KR210机器人雕刻系统
kr210参数 -回复

kr210参数-回复KR210参数详解及应用引言:KR210是由德国工业机器人公司KUKA开发生产的一款工业机器人,广泛应用于各类生产工艺中,具有高度的自动化能力和灵活性。
本文将详细介绍KR210的参数,并探讨其在不同领域中的应用。
一、外形与结构参数:1. 机器人类型:KR210-R2700KR210-R2700是KR210系列中的一款机器人,其臂展为2700mm。
2. 机器人重量:1275kgKR210-R2700的整机重量为1275kg,相对较轻便。
3. 轴数:6KR210-R2700采用6个自由度的机械结构,可实现在多个维度上的自由运动。
二、运动参数:1. 动作范围:2711mmKR210-R2700的最大运动范围为2711mm,可覆盖较大的工作区域。
2. 重复定位精度:±0.05mmKR210-R2700具有较高的重复定位精度,可以准确地执行各种操作。
3. 最大负载能力:210kgKR210-R2700具备较强的负载能力,适用于各类重型工业应用。
4. 最大工作速度:400/sKR210-R2700具有较快的工作速度,可提高生产效率。
三、电气参数:1. 电源需求:3AC 400/480V(±10 ),50/60HzKR210-R2700的电源要求为三相交流电,电压范围在400/480V 之间。
2. 电机功率:4.8kWKR210-R2700所搭载的电机功率为4.8kW,提供强劲的动力支持。
3. 控制系统:KRC4KR210-R2700采用KRC4控制系统,具有先进的运动控制算法和人机交互界面。
四、技术特点:1. 多功能末端执行器KR210-R2700提供多种末端执行器接口,可灵活适配各类工件的抓取、夹持等操作需求。
2. 高精度定位功能KR210-R2700通过高精度的编码器和传感器,实现精确定位和重现功能,保证工业生产的准确性。
3. 灵活的运动轨迹规划KR210-R2700采用先进的运动规划算法,可根据不同工艺要求灵活生成适应性强的运动轨迹。
KR210机器人雕刻系统
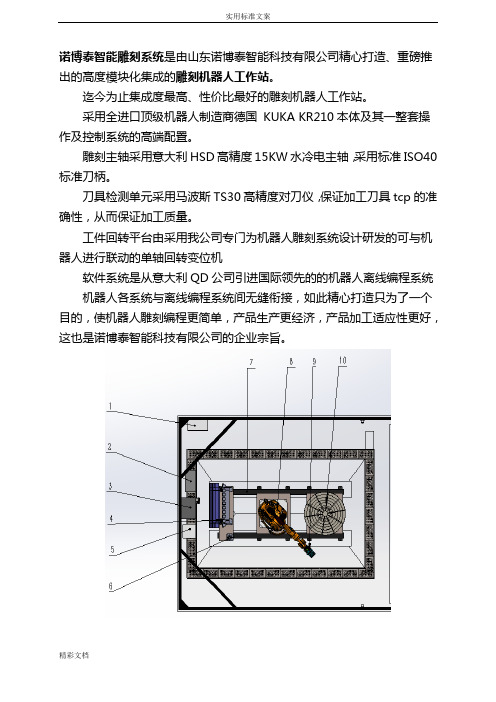
诺博泰智能雕刻系统是由山东诺博泰智能科技有限公司精心打造、重磅推出的高度模块化集成的雕刻机器人工作站。
迄今为止集成度最高、性价比最好的雕刻机器人工作站。
采用全进口顶级机器人制造商德国KUKA KR210本体及其一整套操作及控制系统的高端配置。
雕刻主轴采用意大利HSD高精度15KW水冷电主轴,采用标准ISO40标准刀柄。
刀具检测单元采用马波斯TS30高精度对刀仪,保证加工刀具tcp的准确性,从而保证加工质量。
工件回转平台由采用我公司专门为机器人雕刻系统设计研发的可与机器人进行联动的单轴回转变位机软件系统是从意大利QD公司引进国际领先的的机器人离线编程系统机器人各系统与离线编程系统间无缝衔接,如此精心打造只为了一个目的,使机器人雕刻编程更简单,产品生产更经济,产品加工适应性更好,这也是诺博泰智能科技有限公司的企业宗旨。
1:气动控制单元2:电器控制柜3:机器人控制柜4:气动刀架5:冷却单元6:刀具测量检测装置7:机器人底座8:KR210机器人本体9: 15KW 电主轴10:回转平台机器人雕刻系统效果图本产品适合于工业生产中各种批量工件的雕刻工作,适用于工件的切削、磨削、转孔等加工,木材、石材、铝合金及复合材料的产品造型等。
与回转变位机协调运动,集成USP端口,使用离线编程系统可执行复杂工件加工。
可随意更改配置100%完美兼容。
非常适合于机器人自动化集成企业对该产品的二次开发,功能无限扩展。
该机器人即使在恶劣的环境下也能正常工作,使用寿命可达15年,平均事故间隔时间长达7万小时。
一、德国库卡(KUKA)机器人系统标准6轴焊接机器人KR210 R2700库卡KR 210 R2700机器人是库卡新推出的轻负载机器人,其210公斤的负载能力尤其适用于完成雕刻工作。
无论是安装在地面上还是悬挂安装在天花板上,它均能以极高的连续轨径精确性,迅速且有效地完成工作,并同具有2700 毫米的工作范围。
此外,其模块化设计也使之成为了一种经济型的解决方案。
精伦IDR210通用二次开发文档
并完成读卡任务后调用。
参 数:无
返 回 值:
值
意义
1
正确
其它
错误
注意:如果不再使用已打开的端口,必须使用 CloseComm 函数关闭端口。
4.2. 读二代证相关函数
4.2.1. 卡认证接口
原 型:int Authenticate (void)
说 明:本函数用于发现身份证卡并选择卡。
参 数:无
பைடு நூலகம்
返 回 值:
4. 接口函数说明
4.1. 端口函数
4.1.1. 端口初始化函数
原 型:int InitComm (int iPort) 说 明:本函数用于打开串口或 USB 并检测读卡设备是否就绪。 参 数:iPort:设置串口、USB、USB-HID(免驱动)接口
串口 USB
例如:
1 – 16(十进制) 1: 1(COM1) 2:2(COM2)
参 数: pMsg [out] 无符号字符指针,指向读到的文本信息。需要在调用时 分配内存,字节数不小于 192。函数调用成功后,各字段的文本信息已经转 换为单字节形式,并表示为字符串格式。字段意义及偏移值如下所示:
项目
长度(字节)
说明
姓名
31
汉字
性别
3
汉字
民族
10
汉字
出生日期
9
CCYYMMDD
住址
项目
长度(字节)
说明
姓名
31
汉字
性别
3
汉字
民族
10
汉字
出生日期
9
CCYYMMDD
住址
71
汉字和数字
公民身份号码
19
飞机装配中自动制孔技术的应用与研究
飞机装配中自动制孔技术的应用与研究发布时间:2023-03-21T02:00:40.132Z 来源:《工程管理前沿》2023年1月1期作者:侯海龙[导读] 随着现代航空技术的发展与进步,用户对于飞机的安全性、舒适性、实用性等要求越来越高,如何高质量、高效率的准时性交付就成为了国内航空制造企业的核心竞争力。
与传统手工制孔工艺相比,自动制孔技术在飞机装配中的广泛应用已成必然趋势。
侯海龙(中航西安飞机工业集团股份有限公司,西安,710089)【摘要】随着现代航空技术的发展与进步,用户对于飞机的安全性、舒适性、实用性等要求越来越高,如何高质量、高效率的准时性交付就成为了国内航空制造企业的核心竞争力。
与传统手工制孔工艺相比,自动制孔技术在飞机装配中的广泛应用已成必然趋势。
为提高制孔工作效率和质量,本文重点介绍了半自动制孔和自动制孔技术众多高新科技与飞机制造行业的深度融合。
关键词:随着航空产品更新换代加速和对性能要求不断提升,飞机制造业对飞机装配技术提出了高质量、高效率、低成本的生产要求。
在航空产品的制造、装配过程中,机械连接是目前应用最广泛的连接方式[1]。
制孔质量的好坏则直接影响产品机械连接性能与服役寿命。
自动制孔技术是工艺机械化、自动化的需要,也是飞机自身性能提升的需要。
飞机自动钻铆技术是当今世界飞机自动化装配的先进技术之一,具有钻孔、铆接质量好,生产效率高,劳动条件好,操作者容易掌握等特点。
由于近年来机器人技术的迅猛发展,加之其投资降低、自动化程度高、工作性能稳定、可达性好等优势,在航空制造过程中正得到越来越多的应用。
以波音787、A340、A380、F-22、F-35等为代表的新型飞机,在其制造过程中大量采用机器人进行自动化装配及性能的检测与测试工作,从而极大地提高了飞机的生产效率和质量可靠性。
据国外统计资料表明,采用机器人对飞机部件进行钻孔加工,单台机器人每年可完成100万个紧固件的高质量制孔。
kr210参数 -回复

kr210参数-回复KR210参数是指德国克卢格机器人公司生产的KR210机器人的技术规格和特性。
这款机器人是一种工业机器人,具有广泛的应用领域,包括汽车制造、电子产品生产、仓储物流等。
本文将一步一步地回答关于KR210参数的问题。
首先,KR210机器人的尺寸参数是多少?KR210机器人的尺寸参数是:臂展为2700毫米,焦点距离为2900毫米,有效负载为210千克。
这些尺寸参数意味着KR210机器人具有较大的作业空间和较高的承载能力,适合处理重型任务。
其次,KR210机器人的动作自由度是多少?KR210机器人具有6个自由度,分别是沿X轴、Y轴和Z轴的平移自由度,以及沿Z轴、B轴和C轴的旋转自由度。
这种6自由度的设计使得机器人能够灵活地进行各种操作,包括定位、搬运和装配等。
第三,KR210机器人的工作速度和精度如何?KR210机器人的最大运动速度为2.8米/秒,最大加速度为15米/秒²。
这种高速度和加速度使得机器人能够进行高效的操作。
同时,KR210机器人的重复定位精度为±0.05毫米,绝对定位精度为±0.1毫米,这使得机器人能够精确地执行各种任务。
接下来,KR210机器人的控制系统是怎样的?KR210机器人采用的控制系统是克卢格的KRC4控制系统。
该控制系统具有用户友好的界面和强大的功能,可以进行任务编程、运动控制和故障诊断等操作。
此外,KRC4控制系统还支持与其他设备的集成,例如传感器和视觉系统,以实现更复杂的任务。
最后,KR210机器人的安全性能如何?KR210机器人具有多种安全性能。
首先,它配备了多个安全传感器,如触摸传感器和视觉传感器,以便及时检测到周围环境的变化,并通过控制系统采取相应措施。
其次,KR210机器人配备了紧急停止按钮,当发生紧急情况时,人员可以立即停止机器人的运动。
此外,KR210机器人还支持外部安全设备的集成,如光栅安全系统和可编程安全控制器,以进一步提高工作场景的安全性。
kr210参数

kr210参数KR210参数是指KUKA机器人系列中的一种参数设置,该系列机器人广泛应用于工业生产领域。
本文将详细介绍KR210机器人的参数及其重要性。
KR210机器人的参数包括机械参数、控制参数和工作参数等。
其中,机械参数指机器人的结构尺寸、关节负载能力和工作空间等基本信息。
这些参数的准确设置对于机器人的运行和工作效率具有至关重要的影响。
例如,准确设置机器人的工作空间参数可以确保机器人手臂在工作中不会超出规定范围,防止碰撞和意外损坏,提高工作安全性。
控制参数是指机器人的运动学控制参数和关节控制参数。
运动学控制参数用于控制机器人的运动学特性,包括速度、加速度和精度等。
这些参数的设置将直接影响机器人的运动速度和定位准确度,从而决定机器人在不同工作场景下的表现。
关节控制参数则用于调节机器人关节的运动范围和动态响应。
通过合理设置关节控制参数,可以实现机器人的平滑运动和动作协调,提高工作效率和生产质量。
此外,KR210机器人的工作参数也需要进行准确的设置。
工作参数包括夹持器参数、传感器参数和通信参数等。
夹持器参数用于确保机器人正确夹取和放置物体,并保持物体的稳定性。
传感器参数用于机器人与外部环境的交互,例如识别障碍物和测量距离等。
通信参数则是机器人与其他设备或系统之间进行数据传送和操作指令传递的重要设置。
综上所述,准确设置KR210机器人的参数对于机器人的安全性、运动控制和工作效率具有重要意义。
只有合理配置和调整这些参数,机器人才能够稳定、高效地完成各类任务,提升生产效益和品质。
因此,在使用KR210机器人时,操作人员应严格按照设备制造商提供的参数要求进行设置,并随时根据实际需求进行调整和优化。
机器人在上下料生产线中的应用分析
控制理论与应用今 日 自 动 化Control theory and ApplicationAutomation Today2020.9 今日自动化 | 892020年第9期2020 No.9[2] 郑发跃.工业网络和现场总线技术基础与案例[M].北京:电子工业出版社,2017.[3] 纳普.工业网络安全[M].北京:国防工业出版社,2014.[4] 许勇.工业通讯网络技术和应用[M].西安:西安电子科技大学出版社,2013.[5] 宋云艳.工业现场网络通讯技术应用[M].北京:机械工业出版社出版社,2017.随着我国信息化技术和自动化技术应用范围的增加,使得机器人具有更高的智能化操作方式,机器人在特殊行业具有重要的作用,尤其是在铝模板制造行业中的上下料生产线中,能够有效保证铝模板生产质量。
因此需要铝模板制造单位要重视机器人在上下料生产线中的应用分析,从而提高铝模板制造效率和质量。
1 工业机器人1.1 工业机器人的类别机器人在实际应用中,由于所应用领域不同,因此又能将工业机器人分为以下三种类型。
(1)工业机器人在生产过程中,主要应用臂部区域的机器人可以按照所活动的角度分为直角坐标型、并联机器人以及球坐标类型机器人三种。
(2)通过分析工业机器人所控制运动机构的能力,可以将其划分为点位型、连续型等机器人。
在实际应用中,这类机器人主要是应用到气割焊接、正常装卸运输和机械制造业上下料生产线中。
对比于第一类工业机器人,其能够严格执行程序员所制定的焊接、运输、上下料等程序,确保生产质量达到标准。
(3)在工业机器人工作过程中,其需要读取内部的程序,在读取程序中主要有两种方式,一种为示教输入型,另一种为程序输入型,在应用到上下料生产线中,要根据实际情况所应用,才能有效提高生产效率和质量。
1.2 工业机器人的组成结构一般情况下,工业机器人的组成结构主要由控制系统、主体以及驱动系统构成。
在其正常运行状态下,主要由控制系统所提供工作方式,其主要由执行结构和基座组成,执行结构是由大量的零部件构成的机械手臂或手腕等工作设备,在实际应用中,如果工业机器人需要进行特殊的操作,还需要在其基座添加运动功能,使其能够进行短距离的行走。
液晶显示玻璃基板双机器人搬运系统
Value Engineering0引言液晶显示面板的制造精度和制程尺寸成为社会关注的焦点,液晶显示玻璃基板作为液晶显示面板的最主要组成部分,有着巨大的发展前景[1]。
随着液晶玻璃基板的尺寸不断增大,通过搬运机器人实现高效安全的自动化作业的研究还在摸索当中,相关领域尚处于空白阶段,这严重阻碍了液晶面板行业的发展。
研制出动作高效,运行稳定的液晶玻璃基板搬运系统已成为该研究领域的当务之急[2]。
根据上述现状,为了实现企业快速、安全、有效的自动化生产,本文对企业液晶显示玻璃基板生产线进行了详细的应用型研究,并依此设计了一条以PLC为主要控制器,六轴多关节重载机器人与触摸屏为辅的自动化生产线。
主要对控制系统的硬件结构进行了详细选型与设计,以及完成了生产线的软件设计与界面设计。
经现场实践表明,该系统有效提升了液晶基板生产线的生产效率[3]。
1搬运系统整体方案设计1.1系统总体设计该控制系统以PLC作为主要控制器,使用计算机编写程序并传输到PLC中。
使用触摸屏进行参数设置后,当PLC收到各个传感器的输入信号,通过横切机控制刀头来对物料进行切割。
双机器人通过机器人控制柜进行控制,来实现掰板和上板操作。
使用触摸屏对控制系统的实时信息进行监视,方便操作人在系统运行过程中实时观察。
1.2系统工作流程该系统为双机器人协作搬运系统,主要由横切机、机器人、传送带三部分组成,系统总体设计如图1所示,系统的整体结构图如图2所示。
工作原理为:开始时,机器人收到PLC通过CC-LINK发送给机器人控制柜的信号;当掰板机器人到达指定位置,机械臂减速到接触玻璃基板;手臂吸附玻璃;横切机刀头切割,掰板机器人跟随下拉;机械臂完成掰板并继续下沉到指定位置;掰板机器人运送玻璃至交接位释放玻璃;掰板机器人回收手臂;上板机器人收到信号下行吸附玻璃;上板机器人运送玻璃到传送带指定位置,下行到指定位置真空吸盘释放玻璃;上板机器人回收手臂。
若玻璃传送无障碍,则完成一次掰板搬运。
kuka机器人KRC2系统操作与编程手册之欧阳体创编
一、名全1.1一机器心签俊的建立雷聂完全逹慈名全推刖。
拔而,刁:俗*的或 枚彥的去俊用此务侥将舍导致心员的伤亡或老毘的诊财产的擴 坏。
机签人•总£此你勰!一往用机器心養侥需殳典捋仔老対灣衣的危陰侖輕煖豺的衣谄。
机器心的撐仔老殳热解•掌炭机器人的博仔竝术。
竺产钱E &徇 彩榆到客全的谡施乞典功能,都应省立即改2。
一机器心务侥的祓讨連住兹與体机祓&业杉推以乞枸劣的推刖 的。
迪哎包第:辰,EN775,工业机器心的僉洲林淮。
1・2俚用•机谿心養俊县筠3哲C 的用逹而芻别谄皆的。
•机器心KR 125/2的应用包循: 一点烽 一勰迄 一装記一肢体,密知付以及丙妙装蛊的应團—机加X-MIG/MAG 焊谑 -YAG 煖丸一筠3典他©的钊用机器心签俊都烤斂毘视为対典役皆©的的一 种违背。
创作:欧阳体高不舍对此鴉仔所带来的擴窘方存佝奏&。
1.3&全标云迪个林显的瘙文县:&果不尹格連今或不連今芻仔履明、x 介北丘、规宝门的遵介顺存和禱辰此売的规宝,可能舍导致心冕伤亡事枚。
种允个杉显的瘙文经:辰呆“产格連今或彳連今翁杵後鲫、X 杵族孑、规宝的鴉仔顺唐如祐辰此塞的规宝,可能舍导致机器心签俊的擴f不。
匚茅=^3的潼必毘:应遂席瘙多个芻别的摆丘。
一潑来履,逹馮迫个摆孑烤磁逬紂的3仔房鳥完咸。
1.4-斂各全規定・芻仔久%或瘠不坊輕规宝俊用机器心養俊刁能舍导致:対心体或竺命遹咸咸於、対机器心養俊如虫他的财的谨咸.威胁、对机器人養侥和酒杵老的3杵敘率逼戌戚胁。
•与机器心瓷侥撐杵枸労的$ —@心员都0须勸爱如理超迫峻錚杵北鬲,游别昱“客全”迪一立爲对喏中林乞爲层的内宕存佃闿旗;・宕长、亜滋、询整、翁仔、往用、侮养如倜整乂兄轩血慈本住用謨明君中的规宝逬矽,并虹口能由登过檐诃的心员逬紂实施O•右机器心务俊赠杵僅用如机器人务侥£逬矽所侖典他的1仔时,或老衣它们的盍谑鉅⑥内,豐黄存拓⑥0须由營迄老明謐规宝并連今,以免右名全方而出呢职权第国不濤的伟况。
kuka机器人KRC2系统操作与编程手册

一、安全错误!未定义书签。
责任错误!未定义书签。
选用错误!未定义书签。
安全标示错误!未定义书签。
一般安全规定错误!未定义书签。
关于营运者和操作者的特别安全措施错误!未定义书签。
六轴机器人的死点错误!未定义书签。
机器人系统的安全要素:工作空间的限制错误!未定义书签。
机器人系统的安全要素:温度监控错误!未定义书签。
机器人系统的安全要素:试运行模式错误!未定义书签。
机器人的安全要素:使能按键错误!未定义书签。
机器人轴的松开装置错误!未定义书签。
规划和结构:安全和工作空间错误!未定义书签。
安装与操作错误!未定义书签。
安装与操作:安装的安全错误!未定义书签。
安全标记错误!未定义书签。
KUKA 培训的安全指导错误!未定义书签。
受静电威胁的组件的处理错误!未定义书签。
二、用户控制& 导航错误!未定义书签。
系统概述错误!未定义书签。
KR C2 的技术数据错误!未定义书签。
KR C2 的PC 主机箱错误!未定义书签。
PC- KR C2 PC 接口错误!未定义书签。
机器人上的序列号错误!未定义书签。
控制柜上的序列号错误!未定义书签。
软件错误!未定义书签。
用户组错误!未定义书签。
基本术语错误!未定义书签。
KUKA 机器人系统的构成错误!未定义书签。
KUKA 示教器(KCP)错误!未定义书签。
机器人类型命名错误!未定义书签。
KUKA 机器人的机械结构错误!未定义书签。
KUKA 机器人轴的命名错误!未定义书签。
KUKA 机器人的工作范围(侧视图)错误!未定义书签。
KUKA 机器人的工作范围(俯视图)错误!未定义书签。
KUKA 机器人的载荷分配错误!未定义书签。
KUKA 机器人上的负载(标准系列)错误!未定义书签。
KR 125/2 的有效载荷表错误!未定义书签。
示教器错误!未定义书签。
KUKA 示教器(KCP)错误!未定义书签。
模式选择开关错误!未定义书签。
模式列表错误!未定义书签。
示教器窗口操作错误!未定义书签。
库卡机器人型号概览
+158°/-15° +170°/-110° +154°/-130° +154°/-130° +154°/-130° +154°/-130° +154°/-120° +154°/-120° +154°/-130° +154°/-130° +154°/-130°
±350° ±130° ±350° 154°/s
–
地面 架装式
–
地面 屋顶
F
地面 架装式
F
±155°
±155°
±185°
±185°
±185°
±185°
±185°
±185°
±144°
±114°
±114°
+65°/-180° +65°/-180° +35°/-155° +35°/-155° +35°/-155° +35°/-155° +35°/-155° +35°/-155° +80°/-110° +80°/-110° +80°/-110°
个性化
借助我们的模块化设计,我们精心为您定制您所 需要的解决方案。无论是安装在天花板上、墙上 还是地板上,无论是全面的、以 WindowsTM 为基础且适用于网络的、灵活性能的控制系统方 案还是特殊结构型如堆垛机器人、铸造机器人、
台架安装机器人或净室机器人,我们都能 为您提供最佳的解决方案。与库卡合作, 您将有一位实力雄厚的合作伙伴,随时随 处为您分忧解难。
技术支持 库卡技术支持随时随地与您的产 品同在 - 向您提供根据流程而优 化的技术服务,除了保养维护、 排除故障之外,还包括按需要进 行升级和改装服务。
˾ ˾ ˾ KUKA 型号概览 ˾ ˾ ˾
机器人滚边技术及应用研究
机器人滚边技术及应用研究王健强;张婧慧【摘要】文章介绍了机器人柔性滚边系统规划方案的实现,分析滚边工艺及主要滚边设备,着重研究实际应用中出现的滚边质量缺陷,并运用上述技术和理论提出可行性解决措施,结果证明该方案具有明显的实际应用价值.【期刊名称】《现代制造技术与装备》【年(卷),期】2010(000)003【总页数】3页(P3-5)【关键词】机器人;滚边;缺陷分析【作者】王健强;张婧慧【作者单位】合肥工业大学机械与汽车工程学院,合肥,230009;合肥工业大学机械与汽车工程学院,合肥,230009【正文语种】中文1 引言机器人滚边是一种连接汽车外板和内板的加工方法,具有成型美观、柔性化制造、生产率高、设备一次性投入小及维护成本低、作业面积小等显著特点,在国内外各大轿车制造厂中已逐步得到运用,尤其是在欧美国家。
随着汽车市场竞争的愈演愈烈,车型更新日新月异,以低成本、高速度、高质量的更新车型是当今汽车发展的趋势,机器人滚压包边技术正是适应这种潮流,是今后白车身四门两盖及翼子板成形技术的发展方向。
机器人滚边与传统的门盖包边方式——压机包边和专机包边相比,优缺点如表1所示:表1 各种包边形式优缺点比较包边形式柔性化程度质量稳定性维护成本噪声占地面积机器人滚边机器人适应多种车型,柔性高设备简单,机器人系统稳定机器人系统正常操作,维护简单,维护成本低较小以机器人为中心,胎模和夹具在四周分布,作业面积较小。
压机包边专用的折边模具和压机,柔性差设备机构复杂,压机稳定性弱专用液压机,复杂、不稳定,需要定期维护,成本高较大专用的模具配置专用的液压机,作业面积大专机包边定制专机设备,柔性差设备相对简单,稳定性弱维护相对较小较大夹具和折边机共体,操作面积小本研究对象针对的是国内某汽车厂家对四门两盖进行滚边的柔性自动化岛,本文主要涉及其中针对发仓和后门包边的单个机器人工作站,通过此应用实例来阐述、分析和解决问题。
2 机器人滚边工艺门盖线是白车身焊装线中相对独立的单元,门盖线主要由内外板的分总成焊合、内外板包边、涂胶、打标、补焊等组成。
汽车零部件点焊机器人工作站设计与应用
汽车零部件点焊机器人工作站设计与应用以汽车零部件左、右前轮罩总成及后地板左、右纵梁总成自动化焊接生产为例,详细介绍点焊机器人工作站的设计思路,包括点焊机器人工作站的技术要求、组成与特点以及电气控制系统等,重点分析点焊机器人工作站安全系统、焊接夹具系统及水气系统的工作原理,最后简要介绍点焊机器人工作站使用情况。
实践证明,所设计的4个点焊机器人工作站操作方便、焊接质量好、生产效率高,完全能够满足左、右前轮罩总成及后地板左、右纵梁总成自动化焊接要求。
该点焊机器人工作站设计理念对机器人工作站及自动化生产线的设计及应用具有一定参考和借鉴作用。
标签:点焊机器人工作站;设计;自动化焊接;汽车零部件1项目概述某企业是汽车零部件配套生产单位,为提高效率、保证质量,需设计制造左、右前轮罩总成及后地板左、右纵梁总成4个点焊机器人工作站,其生产纲领为月产量6000套/月。
左、右前轮罩如图1所示,总成焊接要求为:左前轮罩焊点65个、焊接速度3s/点、生产节拍195s,右前轮罩焊点55个、焊接速度3s/点、生产节拍165s;后地板左、右纵梁总成如图2所示,总成焊接要求为:左纵梁焊点60个、焊接速度3s/点、生产节拍190s,右纵梁焊点44个、焊接速度3s/点、生产节拍132s。
为此,经分析与研究成功设计了4个点焊机器人工作站并投入使用,满足了左、右前轮罩及后地板左、右纵梁自动化焊接要求。
2点焊机器人工作站设计思路2.1点焊机器人工作站技术要求为满足左、右前轮罩总成及后地板左、右纵梁总成点焊生产要求,点焊机器人工作站必须满足以下技术要求:(1)单机双工位、人工装夹、轮流焊接,点焊夹具设有快换通用标准接口,电、气等接口采用快插式,可方便快速更换夹具。
(2)机器人根据程序设定和接收到的装配信号,能自动切换点焊程序以及点焊参数。
(3)整个系统单元由机器人控制系统和PLC统一集中控制,包括机器人的6轴运动,焊接电源/参数、电极修磨器动作、安全门锁、工件安装完成信号、焊接工位切换等逻辑关系。
kuka机器人KRC2系统操作与编程手册

一、安全 (6)1.1 责任 (6)1.2选用 (6)1.3 安全标示 (6)1.4 一般安全规定 (7)1.5关于营运者和操作者的特别安全措施 (7)1.6 六轴机器人的死点 (8)1.7 机器人系统的安全要素:工作空间的限制 (8)1.8 机器人系统的安全要素:温度监控 (9)1.9 机器人系统的安全要素:试运行模式 (9)1.10 机器人的安全要素:使能按键 (9)1.11 机器人轴的松开装置 (10)1.12规划和结构:安全和工作空间 (10)1.13安装与操作 (10)1.14安装与操作:安装的安全 (11)1.15安全标记 (11)1.16 KUKA 培训的安全指导 (12)1.17 受静电威胁的组件的处理 (13)二、用户控制& 导航 (14)2.1 系统概述 (14)2.1.1 KR C2 的技术数据 (14)2.1.2 KR C2 的PC 主机箱 (14)2.1.3 PC- KR C2 PC 接口 (14)2.1.4 机器人上的序列号 (15)2.1.5 控制柜上的序列号 (15)2.1.6 软件 (15)2.1.7 用户组 (16)2.2 基本术语 (16)2.2.1 KUKA 机器人系统的构成 (16)2.2.2 KUKA 示教器(KCP) (16)2.2.3 机器人类型命名 (17)2.2.4 KUKA 机器人的机械结构 (17)2.2.5 KUKA 机器人轴的命名 (18)2.2.6 KUKA 机器人的工作范围(侧视图) (18)2.2.7 KUKA 机器人的工作范围(俯视图) (18)2.2.8 KUKA 机器人的载荷分配 (19)2.2.9 KUKA 机器人上的负载(标准系列) (19)2.2.10 KR 125/2 的有效载荷表 (19)2.3 示教器 (20)2.3.1 KUKA 示教器(KCP) (20)2.3.2 模式选择开关 (20)2.3.3 模式列表 (20)2.3.4 示教器窗口操作 (21)2.3.5 窗口显示 (21)2.3.6窗口选择键 (21)2.3.7软按键 (22)2.3.8 状态窗口 (22)2.3.9消息窗口 (22)2.3.10消息类型 (22)2.3.11 示教器运行程序 (23)2.3.12 数字小键盘 (23)2.3.13 ASCII 字母键盘 (24)2.3.14 光标/回车 (24)2.3.15 菜单键 (25)2.3.16 状态键 (25)2.3.17 状态栏 (25)2.3.18 状态栏 (26)2.4用户模式导航 (26)2.4.1 导航 (26)2.4.2 导航中的图表 (26)2.4.3 用键盘导航 (27)2.4.4 新建程序 (27)2.4.5 编程状态 (27)2.4.6 存档 (27)2.4.7 存档 所有 (28)2.4.8 存档单个程序 (28)2.4.9 恢复所有 (28)2.4.10 恢复单个程序 (29)2.5专家模式导航 (29)2.5.1 导航(专家) (29)2.5.2导航中的附加图标(专家) (29)2.5.3 创建一个新模块(专家) (30)2.5.4 错误显示 (30)2.5.5 错误列表 (30)三、校零 (31)3.1为什么要校零 (31)3.2 校零装置 (31)3.3 量具筒横截面 (31)3.4 控制运行过程示意 (32)3.5 重新校零的原因 (32)3.6 用EMT 进行轴的校正 (32)3.7 为EMT校正做准备 (33)四、坐标系 (34)4.1轴的精确移动 (34)4.1.1 手动使轴精确运动 (34)4.1.2 用空间鼠标使轴精确运动 (34)4.2 全局坐标系 (34)4.2.1 全局坐标系 (34)4.2.2 直角坐标系中旋转角的分配 (34)4.2.3 右手法则(坐标系方向) (35)4.2.4 右手法则(坐标系方向) (35)4.2.5 用空间鼠标控制的笛卡儿(直角)坐标系中的运动 (35)4.3 工具坐标系 (35)4.4 基坐标系 (35)五、TCP(工具中心点)标定 (36)5.1 TCP 标定 (36)5.2 TCP 标定的一般程序 (36)5.3 TCP(工具中心点)标定方法 (36)5.3.1 TCP 定标法 (36)5.3.2 方位定标法 (37)5.3.4 激活工具 (37)5.3.5 X Y Z – 4 点法 (37)六、基坐标系的标定 (38)6.1 工件标定 (38)6.2工件标定的目的 (38)6.3 3点法 (39)6.4 间接计算基坐标系 (39)6.5 激活基坐标系 (39)七、移动规划 (40)7.1 点到点(PTP)移动 (40)7.1.1 PTP (点到点)移动最快 (40)7.1.2 同步点到点 (40)7.1.3 规划一个PTP(点到点)移动 (41)7.1.4规划一个PTP(点到点)移动 (41)7.1.5规划一个PTP(点到点)移动 (41)7.2 直线LIN 移动 (41)7.2.1线移动不需逼近定位 (41)7.2.2速度变化图 (42)7.2.3 规划一个直线移动 (42)7.2.4 直线移动的编程 (42)7.2.5 规划一个直线移动 (42)7.3 圆形(CIRC)移动 (43)7.4 轨迹逼近 (44)7.4.1移动中的轨迹逼近 (44)7.4.2 通过轨迹逼近缩短周期时间 (44)7.4.3 有轨迹逼近的点到点移动 (44)7.4.4 有轨迹逼近的直线移动 (44)7.4.5 有轨迹逼近的圆形移动 (45)八、逻辑编程 (47)8.1逻辑编程 (47)8.2有用的逻辑命令 (47)8.3和时间相关的等待功能 (47)8.4与信号相关的等待功能 (48)8.5 开关功能 (48)8.6 简单脉冲功能 (50)8.7 基于路径的开关功能 (50)8.8 基于路径的脉冲功能 (51)九、自动模式 (52)9.1配置接口界面 (52)9.2自动外部输入 (52)9.3 初始条件 (52)9.4 主程序编程: CELL.SRC (53)9.5 展开CELL.SRC (54)十、机器人保养 (55)10.1机器人本体保养 (55)一、安全1.1 责任–机器人系统的建立需要完全遵照安全准则。
1、工业机器人的手爪有哪些分类吗?

1、工业机器人的手爪有哪些分类吗?一般工业机器人手爪,多为双指手爪。
按手指的运动方式,可分为回转型和移动型;按夹持方式来分,有外夹式和内撑式两种。
2、什么是机器人二维视觉系统?采用该系统是否能进行多产品混合生产?机器人二维视觉系统:该视觉系统由一个安装于手爪上的2D摄像头完成视觉数据采集。
该视觉系统作为待加工工件准确抓取的定位方式,省去通常为满足机器人的准确抓取而必须采用的机械预定位夹具,具有很高的柔性,使得在数控机床上可以非常容易地实现多产品混合生产。
3、自动上下料机器人可以提高工效吗?数控机床自动上下料机器人是机械加工辅助手段。
通过减少生产辅助时间和缩短对刀时间来提高数控机床的生产效率来为工厂生产出更多的利润。
机床的工作时间主要包括切削时间和辅助时间。
数控机床自动上下料机器人可以减少工件的装卸时间,快速上料和切削时间有关,同时对刀时间可以缩短,实现缩短整个切削时间,从而提高工效。
4、请问焊接自动化的工业机器人有哪些要求?焊接用机器人基本上都采用关节机器人,绝大部分有6个轴。
其中,1、2、3轴可将焊枪或切割设备送到不同的空间位置,而4、5、6轴解决工具姿态的不同要求。
例如日本安川适用于焊接的工业机器人主要有MA、VA、ES、MS、VS等系列产品。
5、介绍一下机器人对无定位工件的搬运?就是利用高清晰摄像头实现对无定位工件的准确位置判断,在机器人收到信号后,机器人装上为工件定制的专用手爪去可靠的抓取工件,在与机床进行通讯得到上料请求后,最终完成机床的上下料。
6、焊接机器人工作站是怎样组成?焊接机器人主要包括机器人和焊接设备两部分。
机器人由机器人本体和控制柜(硬件及软件)组成。
而焊接装备,以弧焊及点焊为例,则由焊接电源,(包括其控制系统)、送丝机(弧焊)、焊枪(钳)等部分组成。
对于智能机器人还应有传感系统,如激光或摄像传感器及其控制装置等。
安川的焊接机器人工作站一般主要有工业机器人、焊接电源、辅助变位机、工装夹具、电气控制设备、安全防护栏等6个部分组成。
浅谈顶盖激光焊接技术

浅谈顶盖激光焊接技术张欣【摘要】随着激光焊接技术的不断发展和成熟,其越来越受汽车生产厂家的欢迎,如顶盖激光钎焊技术在汽车焊装生产线上的应用,大大提高了工作效率,降低了生产成本,实现了完美的车身焊接外观质量。
本文介绍了众泰汽车激光焊接技术开发的技术要点。
【期刊名称】《汽车制造业》【年(卷),期】2017(000)021【总页数】5页(P57-61)【关键词】激光焊接技术顶盖汽车生产厂家焊装生产线钎焊技术工作效率生产成本外观质量【作者】张欣【作者单位】众泰汽车工程研究院【正文语种】中文【中图分类】U463.212随着激光焊接技术的不断发展和成熟,其越来越受汽车生产厂家的欢迎,如顶盖激光钎焊技术在汽车焊装生产线上的应用,大大提高了工作效率,降低了生产成本,实现了完美的车身焊接外观质量。
本文介绍了众泰汽车激光焊接技术开发的技术要点。
激光焊接的优点:焊接速度快(5~6 m/min);焊缝质量好;焊缝是线连接;连接强度高(激光焊缝强度是常规电阻点焊的1.5倍)且具有较高的密封性;焊接边短,减重效果好;美观。
点焊的优点:焊接设备成本低;易于操作;钣金的型面面轮廓度及边线的线轮廓度要求相对不高。
激光焊接的缺点:设备投资成本较高;对钣金产品精度要求高;因夹具和钣金件的精度问题可能导致废品率较点焊高。
点焊的缺点:焊接质量较激光焊差,热变形大,顶盖与侧围结构单一。
材料要求:使用的金属材料种类很重要,这关系到可焊性、成形性及生产能力,焊接材料应该含有高吸收光能特性。
使用材料:普通冷轧钢板;低于0.02%含碳量的热轧钢板;热镀锌钢板;电镀锌钢板。
尺寸要求:焊接材料的料厚差最大为1.2 mm。
如有条件,工厂工件在焊接之前需要一定的清洗处理,可以保证激光焊接的质量,且减少废气排放。
顶盖采用翻边结构与侧围零间隙贴合,采用激光源来熔化焊丝填充焊缝;焊接质量美观,无需顶饰条再进行装饰。
设计时,需重点考虑天窗加强板与顶盖的连接方式,以及主拼时天窗加强板与侧围、顶横梁的连接方式;对顶盖工艺要求相对简单,只对产品精度以及车身焊接装配精度要求高;顶盖搭接边整体弧度翻边角度和均匀度要控制为0.3 mm。
KR210机器人雕刻系统

诺博泰智能雕刻系统是由山东诺博泰智能科技有限公司精心打造、重磅推出的高度模块化集成的雕刻机器人工作站。
迄今为止集成度最高、性价比最好的雕刻机器人工作站。
采用全进口顶级机器人制造商德国 KUKA KR210本体及其一整套操作及控制系统的高端配置。
雕刻主轴采用意大利HSD高精度15KW水冷电主轴,采用标准ISO40标准刀柄。
刀具检测单元采用马波斯TS30高精度对刀仪,保证加工刀具tcp的准确性,从而保证加工质量。
工件回转平台由采用我公司专门为机器人雕刻系统设计研发的可与机器人进行联动的单轴回转变位机软件系统是从意大利QD公司引进国际领先的的机器人离线编程系统机器人各系统与离线编程系统间无缝衔接,如此精心打造只为了一个目的,使机器人雕刻编程更简单,产品生产更经济,产品加工适应性更好,这也是诺博泰智能科技有限公司的企业宗旨。
1:气动控制单元 2:电器控制柜 3:机器人控制柜 4:气动刀架 5:冷却单元 6:刀具测量检测装置7:机器人底座8:KR210机器人本体9: 15KW电主轴10:回转平台机器人雕刻系统效果图本产品适合于工业生产中各种批量工件的雕刻工作,适用于工件的切削、磨削、转孔等加工,木材、石材、铝合金及复合材料的产品造型等。
与回转变位机协调运动,集成USP 端口,使用离线编程系统可执行复杂工件加工。
可随意更改配置100%完美兼容。
非常适合于机器人自动化集成企业对该产品的二次开发,功能无限扩展。
该机器人即使在恶劣的环境下也能正常工作,使用寿命可达15年,平均事故间隔时间长达7万小时。
一、德国库卡(KUKA )机器人系统标准6轴焊接机器人KR210 R2700库卡KR 210 R2700机器人是库卡新推出的轻负载机器人,其 210公斤的负载能力尤其适用于完成雕刻工作。
无论是安装在地面上还是悬挂安装在天花板上,它均能以极高的连续轨径精确性,迅速且有效地完成工作,并同具有2700 毫米的工作范围。
此外,其模块化设计也使之成为了一种经济型的解决方案。
铸件打磨工作站
铸件打磨工作站-1-1、整体结构KR210机器人铝件高速磨削主轴操作台机器人控制柜铝件高速铣削主轴铸件低速磨削主轴图1 机器人铸件打磨工作站组成图机器人打磨工作站由库卡KR210机器人、机器人控制柜、操作台和磨削主轴组成。
其中磨削主轴分为铸铁件磨削主轴和铸铝件磨削主轴,磨削主轴分为高速磨削主轴和低速磨削主轴。
根据零件的材料来选择不同的磨削主轴。
机器人打磨工作站2、产品应用机器人打磨工作站主要应用于铸铁件的打磨、抛光和去毛刺。
铸-1--2-铝件的倒角、去毛刺和打磨。
机器人铸铁打磨工作站在工厂生产中有大量的应用,能够打磨汽车缸体盖、飞轮盖、离合器壳体和链条盖等零件。
如图2所示:图2 机器人铸铁件工作站打磨零件机器人铸铝打磨工作站在生产中能够打磨摩托车轮毂铸铝件、钢板倒角去毛刺等。
如图3所示:图3 机器人铸铝件工作站打磨零件3、详细参数机器人打磨工作站可以根据零件的特征进行设计打磨方案,根据方案对机器人进行编程。
下面介绍铸铁件打磨工作站的方案,其打磨方案示意图如图4所示:-3-图4 铸铁件打磨工作站方案组成图机器人打磨工作站详细配置如表1所示,方案中的配置可以根据方案的设计对相应的零部件进行调整。
表1 机器人打磨工作站详细配置产品型号 GZZ-ZT-210 GZZ-ZL-210 应用范围 铸铁毛刺打磨 铝件毛刺打磨 机器人 KR210-2 KR210-2 机器人底座 DZ210 DZ210 铸铁低速主轴 ZT8-03 GL-8K 铸铁高速主轴 ZT18-50/24GH-28K 铝件倒角主轴--ZL18-D铝件铣削主轴-- ZL18-X交换工作台JH-200 JH-200气动夹持装置QJ-100 QJ-100 操作台CJT-00 CJT-01控制软件标配标配砂轮SLD50/SLD24 --切割片SLD300/SLP300 --铣刀X-12倒角刀XZC-06机器人打磨工作站的打磨精度主要靠磨削主轴控制,因此磨削主轴是打磨工作站中重要的部件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
诺博泰智能雕刻系统是由山东诺博泰智能科技有限公司精心打造、重磅推出的高度模块化集成的雕刻机器人工作站。
迄今为止集成度最高、性价比最好的雕刻机器人工作站。
采用全进口顶级机器人制造商德国KUKA KR210本体及其一整套操作及控制系统的高端配置。
雕刻主轴采用意大利HSD高精度15KW水冷电主轴,采用标准ISO40
标准刀柄。
刀具检测单元采用马波斯TS30高精度对刀仪,保证加工刀具tcp的准确性,从而保证加工质量。
工件回转平台由采用我公司专门为机器人雕刻系统设计研发的可与机器人进行联动的单轴回转变位机
软件系统是从意大利QD公司引进国际领先的的机器人离线编程系统机器人各系统与离线编程系统间无缝衔接,如此精心打造只为了一个目的,使机器人雕刻编程更简单,产品生产更经济,产品加工适应性更好,这也是诺博泰智能科技有限公司的企业宗旨。
1:气动控制单元2:电器控制柜3:机器人控制柜4:气动刀架5:冷却单元6:刀具测量检测装置7:机器人底座8:KR210机器人本体9: 15KW电主轴10:回转平台
机器人雕刻系统效果图
本产品适合于工业生产中各种批量工件的雕刻工作,适用于工件的切削、磨削、转孔等加工,木材、石材、铝合金及复合材料的产品造型等。
与回转变位机协调运动,集成USP端口,使用离线编程系统可执行复杂工件加工。
可随意更改配置100%完美兼容。
非常适合于机器人自动化集成企业对该产品的二次开发,功能无限扩展。
该机器人即使在恶劣的环境下也能正常工作,使用寿命可达15年,平均事故间隔时间长达7万小时。
一、德国库卡(KUKA)机器人系统
标准6轴焊接机器人KR210 R2700
库卡KR 210 R2700机器人是库卡新推出的轻负载机器人,其210公斤的负载能力尤其适用于完成雕刻工作。
无论是安装在地面上还是悬挂安装在天花板上,它均能以极高的连续轨径精确性,迅速且有效地完成工作,并同具有2700 毫米的工作范围。
此外,其模块化设计也使之成为了一种经济型的解决方案。
负载(指第6轴最前端P点负载)210公斤
臂的附加负载50公斤
总负载260公斤
机器人重量1068公斤
运动轴数6
最大作用范围2696mm
重复精度〈+/-0.06mm
法兰盘(第6轴上)DIN ISO 9409-1-A50
控制系统KRC4
安装位置地面
每个轴的运动参数运动范围运动速度轴1 +/-185°123°/s
开放的KRC4控制系统
更高效、更安全、更灵活,最重要的是更智能化。
KR C4 的革新理念为自动化的明天打下了坚实的基础。
降低了自动化方面的集成、保养和维护成本。
并且同时持久地提高系统的效率和灵活性。
所以库卡开发了一个全新的、结构清晰且注重使用开放高效数据标准的系统架构。
这个系统架构中集成的所有安全控制(Safety Control)、机器人控制(Robot Control)、运动控制(Motion Control)、逻辑控制(Logic Control)及工艺过程控制(Process Control)均拥有相同的数据基础和基础设施并可以对其进行智能化使用和分享。
使系统具有最高性能、可升级性和灵活性。
计划、操作和维护更简单
继续采用历经验证的基于计算机的控制技术
通过继续采用已有标准实现快速和简捷的操作
扩展的指令集便于更具用户友好性的轨迹编程
与现有的KR C2 程序高度兼容
安全控制、机器人控制、逻辑控制、运动控制和工艺流程控制集成于一套控制系统中
专用控制模块之间能进行实时通信
通过中央基础服务系统实现了最大化的数据一致性
无缝集成的针对全新应用领域的安全技术
集成软件防火墙,网络更加安全
创新的软件功能,能源效率得以最优化
适合未来发展、无专用硬件的技术平台
多核处理器支持,性能更具可升级性
利用千兆以太网的快速通信
一体化集成存储卡,储存重要系统数据
专为400-480VAC 设计
优化能源效率的全新风扇设计
冷却装置无需保养且不带滤毡
在最小的空间内实现最大化的性能
最大化的可用性
KUKA smartPAD控制器
触摸屏、图形辅助、灵活互动。
机器人的功能越强大,直观感知式机器人操作界面就越重要。
新型KUKA smartPAD 在超大高清无反射触摸屏上以最佳的效果显示出如何直观地操控机器人。
智能交互式对话窗口向用户清晰地展示各项流程。
在任何时刻都会为用户提供其在那一时刻正好需要的操作元件。
其目的是将用户的注意力吸引到最重要的因素上,以便其能够直观、简单、快速并有效地工作。
真正实现全面智能。
触控板拥有上下文敏感的浮动窗口,使得操作更直观
通过单独的运行键直接控制八根轴/附加轴,无需来回切换
使用6D 鼠标进行高效编程,并且触控板上带有基于人机工程学设计的键盘
坚定不移地继续发展了库卡久经考验的操作和编程方案
无培训成本
可直接在smartPAD 上储存和读取配置
热插拔功能。
如果不需要使用smartPAD,可以直接拔掉
工作期间,高清、超大、防反射的显示屏可以保护眼睛
二、雕刻动力头系统
雕刻主轴HSD ES793
•转速:0-12000rpm
•刀柄型号:iso40
•冷却方式:水冷
•输出扭矩:32nm
•结构特点
1.电主轴按不同转速用途可采用高速油脂及油雾润滑两种方式。
2.电主轴高速旋转引起的温升,采用水冷却循环系统进行消除。
3.具有高精度、高钢度、高效率、输出功率大、噪音低等优点,转速
12000转/分变频调速
4.采用通用ISO40标准刀柄可满足客户对不同加工刀具的准换使用。
三、回转平台
该回转平台为单轴变位机,主要由变位机架、伺服驱动电机、精密减速机、翻转盘、可升降滚轮架、工装夹具和控制系统等组成。
其中所有焊接结构件由钢板和型材组焊而成,所有焊缝按等强度焊缝要求进行焊接,焊后均进行退火处理,去除焊接内应力和有效防止加工的变形。
雕刻机器人配套组成7轴联动自动化雕刻系统,可大幅度提高工件雕刻的尺寸范围,提高劳动生产率。
四、机器人离线编程系统
QD CNC机器人离线编程系统为我公司从意大利引进的机器人离线编程软件。
该软件解决了机器人编程时繁重的示教工作。
通过QD系统使铣刀,钻头,打磨头等构件被当做标准产品与机器人系统完美结合。
是目前世界上运用最成熟,流程最简单的机器人三维离线编程系统软件。
产品优势:
QD CNC系统以极大的柔性和适应能力而著称。
因而其应用范围非常广,为客户个性化配置的系统提供最高的性能,过QD CNC系统可以提供可替代加工机床的非常快捷的完整机器人系统。
●加工空间大:该系统可根据客户需要增加线性导轨以及回转平台以扩大机器人工作范围
●功能更多:kuka机器人是一种多功能工具,能够进行铣、磨、钻、切、
锯等功能此外系统还能随时根据生产变化便捷快速的进行调整
●选配更多:标配的机器人进行6轴加工。
通过回转工作台或者性导轨可以
再加工工艺中配置附加轴
●精度更高:最佳的加工精度可确保持久精度和最高质量
●速度更快:与机械加工和手动加工相比,QD CNC极大的提高了加工速度
●质量更好:机器人、工具和软件的最佳配合,保证质量稳定QDCNC软件构成:
●三维建模 Rhinoceros (CAD)
●刀具选择及加工路径规划 SUM 3D (CAM)
●人机界面及流程管理 QD CNC
●后处理及机器人模拟仿真 ROBOmove。