0出刀路,然后介绍USB CNC Controller 的简单设置及操作。
1、DP7.0先设置刀具库和机床库,然后导入模型设置好出刀路。
2、USB CNC Controller先设置A轴参照,然后导入刀路雕刻。
一、打开DP7.0,选择多轴版。
二、选项——刀具库,选择一个类似的点复制,改名字调参数,设置好比如3002(30度0.2mm),2002(20度0.2mm)等刀具。
三、选项——机床库,选择Mach3/Mach4 based machine - mm(不要选了inch)——编辑(设置参数)——高级设置(设置好工作台距离,此处设置小了如果雕刻半径大于它会提示出错)四、选项——默认项目参数——Mach3/Mach4 based machine - mm。
五、文件——启动向导——选择高级几何体:旋转加工,点下一步。
六、选择浏览,找到雕刻机用的三维文件,就导入了。
但是大小和方向都不是我们要的,需要调整。
七、设置尺寸,调整想要的大小,XYZ方向看绿色的坐标系,我们调整成沿X轴旋转。
这里软件不好的地方就是输入参数不能实时显示,要按一下下一步,再返回才可以看到调整的样子。
八、1、几何体边界我这里材料差不多,就默认了。
2、支撑是实时显示的,点一下就可以看到了,我这里不要了。
3、零点位置选底部中间。
为什么不选在上面请看二十一条。
4、铣削深度就是入刀深度,有些是镂空的模型关系比较大。
就是绿色圈的边界,往里就不入刀了。
这个笔筒影响不大。
九、粗加工。
选好刀具,步距,下切深度等参数,设置好点下一步。
十、精加工。
选好刀具、步距,点下一步。
十一、发送到机床版面什么都不操作,直接点结束。
十二、项目树里面点粗加工,右键,操作参数——策略——围绕A轴——确定。
数控雕刻教案设计方案模板
一、教学目标1. 知识目标:(1)了解数控雕刻机的基本结构、工作原理及操作方法。
(2)掌握数控雕刻机编程的基本知识,学会使用G代码进行编程。
(3)熟悉数控雕刻机的维护与保养方法。
2. 技能目标:(1)能够熟练操作数控雕刻机,完成简单的雕刻任务。
(2)能够根据实际需求,编写G代码进行雕刻机编程。
(3)能够对数控雕刻机进行日常维护与保养。
3. 情感目标:(1)培养学生对数控雕刻技术的兴趣,提高学生的动手实践能力。
(2)培养学生的团队协作精神,提高学生的沟通能力。
(3)培养学生的创新意识,激发学生的创新潜能。
二、教学内容1. 数控雕刻机的基本结构及工作原理2. 数控雕刻机的操作方法3. 数控雕刻机编程基本知识4. G代码编写与调试5. 数控雕刻机的维护与保养三、教学过程1. 导入新课(1)展示数控雕刻机的应用实例,激发学生学习兴趣。
(2)简要介绍数控雕刻机的发展历程。
2. 讲授新课(1)讲解数控雕刻机的基本结构及工作原理。
(2)演示数控雕刻机的操作方法,让学生跟随操作。
(3)介绍数控雕刻机编程基本知识,讲解G代码的编写方法。
3. 实践操作(1)分组进行数控雕刻机编程练习,学生自主编写G代码。
(2)指导学生进行雕刻机编程调试,确保编程正确。
(3)让学生实际操作数控雕刻机,完成雕刻任务。
4. 总结与反思(1)引导学生总结本次课程所学内容,巩固知识点。
(2)分析学生在操作过程中遇到的问题,提出改进措施。
(3)布置课后作业,巩固所学知识。
四、教学评价1. 课堂表现:观察学生在课堂上的学习态度、参与度及合作精神。
2. 实践操作:评估学生在数控雕刻机操作和编程方面的掌握程度。
3. 课后作业:检查学生对所学知识的巩固与应用能力。
五、教学资源1. 数控雕刻机教学设备2. 数控雕刻机操作与编程教材3. G代码编写软件4. 网络资源,如教学视频、相关技术文档等六、教学进度安排1. 第一课时:数控雕刻机的基本结构及工作原理2. 第二课时:数控雕刻机的操作方法3. 第三课时:数控雕刻机编程基本知识4. 第四课时:G代码编写与调试5. 第五课时:数控雕刻机的维护与保养注:本教案设计方案可根据实际情况进行调整,以适应不同教学环境和需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Copyright ©2015-2019青岛政信通信息科技有限公司.
All rights reserved.
智能7轴雕刻机器人应用领域
假肢医疗工艺品加工
雕塑制作
高校教学实训汽车模型制作
等
专注数字化制造
操作简单,易上手高精度、高稳定性
全球顶级机器人制造商本体
该系统采用全球顶级机器人制造商德国库卡
(KUKA)、日本安川(YASKAWA)6轴工业机器
人本体,自动旋转第7轴工作台,可实现高精
度7轴联动加工。
1. 可实现360空间多角度加工,灵活方便。
2. 机器人自身防护等级高,适应多种工作环境。
3. 智能化系统,易学易用,方便掌握。
4. 机器人精度高,稳定性好,充分保证产品模型精度要求。
性能特点
1.高度智能化:软件可自动分析当前刀具加工效
果及剩余残料位置,在此基础上可自动计算出
后续清角精加工部分的最佳加工策略和加工路径。
2.运算能力强:通过极其优秀的底层算法,可充
也具有快速的解算能力。
3.易学易会:操作简单,无任何编程基础者也在短时
间内可轻松学会。
任意3轴、4轴、5轴编程路径NC文
机器人网络通讯,程序实时传输,
不限制文件大小。
软件著作权证书
自主研发专用软件系统,拥有独立知识产权
易学易用,使用方便
客户数字化造型作品
客户数字化制作工厂
创新科技赢得客户肯定
智能7轴雕刻机器人拥有众多院校及企业用户。