T12-12.2-02
1-溴-2-萘甲醛相对分子质量

1-溴-2-萘甲醛相对分子质量下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!1溴2萘甲醛的相对分子质量计算1. 化合物的分子式。
部分材料特性表
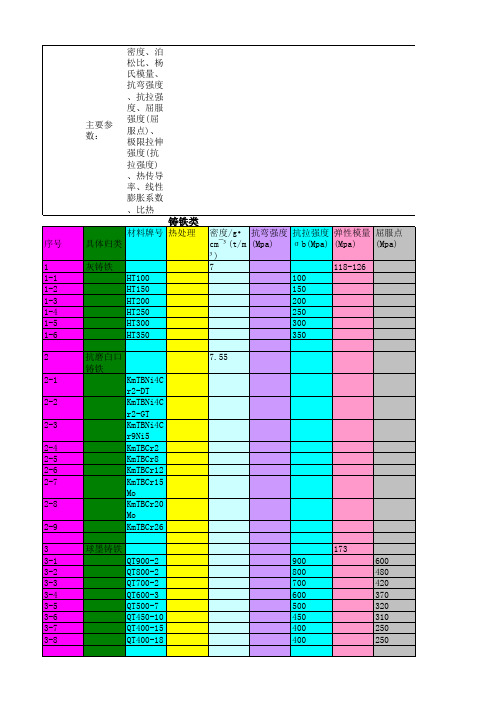
835 635 685 540 785 835 885 635 885 785 930 490 490 610 685 735 785
45Cr 50Cr 38CrSi 12CrMo 15CrMo 20CrMo 30CrMo 30CrMoA 35CrMo 42CrMo 12CrMoV 35CrMoV 12Cr1MoV 25Cr2MoVA 25CrMo1VA 38CrMoAl 40CrV 50CrVA 15CrMn 20CrMn 40CrMn 20CrMnSi 25CrMnSi 30CrMnSi 30CrMnSiA 35CrMnSiA 20CrMnMo 40CrMnMo 20CrMnTi 30CrMnTi 20CrNi 40CrNi 45CrNi 50CrNi 12CrNi2 12CrNi3 20CrNi3 30CrNi3 37CrNi3 12Cr2Ni4 20Cr2Ni4 20CrNiMo 40CrNiMoA 18CrMnNiMoA 45CrNiMoVA 18Cr2Ni4WA 25Cr2Ni4WA 弹簧钢 65 70 85 65Mn 55Si2Mn GB/T1222-1984热处理
1030 1080 980 410 440 885 930 930 980 1080 440 1080 490 930 735 980 885 1280 785 930 980 785 1080 1080 1080 1620 1180 980 1080 1470 785 980 980 1080 785 930 930 980 1130 1080 1180 980 980 1180 1470 1180 1080
5 5-1 5-2 5-3 5-4 5-5 5-6 5-7 5-8 5-9 5-10 5-11 5-12
可锻铸铁 KTH300-06 KTH330-08 KTH350-10 KTH370-12 KTZ450-06 KTZ550-04 KTZ650-02 KTZ700-02 KTB350-04 KTB380-12 KTB400-05 KTB450-07
钢结构最全及设计及施工规范标准
钢结构所有的设计、检测、试验和验收的标准及规范一、设计施工标准钢结构设计规范 GB50017-2003冷弯薄壁型钢结构技术规范 GB50018-2002构筑物抗震设计规范 GB50191-93高耸结构设计规范 GBJ135-90工业建筑防腐蚀设计规范 GB50046-1995涂装前钢材表面锈蚀等级和除锈等级 GB8923-88钢结构防火涂料 GB14907-2002钢结构工程施工质量验收规范 GB50205-2001建筑工程施工质量验收统一规范GB 50300—2001钢结构工程质量检验评定标准GB 50221—95钢结构高强螺栓连接的设计施工及验收规程JGJ 82—91建筑钢结构焊接技术规程 JGJ 81-2002高层民用建筑钢结构技术规程 JGJ 99-98工业建筑防腐蚀设计规范 GB 50046-95钢结构现场检测技术标准 GB/T 50621-2010钢结构工程施工规范 GB 50755-2012钢结构焊接规范 GB 50661-2011型钢混凝土组合结构技术规程JGJ138-2001J130-2001网架结构设计与施工规程JGJ7-1991网架结构工程质量检验评定标准JGJ78-91钢网架检验及验收标准JG12-1999钢桁架检验及验收标准JG 9-1999钢桁架质量标准JG 8-1999网壳结构技术规程JGJ61-2003J258-2003高层民用建筑钢结构技术规程JGJ99-1998钢结构高强度螺栓连接的设计、施工及验收规程JGJ82-91建筑钢结构焊接技术规程JGJ82-2002 J218-2002预应力筋用锚具、夹具和连接器应用技术规程JGJ85-92钢-混凝土组合结构设计规程DL/T5085-1999(国家经济贸易委员会) 钢管混凝土结构设计与施工规程JCJ01-89(国家建材工业局)钢管混凝土构件N-M相关设计计算图表JCJ02-90钢-混凝土组合楼盖结构设计与施工规程YB9238-92钢骨混凝土结构技术规程YB9082-1997压型金属钢板设计设计施工规程YBJ216-88钢结构-管道涂装技术规程YB/T9256-96冶金建筑抗震设计规范YB9081-97钢结构制作安装施工规程YB9254-1995钢结构检测评定及加固技术规程YB9257-1996门式刚架轻型房屋钢结构技术规程CECS102:2002预应力钢结构技术规程CECS212:2006门式刚架轻型房屋钢构件JG144-2002户外广告设施钢结构技术规程CECS148:2003钢结构加固技术规范CECS77:1996矩形钢管混凝土结构设计规程CECS159:2004建筑钢结构防火技术规范CECS200:2006钢结构防火涂料应用技术规程CECS24:90索膜结构技术规程CECS158:2004钢货架结构设计规范CECS23:90立体仓库焊接式钢结构货架技术条件JB/T5323-1991塔桅钢结构施工及验收规程CECS80:96拱形波纹钢屋盖结构技术规程CECS167:2004包覆不饱和聚酯树脂复合材料的钢结构防护工程技术规范CECS 133-2002 塔式起重机钢结构制造与检验JG/T5112-1991钢结构腐蚀防护若喷涂锌、铝及其合金涂层选择与应用导则JB/T8427-1996 石油化工钢结构工程施工及验收规范SH/T 3507-2005石油化工特殊钢结构工程施工及验收规范SHJ 507-1987石油化工企业钢结构冷换框架设计规范SH 3077-1996石油化工管式炉钢结构工程及部件安装技术条件SH 3086-1998石油化工钢结构防火保护技术规范SH 3137-2003炼油厂管式加热炉钢结构工程及配件安装工程技术条件SHJ 1037-1984公路桥涵钢结构及木结构设计规范JTJ 025-1986铁路桥梁钢结构设计规范TB 10002.2-2005海上钢结构疲劳强度分析推荐作法SY/T 10049-2004港口工程钢结构设计规范JTJ 283-1999钢结构桥梁漆HG/T 3656-1999二、钢材及制品标准钢分类GB/T3304-1991普通碳素结构钢GB/T700-2006优质碳素结构钢GB/T699-1999低合金高强度结构钢GB/T1591-1994高耐候结构钢GB/T4171-2000焊接结构用耐候钢GB/T4172-2000桥梁用结构钢GB/T 714-2000建筑结构用钢板GB/T19879-2005不锈钢热轧钢板和钢带GB/T4237-2007热轧钢板和钢带GB/T709-1988一般结构用热连轧钢板和钢带GB/T2517-1981碳素结构钢和低合金结构钢热轧钢带GB/T3524-1992碳素结构钢和低合金结构钢热轧薄钢板和钢带GB/T912-1988碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T3274-1989冷轧钢板和钢带GB/T708-1988碳素结构钢冷轧钢带GB/T716-1991厚度方向性能钢板GB/T5313-1985连续热镀锌薄钢板和钢带GB/T2518-2004彩色涂层钢板及钢带GB/T12754-1991建筑用压型钢板GB12755-1991花纹钢板GB/T3277-1991冷弯波纹钢板GB/T6724-1986焊接钢管用钢带GB/T8165-1997耐热钢板GB/T4238-1992 热轧等边角钢GB/T9787-1988热轧不等边角钢GB/T9788-1988热轧工字钢GB/T706-1988热轧槽钢GB/T707-1988热轧圆钢、方钢GB/T702-1986热轧扁钢GB/T704-1988热轧H型钢和部分T型钢GB/T11263-2005普通焊接H型钢YB 3001-1992结构用高频焊接薄壁H型钢JG/T 137-2001冷弯型钢GB/T6725-2002结构用冷弯空心型钢方矩型管GB/T6728-2002通用冷弯开口型钢GB/T6723-1986建筑用轻钢龙骨GB/T 11981-2001结构用无缝钢管GB/T8162-1999输送流体用无缝钢管GB/T8163-1999直缝电焊钢管GB/T13793-1992螺旋焊钢管GB/T9711-1997无缝钢管尺寸、外形、重量及允许偏差GB/T 17395-1998 钢管的验收、包装、标志和质量证明书GB2102-88结构用不锈钢无缝钢管GB/T 14975-2002直缝电焊钢管YB242-63冷拔无缝异型钢管GB/T3094-2000焊接结构用碳素钢铸件GB7659-1987建筑缆索用钢丝JC3077-1998塑料护套半平行钢丝拉索JC3058-1996金属面聚苯乙烯夹芯板JG689-1998金属面硬质聚氨酯夹芯板JG/T868-2000金属面岩棉、矿渣棉夹芯板JG/T869-2000三、焊接及其材料标准焊接术语GB/T3375-1994焊接及相关工艺方法代号GB/T 5185-2005焊缝符号表示方法GB/T324-1988焊接设计规范JB/ZZ5-86(中国机械委重型机械局企业标准)钢结构焊缝外形尺寸JB/T7949-1999金属熔化焊接头缺欠分类及说明GB/T 6417.1-2005金属压力焊接头缺欠分类及说明GB/T 6417.2-2005焊接工艺规程及评定的一般原则GB/T 19866-2005电弧焊焊接工艺规程GB/T 19867.1-2005基于试验焊接材料的工艺评定GB/T 19868.1-2005基于焊接经验的工艺评定GB/T 19868.2-2005基于标准焊接规程的工艺评定GB/T 19868.3-2005基于预生产焊接试验的工艺评定GB/T 19868.4-2005钢、镍及镍合金的焊接工艺评定试验GB/T 19869.1-2005气焊、手工电弧焊及气体保护焊焊缝坡口的基本型式与尺寸GB/T985-1988 埋弧焊焊缝坡口的基本型式与尺寸GB/T986-1988电站钢结构焊接通用技术条件DL/T 678-1999焊接与切割安全GB9448-99焊工技术考试规程JJ12.2-1987钢熔化焊手焊工资格考核方法GB/T15169-1994焊条分类及型号编制方法GB980-1988碳钢焊条GB/T5117-1995低合金钢焊条GB/T5118-1995焊接用钢丝GB1300-77焊接用钢盘条GB/T3429-2002埋弧焊用碳钢焊丝和焊剂GB5293-1999埋弧焊用低合金钢焊丝和焊剂GB12470-2003碳钢药芯焊丝GB10045-1988熔化焊用钢丝GB/T14957-1994低合金钢药芯焊丝GB/T14493-1998气体保护焊用钢丝GB/T14598-1994气体保护电弧焊用碳钢低合金钢焊丝GB/T8110-1995焊接用不锈钢钢丝YB/T5092-1996焊接用二氧化碳HG/T2537-1993氩气GB/T4842-1984碳弧气刨碳棒GB/T12174-1990碳弧气刨使用技术条件GB/Z67-1973碳钢、低合金钢焊接构件焊后热处理方法JB/T6046-92四、紧固件及连接标准紧固件机械性能、螺栓、螺钉和螺柱GB3098-2000六角头螺栓——A和B级GB/T5782-2000六角头螺栓——C级GB/T5780-2000钢结构用高强度大六角头螺栓GB/T 1228-2006钢结构用高强度大六角头螺母GB/T 1229-2006钢结构用高强度垫圈GB/T 1230-2006钢结构用高强度大六角头螺栓、大六角螺母、垫圈型式尺寸与技术条件GB1231-2006 钢结构用扭剪型高强度连接副GB/T3632-1995钢结构用扭剪型高强度连接副型式尺寸与技术条件GB/T3633-1995钢网架螺栓球节点用高强度螺栓GB/T 16939-1997电弧螺柱焊用圆柱头焊钉GB/T10433-2002栓接结构用紧固件GB/T18230-2000自钻自攻螺钉GB/T15856-2002自攻螺钉GB/T5282-5285钢网架螺栓球节点JG10-1999钢网架焊接球节点JG11-1999五、金属材料化学成分及力学性能试验标准钢和铁化学成分测定用试样的取样和制样方法GB/T20066-2006钢的化学成分允许偏差GB/T222-2006钢铁及合金化学分析方法GB/T223金属力学性能试验术语GB10623-1989钢及钢制品力学性能试验取样位置及试样制备GB2975-1998金属材料室温拉伸试验方法GB/T228-2002金属材料低温拉伸试验方法GB/T13239-2006金属材料弯曲试验方法GB/T232-1999金属夏比缺口冲击试验方法GB/T229-1994金属洛氏硬度试验方法GB/T230-91金属表面洛氏硬度试验方法HB5147-1996金属肖氏硬度试验方法GB/T4341-2001黑色金属硬度及强度换算值GB/T1172-1999焊接接头机械性能试验取样法GB/T2649-1989焊接接头冲击试验法GB/T2650-1989焊接接头拉伸试验法GB/T2651-1989焊缝及熔敷金属试验方法GB/T2652-1989焊接接头及堆焊金属硬度试验方法GB/T2654-1989焊接接头弯曲及压扁试验法GB/T2653-1989六、无损检测及相关标准建筑结构检测技术标准GB/T50344-2004无损检测人员资格鉴定与认证GB/T9445-2005无损检测通用术语和定义GB/T20737-2006无损检测应用导则GB/T5616-2006焊缝无损检测符号GB/T14693-1993钢结构超声波探伤及质量分级法JG/T203-2007焊接球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.1-1996 螺栓球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.2-1996 钢焊缝手工超声波探伤方法和探伤结果分级GB11345-1989金属熔化焊焊接接头射线照相GB/T3323-2005无损检测渗透检测和磁粉检测观察条件GB/T5097-2005无损检测磁粉检测GB/T15822-2005无损检测渗透检测GB/T18851-2005建筑钢结构焊缝超声波探伤JB/T7524-1994射线照相探伤方法JB/T9217-1999无损检测焊缝磁粉检测JB/T6061-2007无损检测焊缝渗透检测JB/T6062-2007承压设备无损检测JB/T4730-2005.。
测压接头

一、简介本系列广泛应用于液压系统的压力检测,润滑、排气、压力系统中油液取样,个有结构先进,密封可靠,体积小,重量轻使用方便等特点。
二、技术参数标准依据ISO15171-2 08/2000工作压力63MPa(630 bar) (最高)爆破压力>2520bar工作介质液压油和矿物油其它兼容介质:请垂询材质接头体:碳钢;盖帽;碳钢、塑胶密封件:NBR(丁睛橡胶);不锈钢AISI 316:请垂询工作温度-30℃~+120℃丁睛橡胶密封;-20℃~+200℃氟橡胶密封;配胶帽:-30℃~+100℃表面处理镀黄锌(彩锌)(一)PT系列微型测压接头(不带排气)不带排气的测压接头订货型号原旧型号M1 M2 L I S 配置压软管接头型号备注remarkPT-1 PT-00 M10×1 M12×1.25 33 8 17 H1 PT-2 PT-00A1 M10×1 M16 42 8 19 H2 PT-3 PT-00A2/D1-3/M14×1.5 M14×1.5 M16 46 12 19 H2 PT-4 DI-3/M10×1 M10×1 M16 46 12 19 H2 PT-5 DI-3/M12×1.5 M12×1.5 M16 46 12 19 H2 PT-6 DI-3/M18×1.5 M18×1.5 M16 46 12 24 H2 PT-7 DI-3/G1/4 G1/4 M16 46 12 19 H2 PT-8 BZ(JB/ZQ4526-86) M12×1.5 M14×1.5 50 17 H3 PT-9 KF-1/M10×1 M10×1 M16×1.5 46 11.5 19 H4 PT-10 KF-1/M12×1.5 M12×1.5 M16×1.5 46 11.5 19 H4 PT-11 KF-1/M14×1.5 M14×1.5 M16×1.5 46 11.5 19 H4 PT-12 KF-1/M18×1.5 M18×1.5 M16×1.5 46 11.5 24 H4测压软管(一)简介HF系列微型高压软管接头总成(测压软管、测压装置)公称通径为3mm,最大工作压力64MPa,用于液压系统中,测试液压系统中各点压力和作为传导流体介质的管道,该软管接头总成与测压点接头配套使用,具有结构先进,密封可靠、扣压牢靠,体积小,重量轻,使用简便等特点,其连接形式有铰接式,快换式,锥面密封式等形式,本厂也可提供用户需要的其它连接形式。
高粱不同节间含糖量研究
高粱不同节间含糖量研究李金凤【摘要】[Objective] The study aimed to screen the new sorghum provenance and expand the genetic basis so as to provide the theoretical basis for the sweet sorghum breeding. [ Method ] With 19 grain sorghums and 20 sweet sorghums as the tested materials, the accumulation law of the sugar content in the sorghum stalks was studied. [Result] There was a obvious difference on the sugar content between the grain sor ghum and the sweet sorghum. The accumulation starting point of the sugar content in the sweet sorghum and its sugar content in the stalks were all higher than that in the grain sorghum. But total tendencies of sugar accumulation in 2 varieties were consistent, their change trend of the sugar contents from the base to the top with the intemode all had 4 types and the low-high-low changes were in the majority. [ Conclusion] The study provided the reference for breeding the sweet stem sorghum, improve the lodging resistance and disease resistance and other characters of sweet sorghum variety%[目的]筛选新的高粱种源,扩大遗传基础,为甜高粱育种提供理论依据.[方法]采用19个粒用高粱和20个甜高粱作为研究材料,对高粱茎秆糖分的积累规律进行研究.[结果]甜高粱和粒用高粱在含糖量上有明显差别,甜高粱含糖量的积累起点及茎秆含糖量均高于粒用高粱,但二者的糖分积累总趋势是一致的,其含糖量随节位由基部到顶部的变化趋势均有4种类型,并都以低-高-低的变化占多数.[结论]为选育甜秆型高粱杂交种,提高甜高粱品种的抗倒性、抗病性等性状提供了参考.【期刊名称】《安徽农业科学》【年(卷),期】2011(039)027【总页数】3页(P16587-16589)【关键词】甜高粱;糖分含量;变化规律;糖锤度;茎秆【作者】李金凤【作者单位】沈阳市农业科学院,辽宁沈阳110034【正文语种】中文【中图分类】S514甜高粱茎秆多汁,糖分含量高,是最具发展前景的绿色能源作物之一。
最新配电专业“两票”题型
工作票、操作票改错样例试题1 10kV昭国北线#01-#17杆LGJ-120裸铝导线更换为JKYGLJ-240绝缘导线1.试题素材(1)工作任务:10kV昭国北线#01-#17杆LGJ-120裸铝导线更换为JKYGLJ-240绝缘导线。
(2)工作单位:配电运检室。
说明:配电运检室的运维和检修业务采用运检分离模式。
(3)工作班组:配电检修二班(4)工作负责人:宋运鹏(配电检修二班班员)(5)工作班成员:李志刚吴奎东史玉州孔江陈长虎秦玉敬秦强费兆滨卢雷远王刚刘祥合秦泗星(6)工作票签发人:徐传光(配电运检室专工)(7)工作许可人:田利坤(配电运维一班班长)(8)计划工作时间:2015年01月22日07:00-16:00(9)其他说明a.停电设备:110kV昭园站10kV昭国北线、10kV昭国南线、10kV昭北西线全线停电。
b.作业现场条件:本工作涉及线路改造前均为裸导线;10kV昭国南线01#-17#杆与10kV昭国北线同杆架设,面向大号侧,左线为10kV昭国北线,右线为10kV昭国南线;10kV昭北西线#05-#06杆架设于10kV昭国北线下侧,无法装设跨越架。
10kV昭国北线、10kV昭国南线、10kV昭北西线全部为单电源辐射线路。
施工地段位于圆中南路南侧绿化带内,#2杆至#3杆间及#8杆至#9杆间跨越道路,#1杆与#2杆间跨越河流。
c..接线图2.答题要求请根据所示电力线路第一种工作票找出票面上存在的错误并改正。
配电第一种工作票单位配电运检室编号030415010051. 工作负责人宋运鹏班组配电检修二班2. 工作班成员(不包括工作负责人)李志刚吴奎东史玉州孔江陈长虎秦玉敬秦强费兆滨卢雷远王刚刘祥合秦泗星共12人。
3. 工作任务4. 计划工作时间:自2015 年01月22 日07 时0 分至2015 年01 月22 日16 时0 分5. 安全措施[应改为检修状态的线路、设备名称,应断开的断路器(开关)、隔离开关(刀闸)、熔断器,应合上的接地刀闸,应装设的接地线、绝缘隔板、遮栏(围栏)和标示牌等,装设的接地线应明确具体位置,必要时可附页绘图说明]5.5保留或邻近的带电线路、设备无5.6其他安全措施和注意事项本施工地段位于圆中南路南侧绿化带内,#2杆至#3杆间及#8杆至#9杆间跨越道路,两道路口和通行道路上施工工作地点周围装设遮栏,并面向外悬挂“止步,高压危险!”标示牌;在#1杆和#17杆处分别悬挂“在此工作!”标示牌。
钢结构最全的设计及施工规范标准

钢结构所有的设计、检测、试验和验收的标准及规范一、设计施工标准钢结构设计规范GB50017-2003冷弯薄壁型钢结构技术规范GB50018-2002构筑物抗震设计规范GB50191-93高耸结构设计规范GBJ135-90工业建筑防腐蚀设计规范GB50046-1995涂装前钢材表面锈蚀等级和除锈等级GB8923-88钢结构防火涂料GB14907-2002钢结构工程施工质量验收规范GB50205-2001建筑工程施工质量验收统一规范 GB 50300—2001钢结构工程质量检验评定标准 GB 50221—95钢结构高强螺栓连接的设计施工及验收规程 JGJ 82—91建筑钢结构焊接技术规程JGJ 81-2002高层民用建筑钢结构技术规程JGJ 99-98工业建筑防腐蚀设计规范GB 50046-95钢结构现场检测技术标准GB/T 50621-2010钢结构工程施工规范GB 50755-2012钢结构焊接规范GB 50661-2011型钢混凝土组合结构技术规程JGJ138-2001J130-2001网架结构设计与施工规程JGJ7-1991网架结构工程质量检验评定标准JGJ78-91钢网架检验及验收标准JG12-1999钢桁架检验及验收标准JG 9-1999钢桁架质量标准JG 8-1999网壳结构技术规程JGJ61-2003J258-2003高层民用建筑钢结构技术规程JGJ99-1998钢结构高强度螺栓连接的设计、施工及验收规程JGJ82-91建筑钢结构焊接技术规程JGJ82-2002J218-2002预应力筋用锚具、夹具和连接器应用技术规程JGJ85-92钢-混凝土组合结构设计规程DL/T5085-1999(国家经济贸易委员会)钢管混凝土结构设计与施工规程JCJ01-89(国家建材工业局)钢管混凝土构件N-M相关设计计算图表JCJ02-90钢-混凝土组合楼盖结构设计与施工规程YB9238-92钢骨混凝土结构技术规程YB9082-1997压型金属钢板设计设计施工规程YBJ216-88钢结构-管道涂装技术规程YB/T9256-96冶金建筑抗震设计规范YB9081-97钢结构制作安装施工规程YB9254-1995钢结构检测评定及加固技术规程YB9257-1996门式刚架轻型房屋钢结构技术规程 CECS102:2002预应力钢结构技术规程CECS212:2006门式刚架轻型房屋钢构件 JG144-2002户外广告设施钢结构技术规程CECS148:2003钢结构加固技术规范 CECS77:1996矩形钢管混凝土结构设计规程CECS159:2004建筑钢结构防火技术规范CECS200:2006钢结构防火涂料应用技术规程CECS24:90索膜结构技术规程CECS158:2004钢货架结构设计规范CECS23:90立体仓库焊接式钢结构货架技术条件JB/T5323-1991塔桅钢结构施工及验收规程 CECS80:96拱形波纹钢屋盖结构技术规程CECS167:2004包覆不饱和聚酯树脂复合材料的钢结构防护工程技术规范 CECS 133-2002塔式起重机钢结构制造与检验JG/T5112-1991钢结构腐蚀防护若喷涂锌、铝及其合金涂层选择与应用导则JB/T8427-1996石油化工钢结构工程施工及验收规范SH/T 3507-2005石油化工特殊钢结构工程施工及验收规范SHJ 507-1987石油化工企业钢结构冷换框架设计规范SH 3077-1996石油化工管式炉钢结构工程及部件安装技术条件SH 3086-1998石油化工钢结构防火保护技术规范SH 3137-2003炼油厂管式加热炉钢结构工程及配件安装工程技术条件SHJ 1037-1984公路桥涵钢结构及木结构设计规范 JTJ 025-1986铁路桥梁钢结构设计规范TB 10002.2-2005海上钢结构疲劳强度分析推荐作法 SY/T 10049-2004 港口工程钢结构设计规范JTJ 283-1999钢结构桥梁漆 HG/T 3656-1999二、钢材及制品标准钢分类GB/T3304-1991普通碳素结构钢 GB/T700-2006优质碳素结构钢 GB/T699-1999 低合金高强度结构钢 GB/T1591-1994 高耐候结构钢 GB/T4171-2000焊接结构用耐候钢 GB/T4172-2000 桥梁用结构钢 GB/T 714-2000建筑结构用钢板GB/T19879-2005不锈钢热轧钢板和钢带GB/T4237-2007热轧钢板和钢带 GB/T709-1988 一般结构用热连轧钢板和钢带GB/T2517-1981碳素结构钢和低合金结构钢热轧钢带 GB/T3524-1992碳素结构钢和低合金结构钢热轧薄钢板和钢带 GB/T912-1988碳素结构钢和低合金结构钢热轧厚钢板和钢带 GB/T3274-1989冷轧钢板和钢带 GB/T708-1988碳素结构钢冷轧钢带 GB/T716-1991厚度方向性能钢板 GB/T5313-1985连续热镀锌薄钢板和钢带 GB/T2518-2004彩色涂层钢板及钢带 GB/T12754-1991建筑用压型钢板 GB12755-1991 花纹钢板GB/T3277-1991冷弯波纹钢板 GB/T6724-1986焊接钢管用钢带 GB/T8165-1997耐热钢板 GB/T4238-1992热轧等边角钢 GB/T9787-1988热轧不等边角钢 GB/T9788-1988热轧工字钢 GB/T706-1988热轧槽钢 GB/T707-1988 热轧圆钢、方钢GB/T702-1986热轧扁钢GB/T704-1988热轧H型钢和部分T型钢 GB/T11263-2005普通焊接H型钢 YB 3001-1992结构用高频焊接薄壁H型钢 JG/T 137-2001冷弯型钢 GB/T6725-2002结构用冷弯空心型钢方矩型管 GB/T6728-2002通用冷弯开口型钢 GB/T6723-1986建筑用轻钢龙骨 GB/T 11981-2001结构用无缝钢管 GB/T8162-1999 输送流体用无缝钢管GB/T8163-1999直缝电焊钢管GB/T13793-1992螺旋焊钢管GB/T9711-1997无缝钢管尺寸、外形、重量及允许偏差 GB/T 17395-1998钢管的验收、包装、标志和质量证明书 GB2102-88结构用不锈钢无缝钢管 GB/T 14975-2002直缝电焊钢管 YB242-63冷拔无缝异型钢管 GB/T3094-2000焊接结构用碳素钢铸件GB7659-1987建筑缆索用钢丝JC3077-1998塑料护套半平行钢丝拉索JC3058-1996金属面聚苯乙烯夹芯板JG689-1998金属面硬质聚氨酯夹芯板JG/T868-2000金属面岩棉、矿渣棉夹芯板JG/T869-2000三、焊接及其材料标准焊接术语GB/T3375-1994焊接及相关工艺方法代号GB/T 5185-2005焊缝符号表示方法GB/T324-1988焊接设计规范JB/ZZ5-86(中国机械委重型机械局企业标准)钢结构焊缝外形尺寸JB/T7949-1999金属熔化焊接头缺欠分类及说明GB/T 6417.1-2005金属压力焊接头缺欠分类及说明GB/T 6417.2-2005焊接工艺规程及评定的一般原则GB/T 19866-2005电弧焊焊接工艺规程GB/T 19867.1-2005基于试验焊接材料的工艺评定GB/T 19868.1-2005基于焊接经验的工艺评定GB/T 19868.2-2005基于标准焊接规程的工艺评定GB/T 19868.3-2005基于预生产焊接试验的工艺评定GB/T 19868.4-2005钢、镍及镍合金的焊接工艺评定试验GB/T 19869.1-2005气焊、手工电弧焊及气体保护焊焊缝坡口的基本型式与尺寸GB/T985-1988埋弧焊焊缝坡口的基本型式与尺寸GB/T986-1988电站钢结构焊接通用技术条件DL/T 678-1999焊接与切割安全GB9448-99焊工技术考试规程JJ12.2-1987钢熔化焊手焊工资格考核方法GB/T15169-1994焊条分类及型号编制方法GB980-1988碳钢焊条GB/T5117-1995低合金钢焊条GB/T5118-1995焊接用钢丝GB1300-77焊接用钢盘条GB/T3429-2002埋弧焊用碳钢焊丝和焊剂GB5293-1999埋弧焊用低合金钢焊丝和焊剂GB12470-2003碳钢药芯焊丝GB10045-1988熔化焊用钢丝GB/T14957-1994低合金钢药芯焊丝GB/T14493-1998气体保护焊用钢丝GB/T14598-1994气体保护电弧焊用碳钢低合金钢焊丝GB/T8110-1995焊接用不锈钢钢丝YB/T5092-1996焊接用二氧化碳HG/T2537-1993氩气GB/T4842-1984碳弧气刨碳棒GB/T12174-1990碳弧气刨使用技术条件GB/Z67-1973碳钢、低合金钢焊接构件焊后热处理方法JB/T6046-92四、紧固件及连接标准紧固件机械性能、螺栓、螺钉和螺柱GB3098-2000六角头螺栓——A和B级GB/T5782-2000六角头螺栓——C 级GB/T5780-2000钢结构用高强度大六角头螺栓 GB/T 1228-2006钢结构用高强度大六角头螺母 GB/T 1229-2006钢结构用高强度垫圈 GB/T 1230-2006钢结构用高强度大六角头螺栓、大六角螺母、垫圈型式尺寸与技术条件 GB1231-2006 钢结构用扭剪型高强度连接副GB/T3632-1995钢结构用扭剪型高强度连接副型式尺寸与技术条件 GB/T3633-1995钢网架螺栓球节点用高强度螺栓 GB/T 16939-1997电弧螺柱焊用圆柱头焊钉GB/T10433-2002栓接结构用紧固件GB/T18230-2000自钻自攻螺钉GB/T15856-2002自攻螺钉GB/T5282-5285钢网架螺栓球节点 JG10-1999钢网架焊接球节点 JG11-1999五、金属材料化学成分及力学性能试验标准钢和铁化学成分测定用试样的取样和制样方法GB/T20066-2006钢的化学成分允许偏差GB/T222-2006钢铁及合金化学分析方法GB/T223金属力学性能试验术语GB10623-1989钢及钢制品力学性能试验取样位置及试样制备GB2975-1998金属材料室温拉伸试验方法GB/T228-2002金属材料低温拉伸试验方法GB/T13239-2006金属材料弯曲试验方法GB/T232-1999金属夏比缺口冲击试验方法GB/T229-1994金属洛氏硬度试验方法GB/T230-91金属表面洛氏硬度试验方法HB5147-1996金属肖氏硬度试验方法GB/T4341-2001黑色金属硬度及强度换算值GB/T1172-1999焊接接头机械性能试验取样法GB/T2649-1989焊接接头冲击试验法GB/T2650-1989焊接接头拉伸试验法GB/T2651-1989焊缝及熔敷金属试验方法GB/T2652-1989焊接接头及堆焊金属硬度试验方法GB/T2654-1989焊接接头弯曲及压扁试验法GB/T2653-1989六、无损检测及相关标准建筑结构检测技术标准GB/T50344-2004无损检测人员资格鉴定与认证GB/T9445-2005无损检测通用术语和定义GB/T20737-2006无损检测应用导则GB/T5616-2006焊缝无损检测符号GB/T14693-1993钢结构超声波探伤及质量分级法JG/T203-2007焊接球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.1-1996螺栓球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.2-1996钢焊缝手工超声波探伤方法和探伤结果分级GB11345-1989金属熔化焊焊接接头射线照相GB/T3323-2005无损检测渗透检测和磁粉检测观察条件GB/T5097-2005无损检测磁粉检测GB/T15822-2005无损检测渗透检测GB/T18851-2005建筑钢结构焊缝超声波探伤JB/T7524-1994射线照相探伤方法JB/T9217-1999无损检测焊缝磁粉检测JB/T6061-2007无损检测焊缝渗透检测JB/T6062-2007承压设备无损检测JB/T4730-2005学会低调,取舍间必有得失,不用太计较。
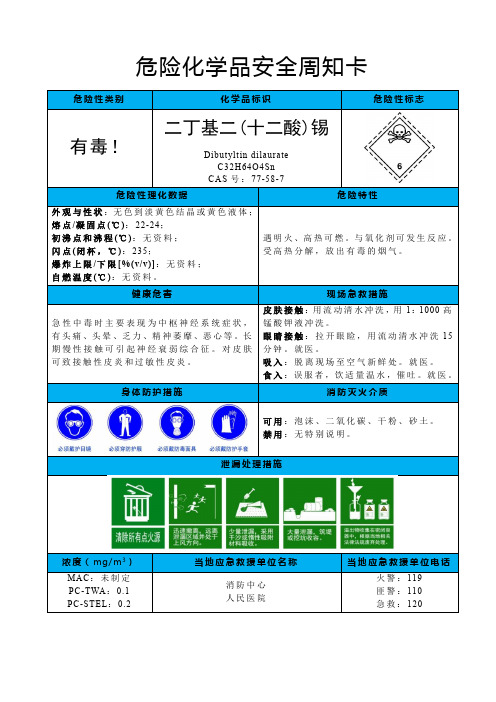
二丁基二(十二酸)锡-危险化学品安全周卡
消防中心
人民医院
火警:119
匪警:110
急救:120
爆炸上限/下限[%(v/v)]:无资料;
自燃温度(℃):无资料。
遇明火、高热可燃。与氧化剂可发生反应。受高热分解,放出有毒的烟气。
健康危害
现场急救措施
急性中毒时主要表现为中枢神经系统症状,有头痛、头晕、乏力、精神萎靡、恶心等。长期慢性接触可引起神经衰弱综合征。对皮肤可致接触性皮炎和过敏性皮炎。
皮肤接触:用流动清水冲洗,用1:1000高锰酸钾液冲洗。
危险化学品安全周知卡
危险性类别
化学品标识
危险性标志
有毒!
二丁基二(十二酸)锡
Dibutyltin dilaurate
C32H64O4Sn
CAS号:77-58-7
危险性理化数据
危险特性
外观与性状:无色到淡黄色结晶或黄色液体;
熔点/凝固点(℃):22-24;
初沸点和沸程(℃):无资料;
闪点(闭杯,℃):235;
眼睛接触:拉开眼睑,用流动清水冲洗15分钟。就医。
吸入:脱离现场至空气新鲜处。就医。
食入:误服者,饮适量温水,催吐。就医。
身体防护措施
消防灭火介质
可用:泡沫、二氧化碳、干粉、砂土。
禁用:无特别说明。
泄漏处理措施
浓度(mg/m3)
当地应ห้องสมุดไป่ตู้救援单位名称
当地应急救援单位电话
MAC:未制定
PC-TWA:0.1
钢结构检测相关标准
钢结构检测相关标准、规范一、设计施工标准钢结构设计规范GB50017-2003冷弯薄壁型钢结构技术规范GB50018-2002构筑物抗震设计规范GB50191-93高耸结构设计规范GBJ135-90工业建筑防腐蚀设计规范GB50046-1995涂装前钢材表面锈蚀等级和除锈等级GB8923-88钢结构防火涂料GB14907-2002钢结构工程施工质量验收规范GB50205-2001型钢混凝土组合结构技术规程JGJ138-2001 J130-2001网架结构设计与施工规程JGJ7-1991网架结构工程质量检验评定标准JGJ78-91钢网架检验及验收标准JG12-1999钢桁架检验及验收标准JG 9-1999钢桁架质量标准JG 8-1999网壳结构技术规程JGJ61-2003 J258-2003高层民用建筑钢结构技术规程JGJ99-1998钢结构高强度螺栓连接的设计、施工及验收规程JGJ82-91建筑钢结构焊接技术规程JGJ82-2002 J218-2002预应力筋用锚具、夹具和连接器应用技术规程JGJ85-92钢-混凝土组合结构设计规程DL/T5085-1999(国家经济贸易委员会) 钢管混凝土结构设计与施工规程JCJ01-89(国家建材工业局)钢管混凝土构件N-M相关设计计算图表JCJ02-90钢-混凝土组合楼盖结构设计与施工规程YB9238-92钢骨混凝土结构技术规程YB9082-1997压型金属钢板设计设计施工规程YBJ216-88钢结构-管道涂装技术规程YB/T9256-96冶金建筑抗震设计规范YB9081-97钢结构制作安装施工规程YB9254-1995钢结构检测评定及加固技术规程YB9257-1996门式刚架轻型房屋钢结构技术规程CECS102:2002预应力钢结构技术规程CECS212:2006门式刚架轻型房屋钢构件JG144-2002户外广告设施钢结构技术规程CECS148:2003钢结构加固技术规范CECS77:1996矩形钢管混凝土结构设计规程CECS159:2004建筑钢结构防火技术规范CECS200:2006钢结构防火涂料应用技术规程CECS24:90索膜结构技术规程CECS158:2004钢货架结构设计规范CECS23:90立体仓库焊接式钢结构货架技术条件JB/T5323-1991塔桅钢结构施工及验收规程CECS80:96拱形波纹钢屋盖结构技术规程CECS167:2004包覆不饱和聚酯树脂复合材料的钢结构防护工程技术规范CECS 133-2002塔式起重机钢结构制造与检验JG/T5112-1991钢结构腐蚀防护若喷涂锌、铝及其合金涂层选择与应用导则JB/T8427-1996石油化工钢结构工程施工及验收规范SH/T 3507-2005石油化工特殊钢结构工程施工及验收规范SHJ 507-1987石油化工企业钢结构冷换框架设计规范SH 3077-1996石油化工管式炉钢结构工程及部件安装技术条件SH 3086-1998石油化工钢结构防火保护技术规范SH 3137-2003炼油厂管式加热炉钢结构工程及配件安装工程技术条件SHJ 1037-1984公路桥涵钢结构及木结构设计规范JTJ 025-1986铁路桥梁钢结构设计规范TB 10002.2-2005海上钢结构疲劳强度分析推荐作法 SY/T 10049-2004港口工程钢结构设计规范JTJ 283-1999钢结构桥梁漆 HG/T 3656-1999二、钢材及制品标准钢分类GB/T3304-1991普通碳素结构钢GB/T700-2006优质碳素结构钢GB/T699-1999低合金高强度结构钢GB/T1591-1994高耐候结构钢GB/T4171-2000焊接结构用耐候钢GB/T4172-2000桥梁用结构钢GB/T 714-2000建筑结构用钢板GB/T19879-2005不锈钢热轧钢板和钢带GB/T4237-2007热轧钢板和钢带GB/T709-1988一般结构用热连轧钢板和钢带GB/T2517-1981碳素结构钢和低合金结构钢热轧钢带GB/T3524-1992碳素结构钢和低合金结构钢热轧薄钢板和钢带GB/T912-1988碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T3274-1989 冷轧钢板和钢带GB/T708-1988碳素结构钢冷轧钢带GB/T716-1991厚度方向性能钢板GB/T5313-1985连续热镀锌薄钢板和钢带GB/T2518-2004彩色涂层钢板及钢带GB/T12754-1991建筑用压型钢板GB12755-1991花纹钢板GB/T3277-1991冷弯波纹钢板GB/T6724-1986焊接钢管用钢带GB/T8165-1997耐热钢板GB/T4238-1992热轧等边角钢GB/T9787-1988热轧不等边角钢GB/T9788-1988热轧工字钢GB/T706-1988热轧槽钢GB/T707-1988热轧圆钢、方钢GB/T702-1986热轧扁钢GB/T704-1988热轧H型钢和部分T型钢GB/T11263-2005普通焊接H型钢YB 3001-1992结构用高频焊接薄壁H型钢JG/T 137-2001冷弯型钢GB/T6725-2002结构用冷弯空心型钢方矩型管GB/T6728-2002通用冷弯开口型钢GB/T6723-1986建筑用轻钢龙骨GB/T 11981-2001结构用无缝钢管GB/T8162-1999输送流体用无缝钢管GB/T8163-1999直缝电焊钢管GB/T13793-1992螺旋焊钢管GB/T9711-1997无缝钢管尺寸、外形、重量及允许偏差GB/T 17395-1998钢管的验收、包装、标志和质量证明书GB2102-88结构用不锈钢无缝钢管GB/T 14975-2002直缝电焊钢管YB242-63冷拔无缝异型钢管GB/T3094-2000焊接结构用碳素钢铸件GB7659-1987建筑缆索用钢丝JC3077-1998塑料护套半平行钢丝拉索JC3058-1996金属面聚苯乙烯夹芯板JG689-1998金属面硬质聚氨酯夹芯板JG/T868-2000金属面岩棉、矿渣棉夹芯板JG/T869-2000三、焊接及其材料标准焊接术语GB/T3375-1994焊接及相关工艺方法代号GB/T 5185-2005焊缝符号表示方法GB/T324-1988焊接设计规范JB/ZZ5-86(中国机械委重型机械局企业标准)钢结构焊缝外形尺寸JB/T7949-1999金属熔化焊接头缺欠分类及说明GB/T 6417.1-2005金属压力焊接头缺欠分类及说明GB/T 6417.2-2005焊接工艺规程及评定的一般原则GB/T 19866-2005电弧焊焊接工艺规程GB/T 19867.1-2005基于试验焊接材料的工艺评定GB/T 19868.1-2005基于焊接经验的工艺评定GB/T 19868.2-2005基于标准焊接规程的工艺评定GB/T 19868.3-2005基于预生产焊接试验的工艺评定GB/T 19868.4-2005钢、镍及镍合金的焊接工艺评定试验GB/T 19869.1-2005气焊、手工电弧焊及气体保护焊焊缝坡口的基本型式与尺寸GB/T985-1988埋弧焊焊缝坡口的基本型式与尺寸GB/T986-1988电站钢结构焊接通用技术条件DL/T 678-1999焊接与切割安全GB9448-99焊工技术考试规程JJ12.2-1987钢熔化焊手焊工资格考核方法GB/T15169-1994焊条分类及型号编制方法GB980-1988碳钢焊条GB/T5117-1995低合金钢焊条GB/T5118-1995焊接用钢丝GB1300-77焊接用钢盘条GB/T3429-2002埋弧焊用碳钢焊丝和焊剂GB5293-1999埋弧焊用低合金钢焊丝和焊剂GB12470-2003碳钢药芯焊丝GB10045-1988熔化焊用钢丝GB/T14957-1994低合金钢药芯焊丝GB/T14493-1998气体保护焊用钢丝GB/T14598-1994气体保护电弧焊用碳钢低合金钢焊丝GB/T8110-1995焊接用不锈钢钢丝YB/T5092-1996焊接用二氧化碳HG/T2537-1993氩气GB/T4842-1984碳弧气刨碳棒GB/T12174-1990碳弧气刨使用技术条件GB/Z67-1973碳钢、低合金钢焊接构件焊后热处理方法JB/T6046-92四、紧固件及连接标准紧固件机械性能、螺栓、螺钉和螺柱GB3098-2000六角头螺栓——A和B级GB/T5782-2000六角头螺栓——C级GB/T5780-2000钢结构用高强度大六角头螺栓GB/T 1228-2006钢结构用高强度大六角头螺母GB/T 1229-2006钢结构用高强度垫圈GB/T 1230-2006钢结构用高强度大六角头螺栓、大六角螺母、垫圈型式尺寸与技术条件GB1231-2006钢结构用扭剪型高强度连接副GB/T3632-1995钢结构用扭剪型高强度连接副型式尺寸与技术条件GB/T3633-1995 钢网架螺栓球节点用高强度螺栓GB/T 16939-1997电弧螺柱焊用圆柱头焊钉GB/T10433-2002栓接结构用紧固件GB/T18230-2000自钻自攻螺钉GB/T15856-2002自攻螺钉GB/T5282-5285钢网架螺栓球节点JG10-1999钢网架焊接球节点JG11-1999五、金属材料化学成分及力学性能试验标准钢和铁化学成分测定用试样的取样和制样方法GB/T20066-2006钢的化学成分允许偏差GB/T222-2006钢铁及合金化学分析方法GB/T223金属力学性能试验术语GB10623-1989钢及钢制品力学性能试验取样位置及试样制备GB2975-1998金属材料室温拉伸试验方法GB/T228-2002金属材料低温拉伸试验方法GB/T13239-2006金属材料弯曲试验方法GB/T232-1999金属夏比缺口冲击试验方法GB/T229-1994金属洛氏硬度试验方法GB/T230-91金属表面洛氏硬度试验方法HB5147-1996金属肖氏硬度试验方法GB/T4341-2001黑色金属硬度及强度换算值GB/T1172-1999焊接接头机械性能试验取样法GB/T2649-1989焊接接头冲击试验法GB/T2650-1989焊接接头拉伸试验法GB/T2651-1989焊缝及熔敷金属试验方法GB/T2652-1989焊接接头及堆焊金属硬度试验方法GB/T2654-1989焊接接头弯曲及压扁试验法GB/T2653-1989六、无损检测及相关标准建筑结构检测技术标准GB/T50344-2004无损检测人员资格鉴定与认证GB/T9445-2005无损检测通用术语和定义GB/T20737-2006无损检测应用导则GB/T5616-2006焊缝无损检测符号GB/T14693-1993钢结构超声波探伤及质量分级法JG/T203-2007焊接球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.1-1996螺栓球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.2-1996 钢焊缝手工超声波探伤方法和探伤结果分级GB11345-1989金属熔化焊焊接接头射线照相GB/T3323-2005无损检测渗透检测和磁粉检测观察条件GB/T5097-2005无损检测磁粉检测GB/T15822-2005无损检测渗透检测GB/T18851-2005建筑钢结构焊缝超声波探伤JB/T7524-1994射线照相探伤方法JB/T9217-1999无损检测焊缝磁粉检测JB/T6061-2007无损检测焊缝渗透检测JB/T6062-2007承压设备无损检测JB/T4730-2005。
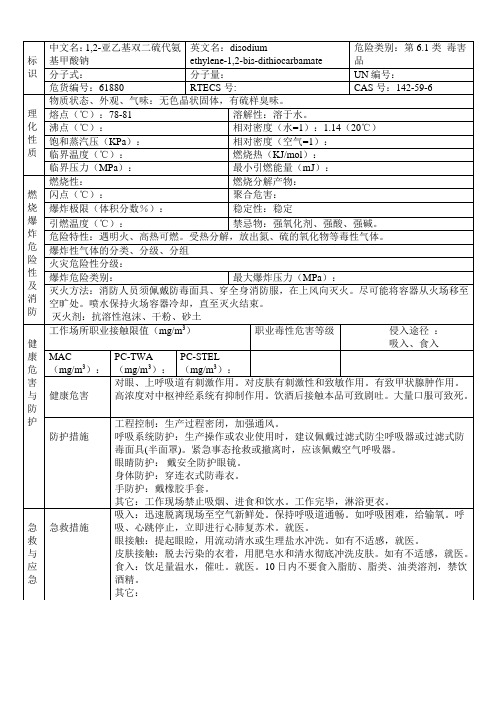
1,2-亚乙基双二硫代氨基甲酸钠
应急处理
隔离泄漏污染区,限制出入。建议应急处理人员戴防尘口罩,穿防毒服。穿上适当的防护服前严禁接触破裂的容器和泄漏物。尽可能切断泄漏源。用塑料布覆盖泄漏物,减少飞散。勿使水进入包装容器内。用洁净的铲子收集泄漏物,置于干净、干燥、盖子较松的容器中,将容器移离泄漏区。
储运与废弃
包装分类
Ⅱ类包装
包装标志
标
识
中文名:1,2-亚乙基双二硫代氨基甲酸钠
英文名:disodium ethylene-1,2-bis-dithiocarbamate
危险类别:第6.1类毒害品
分子式:
分子量:
UN编号:
危货编号:61880
RTECS号:
CAS号:142-59-6
理
化
性
质
物质状态、外观、气味:无色晶状固体,有硫样臭味。
储运事项
储存于阴凉、通风的库房。远离火种、热源。避免光照。包装要求密封,不可与空气接触。应与氧化剂、酸类、碱类等分开存放,切忌混储。配备相应品种和数量的消防器材。储区应备有合适的材料收容泄漏物。
运输前应先检查包装容器是否完整、密封,运输过程中要确保容器不泄漏、不倒塌、不坠落、不损坏。严禁与酸类、氧化剂、食品及食品添加剂混运。运输途中应防曝晒、雨淋,防高温。
防护措施
工程控制:生产过程密闭,加强通风。
呼吸系统防护:生产操作或农业使用时,建议佩戴过滤式防尘呼吸器或过滤式防毒面具(半面罩)。紧急事态抢救或撤离时,应该佩戴空气呼吸器。
眼睛防护:戴安全防护眼镜。
身体防护:穿连衣式防毒衣。
手防护:戴橡胶手套。
其它:工作现场禁止吸烟、进食和饮水。工作完毕,淋浴更衣。
急救与应急
急救措施
吸入:迅速脱离现场至空气新鲜处。保持呼吸道通畅。如呼吸困难,给输氧。呼吸、心跳停止,立即进行心肺复苏术。就医。
分析化学各章节习题(含答案)之欧阳术创编
第一章误差与数据处理1-1 下列说法中,哪些是正确的?(1)做平行测定的目的是减小系统误差对测定结果的影响。
(2)随机误差影响精密度,对准确度无影响。
(3)测定结果精密度高,准确度不一定高。
(4)只要多做几次平行测定,就可避免随机误差对测定结果的影响。
1-2 下列情况,将造成哪类误差?如何改进?(1)天平两臂不等长(2)测定天然水硬度时,所用蒸馏水中含Ca2+。
1-3填空(1)若只作两次平行测定,则精密度应用表示。
(2)对照试验的目的是,空白试验的目的是。
(3)F检验的目的是。
(4)为检验测定结果与标准值间是否存在显著性差异,应用检验。
(5)对一样品做六次平行测定,已知d1~d5分别为0、+0.0003、-0.0002、-0.0001、+0.0002,则d6为。
1-4用氧化还原滴定法测定纯品FeSO4·7H2O中铁的质量分数,4次平行测定结果分别为20.10%,20.03%,20.04%,20.05%。
计算测定结果的平均值、绝对误差、相对误差、平均偏差、相对平均偏差、标准偏差及变异系数。
1-5有一铜矿样品,w(Cu) 经过两次平行测定,分别为24.87%和24.93%,而实际w(Cu)为25.05%,计算分析结果的相对误差和相对相差。
1-6某试样5次测定结果为:12.42%,12.34%,12.38%,12.33%,12.47%。
用Q值检验法和4d检验法分别判断数据12.47%是否应舍弃?(P = 0.95)1-7某分析人员测定试样中Cl的质量分数,结果如下:21.64%,21.62%,21.66%,21.58%。
已知标准值为21.42%,问置信度为0.95时,分析结果中是否存在系统误差?1-8在不同温度下测定某试样的结果如下:10℃::96.5%,95.8%,97.1%,96.0%37℃:94.2%,93.0%,95.0%,93.0%,94.5%试比较两组数据是否有显著性差异?(P= 0.95)温度对测定是否有影响?1-9某试样中待测组分的质量分数经4次测定,结果为30.49%,30.52%,30.60%,30.12%。
实验一拉格朗日插值、分段线性插值...

实验一拉格朗日插值、分段线性插值、三次样条插值的比较一、问题提出选择函数y=exp(-x2) (-2≤x≤2),在n个节点上(n不要太大,如5~11)用拉格朗日、分段线性、三次样条三种插值方法,计算m个插值点的函数值(m要适中,如50~100)。
二、要求通过数值和图形输出,将三种插值结果与精确值进行比较。
适当增加n,在作比较,由此作初步分析。
三、问题的解答为统一起见,认为题目中的节点指的是中间节点,插值时还要考虑两端点的函数值,故原题目中有 n+2 个插值节点。
以下给出题目所需的 MATLAB 函数,其中参数 count_knot 表示题目中的n ,count_dot 表示题目中的m 。
function result=campare3inter(count_knot,count_dot)%count_knot 中间节点的个数%count_dot 拟合的函数值的个数clfknot=linspace(-2,2,count_knot+2);x=-2:0.01:2;y=exp(-x.^2);y0=exp(-knot.^2);plot(x,y,knot,y0,'ro');%,hold on;x_new=linspace(-2,2,count_dot);y_real=exp(-x_new.^2);%Lagrange 插值y_lagrange=lagrange(knot,y0,x_new);plot(x_new,y_lagrange,'k');hold on;%分段线性插值y_line=zeros(1,length(x_new))count_1=1;for j=1:count_dotfor i=1:count_knot+1if((x_new(j)>=knot(i))&((x_new(j)<=knot(i+1))))%直线的点斜式方程y_line(count_1)=((y0(i)-y0(i+1))/(knot(i)-knot(i+1)))*(x_new(j)-knot(i))+y0(i);count_1=count_1+1;break;end endendplot(x_new,y_line,'b');hold on;%三次样条插值 y_temp=[0 y0 0];pp=csape(knot,y_temp,'second');[breaks,coefs,npolys,ncoefs,dim]=unmkpp(pp);count=1;for j=1:count_dotfor i=1:count_knot+1if((x_new(j)>=knot(i))&((x_new(j)<=knot(i+1))))y_spline(count)=polyval(coefs(i,:),x_new(j)-knot(i));count=count+1;break;end endendplot(x_new,y_spline,'g');%输出原函数值和三种插值函数值的比较结果result=[y_real' y_lagrange' y_line' y_spline']图形输出(n=5,m=50)10.90.80.70.60.50.40.30.20.1-2 -1.5 -1 -0.5 0 0.5 1 1.5 2绿色:节点和exp(-x2)。
T-12
T-12
英文名: Dibutyltin dilaurate
分子式(Formula):C32H64O4Sn
相对分子质量: 631.56
CAS编号:77-58-7
物化性质
T-12淡黄色透明油状液体,能溶于一般增塑剂及溶剂,不溶于水。
密度(25℃): 1.04~1.08g/cm³
凝固点:12~20℃
闪点(COC):235℃
沸点:>205℃
黏度(25℃):40~50mPa.s
产品应用
T-12是强凝胶性质的催化剂,可用于弹性体、胶黏剂、密封胶、涂料、硬泡、
模塑泡沫、RIM等。
它可与胺类催化剂并用于高速生产高密度结构泡沫、喷涂硬泡、硬泡板材。
T-12还是一种热稳定剂,主要用于PVC软透制品的加工,硅橡胶的催化剂,聚酰胺和酚醛树脂的光热稳定剂等。
包装
25KG/桶
供应商
新典化学材料(上海)有限公司
本公司还供应下列聚氨酯催化剂:
二甲基环己胺(DMCHA):聚氨酯硬泡催化剂
N,N-二甲基苄胺(BDMA):在聚氨酯行业是聚酯型聚氨酯块状软泡、聚氨酯硬泡及胶黏剂涂料的催化剂,主要用于硬泡
三乙烯二胺:聚氨酯高效催化剂,用于软泡
双(二甲氨基乙基)醚:高催化活性的聚氨酯催化剂,多用于聚氨酯软泡
二甲基乙醇胺:聚氨酯反应型催化剂
五甲基二乙烯三胺(PMDETA):聚氨酯凝胶发泡催化剂,广泛用于聚氨酯硬泡
2,4,6-三(二甲氨基甲基)苯酚(DMP-30):聚氨酯三聚催化剂,也可作环氧促进剂
双吗啉二乙基醚(DMDEE):聚氨酯强发泡催化剂
二甲氨基乙氧基乙醇(DMAEE):用于硬质包装泡沫的低气味反应性催化剂
新典化学。
螺栓和螺钉通孔尺寸

螺栓和螺钉通孔尺寸螺栓和螺钉通孔尺寸(GB/T 5277 —佃85)配M冒柱头用沅孔(适3-«S )单楼tA螺纹规格d2t d3dl L6 3. 3 1. E—L 82 4.3 2.3—2,42.5 5. 0Z S— 2. 93 6. 0 3.4— 3.4 P 9. 04, 6— 4.5 510. 0 5. 7— 5. 561L 0乩8-乩6—815. C9, C—9, 0 101乱01L 0—11.01220. 013. 01613. 51424. C1E. 01815.5162& 017, 52017, 52033. 021. 52422. 02440. C2E. B2826.0匚3048. 032,03633,0 3557. 058. 04239. 0d21、括号内规格尽量不米用。
2、M3-M20为商品规格,其它为通用规格。
3、材料/力学性能钢/8.8, 12.9不锈钢/ < M20时为A2-70; > M20时为A2-50.标记示例:螺纹规格d=M5,公称长度l=20mm,性能等级为8.8级,表面氧化的内六角圆柱头螺钉:螺钉GB70-85 M5X 20M内六角丽柱头螺找 C ft0GB7O-«5等3&ISO4762-77 )单位三(u3螺纹规格d P ti参考dk 光滑头部dk 滚花头部mmda(max)ds(nax) e (min)k(max)r(juinJ就公称)t Sin)IL范围100mm4€的車甲(kg)*♦[Ml.60.352L 5 1.73 1.50T I 1, 50,7X552,5—16160.00016M20,4163,e3, 93 2. 52 1.732CU L 5I山553—20150. 00203M2. 50.4517 4.5 4.53 3. 1 2. 5 2. 32, 50, I2丨* 1山854〜2520Ck 00329M30. 518 5.5 5.53 3. &3 2.873 6 I 2.5匚3 1. 155—302D0,00492M4 6 72077.22 4. ?4 3.4440.232L46^40250.100884 7 - M5①822S.S 6.72 5. ?5 4.5650.24 2.5L 98—5025£).01430MS1241010.22乩365*7260. 2553 2.310^60300.02034M8 1.25281313.279・23 6.8630.464 3.312—80350.03923MID L5321016. 2711,2109. 15JO0*485416^10040CL 063881、括号内规格尽量不米用。
R 稳压器及稳压二极管型号对照表及部分型号替代
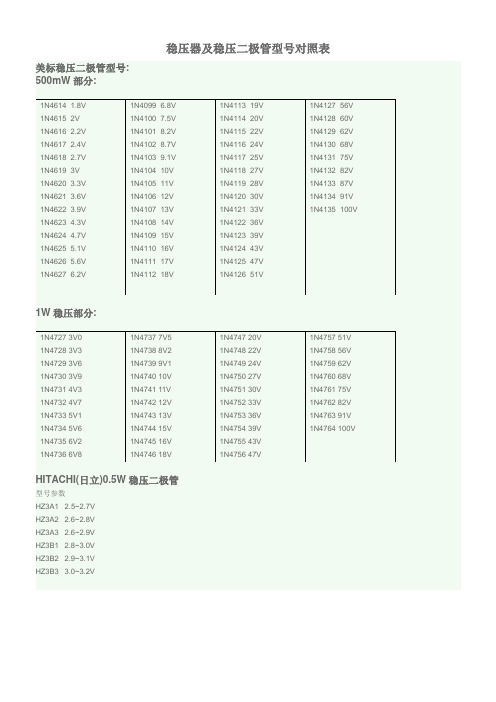
稳压器及稳压二极管型号对照表美标稳压二极管型号:500mW部分:1N4614 1.8V 1N4615 2V 1N4616 2.2V 1N4617 2.4V 1N4618 2.7V 1N4619 3V 1N4620 3.3V 1N4621 3.6V 1N4622 3.9V 1N4623 4.3V 1N4624 4.7V 1N4625 5.1V 1N4626 5.6V 1N4627 6.2V 1N4099 6.8V1N4100 7.5V1N4101 8.2V1N4102 8.7V1N4103 9.1V1N4104 10V1N4105 11V1N4106 12V1N4107 13V1N4108 14V1N4109 15V1N4110 16V1N4111 17V1N4112 18V1N4113 19V1N4114 20V1N4115 22V1N4116 24V1N4117 25V1N4118 27V1N4119 28V1N4120 30V1N4121 33V1N4122 36V1N4123 39V1N4124 43V1N4125 47V1N4126 51V1N4127 56V1N4128 60V1N4129 62V1N4130 68V1N4131 75V1N4132 82V1N4133 87V1N4134 91V1N4135 100V1W稳压部分:1N4727 3V0 1N4728 3V3 1N4729 3V6 1N4730 3V9 1N4731 4V3 1N4732 4V7 1N4733 5V1 1N4734 5V6 1N4735 6V2 1N4736 6V8 1N4737 7V51N4738 8V21N4739 9V11N4740 10V1N4741 11V1N4742 12V1N4743 13V1N4744 15V1N4745 16V1N4746 18V1N4747 20V1N4748 22V1N4749 24V1N4750 27V1N4751 30V1N4752 33V1N4753 36V1N4754 39V1N4755 43V1N4756 47V1N4757 51V1N4758 56V1N4759 62V1N4760 68V1N4761 75V1N4762 82V1N4763 91V1N4764 100VHITACHI(日立)0.5W稳压二极管型号参数HZ3A1 2.5~2.7VHZ3A2 2.6~2.8VHZ3A3 2.6~2.9VHZ3B1 2.8~3.0VHZ3B2 2.9~3.1VHZ3B3 3.0~3.2V线性稳压器件(输入输出电流相等,压降3V以上) 型号稳压(V) 最大输出电流可替代型号79L05 -5V 100mA79L06 -6V 100mA79L08 -8V 100mALM7805 5V 1A L7805,LM340T5LM7806 6V 1A L7806LM7808 8V 1A L7808LM7809 9V 1A L7809LM7812 12V 1A L7812,LM340T12LM7815 15V 1A L7815,LM340T15LM7818 18V 1A L7815LM7824 24V 1A L7824LM7905 -5V 1A L7905LM7906 -6V 1A L7906,KA7906LM7908 -8V 1A L7908LM7909 -9V 1A L7909LM7912 -12V 1A L7912LM7915 -15V 1A L7915LM7918 -18V 1A L7918LM7924 -24V 1A L792478L05 5V 100mA78L06 6V 100mA78L08 8V 100ma78L09 9V 100ma78L12 12V 100ma78L15 15V 100ma78L18 18V 100ma78L24 24V 100ma开关稳压器件(电压转换效率高)型号说明最大输出电流LM1575T-3.3 3.3V简易开关电源稳压器 1ALM1575T-5.0 5V简易开关电源稳压器 1ALM1575T-12 12V简易开关电源稳压器1ALM1575T-15 15V简易开关电源稳压器1ALM1575T-ADJ 简易开关电源稳压器(可调1.23V~37V) 1A LM1575HVT-3.3 3.3V简易开关电源稳压器 1ALM1575HVT-5.0 5V简易开关电源稳压器 1ALM1575HVT-12 12V简易开关电源稳压器1ALM1575HVT-15 15V简易开关电源稳压器1ALM1575HVT-ADJ 简易开关电源稳压器(可调1.23V~37V) 1A LM2575T-3.3 3.3V简易开关电源稳压器 1ALM2575T-5.0 5V简易开关电源稳压器 1ALM2575T-12 12V简易开关电源稳压器1ALM2575T-15 15V简易开关电源稳压器1ALM2575T-ADJ 简易开关电源稳压器(可调1.23V~ 37V) 1A LM2575HVT-3.3 3.3V简易开关电源稳压器 1ALM2575HVT-5.0 5V简易开关电源稳压器 1ALM2575HVT-12 12V简易开关电源稳压器1ALM2575HVT-15 15V简易开关电源稳压器1ALM2575HVT-ADJ 简易开关电源稳压器(可调1.23V~37V) 1A LM2576T-3.3 3.3V简易开关电源稳压器 3ALM2576T-5.0 5.0V简易开关电源稳压器 3ALM2576T-12 12V简易开关电源稳压器3ALM2576T-15 15V简易开关电源稳压器3ALM2576T-ADJ 简易开关电源稳压器(可调1.23V~37V) 3ALM2576HVT-3.3 3.3V简易开关电源稳压器 3ALM2576HVT-5.0 5.0V简易开关电源稳压器 3ALM2576HVT-12 12V简易开关电源稳压器3ALM2576HVT-15 15V简易开关电源稳压器3ALM2576HVT-ADJ 简易开关电源稳压器(可调1.23V~37V) 3A原型号国外型号稳压值国内替代型号1N746 H23 MA4030 RD417E RD217EB 2.5-3.5 2CW511N747 1N748 1N749 HZ4 RD3.9E 3.9-4.5 2CW521N750 1N751 HZ5 05Z5.1 RD5A RD5.1E 4-5.8 2CW531N752 1N753 HZ6 HZ6.2E 05Z5.6E RD6A 5.5-6.5 2CW541N754 HZ6.8E 02Z6。
材料2A12---精品模板
材料2A12—T42A12—T4为铝-铜-镁系中的典型硬铝合金,其成份比较合理,综合性能较好。
很多国家都生产这个合金,是硬铝中用量最大的.该合金的特点是:强度高,有一定的耐热性,可用作150°C以下的工作零件。
温度高于125°C,2A12-T4合金的强度比7075合金的还高。
热状态、退火和新淬火状态下成形性能都比较好,热处理强化效果显著,但热处理工艺要求严格。
抗蚀性较差,但用纯铝包覆可以得到有效保护;焊接时易产生裂纹,但采用特殊工艺可以焊接,也可以铆接。
广泛用于飞机结构、铆钉、卡车轮毂、螺旋桨元件及其他种种结构件。
2A12-T4合金的化学成份(以最高百分比表示,除非列出的是一个范围值)2A12合金的机械及物理性能抗拉强度MPa4700.2%屈服强度MPa325伸长率%10疲劳强度105硬度HB120电导率20°C 3020°C电阻率n.m 48弹性模量 68密度KG。
m-327702A12铝合金:2A12铝合金为一种高强度硬铝,可进行热处理强化,在退火、刚淬火和热状态下可塑性中等,2A12铝合鑫点焊焊接性良好,用气焊和氩弧焊时有形成晶间裂纹的倾向;,2A12铝合金在淬火和冷作硬化后可切削性能尚好,在退火状态时不良.抗蚀性不高,常采用阳极氧化处理与涂漆方法或表面加包铝层以提高抗腐蚀能力.2A12铝合金热处理规范:1) 均匀化退火:加热480~495℃;保温12~14h;炉冷.2)完全退火:加热390~430℃;保温时间30~120min;炉冷至300℃,空冷。
3)快速退火:加热350~370℃;保温时间为30~120min;空冷。
4)淬火和时效:淬火495~505℃,水冷;人工时效185~195℃,6~12h,空冷;自然时效:室温96h.。
2020年人教版初二上册数学第十二章12.2三角形全等的判定第3课时 角边角和角角边 课件

∴△ABC ≌△DEF(ASA).
归纳概括“AAS”判定方法: 两角分别相等且其中一组等角的对边相等 的两个三角形全等(简写为“角角边”或 “AAS”).
也就是说,三角形的两个角的大小和其中一个 角的对边的长度确定了,这个三角形的形状、大小 就确定了.
8、拥有梦想只是一种智力,实现梦想才是一种能力。20:3020:30:177.14.2020Tuesday, July 14, 2020
∠DAB =∠EAC.求证:AB =AC.
A
证明: ∠DAC =∠EAB,
∠D =∠E,
D
E
CD =BE,
∴ △ADC ≌△AEB(AAS).
∴ AB =AC.
B
C
问题3 如图,E,F 在线段AC上,AD∥CB, AE = CF.若∠B =∠D,求证:DF =BE.
证明:∵ AD∥CB , ∴ ∠A =∠C. ∵ AE =CF , ∴ AF =CE.
A
D
F E
B
C
练习1 如图,EA⊥AB,DB⊥AB,∠ACE =∠BDC,AE =BC,试判断CE与CD的关系.
解:∵EA⊥AB,DB⊥AB, ∴∠A =∠B =90°,在△ACE和△BDC中,
∠ACE =∠BDC, ∠A =∠B, AE =BC, ∴△ACE ≌△BDC(AAS).
∴CE =CD .
C.80°
D.90°
综合应用
2.已知:如图,∠ABC = ∠DEF, AB = DE,要证明△ABC≌△DEF,
(1)若以“SAS”为依据,还须 添加的一个条件为___B_C__=_E_F____.
(2)若以“ASA”为依据,还须 添加的一个条件为__∠_A__=_∠_D______.
2023-2024学年-北师大版数学五年级上册-整理与复习

=13(个)
答:能买13个。
(2)小狗最多能买多少支铅笔? 100÷1.5 ≈ 66(支)
答:小狗最多能买66支铅笔。
(3)请你再提出一个数学问题,并尝试解答。 每本《百科全书》多少元? 41.5÷5=8.3(元) 答:每本《百科全书》8.3元。 (答案不唯一)
北师大版数学五年级上册
整理与复习
4.看图填空。
(1)小船先向( 左 )平移了( 9 )格, 再向( 下 )平移了( 6 )格。
4.看图填空。
(2)三角形先向(上 )平移了( 6 ) 格,再向(右 )平移了( 7 )格。
5.想想如何把“b”变成“d”。
(教材P47 T8)
6. 按要求画一画,并与同伴交流你是怎样画的。
画对称轴 向上平移 3格
第2课时
知识回顾
轴对称
轴对称和 平移
平移
现象 特点 画法
欣赏与设计
1.轴对称图形
定义:一个图形沿着一条直线对折,对折后直 线两侧的图形能够完全重合,这个图形就是轴 对称图形。
1.轴对称图形
画轴对称图形的方法:先找出已知图形的每条线段 的端点,然后根据各对称点到对称轴的距离相等的 特点,在对称轴的另一侧找出关键点的对称点,最 后按已知图形的连接顺序顺次连接各对称点。
(教材P48 T12)
9.哪家餐厅更拥挤?说一说你的理由。
甲餐厅 6×8÷7 ≈ 6.86(m²) 乙餐厅 6×4÷3=8(m²)
8>6.86 答 :甲餐厅更拥挤。
(教材P48 T13)
10. 用 100 元买奖品。
(1)小猫想用余下的钱买文具盒,能买多少个?
(100-41.5)÷4.5
=58.5÷4.5
36÷2=18(m) 18=13+5=11+7 13×5=65(m²) 11×7=77(m²)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CURRENT AND NEXT GENERATION SOLAR CELL MARKET OUTLOOKVinay AnanthacharFuji-Keizai USA Inc.141E 55th Street,New York, NY 10022, USAvinay.ananthachar@ABSTRACTIn 2006, the worldwide solar photovoltaic industry reached a consolidated figure of 2.1GW, representing an annual growth of 30%. Emerging technologies represented about 0.22GW worldwide. The solar cell market based on new emerging technologies is estimated to increase tremendously over the next 10 years at an AAGR of 43.1% capturing more than 13% of the total market share (in MW capacity). The enormous growth rate of emerging technologies is attributed to the demand for non-silicon based solar cells, higher efficiency, cost reduction, and overall awareness of extracting energy from alternative sources.1. INTRODUCTIONThis market research paper studies the current market status of solar cell industry worldwide. It also includes research on new emerging technologies, major players and future roadmap (beyond 2015). It includes a list of major companies, research ventures, and universities. While covering the solar cell market based on the current technologies, it focuses on the new emerging technologies and related materials, and pursuing the market trends from a global perspective. 2. WORLDWIDE MARKET DEMAND2.1 Total Market Demand (MW)The worldwide solar cell production for 2006 reached 2,078MW increasing at a rate of 25% from previous year’s 1,656MW. In 2006, about 215.6MW (9% of total solar cell production) were from new emerging solar cell technologies. New emerging technologies are rapidly growing (the market size increased 40% from previous year) in the regions where major research and development work are conducted (such as US, Europe and Japan). [1]TABLE 1: WORLDWIDE SOLAR CELL MARKET DEMAND IN MW, 2006 – 20152006 2007 2008 2009 2010 Current 1862.5 2346.7 3003.8 3904.9 5232.6 Emerging 215.6 304.0 428.7 608.7 864.3 Total 2078.1 2650.7 3432.4 4513.6 6096.9 2011 2012 2013 2014 2015 Current 6907.0 8979.2 11493.3 14481.6 18102.0 Emerging 1227.4 1779.7 2580.5 3741.8 5425.6 Total 8134.4 10758.8 14073.9 18223.4 23527.6The worldwide solar cell market is forecasted to reach 23,527.6MW by the year 2015 increasing at 29.9% AAGR. The solar cell market based on new emerging technologies is estimated to increase tremendously over the next 10Proceedings of ISES Solar World Congress 2007: Solar Energy and Human Settlement 2952years at an AAGR of 43.1% capturing more than 16% ofthe total market share (in MW capacity). The enormousgrowth rate of emerging technologies is attributed to thedemand for non-silicon based solar cells, higher efficiency,cost reduction and overall awareness of extracting energy from alternative sources such as wind, solar, biomass and other natural sources. [1]2.2 Total Market Demand ($ Million)TABLE 2: WORLDWIDE SOLAR CELL MARKET SIZE AND FORECAST IN $ MILLION, 2006 – 20152006 2007 2008 2009 2010 Current 1461.9 1783.3 2233.8 2715.7 3390.0 Emerging 150.4 199.0 272.3 362.6 474.6 Total1612.3 1982.3 2506.1 3078.3 3864.62011 2012 2013 2014 2015 Current 4339.5 5332.3 6457.8 7835.1 9577.0 Emerging 650.9 889.6 1121.6 1459.1 1864.1 Total 4990.4 6221.9 7579.4 9294.2 11,441.1The worldwide solar cell production market is estimated to be $1.6 billion in 2006 growing at a rate of 23.2% reaching more than $11 billion by 2015. The solar market is growing so rapidly that the market size would increase more than 6 times within next 10 years. H ere, the market size depends on the cost of cell production per Watt. The above tables illustrates how the growth rate is fluctuating and it decreases in 2009-11; this is because the raw materials (silicon ingots and wafers) price and production cost are anticipated to drop and also an increase in the manufacturing of solar cells based on other innovative low cost materials.Today, the solar cell market is dominated by crystalline silicon based solar cells consisting of 91% market share worldwide – remaining 9% is new emerging technologies including thin-film solar cells. Harvesting electricity using solar cells based on crystalline silicon technology is very well established even though the efficiency is low and material wastage during production is high.2.3 Solar Cell Market Share by Technology TypeAll the emerging technologies are expected to increase its market share by 2015. Emerging technologies is projected have a share of 16% by 2015 as compared to 9% share in 2006. This can be mainly attributed to the increase in Thin-film amorphous silicon solar cell products. [1]Fig. 1: Worldwide market share of current & emerging technologies in 2006.Currently almost all the top manufacturers worldwide are 1) offering flexible thin-film solar cells 2) performing research work to increase the efficiency of thin-film solar cells 3) have contracts with roofing/construction companies to introduce solar cell products that are integrated with roofing materials. Thin-film amorphous solar cells have a share of 6% in 2006 and are expected to increase to 11% by the end of 2015.Multi-crystalline is expected to decrease gradually because of its low cell efficiency and Mono-crystalline will increase its market share slightly by 1% especially due to its higher efficiency than Mono-crystalline silicon solar cells. In Mono-crystalline silicon, due to some disadvantages such as material wastage and manufacturing cost, the growth will be slow. One of the biggest advantage of Mono-crystalline verse Multi-crystalline is higher cell efficiency.2.4 Leading Solar Cell ManufacturersThe US market leaders are Energy Photovoltaics Inc., GE Power, Konarka Technologies Inc., PowerFilm Inc. and Unisolar Inc. In Europe, ErSol Energy AG, Isofoton, Photowatt International SAS, Q-Cells, Schott Solar and Solar World AG are the market leaders in emerging solar cell manufacturing. Leading Japanese solar cell manufacturers are Kaneka Corporation, Kyocera, Sanyo and Sharp Solar.12MARKETING AND FINANCING2953Organic/Polymer basedcells2.4%Fig. 2: Worldwide market share of current & emerging technologies in 2015.2.5 Materials for New Emerging Solar Cells2.5.1 Amorphous SiliconThis material based solar cell has its fixed place in the consumer market such as calculators or indoor use. The visual appearance of thin-film solar cells makes them attractive for facade applications.2.5.2 Copper Indium Diselenide (CIS) and CopperIndium Gallium Diselenide (CIGS)Solar cell technology based on ternary compound semiconductors CIS and multinary alloy CIGS are very flexible with respect to process conditions. H igher solar cell efficiency can be obtained by empirical optimization of process parameters of the materials.2.5.3 Cadmium Telluride (CdTe)One of the most promising approaches for the fabrication of low-cost, high-efficiency solar cells involves the use of Cadmium Telluride (CdTe). It is an ideal material for thin-film solar photovoltaic cells because, optimum optical bandgap for solar energy conversion, easy to handle in thin-film deposition processes.2.5.4 Transparent Conducting Oxide (TCO)The TCO is usually Tin Oxide (TiO2), with the TCO-coated glass available commercially. The key properties for high-quality TCOs are high optical transmission, low electrical resistivity and high carrier mobility, low surface roughness, good thermal and chemical stability, good crystallinity, adhesion, and hardness and low processing cost.2.5.5 Dye-SensitizedNano-crystalline dye sensitized solar cells are based on the mechanism of a fast regenerative photo-electrochemical process. In the case of the semiconductor TiO2, this results in a working cycle starting with the dye excitation by an absorbed photon at the electrolyte interface and an electron injection into the TiO2.2.5.6 Organic/ Polymer MaterialOrganic cells can be divided into molecular and polymer organic solar cells. Examples are conjugated polymers; dyes or molecular organic glasses can show semi-conducting properties. Extremely high optical absorption coefficients are possible with these materials, which offers the possibility for the production of very thin solar cells and therefore, only very small amounts of materials are needed.2.6 New Emerging Solar Cell R&D Activity and StrategyIn the US, Energy Photovoltaics Inc, GE Power, Konarka Technologies, PowerFilm Inc and Unisolar Inc. are the top players in the manufacturing of solar cells based on emerging technologies. One of the most promising company is Konarka Technologies, a Massachusetts based research company, have tested their dye-sensitized solar cell product and already have contracts with the US Department of Defense.In Europe, Shell Solar has played a major role in the development of first-generation CIS technology and has been successfully producing and marketing its products. Shell and Saint-Gobain Glass Deutschland have announced their joint venture, Avancis, to begin solar power panel manufacturing based on advanced CIS technology. Fraunhofer Institute in Germany is one of the world leader in research and developmental work in new emerging solar cell technologies and material development.Proceedings of ISES Solar World Congress 2007: Solar Energy and Human Settlement 2954In Japan, Sanyo is one of the top company manufacturing “double” solar cells or modules known as HIT Double solar modules. H IT Double modules can capture additional backside ambient light and can increase the performance of the system by an additional 10% or more [2]. Sharp Corporation recently invested about $30 million to increase annual production capacity for solar cells at its Katsuragi plant in Japan by 100MW to meet the growing demand for solar modules in the domestic market as well as internationally. Sharp is the largest producer [2] of solar PV cells in the world; in 2004 it produced about 324MW of solar cells (approximately 27% share of the total volume).Leading manufacturers are performing research to enhance the solar cell efficiency and investing into new emerging technology R&D.3. ROADMAP, COMMERCIALIZATION AND BUSINE-SS OUTLOOK3.1 Technologies and Bottlenecks3.1.1 Crystalline SiliconThe availability of enough reasonably priced silicon feedstock could be a major barrier for continuous growth.H ence, better use of material has to be achieved by alternative manufacturing method or process. In order to improve the throughput in the manufacturing line the number of processing steps has to be reduced without lowering the efficiency. As more than 95% of today’s market is based on crystalline technology, many manufacturers are addressing these.3.1.2 Thin-FilmThe following issues have to be addressed simultaneously if thin-film technology is to take a major share of the growing market. 1) Low solar cell efficiency, 2) Expected lifetime of the product, 3) Safety requirements of some materials in production and availability of materials and 4) Cost of production equipments.3.1.3 Emerging TechnologiesIn Dye-Sensitized solar cells, the stability increased significantly but still does not meet the standards of today’s market. This technology [1] is very hard to succeed because of the current liquid electrolyte, sealing and phase change. A solid-state version would be more robust. Currently the solar cell efficiency achieved is in the rangeof 4 to 5%, which is low compared to crystalline siliconsolar cells.On the other hand, Polymer cells are only on the verge of a bright future. The present 3% [1] cell efficiency is only a stepping-stone for much higher efficiencies. Research hasto be done in understanding the chemical and physical processes that would enhance the efficiency of a polymer based solar cells. Issues can be briefly summarized as 1) Collection of generated carriers, 2) Microstructure, 3) Lowcost materials and processing, 4) Stability and suitable materials and 5) Understanding of interfaces.3.2 Solar Cell Technology RoadmapTABLE 3: WORLDWIDE SOLAR CELL PRODUCTION ROADMAPTechnologies 2006 2010 2015 2030 Current 1,8625,23218,102117,556 Emerging 216 864 5,425 50,382 TOTAL(MW) 2,078 6,09623,527 167,938Fig. 3: Worldwide solar cell production roadmap.3.2.1 Current Status and Near Term (2007 –2010)Today, the photovoltaic industry is a rapidly growing market worldwide and there are few issues that have to be addressed to ensure this trend is followed for the next 20 years. The industry would start building manufacturing12MARKETING AND FINANCING 2955plants worldwide to meet growing demands in the Europe, USA and Japan and also new emerging markets in Asia, even though it maybe a small market, it is a stepping stone for larger market share because of growing economies such as India and China.3.2.2 Short Term (2010-2015)There are number of potential in such emerging technologies as dye-sensitized solar cells, nano-structured materials, and plastic/polymer solar cells, to leapfrog to far beyond current crystalline silicon and thin-film technologies which in turn dramatically reduce cost and raise the performance. Ultimately, the potential for cost reduction through both learning and R&D advances is what justifies the current (2006) robust investments in research and market development. Many experts in the solar industry agree that solar power technologies can become significantly more efficient, more reliable, more durable, and less expensive.As the forecast in the previous tables illustrate, the solar cell production is expected to increase more than 6 times by 2015 to the current production capacity (MW). This period (2010-2015) is the major phase in large-scale implementation and success of the solar cells technologies worldwide.3.2.3 Long Term (2015 and beyond)During the next 20-25 years the solar cell industry will invest in R&D to make manufacturing lines more effective and improve production. Majority of the solar cells manufactured during this period would be in developing countries such as India, China and Brazil.The current investments into research and development by solar cell companies would be turned into mass production and solar cell industry will still continue investing into the research and development of new emerging technologies and materials to improve performance of the products. The roadmap case study shows that the worldwide solar cell market size to be 168GW [3], which is 80 times the current market size.4. ACKNOWLEDGMENTSI would like to thank Mr. Shizuo Abe, Fuji-Keizai USA Inc. for his continuous support and encouragement in various market research studies.5. REFERENCES(1) Arnulf Jager-Waldau, “PV Status Report 2003”European Commission, Sept 2003.(2) M. Yamaguchi, Y. Ohshita, K. Arafune, H. Sai, andM.Tachibana, “Present status and future of crystalline silicon solar cells in Japan”, Solar Energy, V ol. 80, Issue 1, Jan 2006, 104-110.(3) Arnulf Jager-Waldau, “R&D roadmap for PV” ThinSolid Films, V ol. 451-452, Mar 2004, 448-454.。