群脉冲作业指导书
EFT作业指导书
篇一:eft作业指导书eft (electrical fast transient test)耐電子快速脈衝試驗操作程序1.開機:1.1 將控制p.c.及測試儀器(ture-eft soure ce-40)之[system power]打開。
1.2 測試儀器(ture-eft soure ce-40)需熱機30分鐘以上,始能開始作測試。
2.測試:2.1 將控制p.c.啟動windows軟體,再進入控制軟體program manager之中。
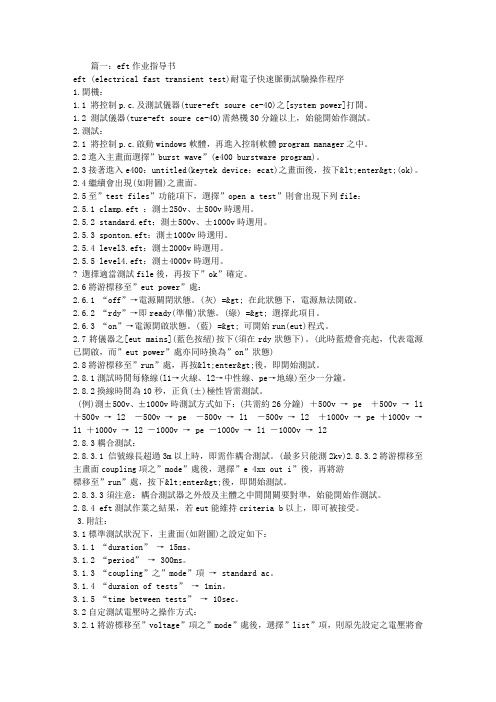
2.2進入主畫面選擇”burst wave”(e400 burstware program)。
2.3接著進入e400:untitled(keytek device:ecat)之畫面後,按下<enter>(ok)。
2.4繼續會出現(如附圖)之畫面。
2.5至”test files”功能項下,選擇”open a test”則會出現下列file:2.5.1 clamp.eft :測±250v、±500v時選用。
2.5.2 standard.eft:測±500v、±1000v時選用。
2.5.3 sponton.eft:測±1000v時選用。
2.5.4 level3.eft:測±2000v時選用。
2.5.5 level4.eft:測±4000v時選用。
? 選擇適當測試file後,再按下”ok”確定。
2.6將游標移至”eut power”處:2.6.1 “off”→電源關閉狀態。
(灰) => 在此狀態下,電源無法開啟。
2.6.2 “rdy”→即ready(準備)狀態。
(綠) => 選擇此項目。
2.6.3 “on”→電源開啟狀態。
(藍) => 可開始run(eut)程式。
2.7將儀器之[eut mains](藍色按紐)按下(須在rdy狀態下)。
电快瞬变脉冲群发生器说明书
海林自控快速群脉冲发生器操作手册编制/日期:审核/日期:批准/日期:第一章 面板说明一、前面板说明图 3 EMS61000-4B快速群脉冲发生器前面板示意图1. EUT电源指示灯:当试品电源输入端已上电,并且“EUT ON”按键按下后,此指示灯亮,表明EUT电源输出端已通电,否则此指示灯熄灭。
2. EUT电源输出端口:此端口可连接被试设备的电源端,供受试设备工作。
3. 群脉冲耦合端:通过同轴电缆线或一转三连接器将P.OUT输出端与其中一个或多个耦合端连接,可将群脉冲耦合至相应路径。
4. P.OUT输出端:脉冲群输出口,可与左侧群脉冲耦合端连接。
也可用于观察波形或连接电容耦合夹进行信号线试验,观察波形时必须在端口接上高压衰减器和400M以上示波器。
5. 接地端(SG):用于与参考接地板进行连接。
6. “谨防高压”警示灯:当仪器在测试状态时,该警示灯亮。
7. 电压调节旋钮:用于调节试验电压,顺时针旋转时电压增大,逆时针旋转时电压减小。
开机和关机之前均要将其逆时针旋转到底。
8. 操作键脉冲频率选择:在复位状态下,按此键可进行2.5kHz/5kHz/100kHz脉冲重复频率的切换,相应指示灯会点亮;在设定状态下,按此键为光标循环左移;POS/NEG:在复位状态下,按此键切换试验电压正、负极性,相应指示灯会点亮;在设定状态下,按此键为光标循环右移;EUT.ON:此键用于控制受试设备工作电源的接通和断开;在设定状态下,按此键为光标所在位置数循环减1;△:在设定状态下,按此键为光标所在位置数循环加1;设定/确定:在复位状态下,按此键可进入试验时间的设定;在设定状态下,按此键确认并完成该项设定。
9. 电源开关(POWER):仪器电源开关。
10. 复位键(RESET):按此键可切断脉冲输出,测试结束,相应警示灯会熄灭。
11. 启动键(START):按此键可启动脉冲输出,测试开始,相应警示灯会闪烁。
12. 显示窗口B:时间显示窗口,用于显示试验时间,单位为s。
电火花作业指导书
电火花作业指导书一、作业目的本作业指导书旨在提供对电火花作业的详细指导,包括作业准备、操作步骤、安全注意事项等内容,以确保作业过程安全、高效。
二、作业准备1. 确认作业区域:确定作业区域内是否有易燃、易爆等危(wei)险物质,确保作业环境安全。
2. 检查设备及工具:确保电火花设备和所需工具完好无损,无漏电、短路等问题。
3. 个人防护装备:佩戴绝缘手套、防护眼镜、防护服等个人防护装备,确保作业人员安全。
三、操作步骤1. 连接电源:将电火花设备正确接入电源,确保电源稳定。
2. 调整电流和电压:根据作业需求,调整电流和电压参数,确保设备正常工作。
3. 准备工作件:将待加工的工作件固定在工作台上,确保稳定。
4. 调整电极间距:根据工作件材料和要求,调整电极间距,确保电火花放电正常进行。
5. 开始作业:根据工作要求,将电极挨近工作件,启动电火花设备,开始作业。
6. 监控作业过程:在作业过程中,及时观察电火花放电情况,确保作业质量。
7. 完成作业:作业完成后,关闭电火花设备,拆卸工作件,清理作业区域。
四、安全注意事项1. 严禁在易燃、易爆等危(wei)险环境下进行电火花作业。
2. 作业人员必须佩戴个人防护装备,确保安全。
3. 严禁擅自调整电火花设备参数,必须由专业人员操作。
4. 作业前必须检查设备和工具的完好性,如有问题应及时修复或者更换。
5. 作业过程中,应保持注意力集中,防止操作失误造成安全事故。
6. 作业完成后,必须及时关闭电火花设备,清理作业区域,防止意外发生。
五、常见问题及解决方法1. 电火花设备无法启动:检查电源是否接通,设备是否连接正确,如有问题请联系维修人员。
2. 电火花放电不稳定:检查电极间距是否正确调整,工作件是否固定稳定,如有问题请调整或者更换。
3. 作业件表面浮现异常:检查电极与工作件的接触是否良好,电流和电压参数是否合适,如有问题请调整。
4. 作业效果不理想:检查电极和工作件的材料是否匹配,是否需要更换电极,如有问题请咨询专业人员。
电快速瞬变脉冲群抗扰度测试作业指导书
果超过0.5m ,应把电源线折叠在一起,然后放置在距参考接地板上方 0.1m 处。
1. 目的:评价产品在电快速瞬变脉冲群干扰下的抗干扰能力。
(电路中,机械开关对电感性负载的切换,通常会对同一电路中的其他电气和电子设备产生干扰。
这类 干扰的特点是:脉冲成群出现、脉冲的重复频率较高、脉冲波形的上升时间短暂、单个脉冲的能量较 低。
)2. 范围:适用于电源线有接入供电网络的电子电气产品。
3. 定义:暂无4. 职责: 4.1测试员负责雷击浪涌测试的产品接线、过程测试及异常反馈; 4.2审核人员负责试验记录结果或试验过程状态的确认及巡查。
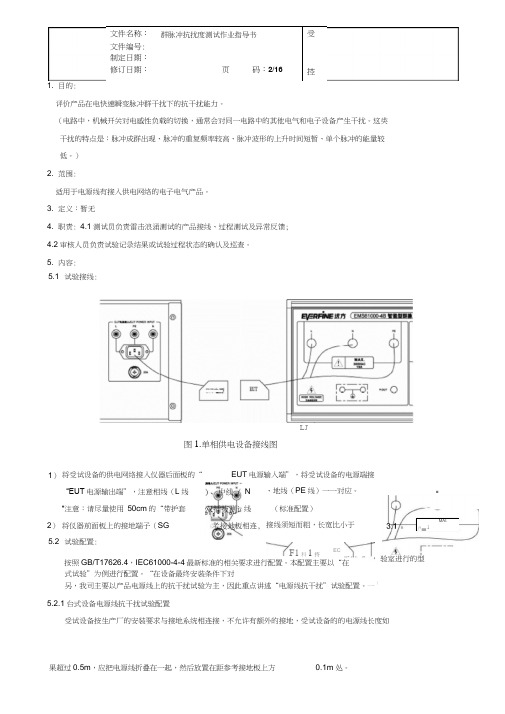
5. 内容:图1.单相供电设备接线图式试验”为例进行配置。
“在设备最终安装条件下对另,我司主要以产品电源线上的抗干扰试验为主,因此重点讲述“电源线抗干扰”试验配置。
一15.2.1台式设备电源线抗干扰试验配置受试设备按生产厂的安装要求与接地系统相连接,不允许有额外的接地,受试设备的的电源线长度如修订日期:页 码:2/16控5.1 试验接线:1)将受试设备的供电网络接入仪器后面板的“ 2) 5.2 试验配置:EUT 电源输入端”,将受试设备的电源端接、地线(PE 线)一一对应。
(标准配置)接线须短而粗,长宽比小于F1科1持按照GB/T17626.4,IEC61000-4-4最新标准的相关要求进行配置。
本配置主要以“在MAI./'■1LJ“EUT 电源输出端”,注意相线(L 线 N线板相连, 将仪器前面板上的接地端子(SG *注意:请尽量使用 50cm 的“带护套 ECT■验室进行的型修订日期:页码:3/16控长度:0. 5m1趙缘支座被试设备群脉冲发竺器按地参考平面图2.台式设备电源线抗干扰试验配置图①长度;0, 5m1屣缘支座被试设备群脉冲发生器接地参考平面图3.台式设备电源线抗干扰试验配置图②\ '蕾考孃地板怪拔堤0.5也乂下'忒刮桌1趙錄支座被试设备长度:0. 5m 5.2.2地面设备信号线抗干扰性试验配置土接线要求与台式设备相同)电源群泳冲注人POUT电:爆15.2测试机台:群脉沖发梓器标准接地板杭州远方EMS61000-4B 智能型群脉冲发生器(ELECTRICAL INTELLIGENT TRANSIENT GENERATOR)5.3.8.2 测试时间小干重复时间修订日期:页 码:4/16控5.3操作步骤: 5.3.1按试验接线图连接好试验接线; 5.3.2打开仪器前面板的电源开关,面板上出现初始化信息后,进入待机状态; 5.3.3设置试验参数(方法别纸参考 附录2:群脉冲试验参数设置) 5.3.4开始测试 按“START ” 键,仪器先调整试验电压至设定值,然后开始测试。
火花机作业指导书
火花机作业指导书一、引言火花机是一种常见的工业设备,用于在金属表面产生火花放电,以清除表面污物、氧化物和涂层。
本作业指导书旨在提供对火花机的操作指导,确保操作人员的安全和作业的高效进行。
二、操作前准备1. 确保操作人员已经接受相关培训,了解火花机的基本原理、操作程序和安全注意事项。
2. 检查火花机的工作环境,确保周围没有易燃物品和可燃气体,保持通风良好。
3. 检查火花机的电源线和接地线是否完好无损,确保接地良好。
4. 检查火花机的电源开关、控制面板和安全装置是否正常工作。
5. 确保操作人员穿戴个人防护装备,包括防护眼镜、防护手套、防护服和防护鞋。
三、操作步骤1. 开启火花机电源,确保电源开关处于关闭状态。
2. 检查火花机的电极是否干净,如有污物或者氧化物,使用合适的清洁剂进行清洗。
3. 根据作业需要,选择合适的电极和工作电压。
4. 将工件放置在工作台上,并固定好,确保工件与电极之间的距离适当。
5. 打开电源开关,调节火花机的工作电压和频率,根据需要进行微调。
6. 按下启动按钮,火花机开始工作,产生火花放电。
7. 观察火花放电的情况,根据需要调整电极和工作电压,确保清除效果良好。
8. 完成作业后,关闭电源开关,待火花机住手工作后,方可离开。
四、安全注意事项1. 操作人员在操作火花机时,应保持专注和集中注意力,避免分散注意力导致意外发生。
2. 火花机的工作环境应保持整洁、干燥,避免积水和杂物导致电气故障和意外伤害。
3. 在操作火花机时,应避免触摸电极和工作台,以免发生电击事故。
4. 在火花机工作期间,应保持适当的距离,避免身体接近火花放电区域,以免受伤。
5. 火花机的维护和保养应定期进行,确保设备的正常工作和安全性能。
6. 如发现火花机存在故障或者异常情况,应即将住手使用,并通知维修人员进行检修。
五、常见问题解决方法1. 火花机无法启动:检查电源线和接地线是否接触良好,检查电源开关和控制面板是否正常工作。
DN801脉冲群发生器说明书
放电表棒
高压发生器 干扰 强度 控制
放电电阻
充电电容
真空高 压开关
放电 装置
放电控制
频率为5
表棒耦合
电源耦合
220 输入
220 输出
干扰脉冲 控制方波 干扰输出
3
5 各部的名称和功能(前面板)
DN801电快脉冲群静电干扰仪
10.00
冲群输出
电压调节
脉冲群
- 启动/停止
静电的抗干扰度试验
试验目的:主要模拟带电的人体或器物对设备干扰及破坏情况,用于评点 电子设备抗静电破坏的能力。
1. 接触放电,保护接地(PE)
等级
电压峰值(KV)
1级
2
2级
4
3级
6
7
4级
8
X级
特殊
2. 空气放电
等级
电压峰值(KV)
1级
2
2级
4
3级
8
4级
15
X级
特殊
10 联系方法
公司名称:无锡格瑞特仪器仪表有限公司 公司地址:江苏无锡市滨湖区蠡园开发区汇光科技园 2#楼 3 楼 公司网站: 电 话:13585092479 QQ:86033974 电话:051085162178 传真:051085161908 Email:change_own@ 联系人:徐文正
1
2 安全方面的注意事项
使用本仪器时,请注意以下事项: l 发生器的接地
为防止电击以及静电等的损伤,请务必要把后面板上的三芯电源端子接 地线接地。电源端子地线与发生器机架是相连的。 l 禁止在危险的场所使用 请不要在有易燃性气体或粉尘的地方使用本仪器,有引发火灾的危险。 不要在湿度比较大的地方使用本产品。 l 切勿自行拆卸 因本系统具有 15KV 的高压,关闭电源也有很高的电压。 l 注意静电 切勿直接接触静电输出口,每次做完实验后放掉静电,方法是停止运行 后将高压表棒和 PE 端子接触。 l 注意 PE 端口良好连接 静电放电时,要将 PE 点接上,以免放电没有回路,造成被测系统损坏。 l 注意启动时间不要太长。 运行时间不要太长,尽量连续运行不超过 5 分钟。 l 电源 本仪器的电源可在 AC187~242V,最大自身消耗功率为 20VA。在电源状 态不稳定的地方使用时,建议使用稳压器。 l 工作温度、保管温度
(20.02C.05)CNAS应用说明作业指导书(电磁兼容)
编制:审核:批准:
年月日年月日年月日
注入电流检验细则(QTC/T20.02A.1806-2009)
谐波电流检验细则(QTC/T20.02A.1807-2009)
浪涌试验检验细则(QTC/T20.02A.1808-2009)
断续干扰检验细则(QTC/T20.02A.1809-2009)
辐射骚扰检验细则(QTC/T20.02A.1810-2009)
1目的:
对“电磁兼容试验”试验程序进行规范,为电磁兼容试验实施提供具体的作业指导。以保证试验结果的可重复性。以符合CNAS-CL16的要求。
2范围:EMC测试
3适用范围:EMC实验室测试人员。
4设施和试验环境
传导骚扰、骚扰功率在屏蔽室进行。
屏蔽室屏蔽效能应能达到:
0.014-1MHz >60 dB 1-1000MHz >90dB
辐射抗扰度试验检验细则(QTC/T20.02A.1811-200--使用设备的名称、型号、校准状态;
---辅助设备的名称、型号、校准状态;
---与被测设备有关的辅助设备名称、型号、连接方式;
---被测设备的连接图;(以具体试验指导书为准)
---检测布置图;(以具体试验指导书为准)
5设备
以各个具体试验的检验细则为准。
传导骚扰电压试验检验细则(QTC/T20.02A.1801-2008)
骚扰功率试验检验细则(QTC/T20.02A.1802-2008)
静电放电试验检验细则(QTC/T20.02A.1803-2008)
电快速瞬变脉冲群检验细则(QTC/T20.02A.1804-2008)
电控维修部AVC(自动电压控制系统)检修作业指导书要点
Q/ MLT 宁夏马莲台发电厂企业标准(Q/MLT 106.10.014-2012)AVC(自动电压控制系统)检修作业指导书2008-01-01发布 2008-01-01实施Q/MLT 106.10.014-2012 电控部AVC(自动电压控制系统)检修作业指导书前言本标准根据宁夏马莲台发电厂标准化工作需要,为规范宁夏马莲台发电厂标准化管理体系,特制定《电控维修部AVC(自动电压控制系统)检修作业指导书》。
本标准由宁夏马莲台发电厂标准化工作领导小组提出。
本标准由宁夏马莲台发电厂电控维修部负责起草。
本标准主要起草人:初审:审核:批准:本标准由宁夏马莲台发电厂生产技术部归口并负责解释。
本标准于2012年05月01日首次发布。
本标准的版本及修改状态:A/0.Q/MLT 106.10.014-2007 电控部SAVR-2000发电机励磁调节器检修作业指导书1范围本标准规定了AVC(自动电压控制系统)调试过程中的工艺过程及质量要求;本标准适用于电控维修部AVC(自动电压控制系统)调试。
2规范性引用文件GB/T 7261-2000 《继电器和继电保护装置基本试验方法》GB50062-92 《电力装置的继电保护和自动装置设计规范》GB/T13729 《远动终端通用技术条件》GB/T13730 《地区电网数据采集与监控系统通用技术条件》GB/T 14537-1993 《量度继电器和保护装置的冲击和碰撞试验》GB/T 17626.5-1999 《电磁兼容试验和测量技术浪涌(冲击)抗扰度试验》GB/T 17626.6-1998 《电磁兼容试验和测量技术射频场感应的传导骚扰抗扰度》DL/T 478-2001 《静态继电保护及安全自动装置通用技术条件》DL 476-1992 《电力系统实时数据通信应用层协议》DL/T 720-2000 《电力系统继电保护柜、屏通用技术条件》DL/T 5136-2001 《火力发电厂、变电所二次接线设计技术规程》DL/T630 《交流采样远动终端技术条件》DL 451-91 《循环式远动规约》GB/T16836-1997 《量度继电器和保护装置安全设计的一般要求》国调运[2003]38 号《电力系统实时动态监测系统技术规范》(试行)GB/T 14598.9-1995 电气继电器第 22 部分:度量继电器和保护装置的电气干扰试验第3篇:辐射电磁场干扰试验(idt IEC 255-22-3:1989)GB/T 14598.10-1996 电气继电器第22部分:度量继电器和保护装置的电气干扰试验第4篇:快速瞬变干扰试验(idt IEC 255-22-4:1992)GB/T 14598.13-1998 度量继电器和保护装置的电气干扰试验第 1部分: 1MHz 脉冲群干扰试验(eqv IEC 255-22-1:1988)GB/T 14598.14-1998 度量继电器和保护装置的电气干扰试验第 2部分:静电放电试验(idt IEC 255-22-2:1996)IEC61000-4 系列相关标准宁夏电网发电厂自动电压控制系统技术规范3定义、符号、缩略语3.1见证点W:在检修班组内,由非执行人员检查的重要点(不需停工)。
脉冲群操作指导书
5)整理试验设备及试验环境。
拟制
刘娜
审核
批准
发行日期
文件类型
仪器名称
文件编号
版次
页码
仪器作业指导书
EFT-4003G型群脉冲发生器
1/1
1.目的
为了正确指导群脉冲发生器的操作要领及注意事项。
2.使用范围
适用于EFT-4003G型群脉冲发生器的操作和管理。
3.操作规程
3.1试验前准备
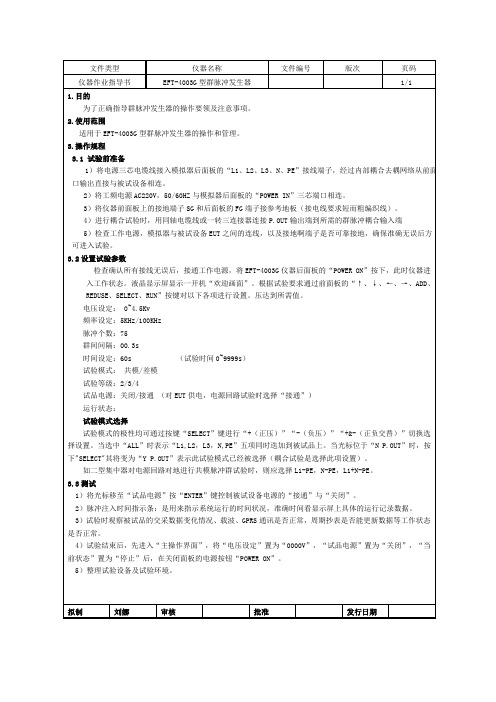
1)将电源三芯电缆线接入模拟器后面板的“L1、L2、L3、N、PE”接线端子,经过内部耦合去耦网络从前面板的“L1、L2、L3、N、PE”端口输出直接与被试设备相连。
可进入试验。
3.2设置试验参数
检查确认所有接线无误后,接通工作电源,将EFT-4003G仪器后面板的“POWER ON”按下,此时仪器进入工作状态。液晶显示屏显示一开机“欢迎画面”。根据试验要求通过前面板的“↑、↓、←、→、ADD、REDUSE、SELECT、RUN”按键对以下各项进行设置。压达到所需值。
电压设定:0~4.5Kv
频率设定:5KHz/100KHz
脉冲个数:75
群间间隔:00.3s
时间设定:60s(试验时间0~9999s)
试验模式共模/差模
试验等级:2/3/4
试品电源:关闭/接通(对EUT供电,电源回路试验时选择“接通”)
运行状态:
试验模式选择
试验模式的极性均可通过按键“SELECT”键进行“+(正压)”“-(负压)”“+&-(正负交替)”切换选择设置。当选中“ALL”时表示“L1,L2,L3,N,PE”五项同时迭加到被试品上。当光标位于“N P.OUT”时,按下"SELECT"其将变为“Y P.OUT”表示此试验模式已经被选择(耦合试验是选择此项设置)。
脉冲电压试验作业指导书
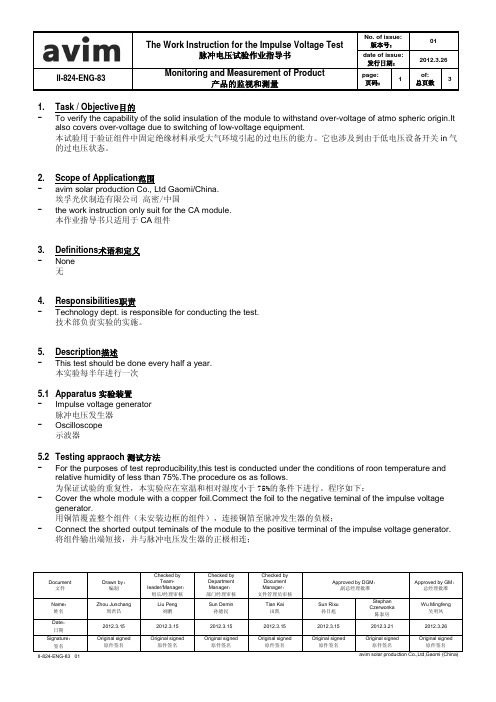
1. - To verify the capability of the solid insulation of the module to withstand over-voltage of atmo spheric origin.Italso covers over-voltage due to switching of low-voltage equipment.Task / Objective 目的本试验用于验证组件中固定绝缘材料承受大气环境引起的过电压的能力。
它也涉及到由于低电压设备开关in 气的过电压状态。
2. - avim solar production Co., Ltd Gaomi/China.Scope of Application 范围埃孚光伏制造有限公司 高密/中国- the work instruction only suit for the CA module.本作业指导书只适用于CA 组件3. - NoneDefinitions 术语和定义 无4. - Technology dept. is responsible for conducting the test.Responsibilities 职责技术部负责实验的实施。
5. - This test should be done every half a year.Description 描述本实验每半年进行一次5.1 Apparatus 实验装置- Impulse voltage generator脉冲电压发生器 - Oscilloscope示波器5.2 Testing appraoch 测试方法- For the purposes of test reproducibility,this test is conducted under the conditions of roon temperature andrelative humidity of less than 75%.The procedure os as follows.为保证试验的重复性,本实验应在室温和相对湿度小于75%的条件下进行。
激光脉冲测速系统作业指导书
激光脉冲测速系统作业指导书(最新版)目录一、引言1.1 编写目的1.2 编写依据1.3 适用范围二、激光脉冲测速系统的构成2.1 激光发射器2.2 激光接收器2.3 信号处理器2.4 数据显示器三、操作步骤3.1 准备工作3.2 设备开启3.3 测量操作3.4 数据处理3.5 设备关闭四、注意事项4.1 安全事项4.2 设备维护4.3 异常处理五、常见问题与解答5.1 系统无法启动5.2 测量数据不准确5.3 数据显示异常六、附录6.1 术语解释6.2 参考文献正文一、引言1.1 编写目的本文档是为了指导使用者正确操作激光脉冲测速系统,以确保其正常工作和测量数据的准确性。
1.2 编写依据本文档依据我国相关标准和规定进行编写,适用于我国境内的激光脉冲测速系统的操作和维护。
1.3 适用范围本文档适用于 XX 型号的激光脉冲测速系统的操作和维护。
二、激光脉冲测速系统的构成2.1 激光发射器激光发射器是激光脉冲测速系统的关键部件,负责发射激光脉冲。
2.2 激光接收器激光接收器负责接收反射回来的激光脉冲,并将其转换为电信号。
2.3 信号处理器信号处理器负责处理接收到的电信号,通过算法计算出目标物体的速度。
2.4 数据显示器数据显示器负责显示测量得到的速度数据。
三、操作步骤3.1 准备工作确保设备及其周边环境清洁,检查设备连接线是否正常。
3.2 设备开启按照设备上的标识,依次打开激光发射器、激光接收器和信号处理器。
3.3 测量操作将激光发射器对准需要测量的物体,启动信号处理器开始测量。
3.4 数据处理观察数据显示器上的数据,如有异常,进行重新测量或设备维护。
3.5 设备关闭测量结束后,依次关闭信号处理器、激光接收器和激光发射器。
四、注意事项4.1 安全事项操作人员需佩戴防护眼镜,避免激光直射眼睛。
4.2 设备维护定期对设备进行清洁和维护,确保设备正常运行。
4.3 异常处理如遇到设备故障,请及时联系相关技术人员进行处理。
火花机作业指导书
火花机作业指导书一、引言火花机是一种常见的工业设备,用于在金属表面产生火花放电,以清除表面污垢和氧化物,提高金属表面的清洁度和粗糙度,为后续工艺提供良好的基础。
本作业指导书旨在为操作人员提供详细的操作指导,确保火花机的安全运行和作业效果。
二、操作前准备1. 确保操作人员已经接受相关培训,了解火花机的工作原理和操作规程。
2. 检查火花机的电源线和接地线是否正常,确保接地可靠。
3. 检查火花机的工作电压是否符合要求,并确保电源开关处于关闭状态。
4. 检查火花机的电极是否完好,并进行必要的更换或维修。
三、操作步骤1. 将待处理的金属工件放置在火花机的工作台上,并确保工件与电极之间的距离符合要求。
2. 打开火花机的电源开关,确保电源指示灯亮起。
3. 调节火花机的工作电压和频率,根据工件的材质和处理要求进行合适的设置。
4. 按下火花机的启动按钮,使火花机开始工作。
5. 观察火花机的工作情况,确保火花放电均匀且稳定。
6. 使用手动操作或自动控制系统,使火花机按照预定的路径和速度进行工作。
7. 在工作过程中,注意观察火花机的运行状态,如有异常情况及时停机检修。
8. 当工作完成后,关闭火花机的电源开关,断开电源。
四、安全注意事项1. 操作人员在操作火花机时应穿戴好防护设备,包括防护眼镜、防护手套和防护服等。
2. 确保操作环境通风良好,避免火花机产生的气体和粉尘积累。
3. 在操作过程中,严禁将手或其他物体靠近电极,以免发生触电或其他事故。
4. 火花机的维护和保养应由专业人员进行,禁止未经授权的人员进行维修操作。
5. 火花机的电源线和接地线应定期检查,如有损坏或老化应及时更换。
6. 在操作过程中,如发现火花机出现异常声音、异味或其他异常情况,应立即停机检查,并报告相关人员。
五、常见故障及处理方法1. 火花机无法启动:检查电源线是否接触良好,电源开关是否打开,电极是否完好。
2. 火花放电不均匀:检查工件与电极之间的距离是否均匀,调整电极位置和工作电压。
群脉冲试仪操作规范
4.6按下开始按钮(START),开始测试。
4.7实验结束按下停止按钮(RESET)。
3.5开机前必须先开电快速瞬变群抗扰度测试仪电源再开受试设备电源,关机前必须先关受试设备电源再关电快速瞬变群抗扰度测试仪电源,防止误导通短路损坏仪器或受试设备。
4操作步骤
4.1打开仪器电源开关,仪器通电工作。
4.2脉冲频率第一次设置为5kHz第二次设置为100kHz
4.3时间设置为120s
4.4耦合方式设置为L、N、PE、ALL
XXX公司实验室电快速瞬变脉冲群Fra bibliotek扰度测试仪操作规程
文件编号
版本号
A
修改号
0
1目的
规范EMS61000-4A电快速瞬变群抗扰度测试仪操作方法,以确保测试仪正常使用。
2范围
适用于实验室所用的EMS61000-4A电快速瞬变群抗扰度测试仪。
3使用前准备
3.1环境条件:环境温度:15℃~35℃;相对湿度:25%~75%。
3.2电快速瞬变群抗扰度测试仪必须可靠接地。
3.3受试设备必须摆放至金属板上方0.1m±0.01m处,即绝缘木台上。
3.4开机前必须检查电快速瞬变群抗扰度测试仪的电源及受试设备的L、N、PE连接正确,如果受试设备需要其他电源供电,就将外部电源连接至电快速瞬变群抗扰度测试仪后面的受试设备(EUT POWER INPUT)供电口。
火花机作业指导书
火花机作业指导书【作业指导书】火花机操作指南一、引言火花机是一种常用于金属加工领域的电火花加工设备,通过高频脉冲电流在工件表面产生电火花放电,从而实现对工件进行切割、打孔、雕刻等加工操作。
本作业指导书旨在为操作人员提供详细的操作指导,确保操作安全、高效完成工作任务。
二、安全注意事项1. 操作人员必须穿戴防护设备,包括护目镜、防护手套和防护服,以防止火花溅射和工件碎片伤害。
2. 火花机必须放置在稳固的工作台上,确保设备稳定运行。
3. 在操作过程中,禁止将手指或者其他物体挨近电极,以免触电或者被火花击中。
4. 操作人员必须熟悉设备的紧急停机按钮位置,并在紧急情况下迅速按下以住手设备运行。
5. 在操作之前,必须检查电源线、电极和工作台是否连接坚固,以及放电液是否充足。
三、设备操作步骤1. 打开电源开关,确保电源正常供应,并检查设备是否处于待机状态。
2. 将工件放置在工作台上,并用夹具或者磁吸盘固定住,确保工件稳定。
3. 根据工件材料和要求选择合适的电极,将电极安装在电极夹具上,并调整电极位置。
4. 调整放电液的浓度和温度,确保放电液的质量和稳定性。
5. 根据工件的尺寸、形状和加工要求,设置放电参数,包括放电电流、放电时间、脉冲间隔等。
6. 启动设备,按下启动按钮,观察设备运行情况,确保设备正常工作。
7. 将电极缓慢挨近工件表面,调整电极与工件的距离,确保放电效果良好。
8. 根据加工要求,进行相应的操作,如切割、打孔、雕刻等。
9. 在操作过程中,及时观察工件表面的放电情况,如有异常情况,即将住手操作并检查原因。
10. 完成操作后,按下紧急停机按钮,关闭电源开关,清洁设备和工作台。
四、故障排除1. 若设备无法启动,请检查电源是否正常连接,电源开关是否打开。
2. 若放电效果不佳,可能是电极与工件之间的距离不合适或者放电液质量不良,应及时调整。
3. 若设备运行过程中浮现异常声音或者异味,应即将住手操作并检查设备是否损坏。
火花机作业指导书
火花机作业指导书一、背景介绍火花机是一种常用的金属加工设备,用于在金属表面产生火花,以去除表面氧化物、清除污垢、改善表面质量等。
本作业指导书旨在提供对火花机的操作指导,以确保操作人员的安全和作业效果的最大化。
二、操作前准备1. 确保操作人员已经接受过相关的安全培训,并具备操作火花机的资格。
2. 确保火花机及其周围的工作区域清洁整齐,没有杂物和障碍物。
3. 检查火花机的电源和接地线是否正常连接,并确保电源开关处于关闭状态。
4. 检查火花机的刷子和电极是否处于良好状态,如有损坏或磨损应及时更换。
三、操作步骤1. 穿戴个人防护装备,包括护目镜、手套、耳塞等,确保自身安全。
2. 打开火花机的电源开关,确保火花机正常启动。
3. 将待处理的金属工件放置在火花机的工作台上,调整工件位置,确保与电极接触良好。
4. 根据工件的材质和要求,调整火花机的工作参数,包括电流、电压、工作时间等。
5. 按下火花机的启动按钮,开始进行火花作业。
6. 在作业过程中,持续观察火花的质量和工件表面的情况,确保作业效果符合要求。
7. 若发现火花不稳定或工件表面出现异常情况,应立即停止作业,并检查火花机和工件是否存在故障或问题。
8. 完成作业后,关闭火花机的电源开关,清理工作区域,将火花机和工件归位。
四、安全注意事项1. 操作人员必须严格按照操作规程进行操作,不得擅自更改操作参数。
2. 在操作过程中,不得随意触摸火花机的电极和工件,以免发生触电和烫伤等意外事故。
3. 火花机作业时产生的火花和金属粉尘可能对人体造成伤害,操作人员应佩戴防护装备,保护眼睛、呼吸道等。
4. 火花机作业时产生的噪音可能对听力造成损害,操作人员应佩戴耳塞或耳罩,保护听力。
5. 在作业过程中,应定期检查火花机的电源和接地线是否正常,以确保操作安全。
6. 若发现火花机存在故障或异常情况,应立即停止作业,并通知维修人员进行检修。
五、常见问题及解决方法1. 问题:火花机作业过程中出现火花不稳定的情况。
电快速瞬变脉冲群抗扰度试验作业指导书
电快速瞬变脉冲群抗扰度试验作业指导书电快速瞬变脉冲群抗扰度试验作业指导书1. 范围:本作业指导书规定了整机电磁兼容(EMC)电快速脉冲群抗扰度试验方法。
2. 引用标准:GB4706.1-2005《家用和类似用途电器的安全第一部分:通用要求》GB 4343.2-1999《电磁兼容家用电器、电动工具和类似器具的要求第2部分:抗扰度—产品类标准》GB/T 17626.4-1999《电磁兼容试验和测量技术电快速瞬变脉冲群抗扰度试验》GB/T 4365-2003《电磁兼容术语》IEC 60335-1:2001+A1:2004《Household and similar electrical appliances-Safety -Part 1:General requirements》CISPR 14-2:1997+A1:2001《Electromagnetic compatibility - Requirements for household appliances, electric tools and similar apparatus - Part 2: Immunity product family standard》IEC 61000-4-4:2004《Electromagnetic compatibility (EMC) - Part 4-4: Testing and measurement techniques - Electrical fast transient/burst immunity test》EN60335-1:2002《Household and similar electrical appliances - Safety - Part 1: General requirements》EN 55014-2:1997+A1:2001《Electromagnetic compatibility - Requirements for household appliances, electric tools and similar apparatus - Part 2: Immunity product family standard》EN 61000-4-4:2004《Electromagnetic compatibility (EMC) - Part 4: Testing and measurement techniques - Section 4: Electrical fast transient/burst immunity test - Basic EMV publication 》3. 术语和定义:3.1 EUT equipment under test受试设备。
电火花作业指导书
电火花作业指导书一、任务背景电火花加工是一种常见的金属加工方法,广泛应用于模具制造、航空航天、汽车制造等领域。
为了保证电火花作业的质量和效率,制定一份详细的作业指导书是非常必要的。
二、作业准备1. 设备准备:确保电火花加工设备正常运转,包括电火花加工机床、电极、工件夹具等。
2. 材料准备:根据作业要求选择合适的材料,并进行加工前的预处理,如清洗、去除氧化层等。
3. 工具准备:准备所需的加工工具,如电极铜管、电极砂轮等。
三、作业流程1. 确定加工参数:根据工件材料和要求,选择合适的加工参数,包括放电电流、放电时间、脉冲间隔等。
2. 设计电极:根据工件形状和加工要求,设计合适的电极,并制作电极模具。
3. 安装工件:将工件固定在工件夹具上,并确保夹具的稳定性和精确度。
4. 安装电极:将设计好的电极安装到电火花加工机床上,并调整电极的位置和角度。
5. 调试设备:根据加工参数,调试设备,确保电火花加工机床的运行正常。
6. 开始加工:根据加工要求,启动电火花加工机床,进行加工操作。
a. 调整放电电流和放电时间,控制放电的强度和时长。
b. 控制脉冲间隔,确保加工效果和速度。
c. 定期检查工件和电极的磨损情况,并及时更换或修复。
7. 加工完成:根据加工要求,检查工件的尺寸和表面质量,确保达到要求后停止加工。
四、作业安全1. 佩戴个人防护装备:在进行电火花作业时,必须佩戴适当的个人防护装备,包括防护眼镜、耳塞、防护手套等。
2. 防止触电:严禁在加工过程中触摸电极和工件,以免发生触电事故。
3. 防止火灾:加工过程中应注意防火,保持工作区域干净整洁,禁止在附近堆放易燃物品。
4. 定期维护设备:定期检查和维护电火花加工设备,确保其安全可靠的运行。
5. 紧急情况处理:制定应急预案,培训作业人员应对突发情况,确保安全。
五、作业质量控制1. 加工尺寸控制:根据设计要求,控制工件的加工尺寸,确保精度和一致性。
2. 表面质量控制:检查工件的表面质量,如光洁度、平整度等,确保达到要求。
电火花作业指导书
电火花作业指导书一、作业背景与目的电火花加工是一种常用的金属加工方法,通过在工件表面产生高频电火花放电,使工件表面产生熔化、蒸发温和化等现象,从而实现金属材料的加工和切削。
为了确保电火花作业的安全和效率,制定本指导书,旨在提供详细的作业步骤和操作要点,以确保作业人员能够正确、高效地进行电火花加工作业。
二、作业准备1. 确定作业计划:根据工件的要求和加工工艺,确定电火花加工的作业计划,包括加工内容、加工工艺参数等。
2. 准备工具和设备:确保所需的电火花加工设备完好,并配备所需的工具和辅助装置,如电极、电极夹具、冷却液等。
3. 检查工件和夹具:检查工件和夹具的尺寸、表面质量和夹紧情况,确保符合要求。
4. 安全措施:提供必要的安全设施和防护措施,如防护眼镜、耳塞、防护手套等,并确保作业人员了解和遵守相关安全规定。
三、作业步骤1. 确定加工位置:根据工件的要求和加工工艺,确定电火花加工的加工位置,并使用标记工具标示出来。
2. 安装电极:根据加工位置,选择合适的电极,并使用电极夹具将电极安装到加工设备上,确保电极与工件的距离和角度符合要求。
3. 调整加工参数:根据工件的材料和要求,调整加工设备的参数,如放电电流、放电时间、脉冲间隔等,以确保加工效果和加工速度。
4. 开始加工:将工件夹紧在加工设备上,并启动设备,开始进行电火花加工。
在加工过程中,根据需要进行必要的调整和修正,以确保加工质量。
5. 完成加工:当加工完成后,住手设备运行,取下加工件,并进行必要的检查和测试,以确保加工质量符合要求。
6. 清洁和保养:清洁加工设备和工作区域,检查设备的工作状态和维护情况,及时进行必要的保养和维修,以确保设备的正常运行。
四、作业注意事项1. 安全第一:在进行电火花加工作业时,必须严格遵守相关的安全规定和操作规程,确保作业人员的人身安全。
2. 设备检查:在进行作业前,必须对加工设备进行检查,确保设备的正常运行和安全性能。
EDM作业指导书及操作规范
4.4.2加工中等面积(介于5X5MM至10X10MM之间),用以下程式:
4.工作流程
4.1作业流程图
4.2作业流程:
4.2.1审核图纸,确认镶件配在模心放电加工的要求及电极拆下镶件放电加工要求。
4.2.2清除磁台和工件上的毛刺,并检查工件上有无异物,必须先清除干净,方可上机加工。
4.2.3按放电作业指导书的要求摆放工件并校正,分好中,找出工件与量球的中心距离,记好点,重新检查,确认无误后作好记录。
□项目部□模具部□财务部
□设备部
1.目的
本作业指导书明确EDM工作职责,确保EDM的合理性、正确性及可操作性。
2.范围
适用于本公司所有模具的EDM加工。
3.职责
3.1负责完成电火花的所有工作;
3.2保证本组加工工作的质量,对本组加工的工件进行自检并交给QC终检;
3.3负责对所使用机床的维护、校正及保养等工作。
4.3.4骨位加工:L22010.RBF:铜打钢,采用ULCUAC.TEC建议火花位尽量做大一点,以避免二次放电引起的过切,如果深度小于10MM,升头速度VPULS改为20左右。
4.4石墨加工钢的程式说明:(注:F035P程式中必须有AUXF/32石墨MM以上;用以下程式:
4.2.4电极装夹前必须检查是否变形,如有不能上机加工。
4.2.5所有电极特别是大身公装夹上机后要用校表检查三个基准面是否平行,如有误差要拆下夹具装在千秋架上校正三个基准面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EFT-4001G
智能型群脉冲发生器作业指导书
批准:
审核:
编制:
一、实验前准备:
图1、前面板
图2、后面板
⒈后面板的接线端子⑧⑦⑥接入电源三芯电缆。
⒉前面板的①②③端口输出直接与被试品(EUT)相连;
⒊前面板的S.G端子与后面板的⑤接参考地;
⒋后面板的“POWER IN”三芯端口接入AV220V,50HZ的工作电源;
⒌检查工作电源,仪器与被试品EUT之间的连线,以及接地端子是否可靠,确保无误后进入试验。
二、实验步骤:
⒈接通电源后,将后面板的“POWER ON”按下,让其处于“I”状态,此时仪器进入工作状态。
液晶显示屏显示一开机“欢迎画面”,如下图所示:
图3 主机“欢迎界面”
⒉间隔4秒钟后,自动进入“主操作界面”,如下图所示:
图4 主操作界面
⒊设置“电压设定”“频率设定”“脉冲个数”“群间间隔”“时间设定”各项的参数。
可通过前面板的不同按键对其进行设置。
按键操作如下:
⑴按键⑦⑧⑨⑩(“向上”“向下”“向左”“向右”)可进行相应的移动。
⑵按键“ADD”和“REDUCE”可对光标所选参数进行“增加”或“减小”
操作。
⑶按键“SELECT”,确认键。
修改参数或状态设定后,按“SELECT”键确认保存。
⑷按键“RUN”运行/停止键。
按下“RUN”键,实验开始,再次按下此键,试验停止运行。
⒋设置“试验模式”。
光标移至“实验模式”行时,按下“SELECT”键进入实验模式设置界面,如下图所示:
图5 试验模式设定界面
图中所示的几种实验模式的级性可通过按键“SELECT”进行“+”“-”“+&-”
进行切换设置。
如果选择了复位,则意味着取消了所选择的试验模式。
(此处可选择多种模式,若选择“ALL”模式表示三相“L,N,PE”同时迭加)。
⒌设置“试验等级”。
光标移至“试验等级”行时,按下“SELECT”键进入实验等级设置界面,如下图所示:。