ASTM_B862(shallwee)
ASTM B类标准目录

ASTM B类标准目录字体大小:大- 中- 小isobook发表于07-11-25 23:07 阅读(2641) 评论(10) ASTM B100-03a 桥与其他结构用锻制铜合金支承板和膨胀板及薄板规格ASTM B1-01(2007) 冷拉铜丝规格ASTM B101-07 建筑用包铅薄铜薄板和带材规格ASTM B102-2000(2005) 铅和锡合金模铸件规格ASTM B103/B103M-07 磷铜中厚板、薄板、带材和轧制棒材规格ASTM B105-05 电导线用冷拉制铜合金线ASTM B106-1996(2002)e1 恒温器金属挠性的试验方法ASTM B107/B107M-07 镁合金挤压棒材、条材、型材、管和线材规格ASTM B108-06 铝合金永久型模铸件规格ASTM B111/B111M-04 铜和铜合金无缝冷凝管和套圈坯料规格ASTM B114-07 分流器与精密电阻器用薄板材料的温度-电阻常数的测试方法ASTM B115-00(2004) 电解铜规格ASTM B116-95(2007) 工业运输用9号深槽铜及8号铜制电车架空线ASTM B117-07 盐雾喷射器操作规程ASTM B121/B121M-01(2006) 含铅黄铜中厚板、薄板、带材和轧制棒材ASTM B122/B122M-06 铜镍锡合金、铜镍锌合金(镍银)和铜镍合金中厚板、薄板、带材及轧制棒材规格ASTM B124/B124M-06 铜和铜合金锻制线材、棒材和型材规格ASTM B127-05 镍铜合金板(UNS No.4400)中厚板、薄板和带材规格ASTM B129-07 铜锌合金弹壳火帽壳规格ASTM B130-02 商用弹头壳青铜带材ASTM B131-07 铜合金子弹壳帽规格ASTM B134/B134M-05 黄铜丝规格ASTM B135-02 标准无缝铜管ASTM B135M-00(2006) 无缝黄铜管规格(米制)ASTM B136-84(2003) 铝表面阳极镀层耐蚀性的测定方法ASTM B137-95(2004) 测量阳极镀铝层每单位重量的试验方法ASTM B138/B138M-06 锰青铜线材、棒材和型材规格ASTM B139/B139M-07 磷青铜线材、棒材和型材规格ASTM B140/B140M-07 铜锌铅(红铜或硬青铜)线材、棒材和型材规格ASTM B148-97(2003)e1 铝青铜砂型铸件规格ASTM B150/B150M-03 铝青铜线材、棒材和型材规格ASTM B151/B151M-05 铜镍锌合金(镍银)和铜镍线材及棒材规格ASTM B152/B152M-06a 铜薄板、中厚板和轧制棒材规格ASTM B153-05 铜与铜合金管及配管膨胀(针试验)试验法ASTM B154-05 铜和铜合金硝酸亚汞试验的试验方法ASTM B159/B159M-05 磷青铜丝技术规范ASTM B16/B16M-05 制螺钉机用易切削黄铜条材、棒材和型材ASTM B160-05 镍线材和棒材规格ASTM B161-05 镍无缝管规格ASTM B162-99(2005) 镍中厚板、薄板和带材规格ASTM B163-04 冷凝器和热交换器用无缝镍及镍合金管规格ASTM B164-03 镍铜合金线材、棒和丝规格ASTM B165-05 镍铜合金(UNS N04400)无缝管规格ASTM B166-06 镍铬铁合金(UNS N06600, N06601, N06603, N06690, N06693, N06025和N06045)和镍铬铁钼合金(UNS N06617)线材、棒材和丝规格ASTM B167-06 镍铬铁合金(UNS N06600、N06601、N06603、N06690、N06693、N06025和N06045)和镍铬钴钼合金(UNS N06617)无缝管规格ASTM B168-06 镍铬铁合金(UNS N06600、N06601、N06603、N06690、N06693、N06025和N06045)和镍铬钴钼合金(UNS N06617)中厚板、薄板及带材规格ASTM B169/B169M-05 铝青铜薄板、带材和轧制棒材规格ASTM B170-99(2004) 无氧电解铜精炼型材ASTM B171/B171M-04e1 压力容器、冷凝器和热交换器用铜合金中厚板及薄板规格ASTM B172-01a(2007)e1 电导线用成束绞绳铜导线ASTM B173-01a(2007)e1 导线用同芯多股绞绳铜导线ASTM B174-02(2007)e1 电导线用成束绞捻的铜导线ASTM B176-04 铜合金模铸件规格ASTM B177-01(2006)E1 工程镀铬指南ASTM B179-06 所有铸造工艺铸件用铝合金锭和溶融铝合金规格ASTM B183-79(2004)E1 电镀用低碳钢的制备规程ASTM B187/B187M-06 铜母线、线材和型材以及通用线材、棒材和型材规格ASTM B188-02 卫生设施用无缝铜管ASTM B189-05 电气用铅涂覆和铅合金涂覆软铜线的标准规范ASTM B19-05 铜锌合金薄板、带材、中厚板、棒材和盘片规格ASTM B193-02 电导线材料电阻率的测试方法ASTM B194-01e1 铜铍合金中厚板、薄板、带和轧制棒规格ASTM B196/B196M-07 铜铍合金条及棒ASTM B197/B197M-07 铜铍合金丝规格ASTM B199-07 镁合金永久型模铸件规格ASTM B2-00(2005)e1 中等硬度冷拉铜丝ASTM B200-85(2004) 钢及铁合金表面铅与铅锡合金电解沉积镀层规格ASTM B201-80(2004) 锌和镉表面铬酸盐涂层试验规程ASTM B206/B206M-07 铜镍锌合金(镍银)丝和铜镍合金丝规格ASTM B208-06 铜合金砂模、永久性成型、离心和连续铸造的铸件用拉力试验试样制备规程ASTM B209-07 铝及铝合金薄板和中厚板规格ASTM B209M-07 铝及铝合金薄板和中厚板规格(米制)ASTM B21/B21M-06 船用黄铜线材、棒材和型材规格ASTM B210-04 拉制铝与铝合金无缝管规格ASTM B210M-05 拉制无缝铝和铝合金管规格(米制)ASTM B211-03 铝与铝合金棒材、线材及丝规格ASTM B211M-03 铝与铝合金棒材、线材和丝规格(米制)ASTM B212-99(2006) 使用霍耳流动性测量仪漏斗的粉状金属粉末表面密度的试验方法ASTM B213-03 金属粉末流速的测试方法ASTM B214-07 金属粉末筛析试验方法ASTM B215-04 金属粉末取样规程ASTM B216-97(2003) 韧性火法精炼铜--精炼型材规格ASTM B22-02 桥梁和转台用青铜铸件规格ASTM B221-06 铝与铝合金挤压棒材、线材、丝、型材和管规格ASTM B221M-07 铝与铝合金挤压棒材、线材、丝、型材和管材规格(米制)ASTM B223-03 恒温器金属的弹性模量的测试方法(悬臂梁法)ASTM B224-04 铜的分类ASTM B226-04 有心的圆形同心绞捻铜导线ASTM B227-04 冷拉包铜钢丝ASTM B228-04 同心绞捻的包铜钢导线ASTM B229-04 同心绞捻的铜与包铜钢丝复合导线ASTM B230/B230M-07 电气用1350-H19型铝线ASTM B231/B231M-04 同心绞捻铝1350导线ASTM B232/B232M-01e1 涂覆钢芯加强的同心绞捻铝导线(ACSR)ASTM B233-97(2007) 电气用1350铝拉制坯料ASTM B233-97(2007) 电工用铝1350型拉制坯料规格ASTM B234-04 冷凝器和热交换器用拉制无缝铝和铝合金管规格ASTM B234M-04 冷凝器和热交换器用拉制无缝铝和铝合金管规格(米制)ASTM B236-07 电工用铝棒(母线)规格ASTM B236M-07 电工用铝棒材(母线)规格(米制)ASTM B237-01(2006) 精制锑规格ASTM B240-07 铸造件与模铸件用锌和锌铝合金锭规格ASTM B241/B241M-02 铝和铝合金无缝管和挤压无缝管规格ASTM B242-99(2004)E1 电镀用高碳钢的制备规程ASTM B243-06 粉末冶金名词术语ASTM B244-97(2002) 用涡流仪测量铝上阳极镀层厚度及非磁性基底金属上其它不导电镀层厚度的测量方法ASTM B246-05 电工用镀锡冷拉和中冷拉铜线规格ASTM B247-02a 铝和铝合金压锻件、手工锻件和轧制环锻件规格ASTM B247M-02a 铝合金压锻件、手工锻件和轧制环锻件规格(米制)ASTM B248-07 锻制铜和铜合金中厚板、薄板、带和轧制棒的一般技术要求规格ASTM B248M-07 锻造铜及铜合金板、薄板、带及轧制棒材(米制)ASTM B249/B249M-06 锻制熟铜和铜合金条材、棒材、型材和锻件的一般要求规格ASTM B250/B250M-07 锻造铜合金线通用要求规格ASTM B251-02e1 锻造铜和铜合金无缝管的一般技术要求规格ASTM B251M-97(2003) 锻造铜和铜合金无缝管的一般技术要求规格(米制)ASTM B252-92(2004) 电镀和转化涂层用锌合金压铸件的制备规程ASTM B253-87(2005)E1 电镀用铝合金的制备导则ASTM B254-92(2004)E1 不锈钢的处理及电镀规程ASTM B258-02 作电导体的实心圆导线的美国线规的标准公称直径和横截面积的技术规范ASTM B26/B26M-05 铝合金砂模铸件规格ASTM B263-04 多股绞合导线横截面积的测试方法ASTM B265-06b 钛和钛合金带材、薄板及中厚板规格ASTM B267-07 线绕电阻器用金属丝规格ASTM B271-06 铜基合金离心铸造件规格ASTM B272-07 有精制边缘的(轧制或拉制)的扁铜制品(扁丝或带)的规格ASTM B275-05 铸造和锻造某些有色金属及合金编码规程ASTM B276-05E1 硬质合金表面孔隙率的试验方法ASTM B277-95(2006) 电接触材料硬度的试验方法ASTM B279-04 制造磁导线用方形及矩形软裸铜线和铝线刚度的试验方法ASTM B280-03 空气调节及制冷用无缝铜管规格ASTM B281-88(2001) 电镀层和转化镀层用铜和铜基合金的制备规程ASTM B283-06 铜和铜合金模锻件(热压)规格ASTM B286-07 电气设备用铜连接线ASTM B29-03 精炼铅规格ASTM B294-92(2006) 硬质合金的硬度测试方法ASTM B296-03 铸造和锻造镁合金回火标志推荐规程ASTM B298-07 镀银的软的或退火的铜线ASTM B299-01 钛海绵规格ASTM B30-06a 铜合金锭规格ASTM B3-01(2007) 软的或退火的铜线ASTM B301-B301M-04 快削铜线材、棒材、丝和型材规格ASTM B302-02 标准尺寸无螺纹铜管规格ASTM B306-02 铜排放管(DWV)规格ASTM B308-B308M-02 铝合金6061-T6标准结构型材的规格ASTM B311-93(2002)E1 测定含2%以下孔隙度的粉未冶金(P/M)材料密度的试验方法ASTM B312-96(2002) 压实的金属粉末试样生坯强度的测试方法ASTM B313-B313M-02e1 焊接铝和铝合金圆管规格ASTM B315-06 无缝铜合金管和管子标准规范ASTM B316-B316M-02 铝和铝合金铆钉以及冷锻线和线材规格ASTM B317-B317M-07 电工用铝合金挤压条、棒、管、导管和结构型材规格(母线)ASTM B319-91(2004) 电镀用铅和铅合金制备导则ASTM B32-04 焊接用金属规格ASTM B320-60(2003)E1 电镀用铁铸件制备的推荐规程ASTM B322-99(2004) 电镀前金属的清洗规程ASTM B324-01(2007) 电气用矩形和方形铝线规格ASTM B327-01(2005) 制造锌模铸合金用主合金的规格ASTM B328-96(2003)E1 烧结金属结构零件和油浸轴承的密度、含油量与互连多孔性的试验方法ASTM B329-06 用斯科特容积计测定金属粉末及化合物表观密度的试验方法ASTM B330-07 金属粉末及相关化合物费歇尔数目的试验方法ASTM B33-04 气用镀锡软的或退火的铜线ASTM B331-95(2002) 单轴压缩的金属粉未可压缩性的试验方法ASTM B333-03 镍钼合金中厚板、薄板和带材规格ASTM B335-03 镍钼合金线材规格ASTM B338-06a 冷凝器和热交换器用钛与钛合金无缝管及焊接管规格ASTM B339-00(2005) 锡块规格ASTM B343-92a(2004)E1 镍电镀用镍的制备规程ASTM B344-01 电加热元件用拉制或轧制镍铬和镍铬铁合金规格ASTM B345-B345M-02 气体与油输送和配给管线系统用铝和铝合金无缝管及挤压管规格ASTM B348-06a 钛和钛合金棒材和坯规格ASTM B349-B349M-03 核设备用海绵锆和其他形态的原金属规格ASTM B350-B350M-02(2006) 核设备用锆和锆合金锭规格ASTM B351-B351M-07 核设备用热轧和冷加工精制锆与锆合金棒材、条材及线材规格ASTM B352-B352M-02(2006) 核设备用锆与锆合金薄板、带材及中厚板规格ASTM B353-07 核设施用锻制锆和锆合金无缝管与焊接管(除核燃料包壳外)规格ASTM B354-05 不绝缘的金属电导体的相关术语ASTM B355-06 软的或退火的镀镍铜丝ASTM B359-B359M-02(2006) 冷凝器及带集成散热片的热交换器的铜和铜合金无缝管规格ASTM B36-B36M-06 黄铜中厚板、薄板、带材和轧制棒材规格ASTM B360-01 限流器用冷拉铜毛细管规格ASTM B361-02 工厂制锻制铝和铝合金焊接配件规格ASTM B362-91(2003) 恒温金属螺旋形盘管的机械扭转率的试验方法ASTM B363-06a 无缝和焊接的非合金钛与钛合金焊接配件规格ASTM B364-96(2002) 钽和钽合金锭规格ASTM B365-98(2004) 钽和钽合金线材和丝规格ASTM B366-04be1 工厂制锻制镍和镍合金配件规格ASTM B367-06 钛和钛合金铸件规格ASTM B368-97(2003)E1 铜-加速醋酸盐水喷雾试验(CASS试验)的试验方法ASTM B369-06 铜镍合金铸件规格ASTM B370-03 建筑结构用铜薄板和带材规格ASTM B37-03 铁和钢制造用铝规格ASTM B371-B371M-06 铜锌硅合金线材规格ASTM B372-97(2003) 无缝铜及铜合金矩形波导管ASTM B373-00(2006) 电容器用铝箔规格ASTM B374-06 有关电镀的术语ASTM B379-04 增磷铜精炼型材ASTM B380-97(2002) 用涂膏耐蚀试验法的装饰电镀层的腐蚀试验方法ASTM B381-06a 钛和钛合金锻件规格ASTM B386-03 钼和钼合金中厚板、薄板、带材和箔规格ASTM B387-90(2001) 钼与钼合金棒、线材和丝规格ASTM B388-06 恒温金属薄板和带材的规格ASTM B389-81(2004) 恒温金属螺旋形线圈的热偏转率的测试方法ASTM B390-92(2006) 钨硬质合金表观晶粒尺寸及其分布的评定规程ASTM B391-03 铌和铌合金锭规格ASTM B392-03 铌和铌合金棒材、线材和丝规格ASTM B393-05 热交换器和冷凝器马蹄形弯头铜及铜合金无缝管规格ASTM B394-03 铌与铌合金无缝管和焊接管规格ASTM B395-B395M-02 热交换器和冷凝器马蹄形弯头铜及铜合金无缝管规格ASTM B39-79(2004) 镍的规格ASTM B398-B398M-02(2007) 电工用6201-T81铝合金丝规格ASTM B399-B399M-04 同心绞捻的6201-T81型铝合金导线ASTM B400-04 紧密的圆形同心绞捻的1350型铝导线规格ASTM B401-04 致密圆形钢芯加强同心绞捻铝导线规格(ACSR/COMP) ASTM B403-07 镁合金熔模铸件规格ASTM B406-96(2005) 硬质合金横向断裂强度的试验方法ASTM B407-04 无缝镍铁铬合金管规格ASTM B408-06 镍铁铬合金线材和棒材规格ASTM B409-06e1 镍铁铬合金中厚板、薄板和带材规格ASTM B411-B411M-06 铜镍硅合金线材和棒材规格ASTM B413-97a(2003) 精炼银规格ASTM B415-98(2007) 冷拉制包铝钢丝ASTM B416-98(2007) 同心绞捻包铝钢导线ASTM B417-00(2006)E1 用Carney漏斗的非自由流动金属粉末表观密度的试验方法ASTM B418-06 铸造和锻造的电镀锌阳极规格ASTM B42-02e1 标准尺寸的无缝铜管规格ASTM B422-06 铜铝硅钴合金、铜镍硅镁合金、铜镍硅合金、铜镍铝镁合金和铜镍锡合金薄板及带材规格ASTM B423-05 镍铁铬钼铜合金(UNS N08825和N08221)无缝管规格ASTM B424-05 镍铁铬钼铜合金中厚板、薄板和带材规格(UNS NO8825和NO8221)ASTM B425-99(2005) 镍铁铬钼铜合金(UNS N08825 和UNS N08221)线材和棒材规格ASTM B427-02 齿轮青铜合金铸件规格ASTM B428-93(2004) 矩形和方形铜与铜合金管扭转角的测试方法ASTM B429/B429M-06 挤压铝合金结构管规格ASTM B430-97(2006)E1 用比浊法测定耐火金属粉末的粒径分布的试验方法ASTM B432-04 包铜及包铜合金的钢中厚板规格ASTM B434-06 镍钼铬铁合金(UNS N10003, UNS N10242)中厚板、薄板和带材规格ASTM B435-06 UNS NO6002、UNS NO6230、UNS N12160 和UNS R30556中厚板、薄板和带材规格ASTM B438/B438M-05 烧结青铜轴承(油浸)规格ASTM B439-07 铁基粉末冶金轴承(油浸的)规格ASTM B43-98(2004) 无缝红铜管尺寸ASTM B440-00(2005) 镉规格ASTM B441-04 铜钴铍、铜镍铍和铜镍铅铍线材及棒材(UNS Nos. C17500, C17510和C17465) 规格ASTM B443-00(2005) 镍铬钼铌合金(UNS N06625)和镍铬钼硅合金(UNS N06219)中厚板、薄板及带材规格ASTM B444-06 镍铬钼钶合金(UNS NO6625)和镍铬钼硅合金(UNS N06219)管规格ASTM B446-03 镍铬钼铌合金(UNS NO6625)、镍铬钼硅合金(UNS N06219)和镍铬钼钨合金(UNS N06650)线材及棒材规格ASTM B447-07 焊接铜管规格ASTM B449-93(2004) 铝的铬酸盐处理规程ASTM B452-02 电子设备用包铜钢导线规格ASTM B453/B453M-05 铜锌铅合金(加铅黄铜)线材、棒材和型材规格ASTM B455-05 铜锌铅合金(加铅黄铜)挤压型材规格ASTM B456-03 铜+镍+铬及镍+铬的电解沉积镀层规格ASTM B457-67(2003) 测量铝表面阳极镀层阻力的方法ASTM B462-06 腐蚀高温作业用锻制或轧制UNS N06030、N06022、N06035、N06200、N06059、N06686、UNS NO8020、UNS NO8024、UNS NO8026和UNS NO8367N10276、N10665、N10675、N10629、N08031、N06045、N06025和R20033 合金管法兰、锻制配件、阀门和零件规格ASTM B463-04 UNS NO8020、UNS NO8026和UNS NO8024合金中厚板、薄板和带材规格ASTM B464-05 焊接的UNS NO8020、NO8026和NO8024合金管规格ASTM B465-04 铜铁合金中厚板、薄板、带材和轧制棒规格ASTM B466/B466M-03 铜镍无缝管规格ASTM B467-88(2003) 焊接铜镍合金管规格ASTM B468-04 UNS N08020、N08024和N08026焊接合金管规格ASTM B470-02(2007) 电子设备布线用电线用连接铜导线规格ASTM B472-04a UNS NO8020、UNS NO8024和UNS NO8026镍合金棒和丝规格ASTM B473-07 UNS NO8020、UNS NO8024和UNS NO8026镍合金棒和丝规格ASTM B474-03 电熔焊镍合金管规格ASTM B475-07 UNS NO8020、UNS NO8026和UNS NO8024镍合金编织圆丝规格ASTM B476-01(2006) 锻制贵金属电接触材料的一般要求规格ASTM B477-97(2002) 金银镍电接触合金规格ASTM B478-85(2003) 恒温金属横向弯曲的测试方法ASTM B479-06 与食品接触及其他用途的软质包装用退火铝及铝合金箔规格ASTM B47-95a(2007) 铜电车电线规格ASTM B48-00(2005)e1 电导线用矩形和正方形软裸铜线ASTM B480-88(2006) 电镀用镁和镁合金制备的规程ASTM B481-68(2003)E1 电镀用钛和钛合金制备的规程ASTM B482-85(2003) 电镀用钨和钨合金制备的规程ASTM B483-B483M-03 通用铝和铝合金拉制管规格ASTM B487-85(2007) 用横断面显微观察法测定金属及氧化层厚度的试验方法ASTM B488-01(2006) 工程用金电镀层规格ASTM B489-85(2003) 金属表面电解沉积和自动催化沉积金属镀层延伸性的弯曲试验规程ASTM B490-92(2003) 用微量计弯曲试验法测定电解沉积物延伸性的规程ASTM B491-B491M-06 通用铝与铝合金挤压圆管规格ASTM B493-01(2003) 锆和锆合金锻件规格ASTM B494-B494M-03 原生锆规格ASTM B495-05 锆和锆合金锭规格ASTM B496-04 紧密的圆形同心绞捻铜导线ASTM B497-00(2006) 测量闭合灭弧触点电压降的指南ASTM B498-B498M-98(2002) 钢芯铝线(ACSR)用镀锌钢芯线规格ASTM B49-98(2004) 电气用经回火的铜条材ASTM B499-96(2002) 用磁化法测量磁性基底金属材料的非磁化涂层厚度的试验方法ASTM B5-00(2005) 高导电性韧铜精制带材规格ASTM B500-B500M-98(2002) 钢芯加强的铝导线用镀金属层的钢芯线(ACSR)ASTM B501-04 电气用镀银包铜钢丝ASTM B502-02(2007) 包铝钢芯铝导线用包铝钢芯线规格ASTM B504-90(2007) 用电量测定法测量金属镀层厚度的试验方法ASTM B505-B505M-07 连续浇铸的铜基合金铸件规格ASTM B507-86(2003) 在机架上电镀机件的设计规程ASTM B508-97(2003) 柔性金属软管用的铜合金带材规范ASTM B511-01(2005) 镍铁铬硅合金棒材和型材规格ASTM B512-04 镍铬硅合金(UNS NO8330)坯段和棒规格ASTM B514-05 镍铁铬合金焊接管规格ASTM B515-95(2002) 焊接合金管(UNS N08120、UNS N08800、UNS N88810和UNS N08811)规格ASTM B516-03 焊接镍铁铬合金(UNS NO6600)管规格ASTM B517-05 焊接镍铁铬合金(UNS NO6600、UNS N06603、UNS N06025和UNS N06045)管规格ASTM B520-93(2007) 电子设备用镀锡包铜钢丝规格ASTM B521-98(2004) 钽和钽合金无缝管及焊接管规格ASTM B522-01(2006) 金银铂电接触合金规格ASTM B523-B523M-07 锆和锆合金无缝管及焊接管规格ASTM B524-B524M-99(2005) 铝合金芯增强的同心绞捻铝导线(ACAR-1380/6201)规格ASTM B527-06 测定金属粉末和化合物塔普密度的试验方法ASTM B528-05 金属粉末样品横向断裂强度的试验方法ASTM B530-02 用磁性法测量磁性和非磁性基底上的电解沉积镍层厚度的方法ASTM B532-85(2007) 电镀塑料表面外观规格ASTM B533-85(2004) 镀金属塑料抗斯裂强度的试验方法ASTM B534-01 铜钴铍合金和钢镍铍合金中厚板、薄板、带材及轧制棒材规格ASTM B535-06 镍铁铬硅合金(UNS NO8330和UNS NO8332)无缝管规格ASTM B536-07 镍铁铬硅合金(UNS NO8330和UNS NO8332)中厚板、薄板和带材规格ASTM B537-70(2007) 大气暴露下电镀面板评定规程ASTM B539-02e1 测量电接头(静触点)电阻的试验方法ASTM B540-97(2002) 电接触用钯合金规格ASTM B541-01(2006 电接触用金合金规格ASTM B542-07 有关电触点及其使用的术语ASTM B543-96(2003) 焊接的铜及铜合金热交换管ASTM B545-97(2004)E1 锡电镀层规格ASTM B546-04 电熔焊镍铬钴钼合金(UNS N06617)、镍铁铬硅合金(UNS N08330 and UNS N08332)、镍铬铁铝合金(UNS N06603)、镍铬铁合金(UNS N06025)和镍铬铁硅合金(UNS N06045)管规格ASTM B547-B547M-02 铝和铝合金电弧焊圆铸管规格ASTM B548-03 压力容器用铝合金板的超声波检验方法ASTM B549-04 铝覆钢芯的同心绞合铝导线(ACSR/AW)规格ASTM B550-B550M-07 锆和锆合金棒材及线材规格ASTM B551-B551M-07 锆和锆合金带材、薄板及中厚板规格ASTM B552-98(2004) 水淡化厂用无缝与焊接铜镍管规格ASTM B555-86(2007) 用滴定试验法测量电解沉积金属镀层厚度的导则ASTM B556-90(2007) 用抽查试验法测量薄镀铬层厚度的导则ASTM B557-06锻制和铸造的铝及镁合金制品的拉力试验方法ASTM B557M-07 锻制和铸造的铝及镁合金制品的拉力试验方法(米制)ASTM B558-79(2003) 电镀用镍合金制备规程ASTM B559-93(2007) 电气用镀镍包铜钢丝ASTM B560-00(2005) 现代铅锡锑合金规格ASTM B561-94(2005) 精炼铂规格ASTM B562-95(2005) 精炼金规格ASTM B563-01(2006) 电接触用钯银铜合金规格ASTM B564-06a 镍合金锻件规格ASTM B565-04 铝和铝合金铆钉及冷锻丝与线材的剪切试验方法ASTM B566-04a 包铜铝丝规格ASTM B567-98(2003) 用β射线反向散射法测量镀层厚度的试验方法ASTM B568-98(2004) 用X射线光谱测定法测量镀层厚度的试验方法ASTM B569-04 热交换器管用窄型和轻量型黄铜带材规格ASTM B570-06 铜铍合金(UNS No. C17000 and C17200) 锻件和挤压件ASTM B571-97(2003) 金属镀层定性粘附性的试验方法ASTM B572-06 UNS NO6002、UNS NO6230、UNS N12160和UNS R30556线材规格ASTM B573-06 镍钼铬铁合金(UNS N10003、N10242)线材规格ASTM B574-06e1 低碳镍铬钼、低碳镍钼铬钽、低碳镍铬钼铜和低碳镍铬钼钨合金线材规格ASTM B575-06 低碳镍铬钼、低碳镍铬钼铜、低碳镍铬钼钽和低碳镍铬钼钨合金的中厚板、薄板及带材规格ASTM B576-94(2005) 电接触材料的电弧侵蚀试验指南ASTM B577-93(2004)e1 检测铜中氧化亚铜(氢脆敏感性)的试验方法ASTM B578-87(2004) 电镀层显微硬度的测量方法ASTM B579-73(2004) 锡铅合金电解沉积镀层(焊料板)规格ASTM B580-79(2004) 铝阳极氧化镀层规格ASTM B581-02 镍铬铁钼铜合金线材规格ASTM B582-02 镍铬铁钼铜合金板、薄板和带材规格ASTM B584-06a 通用铜合金砂模铸件规格ASTM B587-06 焊接的黄铜管规格ASTM B588-88(2006) 用双光束干扰显微术测量透明涂层或不透明涂层厚度的试验方法ASTM B589-94(2005) 精制钯规格ASTM B591-04 铜锌锡和铜锌锡铁镍合金板、薄板、带材及轧制的棒材标准规范ASTM B592-01(2006) 铜锌铝钴合金、铜锌锡铁合金中厚板、薄板、带材及轧制棒材规格ASTM B593-96(2003)e1 铜合金弹性材料的弯曲疲劳试验方法ASTM B594-06 航空设备用铝合金锻制品的超声波检验方法ASTM B595-95(2006) 烧结铝构件规格ASTM B596-89(2006) 金铜合金电接触材料的规格ASTM B598-98(2004) 抗拉试验中铜合金偏置屈服强度的测定ASTM B599-92(2003)e1 稳定的镍铁铬钼钶合金(UNS NO8700)中厚板、薄板及带材规格ASTM B600-91(2002)e1 钛和钛合金表面去垢与清洗指南ASTM B601-07 锻制及铸造的铜和铜合金回火名称的分类ASTM B602-88(2005) 金属和无机涂层的属性抽样试验方法ASTM B603-07 电热元件用拉制或轧制铁铬铝合金的规格ASTM B604-91(2003)E1 塑料表面装饰铜/镍/铬电镀层规格ASTM B605-95a(2004) 锡镍合金电解沉积镀层规格ASTM B606-02 钢芯铝和铝合金导线用高强度镀锌钢芯线规格ASTM B6-07 锌规格ASTM B607-91(2003) 工程用自动催化镍硼涂层规格ASTM B608-02 铜合金焊接管规格ASTM B609-B609M-99(2004) 电气用退火及中温回火的1350型铝圆线ASTM B610-00E1 测量金属粉未试样尺寸变化的试验方法ASTM B61-02 蒸气或阀门青铜铸件的标准规范ASTM B611-85(2005) 硬质合金耐磨性试验方法ASTM B613-76(2006) 滑动电触点用复合材料微型电刷规格的编写指南ASTM B614-05 锆与锆合金表面除锈及清洁规程ASTM B615-79(2006) 滑动电触点电接触噪音的测定规程ASTM B616-96(2006) 精制铑规格ASTM B617-98(2004) 电接触用铸银合金的规程ASTM B618-06 铝合金溶模铸件规格ASTM B619-06 焊接的镍和镍钴合金管规格ASTM B620-03 镍铁铬钼合金(UNS NO8320)板、薄板和带材规格ASTM B62-02 混合青铜或少量金属铸件标准规范ASTM B621-02(2006) 镍铁铬钼合金(UNS NO8320)线材规格ASTM B622-06 镍与镍钴合金无缝管规格ASTM B624-99(2005)e1 电子设备用高强度高导电性铜合金丝规格ASTM B625-05 UNS N08925、UNS N08031、UNS N08932、UNS N08926和UNS R20033中厚板、薄板和带材规格ASTM B626-06 焊接镍和镍钴合金管规格ASTM B628-98(2004) 电触头银铜低共溶合金规格ASTM B629-77(2003) 电镀用钼和钼合金制备规程ASTM B63-07 金属导电电阻及电接触材料电阻率的测试方法ASTM B630-88(2006) 电镀用铬的制备规格ASTM B631-93(2004) 银钨电接触材料的规格ASTM B632-B632M-02 轧制的铝合金防滑条规格ASTM B633-07 钢铁表面电镀层规格ASTM B634-88(2004)E1 工程用铑电解沉积镀层规格ASTM B635-00(2004)E1 镉锡机械沉积镀层规格ASTM B636-84(2006)E1 用螺旋收缩仪测量电镀金属镀层内应力的方法ASTM B637-06 高温用沉淀硬化镍合金棒材、锻件和锻坯规格ASTM B639-02 高温用沉积硬化含钴合金(UNS R30155和UNS R30816)线材、棒、锻件及锻坯料规格ASTM B640-00(2006) 空调及制冷设备用焊接铜及铜合金管ASTM B643-00(2005) 铜铍合金无缝管规格ASTM B644-05 铜合金添加剂规格ASTM B645-07 铝合金平面应变断裂韧性测试规程ASTM B646-06a 铝合金的断裂韧性测试规程ASTM B647-84(2006) 用维氏硬度仪测量铝合金压痕硬度的试验方法ASTM B648-78(2006) 用巴氏压痕仪测定铝合金压痕硬度的试验方法ASTM B649-06 镍铁铬钼铜氮低碳合金(UNS N08925、UNS N08031、UNS N08354和UNS N08926)以及铬镍铁氮低碳合金(UNS R20033)棒材和线材规格ASTM B650-95(2002) 铁质基物上电沉积工程镀铬层规格ASTM B651-83(2006) 用双束干涉显微镜测量镍铬或铜镍铬电镀表面腐蚀部位的试验方法ASTM B652-B652M-04 铌铪合金锭规格ASTM B653-B653M-06 无缝与焊接的锆与锆合金焊接配件规格ASTM B654-B654M-04 铌铪合金箔、薄板、带材和中厚板规格ASTM B655-B655M-04 铌铪合金棒材、线材和丝规格ASTM B657-05 硬质钨合金微观结构金相测定的试验方法ASTM B658-B658M-06 锆与锆合金无缝管及焊接管规格ASTM B659-90(2003) 金属及无机涂层厚度测量指南ASTM B66-B66M-06 蒸汽机车易损件用青铜铸件规格ASTM B660-02 铝和镁产品封装/包装规程ASTM B661-06 镁合金热处理规程ASTM B662-94(2006) 银钼电接触材料的规格ASTM B663-94(2006) 银钨硬质合金电接触材料的规格ASTM B664-90(2006) 含80%银,20%石墨的滑动接触材料的规格ASTM B665-03 硬质钨合金金相样本的制备导则ASTM B666-B666M-01 铝和镁制品的识别标志规程ASTM B667-97(2003)e1 测量电接触电阻用探测器的结构及使用的规格ASTM B668-05 UNS NO8028无缝管规格ASTM B670-02 高温用沉淀硬化的镍合金(UNS No7718)板、薄板及带材规格ASTM B67-05 车辆及煤水车用有衬里的轴颈轴承标准规格ASTM B671-81(2005) 精炼铱规格ASTM B672-02 稳定的镍铁铬钼铌合金(UNS NO8700)棒和丝规格ASTM B673-05e1 UNS NO8925、UNS N08354和UNS N08926焊接管规格ASTM B674-05 UNS NO8925、UNS N08354和UNS N08926焊接管规格ASTM B675-02 UNS NO8367焊接管标准规范ASTM B676-03 NO8367焊接管规格ASTM B677-05 UNS N08925、UNS N08354和UNS N08926无缝管规格ASTM B678-86(2006) 金属涂覆产品可焊性的试验方法ASTM B679-98(2004)E1 工程用钯电镀层规格ASTM B68-02 光亮退火的无缝铜管规格ASTM B680-80(2004) 用酸溶法测定铝的阳极镀层封闭质量的试验方法ASTM B682-01 电导体的标准米制尺寸规格ASTM B683-01(2006 纯钯电接触材料的规格ASTM B684-97(2002) 铂铱电接触材料规格ASTM B685-01(2006) 钯铜电接触材料的规格ASTM B686-03 高强度铝合金铸件规格ASTM B687-99(2005)e1 镀黄铜、镀铜及镀铬管接头规格ASTM B688-96(2004) 铬镍钼铁(UNS NO8366和UNS NO8367)中厚板、薄板及带材规格ASTM B689-97(2003) 电镀工程镀镍层规格ASTM B68M-99(2005) 光亮退火的无缝铜管(米制)ASTM B690-02 铁镍铬钼合金无缝管标准规范ASTM B69-01a(2005) 轧制锌材规格ASTM B691-02 铁镍铬钼合金(UNS N08366 和UNS N08367)线材、棒材及丝规格ASTM B692-90(2006) 含75%银,25%石墨的滑动电接触材料的规格ASTM B693-91(2006) 银镍电接触材料的规格ASTM B694-03 电缆屏蔽层用铜、铜合金、包铜青铜(CCB)、包铜不锈钢(CCS)和包铜合金钢(CAS)薄板及带材规格ASTM B695-04 钢铁表面锌机械沉积镀层规格ASTM B696-00(2004)E1 镉机械沉积锌镀层的规格ASTM B697-88(2005) 电沉积金属镀层和无机镀层检验用抽样计划的选择指南ASTM B698-02 铜和铜合金卫生设备无缝管的分类ASTM B699-86(2003) 钢铁表面镉真空沉积镀层规格ASTM B700-97(2002) 工程用银电镀层规格ASTM B701-B701M-06 同芯绞捻自阻钢芯加强铝导线(ACSR/SD) B702-93(2004) 铜钨电触点材料ASTM B702-93(2004) 铜钨电接触材料的规格ASTM B703-05 用阿诺德仪器测量粉末表面密度的试验方法ASTM B704-03 合金(UNS NO6625、UNS N06219和NO8825)焊接管规格ASTM B705-05 镍合金(UNS N06625、N06219 和N08825)焊接管规格ASTM B706-00(2006) 无缝铜合金管材规范(UNS No. C69100)ASTM B708-05 钽和钽合金中厚板、薄板及带材规格ASTM B70-90(2007) 电加热用金属材料的电阻随温度变化的测试方法ASTM B709-04 铁镍铬钼合金(UNS NO8028)中厚板、薄板和带材规格ASTM B710-04 镍铁铬硅合金焊接管规格ASTM B711-05 钢芯同芯绞捻铝合金导线规格(AACSR)(6201)ASTM B712-93(2006) 氧化银镉接触材料用钠和钾含量的测定指南ASTM B715-96(2001) 导电用烧结铜构件规格ASTM B717-96(2006) 精炼钌规格ASTM B718-00(2006) 镍铬钼钴钨铁硅合金(UNS NO6333)板、薄板和带材规格ASTM B719-00(2005 镍铬钼钴钨铁硅合金(UNS NO6333)棒材规格ASTM B722-06 镍铬钼钴钨铁合金(UNS N06333)无缝管规格ASTM B723-00(2005) 镍铬钼钴钨铁硅合金(UNS NO6333)焊接管规格ASTM B724-00(2006 用便携式内韦季非卡尺型仪器测量铝合金压痕硬度的试验方法ASTM B725-05 焊接镍(UNS N02200/UNS N02201)和镍铜合金(UNS N04400)管规格ASTM B726-02(2006) 镍铬钼钴钨铁硅合金(UNS NO6333)焊接管规格ASTM B727-04 电镀用塑料的制备规程ASTM B729-05 无缝UNS N08020、UNS N08026和UNS N08024镍合金管规格ASTMB731-96(2006) 60%钯40%银电触点材料规格ASTM B733-04 金属自动催化(化学)镍磷镀层规格ASTM B734-97(2003)E1 工程用电沉积铜规格ASTM B735-06 采用硝酸蒸气的金属底材上金镀层孔隙率试验方法ASTM B736-00(2006) 铝、铝合金和包铝钢电缆屏蔽材料规格ASTM B737-05 热轧和/或冷加工铪线材和丝规格ASTM B738-03 电导线用成束细线和成束绞捻绳索铜导线。
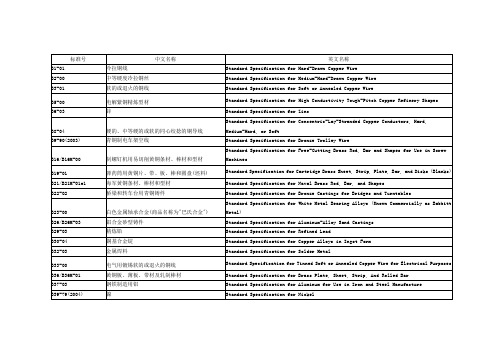
ASTM_B标准号中英文对照要点
Metal) Standard Specification for Aluminum-Alloy Sand Castings Standard Specification for Refined Lead Standard Specification for Copper Alloys in Ingot Form Standard Specification for Solder Metal Standard Specification for Tinned Soft or Annealed Copper Wire for Electrical Purposes Standard Specification for Brass Plate, Sheet, Strip, And Rolled Bar Standard Specification for Aluminum for Use in Iron and Steel Manufacture Standard Specification for Nickel
B23-00 B26/B26M-03 B29-03 B30-04 B32-03 B33-00 B36/B36M-01 B37-03 B39-79(2004)
白色金属轴承合金(商品名称为"巴氏合金") 铝合金砂型铸件 精炼铅 铜基合金锭 金属焊料 电气用镀锡软的或退火的铜线 黄铜板、薄板、带材及轧制棒材 钢铁制造用铝 镍
B70-90(2001) B75-02 B75M-99
电加热用金属材料的电阻随温度而变化的试验方法 Electrical Heating 无缝铜管 无缝铜管规范(米制) Standard Specification for Seamless Copper Tube Standard Specification for Seamless Copper Tube [Metric] Standard Test Method for Accelerated Life of Nickel-Chromium and Nickel-Chromium-Iron
ASTMB中文版

A S T M B中文版Revised on July 13, 2021 at 16:25 pm盐雾试验标准1、使用范围1.1本标准规程包括产生和维持盐雾实验环境所要求的仪器和程序;可能用到的合适的仪器在附录X1里说明..1.2本规程并不指定试验的样本类型;或特殊产品的喷雾时间;也不对试验结果作出解释..1.3以SI为单位的数据是标准的;括号内的数据仅供参考..1.4本标准并不旨在涵盖所有的安全性问题;如果有;也是与它的使用方法有关系..本标准的使用者有责任来建立合适的安全及健康操作程序;并在使用前决定规程限制的适用性..2、参考文献2.1 ASTM标准2B368 用以加速铜腐蚀的醋酸-盐雾试验方法CASS试验D609 测试冷扎钢板喷涂、清漆、化学涂层和其他相关涂层产品的制剂D1193 试剂水说明D1654 在腐蚀环境下;样本喷涂估算的试验方法E70 玻璃电极水溶液PH值的试验方法E691 开展实验室间研究;以确定试验方法精密度的规程G85 更新的盐雾试验规程3、意义及作用3.1本规程提供了一种可控的腐蚀环境;金属及涂装金属在给定的试验房间里产生相关的防腐蚀信息..3.2在自然环境下对其性能的预测值;与单独作为数据的盐雾试验结果很少有关联..3.2.1建立在这种规程试验环境下;其腐蚀性能的关联值和外延值并不总是可预测的..3.2.2只有在证实进行了适宜的长期自然环境的暴露以后;才应当考虑关联值和外延值..3.3盐雾试验结果的可重复性;在很大程度上依赖于试验的样品和所选择的标准;也依赖于对操作变量的控制..在一些测试程序中;应当考虑到大量的数据采集次数;以建立试验结果的可变性..即使试验条件相似;测试的浓度范围一样;在不同的盐雾实验室内;相似的样本其试验结果也不一样..4、装置4.1盐雾试验所要求的装置;包括一个盐雾室;盐溶液储罐、适当的压缩空气供应装置、一个或多个喷嘴、样品支撑架、盐雾室加热装置和其他必要的控制部件..装置的尺寸和详细的结构是可选择的;只要能提供本规程所要求的环境即可..4.2盐雾室内顶部或盖板上聚集的液滴不允许滴落在暴露的样本上..4.3从样本上滴落的液滴不允许回收到液体回收器内;不能再喷雾..4.4盐雾室结构件材料不应当影响到喷雾腐蚀..4.5本规程用到的所有的水都要符合D1193说明中5类水标准要求钠离子可以忽略;氯离子在本规程的范围内即可;这不适用于自来水;所有其他的水要求相应的试剂等级..5、试验样本5.1 试验用的样本的型号和数量;和评估试验结果的标准一样;都要在说明中规定其材料或产品;或由销售商和采购商之间相互认可的材料或产品..6、试验样本准备6.1 样本要相应的清洁;清洁方法可任意选择;依赖于材料表面的纹理和表面的污物..要注意样本清洁完毕后防止由于过度操作或粗心大意再次被污染..6.2 用于鉴定涂层和其他有机涂层的样本;应当根据被暴露的材料规格来准备;或者由供应商和采购商协商确定..否则;测试样本应当包括符合规程D609要求的钢材;按照规程D609的操作程序清洁钢材为喷涂做准备..6.3 已做过喷涂或覆盖非金属涂层的样本;在试验前不要清洁或过度处理..6.4 不论何时希望确定涂层或有机涂层擦伤处的腐蚀进度时;都应当使用金属利器划一条或通过涂层的划痕或划线;以便在测试前暴露底部的金属..制作划痕的条件应该按照测试方法D1654里的规定;除非买卖双方另有约定..6.5 除非特别说明;电镀、喷涂或复合材料的切口边缘;和包含标记的区域;或相关的支架;都应当在操作环境下使用合适的涂层稳定剂保护..注意1:如果希望从零件上或从预先电镀、喷涂或其他涂层金属材料上切下试验样本;切口边缘应当通过覆盖涂层、蜂蜡、带子或其他有效介质来保护;以防止在切口边缘和临近的电镀的和其他涂层金属材料的表面出现电流影响..7、样本暴露位置7.1 实验中样本在盐雾室内的位置应当满足下列条件..7.1. 除非特别说明;样本应当被支撑或悬挂起来;于垂直方向的角度在15度和30度之间;和盐雾流的方向几乎平行;取决于被试验的大部分的表面..7.1.2 样本不应该相互接触;不应该同任何金属或任何起导火索作用的金属接触..7.1.3 每个样本都要放在不妨碍喷雾的位置..7.1.4 从样本上滴落的盐溶液不应当再滴到其他任何样本上面..注意2:用于构造或支撑的合适的材料为玻璃;橡胶、塑料或合适的涂层木材..不允许使用裸露的金属..样本要从底部或侧面支撑;有缝的木条适合支撑在平板的下面;样本也可以从底部或侧面悬挂..只要能保证样本处在规定的位置;也可以使用玻璃钩子或上蜡的细绳吊样本..如有必要;可在样本底部加第二个支撑..8、盐溶液8.1 盐溶液应当按溶解比例为5±1份的氯化钠;和95份的水配置;水要符合说明D1193类型Ⅳ中的要求除了本规程对氯离子的限制外;钠离子可以忽略..对于盐的化学成分要谨慎小心才行;使用的盐应为氯化钠;总的杂质量不超过0.3%..除氯离子外的其他卤素离子溴离子、氟离子和碘离子的含量应低于盐的含量的0.1%质量;铜离子含量要小于总量的0.3ppm;添加抗结剂的氯化钠不允许使用;因为此类添加剂起抗腐蚀剂的作用..表1列出了的杂质含量的限制..基于买卖双方的协议;可以对上述化学组成中未作规定的元素或化合物做出分析;确定其使用范围..表1 氯化钠中杂质最大允许含量A;B;C杂质描述允许含量总杂质含量≤0.3%除氯离子外的其他卤离子溴离子、氟离子和碘离子<0.1%铜离子<0.3ppm抗结剂不允许添加A 用于计算已知水的质量的5%的盐溶液;可用下面通用的公式计算所需的盐的量:0.053*水的总量=所要求的NaCl的量水的密度是1g/ml ;计算配置1升5%盐溶液所需要的盐的克数;用1000g乘以0.05335.27盎司;1升水的质量..这个公式的结果是;为配置5%质量的盐溶液;每升水所需的NaCl为53g1.87盎司..上面公式中氯化钠使用的乘数0.053由下列计算得出:1000g1升水的质量除以0.95总质量中水占95%的比例得出1053g;这个1053g是含5%浓度氯化钠的1升水的总质量..1053g减去原始1升水的质量1000g;得到氯化钠的质量是53克;氯化钠的质量53g除以水的重量1000g;得出氯化钠的系数0.053..例如:混合200升52.83加仑含5%氯化钠浓度的溶液;把10.6kg23.37磅的氯化钠加入到200升52.83加仑的水里面;200升水的重量是2000 000g;2000 000g水乘以0.053氯化钠系数=10600g氯化钠;或10.6kg氯化钠.B 为确保在混合溶液时达到合适的盐溶液浓度;需要注意检测溶液时;使用盐液密度计或使用液体比重计来测量;当使用盐液密度计测量时;测试结果在25℃77°F下是4%----6%..C 如果使用的盐的纯度>99.9%;卤素离子的含量可以忽略;因为卤素离子的含量不可能大于等于0.1%..如果盐的纯度比较低;需要测试卤素离子的含量..8.2 在35℃95°F雾化时;被收集起来的盐溶液的PH值应该在6.5和7.2之间备注3..雾化前的溶液不应该有固体悬浮物备注4;PH值测试应该在23±3℃73±5°F条件下;使用合适的对PH敏感的玻璃电极;标准电极;PH值测试系统要符合测试方法E70..备注3:温度会影响到在室温下由二氧化碳饱和水配置的盐溶液的PH值;可以通过以下三种方法调整PH值..(1)在室温下调整盐溶液的PH值;在35℃95°F时雾化时;收集起来的盐溶液的PH值会高于雾化前的盐溶液;是因为在高温下溶液里二氧化碳挥发而缺失..因此当在室温下调整盐溶液的PH值时;有必要调整到小于6.5以下;这样在35℃95°F条件下雾化后收集起来的盐溶液;将满足6.5---7.2的范围要求..在室温下取大约50ml盐溶液样品;缓慢煮沸30秒;然后冷却;再测试其PH值;通过这种操作;当把盐溶液的PH值调整到6.5---7.2之间时;在35℃95°F条件下雾化后收集起来的颜溶液的PH值;将在这个范围内..(2)加热盐溶液到沸腾;然后冷却到35℃95°F;然后维持在35℃95°F大约48小时;然后调整PH值;这样产生的溶液在35℃95°F雾化;其PH值不会有大的变化..(3)加热水;用热水制备盐溶液使温度达到35℃95°F或更高;排除二氧化碳;然后调整PH值到6.5---7.2的范围;这种方法产生的盐溶液在35℃95°F雾化时;其PH值不会有大的变化..备注4:新制备的盐溶液可以过滤轻轻倒入到蓄水池里;或者把溶液导向雾化器的管子的末端使用双层粗棉布包上;阻止喷嘴处堵塞..备注5:可以通过加入稀释的ACS试剂级盐酸和氢氧化钠溶液来调节PH值..9、气流供应9.1 进入状态良好的过滤器的;供应给空气饱和塔的压缩空气;要求无油污或脏污备注6..这种空气在空气饱和塔底部应该保持足够的压力;在空气饱和塔上部的空气应当满足表2所建议的压力值..注释6:通过合适的油或水萃取器通过商业购买能得到的空气;应当不含油污和杂质;应当阻止任何油污进入空气饱和塔..一些油或水萃取器有使用期限提示;应当考虑对其进行适当的保养..9.2供应给一个或多个雾化喷嘴的压缩空气;应当通过把它导入到充满水的塔的底部进行调整..一种导入空气的常规的方法是使用空气分散装置X1.4.1..水必须自动保持确保有足够的湿气..通常的规范是使塔内的温度维持在46℃和49℃之间114---121°F;以补偿在雾化过程中;为产生空气压力由空气膨胀所产生的冷却效应..表2显示了在不同压力下的温度;通常用于补偿为产生空气压力由空气膨胀所产生的冷却效应..表2 在35℃95°F下;空气饱和塔上部操作所适用的温度和压力规范空气压力KPa 温度℃空气压力PSI 温度°F83 46 12 11496 47 14 117110 48 16 119124 49 18 1219.3 应当注意塔内的温度和压力的关系;因为这种温度压力关系影响对维持适当的收集速度有直接的影响备注7..备注7:如果空气饱和塔内的温度和压力超出规范中温度和压力值的范围;按照本规程10.2所描述的达到合适的收集速度;那么应当检查其他的调整腐蚀速度的装置;例如样品控制装置的使用测试操作中的性能控制面板 ..10 盐雾室条件10.1 温度---盐雾室喷雾区域的温度应维持在35±2℃95±3°F..每一个设置点和和它允许的偏差都代表着箱内一个在单一位置平衡条件下可操作的控制点;并不代表整个箱内条件的一致性..封闭箱内暴露区的温度备注8;至少一天记录一次除了星期六、星期天和节假日以外;盐雾试验不会因暴露、调整或移动试验部件、或检查并补充蓄水罐内盐溶液而中断..备注8:一种记录温度的有效的方法是使用一种连续记录仪;或温度计;可以在封闭箱的外面读数..记录的温度必须由封闭箱内的喷雾得到;避免由于盐雾室打开因湿球影响而出现低的读数..10.2 雾化和盐雾量---在每个雾化塔暴露区域内;至少放入两个干净的盐雾收集器;不会收集到测试样品上的液滴或其他的液滴..调整收集器位置使之靠近样品;一个离任一喷嘴的位置都最近;另一个离所有喷嘴的位置最远..图1是一种最典型的布置..基于平均运行16小时基础上注释9;水平收集区域方向上每80cm2 12.4in.2;每小时将收集1.0—2.0ml的溶液..收集的氯化钠溶液的浓度将达到5±1%质量比备注9-11..收集的溶液的PH值将为6.5—7.2;按照8.2所述方法测量PH值备注3..图1 盐雾收集器布置注意:本图针对单一的雾化塔;提供了一种典型的盐雾收集布置..对于多个雾化塔和水平雾化塔T形的结构;本布置图同样适用..备注9:最适宜的收集装置是玻璃、或塑料漏斗、漏斗管通过瓶塞插入带刻度的圆筒内或结晶盘内..漏斗和结晶盘的直径为10cm3.94英寸;其面积大约为80cm2 12.4平方英寸..备注10:在25℃77℉溶液的密度为1.0255----1.0400时;能够满足浓度要求..氯化钠的浓度也可以通过使用合适的盐浓度表例如使用对钠离子有选择性的玻璃电极或使用下述的色度计测量得出..通过加入蒸馏水充分混合均匀;稀释5ml收集起来的溶液到100ml;用吸管吸取整整10ml溶液到蒸发盘或勺皿里;加入40ml蒸馏水和1ml 1%的铬酸钾溶液不含氯离子;然后再滴定0.1N的硝酸银溶液到首次出现稳定的红色..所要求的0.1N的滴定银溶液;3.4ml至5.1ml即可满足浓度要求..备注11:使用2—6%的盐溶液;会出现同样的结果;为一致性起见;扔把范围限制为4—6%..10.3应当对准一个或多个喷嘴的喷射方向增加挡板;确保没有喷雾直接喷在被测试的样本上..11 暴露的连续性11.1 本规范中对于被测式样或材料除非有特殊声明;在整个试验阶段应该保持测试的连续性..持续运行意味着盐雾腔封闭;喷雾是持续的;除非必要的日常短暂的中断检查、重新放置或拿走被测式样、检查并补充储液罐内的盐溶液、和按照第10部分所做的必要的记录..应当计划好操作;确保中断时间是最短的..12 暴露时间12.1 暴露时间应根据被测试材料或样品的规格确定;或根据买卖双方的协议来指定..备注12:注意暴露时间应当由买卖双方共同确定;但是建议暴露时间为24小时的倍数..13 被测样本的清洁13.1 除非被测材料或产品的规格有特殊说明;试验结束时应当按照下列方法处理样本..13.1.1 被测样本要轻拿轻放..13.1.2 要缓慢冲洗;或浸到干净流动且温度不超过38℃100℉的水里;去除其表面的盐沉淀;然后立刻干燥..14 结果评估14.1 应当根据买卖双方的协议;或根据被测材料或样品的规格进行细致及时的评估..15 记录和报告15.1 要记录下述信息;除非被测材料或产品的规格有预先说明..15.1.1 制备盐溶液的盐和水的类型15.1.2 盐雾室内暴露区域内所有的温度读数..15.1.3 每个盐雾收集装置所收集的盐溶液量的日常记录;单位是 ml/h./ 80cm212.4in2..15.1.4 所收集的盐溶液的浓度或密度;和其温度的日常记录..如果测试需要;被测盐溶液可以是从多个盐雾收集装置里取的混合液在同一个盐雾室内..15.1.5 在23±3℃73±5℉温度下;所收集的盐溶液的PH值的日常记录;如果测试需要;被测盐溶液可以是从多个盐雾收集装置里取的混合液在同一个盐雾室内..15.2 样本型号及其尺寸、或者数量和部件说明..15.3 试验前后样本的清洁方法..15.4 盐雾喷射室内样本支撑或悬挂的方法..15.5 按照6.5要求进行的保护措施描述..15.6 暴露时间..15.7 暴露中断的原因;中断时间..15.8 所有检查的结果..备注13:如果任何没有接触到被测样本的雾化盐溶液;返回到储液罐;建议也要记录这部分盐溶液的浓度和密度..16 关键字16.1 可控的腐蚀环境;腐蚀条件;质量损失测定;盐雾暴露..附录非强制性信息X1. 装置结构X1.1 试验柜X1.1.1 标准喷雾试验柜可由几种方法制作;但是在他们根据本规程发挥作用和对复合结果提供持续的控制之前;有一定关联的附件还是有要求的..X1.1.2 喷雾试验柜由下列组成:基本的喷雾腔、一个空气饱和塔、盐溶液储液罐、多个雾化喷嘴、样本支撑架、腔加热装置、和保持温度的合适的温控器..X1.1.3 附件;例如:一个合适的可调挡板、一个盐雾塔、盐液储液罐自动雾化控制装置、空气饱和塔的自动雾化控制装置;都是本设备相关的部件..X1.1.4 试验柜的尺寸和形状要能满足:允许雾化装置和一定数量的收集液在本装置限制的范围内..X1.1.5 试验柜由下列合适的惰性材料组成;例如塑料、玻璃、石材、或由金属组成;或由不受塑料、橡胶或环氧基类的材料或设备组成..X1.1.6 所有接触盐溶液或喷雾的管子都应当使用惰性材料;例如塑料..排放管应有足够长的尺寸;以把背后的压力降到最小;排放管要合理安装以免有溶液进入..排放管外露的一端应当防护起来;以避免可能造成试验柜压力波动或真空度的空气气流..X1.2 温度控制X1.2.1 保持盐雾室内的温度可以通过几种方法实现..一般建议通过控制周围环境的温度来保持盐雾室内的温度稳定..这可以通过把装置放在一个恒温的房间里来实现..也可以通过下述办法实现;把试验腔用可以控制温度的充满水或空气的外罩包裹起来..X1.2.2 在内部盐溶液储液罐里或盐雾室里;浸入式加热器的使用;取决于在样品上是否因盐溶液蒸发或热辐射而有明显热损失..X1.3 喷嘴X1.3.1 令人满意的喷嘴是由硬橡胶、塑料、或其他惰性材料制作的..最常用的是由塑料制作的;喷嘴应该根据空气消耗量和溶液雾化状态可以校正..表X1.1是给出了一种典型喷嘴的操作参数..表X1.1 盐雾喷嘴操作参数表X1.3.2 在正常使用的压力下;应能轻易的看到空气消耗量是相对稳定的..如果在试验中允许盐溶液有轻微的滴落;就会出现喷雾有明显的减少..因此;集液罐里的盐溶液的高度必须自动维持不变;以确保在试验3中盐雾的一致性..X1.3.3 如果选择的喷嘴不能自动把盐溶液雾化成统一的小液滴;有必要在喷嘴前加一个挡壁;以收集大的液滴防止其喷到样品上;直到空气压力恢复到可接收状态..喷嘴的选取非常重要;在选择的空气压力下它能产生所需的条件;喷嘴没必要安装在一端;可以安装在中间或也可以通过一个合适的塔架垂直向上安装..X1.4 雾化所需的空气X1.4.1 雾化所使用的空气;在通过保养良好的过滤器之前不能含有油污和脏污..室内空气也可以压缩、加热、增湿;如果水的温度可以控制的话;也可以通过水密封的旋转泵来清洗..经其他方法清洁的空气;可以通过多孔的石块或多个喷嘴导入到充满水的塔的底部;水必须维持在能自动雾化的水平;确保足够的湿度..根据这种方法和附录X1进行操作的房间;相对湿度将会达到95%----98%..由于2---6%的盐溶液也会达到同样的结果为一致性起见;被限制在4---6%..为保持湿的雾气状态;使空气湿润的温度应高于盐雾腔的温度..表X1.2表明了为抵消大气环境的冷却影响所要求的不同压力下的温度..表 X1.2 95℉下测试操作所要求的温度和压力X1.5 结构类型X1.5.1 图1.1是一种标准的现代化的盐雾实验装置..试验室通常由一个斜的顶面组成;合理布置喷嘴避免喷嘴正对天花板造成溶液堆积;喷嘴可以安装在天花板上;或安装在正对地板的过道上方0.91米处;倾斜30—60度;喷嘴数量依赖于装置的类型和容量;和测试的区域有关..实验腔内要求具备11—19升3—5加仑的储液罐..明显区别于实验室的类型..图1.1 典型的盐雾喷雾腔备注:本图提供了不同的部件;包括喷嘴不同的布置方式和盐溶液储液罐..∝---上盖角度;90度---125度..1---温度计和恒温器;控制加热器项目No.82---雾化水设备3---加湿塔4---雾化温度调整器;控制加热器项目No.55---浸入式加热器;防腐..6---空气入口;多路开口7---到喷嘴的空气管8---底部加热器9---铰链顶部;液压操作;平衡10---支撑样品的托架;或实验桌11---内部储液罐12---储液罐上方的喷嘴;设计、放置、阻挡合理12A---放置于实验柜中间的喷嘴13---水密封14---排水组合..15--- 废水管和排水管要完全分离开..16---强制排污管17---储液罐自动保持装置18---废物坑19---空气隔离或水隔离20---测试桌或挂架;在顶棚正下方..图X1.2 步入式试验腔;垂直方向1.5—2.4米备注:一般的对于比较小的盐雾试验腔图1.1;控制器是一样的..特征如下..∝---上盖角度;90度---125度..1、厚的绝缘板2、空气层3、低功率加热器;或蒸汽盘管4、单或双全开门制冷类型;内置倾斜门5、观察窗口6、内腔排风口7、内腔排水口8、地板上的导管板图X1.3 典型的喷嘴。
ASTM 美标标准号索引-中英对照表

ASTM 美标标准号索引-中英对照表发布时间:06-11 作者:本站来源:本站点击次数:878ASTM标准中英对照标准号英文名称中文名称A1-00(2005) Standard Specification for Carbon Steel Tee Rails 碳素钢丁字轨A2-02 Standard Specification for Carbon Steel Girder Rails of Plain, Grooved, and GuardTypes普通型,带槽和防护型碳素工字钢轨A3-01(2006) Standard Specification for Steel Joint Bars, Low, Medium, and High Carbon(Non-Heat-Treated)低、中、高碳素钢鱼尾(连接)板A6/A6M-05a Standard Specification for General Requirements for Rolled Structural Steel Bars,Plates, Shapes, and Sheet Piling轧制结构钢板材、型材和薄板桩通用技术要求A20/A20M-05 Standard Specification for General Requirements for Steel Plates for PressureVessels压力容器用钢板材通用要求A27/A27M-05 Standard Specification for Steel Castings, Carbon, for General Application 通用碳素钢铸件A29/A29M-05 Standard Specification for Steel Bars, Carbon and Alloy, Hot-Wrought, GeneralRequirements for热锻及冷加工碳素钢和合金钢棒A31-04 Standard Specification for Steel Rivets and Bars for Rivets, Pressure Vessels 钢铆钉及铆钉和压力容器用棒材A34/A34M-01 Standard Practice for Sampling and Procurement Testing of Magnetic Materials 磁性材料的抽样和采购试验的标准惯例A36/A36M-05 Standard Specification for Carbon Structural Steel 碳素结构钢技术规范A47/A47M-99(2004) Standard Specification for Ferritic Malleable Iron Castings 铁素体可锻铁铸件A48/A48M-03 Standard Specification for Gray Iron Castings 灰铁铸件A49-01(2006) Standard Specification for Heat-Treated Carbon Steel Joint Bars, Microalloyed JointBars, and Forged Carbon Steel Compromise Joint Bars热处理碳素钢连接棒材,微合金连接棒材和法兰连接棒材的标准规范A53/A53M-06 Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Weldedand Seamless无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范A65-01 Standard Specification for Steel Track Spikes 钢轨道钉A66-01 Standard Specification for Steel Screw Spikes 钢质螺旋道钉A67-00(2005) Standard Specification for Steel Tie Plates, Low-Carbon and High-CarbonHot-Worked热加工低碳钢和高碳钢垫板技术规范A74-06 Standard Specification for Cast Iron Soil Pipe and Fittings 铸铁污水管及配件的技术规范A82/A82M-05a Standard Specification for Steel Wire, Plain, for Concrete Reinforcement 钢筋混凝土用无节钢丝A90/A90M-01 Standard Test Method for Weight [Mass] of Coating on Iron and Steel Articles withZinc or Zinc-Alloy Coatings镀锌和镀锌合金钢铁制品镀层重量的试验方法A99-03 Standard Specification for Ferromanganese 锰铁合金A100-04 Standard Specification for Ferrosilicon 硅铁A101-04 Standard Specification for Ferrochromium 铬铁A102-04 Standard Specification for Ferrovanadium 钒铁合金A105/A105M-05 Standard Specification for Carbon Steel Forgings for Piping Applications 管系部件用碳素钢锻件A106/A106M-06 Standard Specification for Seamless Carbon Steel Pipe for High-TemperatureService高温用无缝碳素钢管A108-03e1 Standard Specification for Steel Bar, Carbon and Alloy, Cold-Finished 优质冷加工碳素钢棒材技术规范A109/A109M-03 Standard Specification for Steel, Strip, Carbon (0.25 Maximum Percent),Cold-Rolled冷轧碳素钢带技术规范A111-99a(2004)e1 Standard Specification for Zinc-Coated (Galvanized) Iron Telephone and TelegraphLine Wire电话和电报线路用镀锌"铁"丝规格A116-05 Standard Specification for Metallic-Coated, Steel Woven Wire Fence Fabric 镀锌钢丝编织栏栅网A121-99(2004) Standard Specification for Metallic-Coated Carbon Steel Barbed Wire 镀锌刺钢丝A123/A123M-02 Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and SteelProducts钢铁产品的锌镀层(热浸镀锌)技术规范A125-96(2001) Standard Specification for Steel Springs, Helical, Heat-Treated 热处理螺旋形钢弹簧A126-04 Standard Specification for Gray Iron Castings for Valves, Flanges, and Pipe Fittings 阀门、法兰和管配件用灰铁铸件A128/A128M-93(2003) Standard Specification for Steel Castings, Austenitic Manganese 钢铸件,奥氏体锰A131/A131M-04ae1 Standard Specification for Structural Steel for Ships 海船用结构钢A132-04 Standard Specification for Ferromolybdenum 钼铁合金A134-96(2005) Standard Specification for Pipe, Steel, Electric-Fusion (Arc)-Welded (Sizes NPS 16and Over)电熔(电弧)焊钢管(NPS为16英寸和16英寸以上)A135/A135M-06 Standard Specification for Electric-Resistance-Welded Steel Pipe 电阻焊钢管A139/A139M-04 Standard Specification for Electric-Fusion (Arc)-Welded Steel Pipe (NPS 4 and Over) 电熔(电弧)焊钢管(4英寸以上的)A143/A143M-03 Standard Practice for Safeguarding Against Embrittlement of Hot-Dip GalvanizedStructural Steel Products and Procedure for Detecting Embrittlement热浸镀锌结构钢制品防脆裂措施和探测脆裂的程序A144-04 Specification for Ferrotungsten 铁钨合金规范A146-04 Standard Specification for Molybdenum Oxide Products 氧化钼制品A148/A148M-05 Standard Specification for Steel Castings, High Strength, for Structural Purposes 结构用高强度钢铸件A153/A153M-05 Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware 钢铁制金属构件上镀锌层(热浸) A159-83(2001) Standard Specification for Automotive Gray Iron Castings 汽车用灰铁铸件A167-99(2004) Standard Specification for Stainless and Heat-Resisting Chromium-Nickel SteelPlate, Sheet, and Strip不锈钢和耐热铬镍钢板、薄板及带材A176-99(2004) Standard Specification for Stainless and Heat-Resisting Chromium Steel Plate,Sheet, and Strip不锈钢和耐热铬钢板、薄板及带材A178/A178M-02 Standard Specification for Electric-Resistance-Welded Carbon Steel andCarbon-Manganese Steel Boiler and Superheater Tubes电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管的技术规范A179/A179M-90a(2005) Standard Specification for Seamless Cold-Drawn Low-Carbon Steel Heat-Exchangerand Condenser Tubes热交换器和冷凝器用无缝冷拉低碳钢管A181/A181M-01 Standard Specification for Carbon Steel Forgings, for General-Purpose Piping 普通锻制碳素钢管的规格A182/A182M-05a Standard Specification for Forged or Rolled Alloy-Steel Pipe Flanges, ForgedFittings, and Valves and Parts for High-Temperature Service高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件A183-03 Standard Specification for Carbon Steel Track Bolts and Nuts 钢轨用碳素钢螺栓和螺母A184/A184M-06 Standard Specification for Fabricated Deformed Steel Bar Mats for ConcreteReinforcement混凝土加筋用变形钢筋编织网A185/A185M-06e1 Standard Specification for Steel Welded Wire Reinforcement, Plain, for Concrete 钢筋混凝土用焊接钢丝结构A192/A192M-02 Standard Specification for Seamless Carbon Steel Boiler Tubes for High-PressureService高压用无缝碳素钢锅炉管A193/A193M-06a Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for HighTemperature or High Pressure Service and Other Special Purpose Applications高温或高压设备和其他特殊用途用合金钢和不锈钢螺栓材料A194/A194M-06a Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure orHigh Temperature Service, or Both高温和高压设备用碳素钢与合金钢螺栓和螺母的规格A197/A197M-00(2006) Standard Specification for Cupola Malleable Iron 化铁炉用可锻铸铁A203/A203M-97(2003) Standard Specification for Pressure Vessel Plates, Alloy Steel, Nickel 压力容器用镍合金钢板A204/A204M-03 Standard Specification for Pressure Vessel Plates, Alloy Steel, Molybdenum 压力容器用钼合金钢板A209/A209M-03 Standard Specification for Seamless Carbon-Molybdenum Alloy-Steel Boiler andSuperheater Tubes锅炉和过热器用无缝碳钼合金钢管A210/A210M-02 Standard Specification for Seamless Medium-Carbon Steel Boiler and SuperheaterTubes锅炉和过热器用无缝碳钼合金钢管A213/A213M-06ae1 Standard Specification for Seamless Ferritic and Austenitic Alloy-Steel Boiler,Superheater, and Heat-Exchanger Tubes无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管A214/A214M-96(2005) Standard Specification for Electric-Resistance-Welded Carbon SteelHeat-Exchanger and Condenser Tubes热交换器与冷凝器用电阻焊接碳素钢管A216/A216M-04 Standard Specification for Steel Castings, Carbon, Suitable for Fusion Welding, forHigh-Temperature Service高温下使用的适合于熔焊的碳素钢铸件规格A217/A217M-04 Standard Specification for Steel Castings, Martensitic Stainless and Alloy, for 适合高温受压零件用合金钢和马氏体不锈钢铸件Pressure-Containing Parts, Suitable for High-Temperature ServiceA220/A220M-99(2004) Standard Specification for Pearlitic Malleable Iron 珠光体可锻铁A225/A225M-03 Standard Specification for Pressure Vessel Plates, Alloy Steel,Manganese-Vanadium-Nickel压力容器用锰矾镍合金钢板A227/A227M-06 Standard Specification for Steel Wire, Cold-Drawn for Mechanical Springs 机械弹簧用冷拉钢丝A228/A228M-02 Standard Specification for Steel Wire, Music Spring Quality 乐器用优质弹簧钢丝A229/A229M-99(2005) Standard Specification for Steel Wire, Oil-Tempered for Mechanical Springs 机械弹簧用油回火的钢丝A230/A230M-05 Standard Specification for Steel Wire, Oil-Tempered Carbon Valve Spring Quality 阀门用油回火优质碳素钢弹簧丝A231/A231M-04 Standard Specification for Chromium-Vanadium Alloy Steel Spring Wire 铬钒合金钢弹簧丝A232/A232M-05 Standard Specification for Chromium-Vanadium Alloy Steel Valve Spring QualityWire阀门用优质铬钒合金钢弹簧丝A234/A234M-06 Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steelfor Moderate and High Temperature Service中温与高温下使用的锻制碳素钢及合金钢管配件A239-95(2004) Standard Practice for Locating the Thinnest Spot in a Zinc (Galvanized) Coating onIron or Steel Articles用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法A240/A240M-06b Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate,Sheet, and Strip for Pressure Vessels and for General Applications压力容器用耐热铬及铬镍不锈钢板、薄板及带材A242/A242M-04e1 Standard Specification for High-Strength Low-Alloy Structural Steel 高强度低合金结构钢A247-67(1998)e1 Standard Test Method for Evaluating the Microstructure of Graphite in Iron Castings 铁铸件中石墨显微结构评定试验方法A249/A249M-04a Standard Specification for Welded Austenitic Steel Boiler, Superheater,Heat-Exchanger, and Condenser Tubes锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管A250/A250M-05 Standard Specification for Electric-Resistance-Welded Ferritic Alloy-Steel Boiler andSuperheater Tubes锅炉和过热器用电阻焊铁素体合金钢管A252-98(2002) Standard Specification for Welded and Seamless Steel Pipe Piles 焊接钢和无缝钢管桩A254-97(2002) Standard Specification for Copper-Brazed Steel Tubing 铜焊钢管规格A255-02e1 Standard Test Methods for Determining Hardenability of Steel 测定钢淬透性用末端淬火试验的标准试验方法A262-02ae3 Standard Practices for Detecting Susceptibility to Intergranular Attack in AusteniticStainless Steels奥氏体不锈钢晶间浸蚀敏感性的检测A263-03 Standard Specification for Stainless Chromium Steel-Clad Plate 耐腐蚀铬钢包覆板材,薄板材及带材技术规范A264-03 Specification for Stainless Chromium-Nickel Steel-Clad Plate 包覆的不锈铬镍钢板,薄板及带材规格A265-03 Standard Specification for Nickel and Nickel-Base Alloy-Clad Steel Plate 镍和镍基合金包覆钢板规格A266/A266M-03a Standard Specification for Carbon Steel Forgings for Pressure Vessel Components 压力容器部件用碳素钢锻件规格A268/A268M-05a Standard Specification for Seamless and Welded Ferritic and Martensitic StainlessSteel Tubing for General Service一般设备用无缝和焊接铁素体与马氏体不锈钢管A269-04 Standard Specification for Seamless and Welded Austenitic Stainless Steel Tubingfor General Service一般设备用无缝和焊接奥氏体不锈钢管A270-03a Standard Specification for Seamless and Welded Austenitic Stainless Steel SanitaryTubing卫生设施用无缝钢和焊接奥氏体不锈钢管A275/A275M-06 Standard Test Method for Magnetic Particle Examination of Steel Forgings 钢锻件的磁粉检查试验方法A276-06 Standard Specification for Stainless Steel Bars and Shapes 不锈钢棒材和型材A278/A278M-01 Standard Specification for Gray Iron Castings for Pressure-Containing Parts forTemperatures Up to 650°F (350°C)适用于650F容压部件用灰铸铁件的技术规范A283/A283M-03 Standard Specification for Low and Intermediate Tensile Strength Carbon SteelPlates低和中等抗拉强度碳素钢板A285/A285M-03 Standard Specification for Pressure Vessel Plates, Carbon Steel, Low- andIntermediate-Tensile Strength压力容器用低和中等抗拉强度的碳素钢板A288-91(2003) Standard Specification for Carbon and Alloy Steel Forgings for Magnetic RetainingRings for Turbine Generators涡轮发电机磁性定位环用碳素钢和合金钢锻件A289/A289M-97(2003) Standard Specification for Alloy Steel Forgings for Nonmagnetic Retaining Rings forGenerators发电机非磁性定位环用合金钢锻件的技术规范A290/A290M-05 Standard Specification for Carbon and Alloy Steel Forgings for Rings for ReductionGears减速器环用碳素钢和合金钢锻件A291/A291M-05 Standard Specification for Steel Forgings, Carbon and Alloy, for Pinions, Gears andShafts for Reduction Gears减速器小齿轮、齿轮和心轴用碳素钢和合金钢锻件A295/A295M-05 Standard Specification for High-Carbon Anti-Friction Bearing Steel 高碳耐磨轴承钢技术规范A297/A297M-97(2003) Standard Specification for Steel Castings, Iron-Chromium andIron-Chromium-Nickel, Heat Resistant, for General Application一般用耐热铬铁与镍铬铁合金钢铸件规格A299/A299M-04 Standard Specification for Pressure Vessel Plates, Carbon Steel, Manganese-Silicon 压力容器用锰硅碳钢板A302/A302M-03 Standard Specification for Pressure Vessel Plates, Alloy Steel,Manganese-Molybdenum and Manganese-Molybdenum-Nickel压力容器用锰钼和锰钼镍合金钢板A304-05e2 Standard Specification for Carbon and Alloy Steel Bars Subject to End-QuenchHardenability Requirements有末端淬火淬透性要求的合金钢棒材的技术规范A307-04 Standard Specification for Carbon Steel Bolts and Studs, 60 000 PSI TensileStrength抗拉强度为60000psi的碳素钢螺栓和螺柱的技术规范A308/A308M-03 Standard Specification for Steel Sheet, Terne (Lead-Tin Alloy) Coated by theHot-Dip Process经热浸处理镀有铅锡合金的薄板材的技术规范A309-01 Standard Test Method for Weight and Composition of Coating on Terne Sheet by theTriple-Spot Test用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法A311/A311M-04 Standard Specification for Cold-Drawn, Stress-Relieved Carbon Steel Bars Subjectto Mechanical Property Requirements有机械性能要求的消除应力的冷拉碳素钢棒A312/A312M-06 Standard Specification for Seamless, Welded, and Heavily Cold Worked AusteniticStainless Steel Pipes无缝和焊接奥氏体不锈钢管A313/A313M-03 Standard Specification for Stainless Steel Spring Wire 不锈钢弹簧丝技术规范A314-97(2002) Standard Specification for Stainless Steel Billets and Bars for Forging 锻造用不锈及耐热钢坯及钢棒规格A319-71(2001) Standard Specification for Gray Iron Castings for Elevated Temperatures forNon-Pressure Containing Parts高温无压部件用灰铁铸件A320/A320M-05a Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials forLow-Temperature Service低温用合金钢螺栓材料规格A321-90(2001) Standard Specification for Steel Bars, Carbon, Quenched and Tempered 经淬火和回火的碳素钢棒A322-06 Standard Specification for Steel Bars, Alloy, Standard Grades 合金钢棒材.级别A323-05 Standard Specification for Ferroboron 硼铁规格A324-73(2004) Standard Specification for Ferrotitanium 钛铁合金A325M-05 Standard Specification for Structural Bolts, Steel, Heat Treated 830 MPa MinimumTensile Strength [Metric]经热处理最小抗拉强度为830Mpa的热处理钢结构螺栓A325-06 Standard Specification for Structural Bolts, Steel, Heat Treated, 120/105 ksiMinimum Tensile Strength经热处理最小抗拉强度为120/106ksi的热处理钢结构螺栓A327-91(2006) Standard Test Methods for Impact Testing of Cast Irons 铸铁冲击试验方法A327M-91(2006) Standard Test Methods for Impact Testing of Cast Irons (Metric) 铸铁冲击试验方法(米制) A328/A328M-05 Standard Specification for Steel Sheet Piling 薄钢板桩A333/A333M-05 Standard Specification for Seamless and Welded Steel Pipe for Low-TemperatureService低温用无缝与焊接钢管规格A334/A334M-04a Standard Specification for Seamless and Welded Carbon and Alloy-Steel Tubes forLow-Temperature Service低温设备用无缝与焊接碳素和合金钢管A335/A335M-06 Standard Specification for Seamless Ferritic Alloy-Steel Pipe for High-TemperatureService高温用无缝铁素体合金钢管A336/A336M-06 Standard Specification for Alloy Steel Forgings for Pressure and High-TemperatureParts压力与高温部件用合金钢锻件规格A338-84(2004) Standard Specification for Malleable Iron Flanges, Pipe Fittings, and Valve Parts forRailroad, Marine, and Other Heavy Duty Service at Temperatures Up to 650°F(345°C)铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件A340-03a Standard Terminology of Symbols and Definitions Relating to Magnetic Testing 有关磁性试验用符号和定义的术语A341/A341M-00(2005) Standard Test Method for Direct Current Magnetic Properties of Materials Using D-CPermeameters and the Ballistic Test Methods用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法A342/A342M-04 Standard Test Methods for Permeability of Feebly Magnetic Materials 磁铁材料导磁率的试验方法A343/A343M-03 Standard Test Method for Alternating-Current Magnetic Properties of Materials atPower Frequencies Using Wattmeter-Ammeter-Voltmeter Method and 25-cmEpstein Test Frame在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法A345-04 Standard Specification for Flat-Rolled Electrical Steels for Magnetic Applications 磁设备用平轧电炉钢A348/A348M-05 Standard Test Method for Alternating Current Magnetic Properties of Materials Usingthe Wattmeter-Ammeter-Voltmeter Method, 100 to 10 000 Hz and 25-cm EpsteinFrame用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-04a Standard Specification for Carbon and Low-Alloy Steel Forgings, Requiring NotchToughness Testing for Piping Components要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范A351/A351M-06 Standard Specification for Castings, Austenitic, for Pressure-Containing Parts 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范A352/A352M-06 Standard Specification for Steel Castings, Ferritic and Martensitic, forPressure-Containing Parts, Suitable for Low-Temperature Service低温受压零件用铁素体和马氏体钢铸件规格A353/A353M-04 Standard Specification for Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel,Double-Normalized and Tempered压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-04 Standard Specification for Quenched and Tempered Alloy Steel Bolts, Studs, andOther Externally Threaded Fasteners淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格A355-89(2006) Standard Specification for Steel Bars, Alloys, for Nitriding 渗氮用合金钢棒A356/A356M-05 Standard Specification for Steel Castings, Carbon, Low Alloy, and Stainless Steel,Heavy-Walled for Steam Turbines蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件A358/A358M-05 Standard Specification for Electric-Fusion-Welded Austenitic Chromium-NickelStainless Steel Pipe for High-Temperature Service and General Applications高温用电熔焊奥氏体铬镍合金钢管A363-03 Standard Specification for Zinc-Coated (Galvanized) Steel Overhead Ground WireStrand地面架空线用镀锌钢丝绳A367-60(2005) Standard Test Methods of Chill Testing of Cast Iron 铸铁的激冷试验方法A368-95a(2004) Standard Specification for Stainless Steel Wire Strand 不锈钢和耐热钢丝绳的标准A369/A369M-02 Standard Specification for Carbon and Ferritic Alloy Steel Forged and Bored Pipe for 高温用锻制和镗孔碳素钢管和铁素体合金钢管High-Temperature ServiceA370-05 Standard Test Methods and Definitions for Mechanical Testing of Steel Products 钢制品机械测试的标准试验方法和定义A372/A372M-03 Standard Specification for Carbon and Alloy Steel Forgings for Thin-Walled PressureVessels薄壁压力容器用碳素钢及合金钢锻件A376/A376M-06 Standard Specification for Seamless Austenitic Steel Pipe for High-TemperatureCentral-Station Service高温中心站用无缝奥氏钢管A377-03 Standard Index of Specifications for Ductile-Iron Pressure Pipe 球墨铸铁压力管规范索引A380-06 Standard Practice for Cleaning, Descaling, and Passivation of Stainless Steel Parts,Equipment, and Systems不锈钢零件、设备和系统的清洗和除垢A381-96(2005) Standard Specification for Metal-Arc-Welded Steel Pipe for Use With High-PressureTransmission Systems高压输送用金属弧焊钢管A384/A384M-02 Standard Practice for Safeguarding Against Warpage and Distortion During Hot-DipGalvanizing of Steel Assemblies防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-05 Standard Practice for Providing High-Quality Zinc Coatings (Hot-Dip) 提供高质量镀锌覆层(热浸)A387/A387M-06 Standard Specification for Pressure Vessel Plates, Alloy Steel,Chromium-Molybdenum压力容器用铬钼合金钢板A388/A388M-05 Standard Practice for Ultrasonic Examination of Heavy Steel Forgings 重型钢锻件超声波检测A389/A389M-03 Standard Specification for Steel Castings, Alloy, Specially Heat-Treated, forPressure-Containing Parts, Suitable for High-Temperature Service适合高温受压部件用经特殊热处理的合金钢铸件规格A390-06 Standard Specification for Zinc-Coated (Galvanized) Steel Poultry Fence Fabric(Hexagonal and Straight Line)饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-01 Standard Specification for Grade 80 Alloy Steel Chain 80号合金钢链条A392-03 Standard Specification for Zinc-Coated Steel Chain-Link Fence Fabric 镀锌钢丝链环栏栅网A394-05 Standard Specification for Steel Transmission Tower Bolts, Zinc-Coated and Bare 传动塔架用镀锌和裸露钢螺栓A395/A395M-99(2004) Standard Specification for Ferritic Ductile Iron Pressure-Retaining Castings for Useat Elevated Temperatures高温用铁素体球墨铸铁受压铸件A400-69(2006) Standard Practice for Steel Bars, Selection Guide, Composition, and MechanicalProperties钢棒的成分及机械性能选择指南A401/A401M-03 Standard Specification for Steel Wire, Chromium-Silicon Alloy 铬硅合金钢丝A403/A403M-06 Standard Specification for Wrought Austenitic Stainless Steel Piping Fittings 锻制奥氏体不锈钢管配件A407-93(2004) Standard Specification for Steel Wire, Cold-Drawn, for Coiled-Type Springs 盘簧用冷拉钢丝A409/A409M-01(2005) Standard Specification for Welded Large Diameter Austenitic Steel Pipe forCorrosive or High-Temperature Service腐蚀场所或高温下使用的焊接大口径奥氏体钢管A411-03 Standard Specification for Zinc-Coated (Galvanized) Low-Carbon Steel Armor Wire 镀锌低碳钢铠装线A413/A413M-01 Standard Specification for Carbon Steel Chain 碳素钢链A414/A414M-06 Standard Specification for Steel, Sheet, Carbon, for Pressure Vessels 压力容器用碳素薄钢板A416/A416M-06 Standard Specification for Steel Strand, Uncoated Seven-Wire for PrestressedConcrete预应力混凝土用无涂层七股钢铰线A417-93(2004) Standard Specification for Steel Wire, Cold-Drawn, for Zig-Zag, Square-Formed,and Sinuous-Type Upholstery Spring Units之字形、方形、正弦形家具用弹簧元件用冷拔钢丝A418/A418M-05 Standard Test Method for Ultrasonic Examination of Turbine and Generator SteelRotor Forgings涡轮机及发电机钢转子锻件的超声波检查方法A420/A420M-06 Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steelfor Low-Temperature Service低温下用锻制碳素钢和合金钢管配件A421/A421M-05 Standard Specification for Uncoated Stress-Relieved Steel Wire for PrestressedConcrete预应力混凝土用无涂层消除应力钢丝的技术规范A423/A423M-95(2004) Standard Specification for Seamless and Electric-Welded Low-Alloy Steel Tubes 无缝和电焊低合金钢管A424-06 Standard Specification for Steel, Sheet, for Porcelain Enameling 搪瓷用钢薄板A426/A426M-05 Standard Specification for Centrifugally Cast Ferritic Alloy Steel Pipe forHigh-Temperature Service高温用离心铸造的铁素体合金钢管A427-02 Standard Specification for Wrought Alloy Steel Rolls for Cold and Hot Reduction 冷轧和热轧用锻制合金钢辊A428/A428M-01 Standard Test Method for Weight [Mass] of Coating on Aluminum-Coated Iron or 钢铁制品上铝覆层重量的测试方法Steel ArticlesA434-06 Standard Specification for Steel Bars, Alloy, Hot-Wrought or Cold-Finished,Quenched and Tempered热轧与冷精轧经回火及淬火的合金钢棒A435/A435M-90(2001) Standard Specification for Straight-Beam Ultrasonic Examination of Steel Plates 钢板的直射束纵向超声波检验A436-84(2001) Standard Specification for Austenitic Gray Iron Castings 奥氏体灰口铁铸件A437/A437M-06 Standard Specification for Alloy-Steel Turbine-Type Bolting Material Specially HeatTreated for High-Temperature Service高温用经特殊处理的涡轮型合金钢螺栓材料A439-83(2004) Standard Specification for Austenitic Ductile Iron Castings 奥氏体可锻铸铁铸件A447/A447M-93(2003) Standard Specification for Steel Castings, Chromium-Nickel-Iron Alloy (25-12Class), for High-Temperature Service高温用镍铬铁合金钢铸件(25-12级)A449-04b Specification for Hex Cap Screws, Bolts, and Studs, Steel, Heat Treated,120/105/90 ksi Minimum Tensile Strength, General Use经淬火和回火的钢螺栓和螺柱A450/A450M-04a Standard Specification for General Requirements for Carbon, Ferritic Alloy, andAustenitic Alloy Steel Tubes碳素钢管、铁素体合金钢管及奥氏体合金钢管A451/A451M-02 Standard Specification for Centrifugally Cast Austenitic Steel Pipe forHigh-Temperature Service高温用离心铸造的奥氏体钢管A453/A453M-04 Standard Specification for High-Temperature Bolting Materials, with ExpansionCoefficients Comparable to Austenitic Stainless Steels具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料A455/A455M-03 Standard Specification for Pressure Vessel Plates, Carbon Steel, High-StrengthManganese压力容器用高强度碳锰钢板A456/A456M-99(2003) Standard Specification for Magnetic Particle Examination of Large CrankshaftForgings大型曲轴锻件的磁粉检查A459-97(2003) Standard Specification for Zinc-Coated Flat Steel Armoring Tape 镀锌平轧扁钢铠装带A460-94(2004)e1 Standard Specification for Copper-Clad Steel Wire Strand 包铜钢丝绳标准A463/A463M-05 Standard Specification for Steel Sheet, Aluminum-Coated, by the Hot-Dip Process 热浸镀铝薄钢板A466/A466M-01 Standard Specification for Weldless Chain 非焊接碳素钢链A467/A467M-01(2006) Standard Specification for Machine and Coil Chain 机器链和盘旋链A469/A469M-06 Standard Specification for Vacuum-Treated Steel Forgings for Generator Rotors 用于发电机转子的真空处理钢锻件A470/A470M-05 Standard Specification for Vacuum-Treated Carbon and Alloy Steel Forgings forTurbine Rotors and Shafts涡轮机转子和轴用经真空处理的碳素钢和合金锻件A471-06 Standard Specification for Vacuum-Treated Alloy Steel Forgings for Turbine RotorDisks and Wheels涡轮转子转盘和转轮用真空处理合金钢锻件技术规范A472/A472M-05 Standard Test Method for Heat Stability of Steam Turbine Shafts and Rotor Forgings 蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01 Standard Specification for Stainless Steel Forgings 不锈和耐热钢锻件A474-03 Standard Specification for Aluminum-Coated Steel Wire Strand 包铝钢丝绳标准A475-03 Standard Specification for Zinc-Coated Steel Wire Strand 镀锌钢丝绳A476/A476M-00(2005) Standard Specification for Ductile Iron Castings for Paper Mill Dryer Rolls 造纸厂干燥辊用球墨可锻铸铁件A478-97(2002) Standard Specification for Chromium-Nickel Stainless Steel Weaving and KnittingWire铬镍不锈钢和耐热钢制编织钢丝A479/A479M-06a Standard Specification for Stainless Steel Bars and Shapes for Use in Boilers andOther Pressure Vessels锅炉及压力容器用不锈钢和耐热钢棒与型材A480/A480M-06a Standard Specification for General Requirements for Flat-Rolled Stainless andHeat-Resisting Steel Plate, Sheet, and Strip扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-05 Standard Specification for Chromium Metal 金属铬A482-05 Standard Specification for Ferrochrome-Silicon 铬铁硅A483-04 Standard Specification for Silicomanganese 硅锰合金A484/A484M-06a Standard Specification for General Requirements for Stainless Steel Bars, Billets,and Forgings不锈及耐热锻钢棒,钢坯及锻件的规格A485-03 Standard Specification for High Hardenability Antifriction Bearing Steel 高淬透性耐磨轴承钢的技术规范A487/A487M-93(2003) Standard Specification for Steel Castings Suitable for Pressure Service 受压钢铸件A488/A488M-04 Standard Practice for Steel Castings, Welding, Qualifications of Procedures andPersonnel钢铸件焊接规程和工作人员的合格鉴定A489-04 Standard Specification for Carbon Steel Lifting Eyes 碳素钢吊耳A490M-04a Standard Specification for High-Strength Steel Bolts, Classes 10.9 and 10.9.3, forStructural Steel Joints [Metric]最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓A490-06 Standard Specification for Structural Bolts, Alloy Steel, Heat Treated, 150 ksiMinimum Tensile Strength最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓A491-03 Standard Specification for Aluminum-Coated Steel Chain-Link Fence Fabric 镀铝钢链环栏栅结构A492-95(2004) Standard Specification for Stainless Steel Rope Wire 耐热不锈钢丝绳A493-95(2004) Standard Specification for Stainless Steel Wire and Wire Rods for Cold Heading andCold Forging冷镦和冷锻不锈钢和耐热钢丝A494/A494M-05 Standard Specification for Castings, Nickel and Nickel Alloy 镍和镍合金铸件A495-06 Standard Specification for Calcium-Silicon Alloys 硅钙合金钢技术规范A496/A496M-05 Standard Specification for Steel Wire, Deformed, for Concrete Reinforcement 钢筋混凝土用变形钢丝A497/A497M-06e1 Standard Specification for Steel Welded Wire Reinforcement, Deformed, forConcrete钢筋混凝土用焊接变形钢丝网A498-04 Standard Specification for Seamless and Welded Carbon Steel Heat-ExchangerTubes with Integral Fins无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管A499-89(2002) Standard Specification for Steel Bars and Shapes, Carbon Rolled from T Rails 轧制丁字钢轨用的碳素钢棒材及型材的技术规范A500-03a Standard Specification for Cold-Formed Welded and Seamless Carbon SteelStructural Tubing in Rounds and Shapes圆形与异型焊接与无缝碳素钢结构管A501-01(2005) Standard Specification for Hot-Formed Welded and Seamless Carbon SteelStructural Tubing热成型焊接与无缝碳素钢结构管A502-03 Standard Specification for Rivets, Steel, Structural 结构钢铆钉规范A503/A503M-01(2006) Standard Specification for Ultrasonic Examination of Forged Crankshafts 锻制大型曲轴的超声波检验A504/A504M-04e1 Standard Specification for Wrought Carbon Steel Wheels 锻制碳素钢轮A505-00(2005) Standard Specification for Steel, Sheet and Strip, Alloy, Hot-Rolled and Cold-Rolled,General Requirements for热轧和冷轧合金钢薄板和带材。
环氧硅氟丙烯酸脂肪酸防水涂料执行标准
环氧硅氟丙烯酸脂肪酸防水涂料执行标准环氧硅氟丙烯酸脂肪酸防水涂料的执行标准可能会因不同的国家和地区而有所差异。
以下是一些可能与环氧硅氟丙烯酸脂肪酸防水涂料相关的执行标准的示例:ASTM标准:ASTM D6083: Standard Specification for Liquid Applied Acrylic Coating Used in RoofingASTM D6694: Standard Specification for Liquid-Applied Silicone Coating Used in Spray Polyurethane Foam Roofing SystemsASTM D6947: Standard Specification for Liquid Applied Moisture Cured Polyurethane Coating Used in Spray Polyurethane Foam Roofing SystemsISO标准:ISO 12944-9: Paints and varnishes - Corrosion protection of steel structures by protective paint systems - Part 9: Protective paint systems and laboratory performance test methods for offshore and related structuresISO 2810: Paints and varnishes - Natural weathering ofcoatings - Exposure and assessment国家或地区标准:GB/T标准(中国):GB/T 9286-1998 防水涂料技术条件JIS标准(日本):JIS K 5652:2015 機能塗料耐候性試験法EN标准(欧洲):EN 1504-2:2004 Products and systems for the protection and repair of concrete structures - Definitions, requirements, quality control and evaluation of conformity - Part 2: Surface protection systems for concrete请注意,上述标准仅为示例,实际应根据具体地区和应用需求来确定适用的标准。
ASTM-B标准号中英文对照
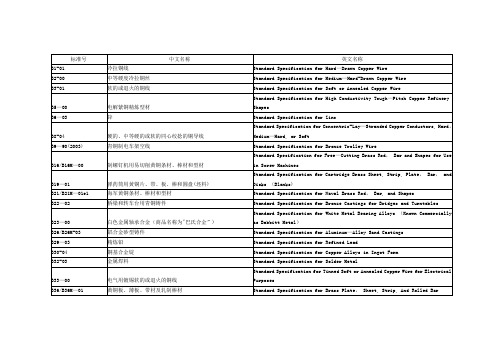
电气用经回火的铜条材
Standard Specification for Copper Rod Drawing Stock for Electrical Purposes
B61-02
蒸气或阀门青铜铸件的标准规范
Standard Specification for Steam or Valve Bronze Castings
锌
Standard Specification for Zinc
B8-04
硬的、中等硬的或软的同心绞捻的铜导线
Standard Specification for Concentric-Lay—Stranded Copper Conductors, Hard, Medium—Hard, or Soft
B32-03
金属焊料
Standard Specification for Solder Metal
B33—00
电气用镀锡软的或退火的铜线
Standard Specification for Tinned Soft or Annealed Copper Wire for Electrical Purposes
B47-95a(2001)
电车架空线用铜线
Standard Specification for Copper Trolley Wire
B48-00
电导线用矩形和正方形软裸铜线
Standard Specification for Soft Rectangular and Square Bare Copper Wire for Electrical Conductors
B26/B26M-03
铝合金砂型铸件
Standard Specification for Aluminum—Alloy Sand Castings
ASTM标准中文版 B系列
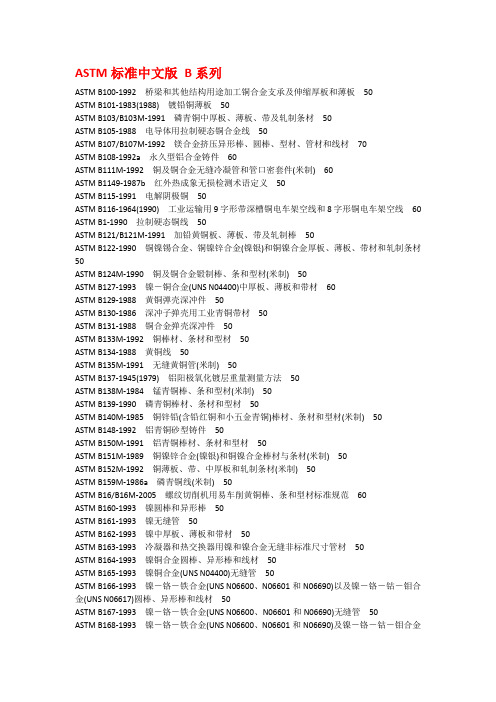
ASTM标准中文版B系列ASTM B100-1992 桥梁和其他结构用途加工铜合金支承及伸缩厚板和薄板50ASTM B101-1983(1988) 镀铅铜薄板50ASTM B103/B103M-1991 磷青铜中厚板、薄板、带及轧制条材50ASTM B105-1988 电导体用拉制硬态铜合金线50ASTM B107/B107M-1992 镁合金挤压异形棒、圆棒、型材、管材和线材70ASTM B108-1992a 永久型铝合金铸件60ASTM B111M-1992 铜及铜合金无缝冷凝管和管口密套件(米制) 60ASTM B1149-1987b 红外热成象无损检测术语定义50ASTM B115-1991 电解阴极铜50ASTM B116-1964(1990) 工业运输用9字形带深槽铜电车架空线和8字形铜电车架空线60 ASTM B1-1990 拉制硬态铜线50ASTM B121/B121M-1991 加铅黄铜板、薄板、带及轧制棒50ASTM B122-1990 铜镍锡合金、铜镍锌合金(镍银)和铜镍合金厚板、薄板、带材和轧制条材50ASTM B124M-1990 铜及铜合金锻制棒、条和型材(米制) 50ASTM B127-1993 镍-铜合金(UNS N04400)中厚板、薄板和带材60ASTM B129-1988 黄铜弹壳深冲件50ASTM B130-1986 深冲子弹壳用工业青铜带材50ASTM B131-1988 铜合金弹壳深冲件50ASTM B133M-1992 铜棒材、条材和型材50ASTM B134-1988 黄铜线50ASTM B135M-1991 无缝黄铜管(米制) 50ASTM B137-1945(1979) 铝阳极氧化镀层重量测量方法50ASTM B138M-1984 锰青铜棒、条和型材(米制) 50ASTM B139-1990 磷青铜棒材、条材和型材50ASTM B140M-1985 铜锌铅(含铅红铜和小五金青铜)棒材、条材和型材(米制) 50ASTM B148-1992 铝青铜砂型铸件50ASTM B150M-1991 铝青铜棒材、条材和型材50ASTM B151M-1989 铜镍锌合金(镍银)和铜镍合金棒材与条材(米制) 50ASTM B152M-1992 铜薄板、带、中厚板和轧制条材(米制) 50ASTM B159M-1986a 磷青铜线(米制) 50ASTM B16/B16M-2005 螺纹切削机用易车削黄铜棒、条和型材标准规范60ASTM B160-1993 镍圆棒和异形棒50ASTM B161-1993 镍无缝管50ASTM B162-1993 镍中厚板、薄板和带材50ASTM B163-1993 冷凝器和热交换器用镍和镍合金无缝非标准尺寸管材50ASTM B164-1993 镍铜合金圆棒、异形棒和线材50ASTM B165-1993 镍铜合金(UNS N04400)无缝管50ASTM B166-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)以及镍-铬-钴-钼合金(UNS N06617)圆棒、异形棒和线材50ASTM B167-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)无缝管50ASTM B168-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)及镍-铬-钴-钼合金(UNS N06617)中厚板、薄板和带材50ASTM B169M-1988 铝青铜中厚板、薄板、带材和轧制条材(米制) 50ASTM B170-1993 无氧电解铜-精炼型锭60ASTM B171M-1991a 压力容器、冷凝器和热交换器用的铜合金厚板和薄板(米制) 50 ASTM B172-1990 电导体用由分股绞合构成的绳"绞合铜导线" 50ASTM B173-1990 电导体用由分股同心绞合线构成的绳绞合铜导线" 50ASTM B174-1990 电导体用多股绞合铜导线50ASTM B176-1990 铜合金压铸件50ASTM B179-1992a 砂型铸件、永久型铸件及压铸件用的铝合金锭50ASTM B187-1992 母线用铜条材、棒材和型材50ASTM B188-1988 母线用无缝钢管50ASTM B189-1990 电气用镀铅和镀铅合金软态铜线50ASTM B19-1986 弹壳用黄铜薄板、带、厚板、条和圆坯50ASTM B194-1992 铜铍合金中厚板、薄板、带材和轧制条材60ASTM B196M-1990 铜铍合金棒材和条材(米制) 50ASTM B197-1991 铜铍合金线50ASTM B199-1987 镁合金永久型铸件50ASTM B206M-1987 铜镍锌合金(镍银)线和铜镍合金线(米制) 50ASTM B209-2004 铝和铝合金薄板和中厚板标准规范50ASTM B210M-1992a 铝和铝合金拉制无缝管(米制) 60ASTM B211M-1992a 铝和铝合金异形棒、圆棒和线材(米制) 50ASTM B216-1989 生产加工产品用的火法精炼韧铜及铜合金-精炼型锭50ASTM B2-1988 拉制半硬态铜线50ASTM B21M-1990a 海军黄铜棒材、条材和型材(米制) 50ASTM B22-1990a 桥梁和转台有青铜铸件50ASTM B221M-1992a 铝和铝合金挤制圆棒、异形棒、线材、型材和管材(米制) 60ASTM B224-1992 铜的标准分类50ASTM B226-1990 有芯圆环形同心绞合铜导线50ASTM B227-1988 拉制硬态包铜钢线50ASTM B228-1988 同心绞合包铜钢导线50ASTM B229-1990 铜和包铜钢复合同心绞线50ASTM B230M-1989 电气用1350-H19铝线(米制) 50ASTM B231-1990 同心绞合1350铝导线50ASTM B23-1983(1988) 巴比轴承合金50ASTM B232M-1992 同心绞合镀层钢芯铝导线(ACSR)(米制) 60ASTM B233-1992 电气用1350铝拉丝坯盘条50ASTM B234M-1992 冷凝器与热交换器用铝合金拉制无缝管(米制) 50ASTM B236M-1992a 电气用铝棒(母线) 50ASTM B241/B241M-1992a 铝和铝合金无缝管及无缝挤压管60ASTM B244-1979 用涡流法检测铝材的阳极氧化涂层厚度及在其它非磁性基体金属绝缘涂层厚度的方法50ASTM B247M-1992a 铝和铝合金模锻件、手工锻件和轧制环形锻件(米制) 60ASTM B248M-1991a 铜和铜合金加工厚板、薄板、带材和轧制条材的一般要求(米制) 70 ASTM B249-1991 铜和铜合金加工棒材、条材和型材的一般要求70ASTM B250M-1988 加工铜合金线材的一般要求(米制) 50ASTM B251M-1988 加工铜和铜合金无缝管的一般要求(米制) 50ASTM B26/B26M-1992a 铝合金砂型铸件60ASTM B265-1993 钛和钛合金带材、薄板和中厚板材50ASTM B267-1990 绕线电阻器用丝材50ASTM B271-1991 铜基合金离心浇注铸件50ASTM B272-1983 带轧制或拉制边的扁平铜产品(扁线和带材) 50ASTM B280-1992 空调及制冷领域用无缝铜管50ASTM B283-1991 铜及铜合金热压模锻件50ASTM B286-1989 电子设备连接线用铜导线50ASTM B291-1991 铜锌锰合金(锰黄铜)薄板和带材50ASTM B29-1992 精炼铅50ASTM B298-1987 镀银软态或退火铜线50ASTM B299-1992 海绵钛50ASTM B30-1992 铜基合金锭70ASTM B301M-1990 易切削黄铜棒材和条材(米制) 50ASTM B302-1988 无螺纹铜管50ASTM B306-1988 铜排水管(DWV) 50ASTM B308/B308M-1992a 6061-T6铝合金标准结构型材50ASTM B313/B313M-1992a 铝及铝合金焊接圆管50ASTM B314-1990 通讯电缆用1350铝线50ASTM B315-1991 无缝铜合金管和标准规格管60ASTM B316-1992a 铝及铝合金铆钉和冷镦用线材与圆棒(米制) 50ASTM B317-1992a 导电(母线)用铝合金挤制条材、棒材、管材和结构型材50ASTM B3-1990 软态或退火铜线50ASTM B32-1993 钎焊料金属50ASTM B324-1988 电气用矩形和方形铝线50ASTM B327-1992 压铸锌合金用铝中间合金50ASTM B33-1991 电气用软态或退火镀锡铜线50ASTM B333-1992 镍-钼合金中厚板、薄板和带材50ASTM B335-1989 镍-钼合金圆棒50ASTM B338-1991a 冷凝器用和热交换器用钛和钛合金无缝与焊接管50ASTM B339-1993 锡锭50ASTM B341M-1993 钢芯铝绞线(ACSR/AZ)用镀铝钢芯线(米制) 50ASTM B344-1992 电加热元件用拉制或轧制镍铬和镍铬铁合金丝50ASTM B345M-1992a 煤气和石油输送与管网分配系统用铝和铝合金无缝管和无缝挤压管(米制) 50ASTM B348-1993 钛和钛合金条材和方坯50ASTM B350-1993 核工来用锆和锆合金锭50ASTM B351-1992 核工业用热轧和冷加工锆和锆合金棒材和线材50ASTM B352-1992 核工业用锆和锆合金薄板、带材和中厚板材50ASTM B353-1991 核设施用形变锆和锆合金无缝管和焊接管60ASTM B355-1990 镀镍软态或退火铜线50ASTM B359M-1992 冷凝器及热交换器用铜与铜合金无缝翅片管(米制) 50ASTM B36/B36M-1991a 黄铜厚板、薄板、带材和轧制条材50ASTM B360-1988 限流用拉制硬态铜毛细管50ASTM B361-1992 工厂制造的形变铝和铝合金焊接配件50ASTM B364-1992 钽和钽合金锭50ASTM B365-1992 钽和钽合金棒材和线材50ASTM B369-1990b 铜镍合金铸件50ASTM B370-1988 建筑结构用铜薄板和带材50ASTM B371-1984a 铜锌硅合金棒材50ASTM B37-1992 钢铁生产用铝50ASTM B372-1992 铜和铜合金无缝矩形波导管50ASTM B373-1992a 电容器用铝箔50ASTM B379-1980(1987) 磷铜-精炼型锭50ASTM B386-1991(1992) 钼和钼合金中厚板、薄板、带材和箔材50ASTM B387-1990 钼和钼合金棒材和线材50ASTM B388-1987 双金属片用薄板和带材50ASTM B391-1989 铌和铌合金锭50ASTM B39-1979(1993) 镍50ASTM B392-1989 铌和铌合金扁材、棒材和线材50ASTM B393-1989 铌和铌合金带材、薄板和中厚板50ASTM B394-1989 铌和铌合金无缝和焊接管50ASTM B395M-1992 热交换器和冷凝器用铜和铜合金无缝U形弯管(米制) 60ASTM B396-1987 电气用5005-H19铝合金线50ASTM B397-1985(1992) 5005-H19铝合金同心绞合导线50ASTM B398M-1992 电气用6201-T81铝合金线(米制) 50ASTM B399M-1992 6201-T81铝合金同心绞合导线[米制]50ASTM B400-1992 1350铝紧密型同心绞合圆导线50ASTM B401-1992 紧密型钢芯同心绞合圆形铝导线(ACSR/COMP) 50ASTM B403-1990 镁合金熔模铸件50ASTM B404M-1992a 冷凝器和热交换器用铝或铝合金无缝翅片管(米制) 50ASTM B407-1993 镍铁铬合金无缝管50ASTM B408-1987 镍铁铬合金圆棒和异形棒50ASTM B409-1993 镍铁铬合金中厚板、薄板和带材50ASTM B411-1985 铜镍硅合金棒材和条材50ASTM B412-1987 铜镍硅合金线材50ASTM B413-1989 精炼银50ASTM B415-1992 冷拉包钢铝包丝50ASTM B416-1988 同心绞合包铝钢导线50ASTM B42-1992 标准规格的无缝铜管50ASTM B422-1991 铜铝硅钴合金、铜镍硅镁合金和铜镍铝镁合金薄板与带材50 ASTM B423-1990 镍铁铬钼铜合金(UNS N08825和N08221)无缝管50ASTM B424-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)中厚板、薄板和带材50 ASTM B425-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)圆棒和异形棒50 ASTM B427-1990 青铜合金齿轮铸件50ASTM B429-1992a 铝合金挤制结构管50ASTM B43-1991 标准规格的红色黄铜无缝管50ASTM B432-1991 包覆铜和铜合金中厚钢板50ASTM B434-1989 镍钼铬铁合金(UNS N10003)中厚板、薄板和带材50ASTM B435-1993 合金UNS N06002、UNS N06230和UNS R30556中厚板、薄板和带材50 ASTM B440-1983(1988) 镉50ASTM B441-1985 铜钴铍合金(UNS号C17500)和铜镍铍合金(UNS号C17510)棒材和条材50 ASTM B442-1980(1987) 化学法精炼的紫铜型锭50ASTM B443-1993 镍铬钼铌合金(UNS N06625)中厚板、薄板及带材50ASTM B444-1990 镍铬钼铌合金(UNS N06625)无缝管50ASTM B445-1987 镍铬铁铌钼钨合金(UNS N06102)无缝管50ASTM B446-1993 镍铬钼铌合金(UNS N06625)圆棒和异形棒50ASTM B447-1992a 焊接铜管50ASTM B451-1981(1986) 印刷电路和载波带用铜箔、带和薄板50ASTM B452-1988 电子工业用包铜钢丝50ASTM B453M-1988 铜锌铅合金(含铅黄铜)棒材(米制) 50ASTM B455-1991 铜锌铅合金(含铅黄铜)挤压型材50ASTM B462-2004 高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范60ASTM B463-1993 合金UNS N08020、UNS N08026和UNS N08024中厚板、薄板和带材50 ASTM B464-1993 合金UNS N08020、UNS N08024和UNS N08026标准尺寸焊接管(一般用途) 50ASTM B465-1990 铜铁合金中厚板、薄板、带和轧制棒50ASTM B466M-1986 铜镍合金无缝管(米制) 50ASTM B467-1988 铜镍合金焊接管50ASTM B468-1993 合金UNS N08020、N08024和N08026非标准尺寸焊接管(锅炉、热交换器和冷凝器用) 50ASTM B469-1988 承压用铜合金无缝管50ASTM B470-1990 电子设备连接线用焊合铜导线50ASTM B471-1993 UNS N08020、UNS N08026和UNS N08024镍合金圆形弹簧线材50 ASTM B47-1964(1990) 铜电车架空线50ASTM B472-1991a 供再锻造用的UNS N08020、UNS N08026、UNS N08024、UNS N08926和UNS N08367镍合金坯料及条材50ASTM B473-1991 UNS N08020、UNS N08026和UNS N08024镍合金条材及线材50ASTM B474-1987 镍合金UNS N08020、N08026和N08024电熔焊管50ASTM B475-1991 UNS N08020、UNS N08026和UNS N08024镍合金圆形编织用丝50 ASTM B476-1990 贵金属电触头材料一般要求50ASTM B477-1992 金银镍电触头合金50ASTM B479-1992a 软质包装隔离用退火铝和铝合金箔50ASTM B48-1992 电导体用矩形和方形软态裸铜线50ASTM B483M-92a 一般用途的铝和铝合金拉制管(米制) 50ASTM B488-1986 工程用金电镀层50ASTM B491/B491M-1992a 一般用途的铝和铝合金挤制圆管(米制) 50ASTM B49-1992 电气用再拉铜盘条50ASTM B495-1990 锆和锆合金锭50ASTM B496-1992 紧密型同心绞合圆形铜导线50ASTM B498M-1993 钢芯铝绞线(ACSR)用镀锌钢芯线(米制) 50ASTM B500-1992 钢芯铝绞线(ACSR)用镀锌、镀锌-5%铝-混合稀土合金和镀铝捻股钢芯50ASTM B501-1988 电子工业用镀银包铜钢丝50ASTM B502-1993 包铝钢芯铝导线用包铝钢芯线50ASTM B505-1991b 铜基合金连续铸件60ASTM B506-1981(1986) 建筑结构用包铜不锈钢薄板和带材50ASTM B508-1986 挠性金属软管用铜合金带材50ASTM B509-1977(1983) 对核用镍合金板的补充要求50ASTM B510-1977(1983) 核用镍合金棒和条的补充要求规范50ASTM B511-1993 镍铁铬硅合金条材及型材50ASTM B512-1987 镍铬硅合金(UNS N08830)坯料和条材50ASTM B513-1979(1985) 核用镍合金无缝管附加要求技术条件50ASTM B514-1985 镍铁铬合金焊管50ASTM B515-1990 合金UNS N08800和UNS N08810焊接管材50ASTM B516-1993 镍铬铁合金(UNS N06600)非标准尺寸焊接管材50ASTM B517-1993 镍铬铁合金(UNS N06600)标准尺寸焊管50ASTM B518-1987 镍铬铁铌钼钨合金(UNS N06102)圆棒及异形棒50ASTM B519-1992 镍铬铁铌钼钨合金(UNS N06102)中厚板、薄板和带材50ASTM B5-1989 电解精炼韧铜型锭50ASTM B520-1970(1988) 电子用镀锡包铜钢丝50ASTM B521-1992 钽和钽合金无缝与焊接管50ASTM B522-1990 金银铂电触头合金50ASTM B523-1992 锆和锆合金无缝与焊接管50ASTM B524M-1992 铝合金芯线同心绞合铝导线(ACAR,1350/6201)[米制]50ASTM B531-1990 电气用5005铝合金拉拔坯盘条50ASTM B534-1991 铜钴铍合金和铜镍铍合金中厚板、薄板、带材和轧制条材50ASTM B535-1987 镍铁铬硅合金(UNS N08330和UNS N08332)无缝管50ASTM B536-1993 镍铁铬硅合金(UNS N08330和UNS N08332)中厚板、薄板和带材50 ASTM B540-1991 钯电触头合金50ASTM B541-1989 金电触头合金50ASTM B543M-1991 热交换器用铜和铜合金焊接管(米制) 50ASTM B546-1987 镍铁铬硅合金(UNS N08330和UNS N08332)电熔焊管50ASTM B547-1992a 成形后电弧焊接的铝和铝合金圆管50ASTM B548-1982 压力容器用铝合金板超声检测方法和规范50ASTM B549-1988 包铝钢芯同心绞合铝导线50ASTM B550-1992 锆和锆合金条材与线丝材50ASTM B551-1992 锆和锆合金带材、薄板和中厚板50ASTM B552-1986 海水淡化工厂无缝和焊接铜镍管50ASTM B559-1988 电子工业用镀镍包铜钢丝50ASTM B561-1986 精炼铂50ASTM B562-1986 精炼金50ASTM B563-1989 钯银铜电触头合金50ASTM B564-2006 镍合金锻件标准规范35ASTM B566-1988(1993) 包铜铝线50ASTM B567-1987 β背散射法测定涂层厚度方法50ASTM B569-1986 热交换器管道用UNS号C26000黄铜窄薄带材50ASTM B570-1989 铜铍合金锻件和挤压件50ASTM B572-1987a 合金UNS N06002、UNS N06230和UNS R30556圆棒50ASTM B573-1989 镍钼铬铁合金(UNS N10003)圆棒50ASTM B574-1991 低碳镍钼铬和低碳镍铬钼合金圆棒50ASTM B575-1992 低碳镍钼铬和低碳镍铬钼合金中厚板、薄板和带材50ASTM B581-1993 镍铬铁钼铜合金圆棒50ASTM B582-1992 镍铬铁钼铜合金中厚板、薄板和带材50ASTM B584-1991a 一般用途的铜合金砂型铸件50ASTM B587-1988 焊接黄铜管60ASTM B589-1982(1987) 精炼钯50ASTM B591-1991 铜锌锡合金中厚板、薄板、带材和轧制条材50ASTM B592-1986 铜锌铝钴(或镍)合金中厚板、薄板、带材和轧制条材50ASTM B594-1982 航空用铝合金制品超声检测方法50ASTM B596-1989 金铜合金电触头材料50ASTM B599-1992 稳定化镍铁铬钼铌合金(UNS N08700)中厚板、薄板和带材50ASTM B601-1992 加工和铸造铜及铜合金状态代号施行方法50ASTM B603-1990 拉拔或轧制的电加热元件用铁铬铝合金50ASTM B606-1993 钢芯铝和铝合金导线用高强度镀锌钢芯线50ASTM B608-1988 铜合金焊接管60ASTM B609M-1991 电气用退火状态和中间状态的1350铝圆线(米制) 50ASTM B61-1990 蒸汽红黄铜或阀青铜铸件50ASTM B616-1991 精炼铑50ASTM B617-1983(1988) 电触头银币合金50ASTM B618-1992a 铝合金熔模铸件50ASTM B619-1992 镍和镍钴合金标准尺寸焊管50ASTM B6-1987(1992) 锌金属50ASTM B620-1993 镍铁铬钼合金(UNS N08320)中厚板、薄板和带材50ASTM B621-1989 镍铁铬钼合金(UNS N08320)圆棒50ASTM B62-2002 青铜或高铜黄铜铸件标准规范60ASTM B622-1993 镍和镍钴合金无缝管50ASTM B623-1993 火法精炼高电导率韧铜-精炼型锭50ASTM B624-1992 电子工业用高强度和高电导率铜合金线50ASTM B625-1993 合金UNS N08904、UNS N08925、UNS N08031、UNS N08932和UNS N08926中厚板、薄板和带材50ASTM B626-1993 镍和镍钴合金非标准尺寸焊接管材50ASTM B628-1983(1988) 银铜共晶电触头合金50ASTM B631-1988 银钨电触头材料50ASTM B632M-1992a 轧制铝合金踏板(米制) 50ASTM B638-1992 太阳热吸收器用铜及铜合金镶板50ASTM B639-1992 高温用弥散硬化含钴合金(UNS R30155和UNS R30816)条材、圆棒、锻件和锻坯50ASTM B640-1992 空调和制冷设备用铜和铜合金焊管60ASTM B641-1992 无缝和焊接铜配管(D类) 50ASTM B642-1988 铜合金UNS号C21000焊接水管50ASTM B643-1990 铜铍合金无缝管50ASTM B644-1988 铜合金添加剂50ASTM B649-1993 Ni-Fe-Cr-Mo-Cu低碳合金(UNS N08904)和Ni-Fe-Cr-Mo-Cu-N低碳合金(UNS N08925、UNS N08031和UNS N08926)异形棒及线材50ASTM B652-1992 铌铪合金锭50ASTM B654-1992 铌铪合金箔材、薄板、带材和中厚板50ASTM B655-1992 铌铪合金条材、棒材和线材50ASTM B658-1992 锆和锆合金无缝与焊接管50ASTM B66-1990a 机车磨损件用青铜铸件毛坯50ASTM B662-1989 银钼电触头材料50ASTM B663-1989 银-碳化钨电触头材料50ASTM B664-1990 80%银-20%石墨滑动接触材料50ASTM B668-1989 合金UNS N08028无缝非标准尺寸管材50ASTM B669-1989 铸造和压铸件用锌-铝合金型锭50ASTM B670-1993 高温用沉淀硬化镍合金(UNS N07718)中厚板、薄板和带材50ASTM B671-1981(1987) 精炼铱50ASTM B67-1990 车辆及煤水车用镶轴瓦滑动轴承50ASTM B672-1985 镍铁铬钼铌稳定化合金(UNS N08700)异形棒和线材50ASTM B673-1991 合金UNS N08904、N08925和UNS N08926标准尺寸焊管50ASTM B674-1991 合金UNS N08904、UNS N08925和UNS N08926非标准尺寸焊接管材50 ASTM B675-1990a 合金UNS N08366和UNS N08367标准尺寸焊管50ASTM B676-1990 合金UNS N08366和UNS N08367非标准尺寸焊接管材50ASTM B677-1991 合金UNS N08904、UNS N08925和UNS N08926无缝管50ASTM B679-1991 工程用钯电镀层50ASTM B682-1981(1991) 电导线的标准米制规格50ASTM B683-1990 纯钯电触头材料50ASTM B684-1992 铂铱电触头材料50ASTM B685-1990 钯铜电触头材料50ASTM B686-1992a 高强度铝合金铸件50ASTM B687-1988 黄铜、铜和镀铬管焊纹接头50ASTM B688-1993 铬镍钼铁(UNS N08366和UNS N08367)中厚板、薄板和带材50ASTM B68M-1992 光亮退火无缝铜管(米制) 50ASTM B690-1993 铁镍铬钼合金(UNS N08366和UNS N08367)无缝管50ASTM B691-1993 铁镍铬钼合金(UNS N08366和UNS N08367)棒材、条材和线材50 ASTM B69-1992 轧制锌材50ASTM B692-1990 75%银-25%石墨滑动接触材料50ASTM B693-1991 银镍电触头材料50ASTM B694-1986 电缆屏蔽用铜、铜合金和包铜不锈钢薄板和带材50ASTM B698-1991 铜及铜合金无缝与焊接卫生管道与管材50ASTM B701-1991 钢芯同心绞合自减振铝导线(ACSR/SD) 50ASTM B702-1988 铜钨电触头材料50ASTM B704-1991 合金UNS N06625和UNS N08825非标准尺寸焊管50ASTM B705-1982(1990) 镍合金(UNS N06625和N08825)标准尺寸焊管50ASTM B706-1988 铜合金(UNS号C69100)无缝管50ASTM B707M-1988 无缝铜水管(特殊用途)(米制) 50ASTM B708-1992 钽和钽合金中厚板、薄板和带材50ASTM B709-1993 铁镍铬钼合金(UNS N08028)中厚板、薄板和带材50ASTM B710-1987 镍铁铬硅合金标准尺寸焊管50ASTM B711-1988 钢芯同心绞合铝合金导线(AACSR)(6201) 50ASTM B716M-1992 焊接铜水管(米制) 50ASTM B717-1984(1991) 精炼钌50ASTM B718-1992 镍铬钼钴钨铁硅合金(UNS N06333)中厚板、薄板和带材50ASTM B719-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)棒材50ASTM B720-1993 UNS N08310合金非标准尺寸无缝管50ASTM B722-1983a 镍铬钼钴钨铁硅合金(UNS N06333)无缝管50ASTM B723-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)标准尺寸焊管50ASTM B725-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)标准尺寸焊管50 ASTM B726-1991 镍铬钼钴钨铁硅合金(UNS N06333)非标准尺寸焊管50ASTM B729-1991 镍合金UNS N08020、N08026和N08024无缝管50ASTM B730-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)非标准尺寸焊管50 ASTM B731-1991 60%钯-40%银电触头材料50ASTM B736-1992a 电缆用铝、铝合金和包铝钢屏蔽带材50ASTM B738-1984(1988) 电导体用细铜线多股绞合和绳多股绞合铜导线" 50ASTM B739-1993 镍铁铬硅合金非标准尺寸焊管50ASTM B740-1991 铜镍锡亚稳合金带材50ASTM B742-1990 纯银电触头加工材50ASTM B743-1992a 无缝铜盘管50ASTM B744/B744M-1985(1990) 波纹铝管用铝合金薄板50ASTM B745/B745M-1992 下水道与排水管用波纹铝管50ASTM B746/B746M-1989a 现场拴接管道、管拱和拱用的铝合金波纹结构板50ASTM B747-1989 铜锆合金薄板和带材50ASTM B753-1986 双金属片组元用合金50ASTM B755-1993 镍铬钼钨合金(UNS N06110)中厚板、薄板和带材50ASTM B756-1993 镍铬钼钨合金(UNS N06110)棒材和条材50ASTM B757-1990 镍铬钼钨合金(UNS N06110)标准尺寸焊管50ASTM B758-1986 镍铬钼钨合金(UNS N06110)非标准尺寸焊管50ASTM B759-1986 镍铬钼钨合金(UNS N06110)无缝管50ASTM B75M-1992a 无缝铜管(米制) 50ASTM B760-1986(1993) 钨中厚板、薄板和箔材50ASTM B763-1990 阀门用铜合金砂型铸件50ASTM B768-1990 铜钴铍合金带材和薄板50ASTM B770-1990 一般用途的铜铍合金砂型铸件50ASTM B774-1987(1993) 低熔点合金50ASTM B776-1991 铪和铪合金带、薄板及中厚板50ASTM B777-1987(1993) 高密度钨基金属50ASTM B778-1992 型线紧密同心绞合铝导线(AAC/TW) 50ASTM B779-1991 钢芯型线紧密同心绞合铝导线(ACSR/TW) 50ASTM B780-1987 75%-24.5%铜-0.5%镍电触头合金50ASTM B784-1988 绝缘电缆用改进型同心绞合铜导线50ASTM B785-1988 绝缘电缆用改进型紧密圆形同心绞合铜导线50ASTM B786-1988 后继绝缘用19线外层搭配单向绞合1350铝导线50ASTM B787-1988 后继绝缘用19线外层搭配单向绞合铜导线50ASTM B800-1988 电气用退火和中间状态的8000系列铝合金线50ASTM B801-1988 后继加包皮或绝缘用的8000系列铝合金同心绞合导线50ASTM B80-1991 镁合金砂型铸件60ASTM B802-1989 钢芯铝绞线(ACSR)用锌-5%铝-混合稀土合金镀层钢芯钢丝50 ASTM B803-1989 钢芯铝和铝合金绞合导线用高强度锌-5%铝-混合稀土合金镀层钢芯钢丝50ASTM B804-1989 UNS N08367合金标准尺寸焊管50ASTM B805-1990 UNS N07716和UNS N07725沉淀硬化镍合金条材和线材50ASTM B806-1990 一般用途的铜合金金属型铸件50ASTM B811-1990 核反应堆燃料包壳用形变锆合金无缝管60ASTM B813-1991 铜和铜合金管材用的液态焊剂及焊膏50ASTM B814-1991 镍铬铁钼钨合金(UNS N06920)中厚板、薄板和带材50ASTM B815-1991 钴-铬-镍-钼-钨合金(UNS R31233)棒材50ASTM B818-1991 钴-铬-镍-钼-钨合金(UNS R31233)中厚板、薄板和带材50ASTM B819-1992 医用气体装置用无缝铜管50ASTM B8-1990 硬态、半硬态或软态同心绞合铜导线50ASTM B824-1992 铜合金铸件一般要求50ASTM B85-1992a 铝合金压铸件50ASTM B88M-1992 无缝铜水管(米制) 50ASTM B90/B90M-1993 镁合金薄板和厚板50ASTM B91-1992 镁合金锻件50ASTM B9-1990 青铜电车架空线50ASTM B92/B92M-1989 重熔用镁锭及镁棒50ASTM B93/B93M-1992 砂型铸件、永久型铸件及压铸件用镁合金锭50ASTM B94-1992 镁合金压铸件50ASTM B96-1992 一般用途及压力容器用的铜硅合金厚板、薄板、带材和轧条50ASTM B98M-1984 铜硅合金棒材、条材和型材(米制) 50ASTM B99M-1986a 一般用途的铜硅合金线材(米制) 50。
美标ASTM标准的中文对照大全

美标A S T M标准的中文对照大全(总3页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除ASTM A6/A6M-2004 a结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A36/A36M2004碳结构钢标准规范ASTM A106-2002a高温用无缝碳钢公称管规范ASTM A143-2003热侵镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A179/A179M-1990a(R2001)热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002高压设备用无缝碳钢锅炉管标准规范ASTM A209/A209M-2003锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2003锅炉和过热器用无缝中碳钢管技术条件ASTM A213/A213Mb-2004锅炉过热器和换热器用无缝铁素体和奥氏体合金钢传热管技术条件ASTM A234/A234M-2004中、高温用锻制碳钢和合金钢管道配件ASTM A252-98(R2002)焊接钢和无缝钢管桩的标准规范ASTM A262-2002a探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004通用无缝和焊接奥氏体不锈钢管标准规范ASTM A333/A333M-2004低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003高温设备用无缝铁素体合金钢管标准规范ASTM A370/A370M-2003a钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A500-2003a圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a中温及低温压力容器用碳素钢板的标准规范ASTM A530-2003特种碳素钢和合金钢管一般要求的标准规范ASTM A615/A615M-2004a混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004标准技术条件—承压件钢铸件通用要求ASTM A781/A781M-2004a铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a标准技术条件—钢锻件通用要求ASTM B209/B209M -2004铝和铝合金薄板和中厚板标准规范ASTM E6-2003金属材料布氏硬度的标准测试方法ASTM E18-2003金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002使用有效数字确定试验数据与规范符合性作法ASTM E8-2004金属材料拉伸试验的标准测试方法ASTM E94-2004放射性检查的标准指南ASTM E125-1963(R2003)铁铸件的磁粉检验用标准参考照片ASTM E164-2003焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004金属管超声检验方法ASTM F36-1995测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995垫片材料密封性的标准试验方法ASTM F38-1995垫片材料的蠕变松弛的标准试验方法ASTM F112-1995色覆垫片密封性能的标准试验方法ASTM F146-1995a垫片材料耐液体标准试验方法ASTM F1311-1995(R2001)大口径组装式碳钢法兰标准规范ASTM G1-2003腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-1976(R1980) 参考资料使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)ASTM A105/A105M-2002管道部件用碳钢锻件ASTM A126-1995(R2001)阀门、法兰和管道附件用灰铁铸件ASTM A181/A181M-2001通用管路用碳钢锻件标准规范ASTM A193/A193M-2001高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2001 a高温用合金钢和不锈钢螺栓材料ASTM A216/A216M-2001 a高温用可熔焊碳钢铸件标准规范ASTM A217/A217M-2002高温承压件用马氏体不锈钢和合金钢铸件标准规范ASTM A276-2002 a不锈钢棒材和型材ASTM A278/A278M-2001高温不超过650°F(350℃)的承压部件用灰铸铁件 ASTM A320/A320M-2002低温用合金钢栓接材料 ASTM A350/A350M-2002要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范 ASTM A351/A351M-2000承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范ASTM A352/A352M-1993(R1998)低温承压件用铁素体和马氏体钢铸件标准规范 ASTM A395/A395M-1999高温用铁素体球墨铸铁承压铸件 ASTM A439-1983(R1999)奥氏体球墨铸铁件 ASTM A536-1984(R1999)球墨铸铁件 ASTM A694/A694M-2000高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范 ASTM A965/A965M-2002高温高压部件用奥氏体钢锻件 ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准) ASTM A182/A182M-2002高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件 ASTM A961-2002管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范 ASTM B462-2002高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范 ASTM F885-1984公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规范 ASTM F992-1986(R2001)阀门铭牌标准规范 ASTM F993-1986(R2001)阀门锁紧装置标准规范 ASTM F1030-1986(R1998)阀门操作装置的选择准则ASTM F1098-1987(R1998)公称管径有NPS2~24的蝶阀外形尺寸标准规范。
ASTM B862-09 钛及钛合金焊接管

Designation:B862–09Standard Specification forTitanium and Titanium Alloy Welded Pipe1This standard is issued under thefixed designation B862;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification covers the requirements for33grades of titanium and titanium alloy welded pipe intended for general corrosion resisting and elevated temperature service as follows: 1.1.1Grade1—Unalloyed titanium,low oxygen,1.1.2Grade2—Unalloyed titanium,standard oxygen,1.1.2.1Grade2H—Unalloyed titanium(Grade2with58 ksi minimum UTS),1.1.3Grade3—Unalloyed titanium,medium oxygen,1.1.4Grade5—Titanium alloy(6%aluminum,4%vana-dium),1.1.5Grade7—Unalloyed titanium plus0.12to0.25% palladium,standard oxygen,1.1.5.1Grade7H—Unalloyed titanium plus0.12to0.25% palladium(Grade7with58ksi minimum UTS),1.1.6Grade9—Titanium alloy(3%aluminum,2.5%va-nadium),1.1.7Grade11—Unalloyed titanium plus0.12to0.25% palladium,low oxygen,1.1.8Grade12—Titanium alloy(0.3%molybdenum,0.8%nickel),1.1.9Grade13—Titanium alloy(0.5%nickel,0.05%ru-thenium),low oxygen,1.1.10Grade14—Titanium alloy(0.5%nickel,0.05% ruthenium),standard oxygen,1.1.11Grade15—Titanium alloy(0.5%nickel,0.05% ruthenium),medium oxygen,1.1.12Grade16—Unalloyed titanium plus0.04to0.08% palladium,standard oxygen,1.1.12.1Grade16H—Unalloyed titanium plus0.04to0.08%palladium(Grade16with58ksi minimum UTS),1.1.13Grade17—Unalloyed titanium plus0.04to0.08% palladium,low oxygen,1.1.14Grade18—Titanium alloy(3%aluminum,2.5% vanadium plus0.04to0.08%palladium),1.1.15Grade19—Titanium alloy(3%aluminum,8% vanadium,6%chromium,4%zirconium,4%molybdenum), 1.1.16Grade20—Titanium alloy(3%aluminum,8% vanadium,6%chromium,4%zirconium,4%molybdenum) plus0.04to0.08%palladium,1.1.17Grade21—Titanium alloy(15%molybdenum,3% aluminum,2.7%niobium,0.25%silicon),1.1.18Grade23—Titanium alloy(6%aluminum,4% vanadium,extra low interstitial,ELI),1.1.19Grade24—Titanium alloy(6%aluminum,4% vanadium)plus0.04to0.08%palladium,1.1.20Grade25—Titanium alloy(6%aluminum,4% vanadium)plus0.3to0.8%nickel and0.04to0.08% palladium,1.1.21Grade26—Unalloyed titanium plus0.08to0.14% ruthenium,1.1.21.1Grade26H—Unalloyed titanium plus0.08to0.14%ruthenium(Grade26with58ksi minimum UTS),1.1.22Grade27—Unalloyed titanium plus0.08to0.14% ruthenium,1.1.23Grade28—Titanium alloy(3%aluminum,2.5% vanadium)plus0.08to0.14%ruthenium,1.1.24Grade29—Titanium alloy(6%aluminum,4% vanadium with extra low interstitial elements(ELI))plus0.08 to0.14%ruthenium,1.1.25Grade33—Titanium alloy(0.4%nickel,0.015% palladium,0.025%ruthenium,0.15%chromium),1.1.26Grade34—Titanium alloy(0.4%nickel,0.015% palladium,0.025%ruthenium,0.15%chromium),1.1.27Grade35—Titanium alloy(4.5%aluminum,2% molybdenum,1.6%vanadium,0.5%iron,0.3%silicon), 1.1.28Grade37—Titanium alloy(1.5%aluminum),and 1.1.29Grade38—Titanium alloy(4%aluminum,2.5% vanadium,1.5%iron).N OTE1—H grade material is identical to the corresponding numeric grade(that is,Grade2H=Grade2)except for the higher guaranteed minimum UTS,and may always be certified as meeting the requirements of its corresponding numeric grade.Grades2H,7H,16H,and26H are intended primarily for pressure vessel use.The H grades were added in response to a user association request based on its study of over5200commercial Grade2,7,16,and26test reports, where over99%met the58ksi minimum UTS.1This specification is under the jurisdiction of ASTM Committee B10onReactive and Refractory Metals and Alloys and is the direct responsibility ofSubcommittee B10.01on Titanium.Current edition approved May1,2009.Published June2009.Originallyapproved st previous edition approved in2008as B862–08a.*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.1.2Pipe 8in.NPS (nominal pipe size)and larger is most frequently custom made for an order.In such cases,the purchaser carefully should consider the applicability of this specification.Since the pipe is custom made,the purchaser may choose a wall thickness other than those in Table 1to meet specific operating conditions.The purchaser may also be better served to specify only the portions of this specification that are required to meet the operating conditions (for example,anneal-ing,flattening test,chemistry,properties,etc.).1.3Optional supplementary requirements are provided for pipe where a greater degree of testing is desired.These supplementary requirements may be invoked by the purchaser,when desired,by specifying in the order.1.4The values stated in inch-pound units are to be regarded as standard.The values given in parentheses are mathematical conversions to SI units that are provided for information only and are not considered standard.2.Referenced Documents 2.1ASTM Standards:2A 370Test Methods and Definitions for Mechanical Testing of Steel ProductsB 600Guide for Descaling and Cleaning Titanium and Titanium Alloy SurfacesE 8Test Methods for Tension Testing of Metallic Materials E 29Practice for Using Significant Digits in Test Data to Determine Conformance with SpecificationsE 539Test Method for X-Ray Fluorescence Spectrometric Analysis of 6Al-4V Titanium AlloyE 1409Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by the Inert Gas Fusion TechniqueE 1417Practice for Liquid Penetrant TestingE 1447Test Method for Determination of Hydrogen in Titanium and Titanium Alloys by Inert Gas Fusion Ther-mal Conductivity/Infrared Detection MethodE 1941Test Method for Determination of Carbon in Refrac-tory and Reactive Metals and Their AlloysE 2371Test Method for Analysis of Titanium and Titanium Alloys by Atomic Emission Plasma SpectrometryE 2626Guide for Spectrometric Analysis of Reactive and Refractory Metals2.2ANSI/ASME Standards:3B.1.20.1Pipe Threads,General Purpose (Inch)B 36.10Carbon,Alloy and Stainless Steel Pipes B 36.19M-1985Stainless Steel PipeASME Boiler and Pressure Vessel Code Section VIII 2.3AWS Standard:4AWS A5.16/A5.16M-2007Specification for Titanium and Titanium Alloy Welding Electrodes and Rods3.Terminology 3.1Definitions:3.1.1lot ,n —a number of pieces of pipe of the same nominal size and wall thickness manufactured by the same process from a single heat of titanium or titanium alloy and heat treated by the same furnace parameters in the same furnace.3.1.2welded pipe ,n —a hollow tubular product produced by forming flat-rolled product and seam welding to make a right circular cylinder.4.Ordering Information4.1Orders for materials under this specification shall in-clude the following information as required:4.1.1Quantity,4.1.2Grade number (Section 1and Table 2),4.1.3Nominal pipe size and schedule (Table 1),4.1.4Diameter tolerance (see 9.2),4.1.5Method of manufacture and finish (Sections 5and 10),4.1.6Product analysis,if required (Sections 6and 7;Table 1and Table 3),4.1.7Mechanical properties,(Sections 8,11,13,14,and 15,and Table 4),4.1.8Packaging (Section 22),4.1.9Inspection and test reports (Sections 18,19and 20),and4.1.10Supplementary requirements.5.Manufacture5.1Welded pipe shall be made from annealed flat-rolled products by a welding process that will yield a product meeting the requirements of this specification.Filler metal,if used,shall be produced to the latest revision of Specification AWS A5.16/A5.16M-2007employing the ER Ti-X grade listed in Table 5,unless specified otherwise on the purchase order.5.1.1Welded pipe may be further reduced by cold working or hot working.Cold reduced pipe shall be annealed after cold working at a temperature of not less than 1000°F.Hot worked pipe finished above 1400°F (760°C)need not be further heat treated.5.2Pipe shall be furnished as follows unless otherwise specified:5.2.1Grades 1,2,2H,7,7H,11,13,14,16,16H,17,26H,33,and 37shall be furnished as welded or annealed.5.2.2Grades 3,12,15,and 34shall be furnished as annealed.5.2.3Grade 5,Grade 23,Grade 24,Grade 25,or Grade 35shall be furnished as annealed,or aged.5.2.4Grade 9,Grade 18,or Grade 38shall be furnished as annealed.5.2.5Grade 19,Grade 20,or Grade 21shall be furnished as solution treated,or solution treated and aged.6.Chemical Composition6.1The grades of titanium and titanium alloy metal covered by this specification shall conform to the requirements of the chemical compositions shown in Table 2.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.3Available from American National Standards Institute (ANSI),25W.43rd St.,4th Floor,New York,NY 10036,.4Available from American Welding Society (AWS),550NW LeJeune Rd.,Miami,FL 33126,.B 862–096.1.1The elements listed in Table 2are intentional alloy additions or elements that are inherent to the manufacture of titanium sponge,ingot,or mill product.6.1.1.1Elements other than those listed in Table 2are deemed to be capable of occurring in the grades listed in Table 2by and only by way of unregulated or unanalyzed scrap additions to the ingot melt.Therefore,product analysis for elements not listed in Table 2shall not be required unless specified and shall be considered to be in excess of the intent of this specification.6.1.2Elements intentionally added to the melt must be identified,analyzed,and reported in the chemical analysis.6.2When agreed upon by the producer and purchaser and requested by the purchaser in a written purchase order,chemi-cal analysis shall be completed for specific residual elements not listed in this specification.6.3At least two samples for chemical analysis shall be tested to determine chemical composition.Samples shall be taken from the ingot or the opposite extremes of the product to be analyzed.7.Product Analysis7.1When requested by the purchaser and stated in the purchase order,an analysis of chemical composition shall be made on the finished product.7.2The product analysis tolerances listed in Table 3do not broaden the specified analysis requirements but cover varia-tions between different laboratories in the measurement of chemical content.The manufacturer shall not ship finished product outside of the limits specified in Table 2for the applicable grade.8.Tensile Requirements8.1The tensile properties of the pipe,in the condition specified,shall conform to the room temperature requirements of Table 4.Mechanical properties for other conditions may be established by written agreement between the manufacturer and the purchaser.9.Permissible Variations in Dimensions9.1A system of standard pipe sizes approved by ANSI as American National Standard for Stainless Steel Pipe (ANSI/ASME B 36.19M-1985)reproduced as Table 1shall apply.9.2Permissible variations in dimensions at any point in the length of the pipe shall conform to the following:9.2.1Variations in outside diameter,unless otherwise speci-fied,shall not exceed the limits prescribed in Table 6.For diameters greater than 30in.,the diameter shall not exceed 60.5%of the specified outside diameter.The tolerances on the outside diameter include ovality except as provided for in 9.2.2and 9.2.3.9.2.2Thin-wall pipe usually develops significant ovality (out-of-roundness)during final annealing,straightening,or both.Thin-wall pipe are defined as having a wall thickness of 3%or less of the outside diameter.9.2.3The diameter tolerances of Table 6are not sufficient to provide for additional ovality expected in thin-wall pipe and are applicable only to the mean of the extreme (maximum and minimum)outside diameter readings in any one cross section.However,for thin-wall pipe the difference in extreme outside diameter readings (ovality)in any one cross section shall not exceed 1.5%of the specified outside diameter.9.2.4Straightness shall be determined by using a 10ft (3m)straight edge placed so that both ends of the straight edge are in contact with the pipe.The separation between the straight edge and the pipe shall not exceed 0.250in.at any point.9.2.5Thickness of the wall shall be measured by any appropriate means.The variation in thickness at any point shall not be more than 612.5%of the nominal wall thickness specified,unless otherwise agreed upon between the purchaser and manufacturer at the time of the order.Maximum reinforce-ment of the weld shall conform to the values prescribed in Table 7.9.2.6Length —Pipe shall be furnished in lengths as speci-fied in the purchase order.The length tolerance for pipe ordered in specified lengths of 24ft or less shall be plus 1⁄4in.(6.4mm)minus zero.Random lengths of pipe and lengths of pipe over 24ft may be ordered and the maximum and minimum lengths supplied shall be specified in a purchase order.10.Finish10.1The finished pipe shall be straight and shall have smooth ends,be free of burrs,and shall be free of injurious external and internal imperfections.Minor defects may be removed,providing the dimensional tolerances of 9.2.5are not exceeded.Unless otherwise specified,the pipe shall be fur-nished free of scale.11.Number of Tests11.1Tests shall be made as follows on 2%of the process length pipes selected at random,from each lot,but in no caseTABLE 3Permissible Variations in Product AnalysisElementProduct Analysis Limits,Max or Range,%Permissible Variation in Product Analysis Aluminum 0.5to 2.560.20Aluminum 2.5to 6.7560.40Carbon 0.10+0.02Chromium 0.1to 0.260.02Chromium 5.5to 6.560.30Hydrogen 0.02+0.002Iron 0.80+0.15Iron1.2to 1.860.20Molybdenum 0.2to 0.460.03Molybdenum 1.5to 4.560.20Molybdenum 14.0to 16.060.50Nickel 0.3to 0.960.05Niobium2.2to3.260.15Nitrogen 0.05+0.02Oxygen 0.30+0.03Oxygen 0.31to 0.4060.04Palladium 0.01to 0.0260.002Palladium 0.04to 0.0860.005Palladium 0.12to 0.2560.02Ruthenium 0.02to 0.0460.005Ruthenium 0.04to 0.0660.005Ruthenium 0.08to 0.1460.01Silicon 0.06to 0.4060.02Vanadium 2.0to 4.560.15Vanadium 7.5to 8.560.40Zirconium3.5to4.560.20Residuals A (each)0.15+0.02AA residual is an element in a metal or alloy in small quantities inherent to the manufacturing process but not addedintentionally.shall less than one pipe be tested.Results of the following tests shall be reported to the purchaser or their representative.11.1.1One tension test from each pipe selected.11.1.2The guided bend test or flattening test specified in 14.1and 14.2.11.2If any test specimen shows defective machining or develops flaws due to the preparation,the specimen may be discarded and another substituted.11.3If the percentage of elongation of any tension test specimen is less than that specified in 8.1,and any part of the fracture is more than 3⁄4in.(19mm)from the center of the gauge length as indicated by scratches marked on the specimen before testing,the specimen may be discarded and another substituted.11.4Each length of pipe shall be subjected to the hydro-static test specified in 15.1and 15.2.12.Retests12.1If the chemical or mechanical test results of any lot are not in conformance with the requirements of this specification,the lot may be retested at the option of the manufacturer.The frequency of the retest will be double the initial number of tests.If the results of the retest conform to the specification,then the retest values will become the test values for certifica-tion.Only original conforming test results or conforming retest results shall be reported to the purchaser.If the results for the retest fail to conform to the specification,the material will be rejected in accordance with Section 19.TABLE 4Tensile Requirements ATensile Strength,minYield Strength (0.2%Offset)Elongation 2in.or 50mm,gauge length,min %Grade minmaxksi (MPa)ksi (MPa)ksi (MPa)135(240)20(138)45(310)24250(345)40(275)65(450)202H B ,C 58(400)40(275)65(450)20365†(450)†55(380)80(550)185130(895)120(828)......105D 160†(1103)150(1034)......6750(345)40(275)65(450)207H B ,C 58(400)40(275)65(450)20990(620)70(483)......151135(240)20(138)45(310)241270(483)50(345)......181340(275)25(170)......241460(410)40(275)......201570(483)55(380) (1816)50(345)40(275)65(450)2016H B ,C 58(400)40(275)65(450)201735(240)20(138)45(310)241890(620)70(483)......1519E 115(793)110(759)......1519D 135(930)130(897)159(1096)1019D 165(1138)160(1103)185(1276)520E 115(793)110(759)......1520D 135(930)130(897)159(1096)1020D 165(1138)160(1103)185(1276)521E 115(793)110(759)......1521D 140(966)130(897)159(1096)1521D 170(1172)160(1104)185(1276)823120(828)110(759)......1024130(895)120(828)......1025130(895)120(828) (1026)50(345)40(275)65(450)2026H B ,C 58(400)40(275)65(450)202735(240)20(138)45(310)242890(620)70(483)......1529120(828)110(759)......103350(345)40(275)65(450)203465(450)55(380)80(550)1835130(895)120(828)......53750(345)31(215)65(450)2038130(895)115(794)......10A Properties for as welded or annealed condition except as noted.BMaterial is identical to the corresponding numeric grade (that is,Grade 2H =Grade 2)except for the higher guaranteed minimum UTS,and may always be certified as meeting the requirements of its corresponding numeric grade.Grade 2H,7H,16H,and 26H are intended primarily for pressure vessel use.CThe H grades were added in response to a user association request based on its study of over 5200commercial Grade 2,7,16,and 26test reports,where over 99%met the 58ksi minimum UTS.DProperties for material in the solution treated and aged condition.EProperties for material in the solution treated condition.†Tensile strength for Grade 3was corrected editorially.†Tensile strength for Grade 5was correctededitorially.13.Test Specimens and Methods of Testing13.1The test specimens and the tests required by this specification shall conform to those described in Test Methods and Definitions A370.Test specimens shall be cut from the welded pipe except as specified in13.2.13.2For pipe sizes over14in.outside diameter,a prolon-gation made from the same heat of raw material and subjected to all welding and heat treatment procedures as the ordered pipe may be used for mechanical property testing instead of testing the ordered pipe.13.3All routine mechanical tests shall be made at room temperature.13.4The chemical analysis shall normally be conducted using the ASTM standard test methods referenced in2.1.Other industry standard methods may be used where the ASTM test methods in2.1do not adequately cover the elements in the material or by agreement between the producer and purchaser. Alternate techniques are discussed in Guide E2626.14.Pipe Weld Quality Tests14.1Assessment of pipe weld quality shall be performed by either theflattening test or the guided bend test.Test specimens shall be selected randomly from each lot of pipe manufactured. Test plates of the same material may be attached to the pipe and welded as prolongations of the pipe longitudinal seam.See Table7.14.1.1Guided Bend Test—For Grades1,2,2H,7,7H,11, 13,14,16,16H,17,26H,and33a longitudinal or transverse guided bend test of the weld shall be performed in accordance with the method outlined in the ASME Boiler and Pressure Vessel Code,Section VIII,Paragraph UNF-95.The ductility of the weld shall be considered acceptable when there is no evidence of cracks after bending in the weld or between the weld and the tube metal.Test specimens shall be randomly selected from the pipe manufactured in accordance with13.1,13.2,and11.1.2.14.1.2For Grades3,5,9,12,15,18,19,20,21,23,24,25, 34,35,37,and38the requirements for the guided bend test shall be negotiated between the manufacturer and the pur-chaser.14.2Flattening Test—Welded pipe in thefinal condition shall be capable of withstanding,without cracking,flattening under a load applied gradually at room temperature until the distance between the load platens is H inches.The weld shall be positioned at either90°or270°to the direction of the applied load.H is calculated as follows:H,in.~mm!5~11e!te1~t/D!(1)where:H=minimumflattened height,in.(mm),t=nominal wall thickness,in.(mm),D=nominal pipe outside diameter,in.(mm)(not pipe size),andFor Grades1,2,2H,3,7,7H,11,13,14,16,16H,17,and 26H:e=0.04through1in.pipe size,ande=0.06over1in.pipe size.For grades not shown above,the requirements for the flattening test shall be negotiated between the manufacturer and purchaser.14.2.1All calculations are rounded to two decimal places. Examination for cracking shall be by the unaided eye.14.2.2When low D–to–t ratio tubular products are tested, because the strain imposed due to geometry is unreasonably high on the inside surface at the six and twelve o’clock locations,cracks at these locations shall not be cause for rejection if the D–to–t ratio is less than ten(10).15.Hydrostatic Test15.1Each length of pipe shall withstand,without showing bulges,leaks,or other defects,an internal hydrostatic pressure that will produce in the pipe wall a stress of50%of the minimum specified yield strength at room temperature.This pressure shall be determined by the equation:P5SEt/~R o20.4t!(2) where:P=minimum hydrostatic test pressure,psi(MPa),S=allowablefiber stress of one-half the minimum yield strength,psi(MPa),t=wall thickness,in.(mm),R o=outside tube radius,in.(mm),andE=0.85for welded pipe.15.2The maximum hydrostatic test pressure shall not ex-ceed2500psi(17.2MPa)for sizes3in.(76mm)and under,or 2800psi(19.3MPa)for sizes over3in.(76mm).HydrostaticTABLE5Permissible Filler Metal AA ERTi-XX Filler metal grades as listed in AWS A5.16/A5.16M-2007.pressure shall be maintained for not less than 5s.When requested by the purchaser and so stated in the order,pipe in sizes 14in.(356mm)in diameter and smaller,shall be tested to one and one-half times the specified working pressure,provided the fiber stress corresponding to those test pressures does not exceed one-half the minimum specified yield strength of the material,as determined by the equation given in 15.1.When one and one-half times the working pressure exceeds 2800psi (19.3MPa),the hydrostatic test pressure shall be as agreed upon between the manufacturer and the purchaser.16.Referee Test and Analysis16.1In the event of disagreement between the manufacturer and the purchaser on the conformance of the material to the requirements of this specification,a mutually acceptable ref-eree shall perform the tests in question using the ASTM standard methods in 2.1.The referee’s testing shall be used in determining conformance of the material to this specification.17.Rounding-Off Procedure17.1For purposes of determining conformance with the specifications contained herein,an observed or a calculated value shall be rounded off to the nearest “unit”in the last right-hand significant digit used in expressing the limiting value.This is in accordance with the round-off method of Practice E 29.18.Inspection18.1All specified tests and inspection shall be made prior to shipment and at the manufacturer’s expense unless otherwise specified,and shall be so conducted as not to interfereunnecessarily with the operation of the works.When purchaser inspection is specified in the order,the manufacturer shall notify the purchaser in time so that the purchaser may have his inspector present to witness any part of the tests desired.19.Rejection19.1Material not conforming to this specification or to authorized modifications shall be subject to rejection.Unless otherwise specified,rejected materials may be returned to the manufacturer at the manufacturer’s expense,unless the pur-chaser receives,within three weeks of notice of rejection,other instructions for disposition.19.2Each length of pipe received from the manufacturer may be inspected by the purchaser.Pipe not meeting the requirements of this specification or requirements specified in a purchase order may be rejected and the manufacturer shall be notified.Disposition of rejected material shall be as stated in 19.1.20.Certification20.1The manufacturer shall supply at least one copy of the report certifying that the material supplied has been manufac-tured,inspected,sampled,and tested in accordance with the requirements of this specification and that the results of chemical analysis,tensile,and other tests meet the require-ments of this specification for the grade specified.The report shall include results of all chemical analysis,tensile tests,and all other tests required by the specification.21.Product Marking21.1Each length of pipe 3⁄8in.(9.5mm)nominal diameter and larger,manufactured in accordance with this specification,shall be legibly marked,either by stenciling,stamping,or rolling the following data:21.1.1Manufacturer’s private identification mark,21.1.2ASTM designation and revision date,21.1.3Grade of titanium,21.1.4Pipe size and schedule,21.1.5Heat number and lot number,and21.1.6Heat treatment condition,for example,annealed (ANN),solution treated (ST),solution treated and aged (STA),stress relieved (SR),not heat treated (No HT).21.2On smaller than 3⁄8in.(9.5mm)nominal diameter pipe that is bundled,the same information may be stamped legibly on a metal tag securely attached to each bundle.TABLE 6Permissible Variations in DiameterNominal Outside Diameter (NPS)APermissible Variations inOutside DiameterOverUnder 1⁄8in.to 11⁄2in.(3.2mm to 38mm)1⁄64in.(0.397mm)1⁄32in.(0.794mm)over 11⁄2in.to 4in.(38mm to 102mm)1⁄32in.(0.794mm)1⁄32in.(0.794mm)over 4in.to 8in.(102mm to 203mm)1⁄16in.(1.588mm)1⁄32in.(0.794mm)over 8in.to 18in.(203mm to 432mm)3⁄32in.(2.382mm)1⁄32in.(0.794mm)over 18in.to 26in.(432mm to 660mm)1⁄8in.(3.175mm)1⁄32in.(0.794mm)over 26in.to 30in.(660mm to 762mm)5⁄32in.(3.969mm)1⁄32in.(0.794mm)ANPS =nominal pipe size.TABLE 7Maximum Weld ReinforcementActual Material Thickness,in.Maximum Reinforcement,in.(mm)Circumferential Joints in PipeOther Welds Less than 3⁄323⁄32(2.832)1⁄32(0.794)3⁄32to 3⁄16,incl.1⁄8(3.175)1⁄16(1.588)Over 3⁄16to 1⁄2,incl.5⁄32(3.969)3⁄32(2.832)Over 1⁄2to 1,incl.3⁄16(4.764)3⁄32(2.832)Over 1to 2,incl.1⁄4(6.35)1⁄8(3.175)Over 2to 3,incl.1⁄4(6.35)5⁄32(3.969)Over 3to 4,incl.1⁄4(6.35)7⁄32(5.558)Over 4to 5,incl.1⁄4(6.35)1⁄4(6.35)Over 55⁄16(7.94)5⁄16(7.94)22.Packaging22.1The pipe shall be packaged in agreement with the manufacturer’s standard practice,unless otherwise agreed to between the manufacturer and purchaser and so stated in the purchase order.23.Keywords23.1pipe;titanium;titanium alloy;welded pipeSUPPLEMENTARY REQUIREMENTSOne or more of the following supplementary requirements shall apply only when specified in the purchase order.Subject to agreement between the purchaser and manufacturer,retest and retreatment provisions of these supplementary requirements may be modified.The extent and quantity of tests to be performed shall be specified by the purchaser.S1.Pipe Requiring Special ConsiderationS1.1.Liquid Penetrant Inspection:S1.1.1Liquid penetrant inspection shall be performed on all weld surfaces on the outside diameter and a length up to1.5 times the nominal diameter on the inside diameter weld.An acceptance standard shall be agreed upon between the pur-chaser and the manufacturer prior to acceptance of the order.At a minimum,procedures and acceptance shall meet the require-ments of Practice E1417.Evidence of S1.1.1shall be required in the certification.S1.2.Radiographic Examination:S1.2.1The entire length of weld in each welded pipe shall be examined radiographically,using x-radiation,in accordance with Paragraph UW-51of Section VIII,Division1of the ASME Boiler and Pressure Vessel Code.In addition to the marking required by Section21,each pipe shall be marked “RT”after the specification and grade.Evidence of S1.2.1shall be required in the certification.S1.2.2Pipe welds shall be spot radiographed,using x-radiation,in accordance with Paragraph UW-52of Section VIII,Division1of the ASME Boiler and Pressure Vessel Code. Evidence of S1.2.2shall be required in the certification.S1.3.Stress Relief Heat Treatment:S1.3.1The stress relieving heat treatment shall consist of holding the pipe at a minimum temperature of1100°F for not less than0.5h/in.of wall thickness.S1.3.2Minimum time at temperature shall be20min.All stress relieved pipe shall be subsequently cleaned so as to be free of oxide scale in accordance with Guide B600.SUMMARY OF CHANGESCommittee B10has identified the location of selected changes to this standard since the last issue (B862-08a)that may impact the use of this standard.(Approved May1,2009.)(1)Chemistry Table2was reformatted for improved utility.“Other Elements”replaced“Residual Elements”and notes were editorially revised and reorganized.(2)Changed Gr.25hydrogen from0.0125to0.015.(3)Changed Gr.29hydrogen from0.015to0.0125.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959, United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website().。
ASTM Standards Online - Plus Edition 使用者手冊说明书

ASTM Standards Online – Plus EditionUser Guide目錄組織介紹 (01)涵蓋領域 (02)標準類型 (02)紅線標準 (02)標準編號 (03)標準分類 (03)連線方式 (05)聯絡管道 (05)操作模式 (06)組織介紹ASTM國際標準組織(ASTM International)成立於1898年,是世界上最早、最大的非盈利性標準制定組織,其主要任務是制訂材料、產品、系統和服務的特性和性能標準及促進有關知識的發展。
ASTM前身是國際試驗材料協會(International Association for T esting Materials, IATM),主要研究解決鋼鐵和其他材料的試驗方法問題。
1898年6月16日,70名IATM會員在美國費城集會,成立了國際試驗材料協會美國分會。
1902年在國際試驗材料協會分會第五屆年會上,宣告美國分會正式獨立,取名為美國試驗材料學會(American Society for T esting Materials)。
該學會的工作不僅僅是研究和制定材料規範和試驗方法標準,還包括各種材料、產品、系統、服務專案的特點和性能標準,以及試驗方法、程式等標準。
因此,1961年,該組織又將其名稱改為美國試驗與材料協會(American Society for T esting and Materials, ASTM),一直延用至2008更名為ASTM國際標準組織(ASTM International)。
ASTM國際標準組織現有32000多名會員,分別來自於100多個國家的生產者、用戶、最終消費者、政府和學術代表。
在一項標準編制過程中,對該編制感興趣的每個會員和任何熱心的團體都有權充分發表意見,委員會對提出的意見都給予研究和處理,以吸收各方面的正確意見和建議。
標準草案經歷了一個詳盡無遺的投票過程,在每一投票階段,謹慎地注意少數人的意見,經過技術分委員會和技術委員會投票表決,在採納大多數會員共同意見並由大多數會員投票贊成,標準才獲批准,作為正式標準出版。
美标ASTM标准的中文对照大全
ASTM A6/A6M-2004 a结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A36/A36M2004碳结构钢标准规范ASTM A106-2002a高温用无缝碳钢公称管规范ASTM A143-2003热侵镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A179/A179M-1990a(R2001)热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002高压设备用无缝碳钢锅炉管标准规范ASTM A209/A209M-2003锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2003锅炉和过热器用无缝中碳钢管技术条件ASTM A213/A213Mb-2004锅炉过热器和换热器用无缝铁素体和奥氏体合金钢传热管技术条件ASTM A234/A234M-2004中、高温用锻制碳钢和合金钢管道配件ASTM A252-98(R2002)焊接钢和无缝钢管桩的标准规范ASTM A262-2002a探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004通用无缝和焊接奥氏体不锈钢管标准规范ASTM A333/A333M-2004低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003高温设备用无缝铁素体合金钢管标准规范ASTM A370/A370M-2003a钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A500-2003a圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a中温及低温压力容器用碳素钢板的标准规范ASTM A530-2003特种碳素钢和合金钢管一般要求的标准规范ASTM A615/A615M-2004a混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004标准技术条件—承压件钢铸件通用要求ASTM A781/A781M-2004a铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a标准技术条件—钢锻件通用要求ASTM B209/B209M -2004铝和铝合金薄板和中厚板标准规范ASTM E6-2003金属材料布氏硬度的标准测试方法ASTM E18-2003金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002使用有效数字确定试验数据与规范符合性作法ASTM E8-2004金属材料拉伸试验的标准测试方法ASTM E94-2004放射性检查的标准指南ASTM E125-1963(R2003)铁铸件的磁粉检验用标准参考照片ASTM E164-2003焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004金属管超声检验方法ASTM F36-1995测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995垫片材料密封性的标准试验方法ASTM F38-1995垫片材料的蠕变松弛的标准试验方法ASTM F112-1995色覆垫片密封性能的标准试验方法ASTM F146-1995a垫片材料耐液体标准试验方法ASTM F1311-1995(R2001)大口径组装式碳钢法兰标准规范ASTM G1-2003腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-1976(R1980) 参考资料使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)ASTM A105/A105M-2002管道部件用碳钢锻件ASTM A126-1995(R2001)阀门、法兰和管道附件用灰铁铸件ASTM A181/A181M-2001通用管路用碳钢锻件标准规范ASTM A193/A193M-2001高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2001 a高温用合金钢和不锈钢螺栓材料ASTM A216/A216M-2001 a高温用可熔焊碳钢铸件标准规范ASTM A217/A217M-2002高温承压件用马氏体不锈钢和合金钢铸件标准规范ASTM A276-2002 a不锈钢棒材和型材ASTM A278/A278M-2001高温不超过650°F(350℃)的承压部件用灰铸铁件ASTM A320/A320M-2002低温用合金钢栓接材料ASTM A350/A350M-2002要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范ASTM A351/A351M-2000承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范ASTM A352/A352M-1993(R1998)低温承压件用铁素体和马氏体钢铸件标准规范ASTM A395/A395M-1999高温用铁素体球墨铸铁承压铸件ASTM A439-1983(R1999)奥氏体球墨铸铁件ASTM A536-1984(R1999)球墨铸铁件ASTM A694/A694M-2000高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范ASTM A965/A965M-2002高温高压部件用奥氏体钢锻件ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准)ASTM A182/A182M-2002高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件ASTM A961-2002管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范ASTM B462-2002高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范ASTM F885-1984公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规范ASTM F992-1986(R2001)阀门铭牌标准规范ASTM F993-1986(R2001)阀门锁紧装置标准规范ASTM F1030-1986(R1998)阀门操作装置的选择准则ASTM F1098-1987(R1998)公称管径有NPS2~24的蝶阀外形尺寸标准规范。
ASTM B标准目录

ASTM B标准目录 astmb标准目录astm系列标准目录astm标准号b1-01b2-00b3-01b5-00b6-03b8-04b9-90(2021)b16/b16m-00b19-01b21/b21m-01e1b22-02b23-00b26/b26m-03b29-03b30-04b32-03b33-00b36/b36m-01b37-03b39-79(2021)b42-02e1b43-98(2021)b47-95a(2001)b48-00中文名称冷拉铜线中等硬度冷拉铜丝硬的或淬火的铜线电解紫铜提炼型材锌软的、中等软的或硬的同心钩搓的铜导线青铜制电车架空线制螺钉机用易切削黄铜条材、棒材和型材弹药筒用黄铜片、拎、板、厉害和圆盘(坯料)海军黄铜条材、棒材和型材桥梁和转乘台用青铜铸件白色金属轴承合金(商品名称为"巴氏合金")铝合金砂型铸件提炼铅铜基合金锭金属焊料电气用镀锡硬的或淬火的铜线徐铜板、薄板、带材及合金钢棒材钢铁生产用铝镍无缝铜管尺寸无缝白铜管尺寸电车架空线用铜线电导线用矩形和正方形软裸铜线-1-astm系列标准目录astm标准号b49-98e2b61-02b62-02b63-90(2001)b66-95(2021)b68-02b68m-99b69-01ab70-90(2001)b75-02b75m-99b76-90(2001)b77-81(2001)b78-90(2001)b80-01e1b84-90(2001)b85-03b86-03b88-03b88m-03b90/b90m-98b91-97(2021)b92/b92m-01b93/b93m-03中文名称电气用经淬火的铜条材蒸气或阀门青铜铸件的标准规范混合青铜或少量金属铸件标准规范金属导体电阻与碰触材料的电阻率的测试方法蒸汽机车易损零件用青铜铸件明亮淬火的无缝铜管明亮淬火的无缝铜管(米制)合金钢锌电加热用金属材料的电阻随其温度而变化的试验方法无缝铜管无缝铜管规范(米制)电加热用镍铬和镍铬铁合金的快速寿命的试验方法电阻合金的热电功率的测试方法电加热用铁铬铝合金的快速寿命的试验方法镁合金砂型铸件高精度电阻器用合金丝的温度-电阻常数的测试方法铝合金压模铸件锌合金压模铸件无缝铜水管无缝铜水管(米制)镁合金薄板和中厚板镁合金锻件规范回去熔用镁锭和镁厉害砂型铸件、永久型模铸件和压模铸件用镁合金锭-2-astm系列标准目录astm标准号b94-94(2000)b96/b96m-01b98/b98m-03b99/b99m-01b100-03ab101-02b102-00b103/b103m-98e2b105-00b106-96(2002)e1b107/b107m-00b108-03ab111-98(2021)b111m-98e2b114-90(2001)b115-00b116-95(2001)b117-03b121/b121m-01b122/b122m-01b124/b124m-00b127-98b129-02b130-02中文名称镁合金压铸件的技术规范通常及压力容器用铜硅合金板、薄板、带材及合金钢棒材铜硅合金细、粗棒材和型材技术规范通常用途的铜硅合金线桥梁和其它结构用焖铜合金轴承和收缩中厚板及薄板建筑结构用纸盒铅铜薄板和带材铅和锡合金压模铸件磷青铜板、薄板、带材和合金钢棒材电导线用热切削铜合金线恒温金属挠性的试验方法镁合金侵蚀制棒材、条材、型材、管材和线材铝合金永久型模铸件铜和铜合金无缝冷凝器管及和套圈坯料铜和铜合金无缝冷凝器管及和套圈坯料(米制)分流器与高精度电阻器用薄板材料的温度-电阻常数的测试方法电解阴极铜工业运输用9号深槽铜及8号铜制电车架空线盐雾试验设备的采用标准惯例含铅黄铜中厚板、薄板、带材和合金钢棒材铜镍锡合金、铜镍锌合金(镍银)和铜镍合金板、薄板、带材及合金钢棒材铜和铜合金焖条材、棒材和型材镍铜合金板、薄板和带材弹筒黄铜弹壳火帽壳商用弹头壳青铜带材-3-astm系列标准目录astm标准号b131-02b134/b134m-01b135-02b135m-00e1b136-84(2021)b137-95(2000)b138/b138m-01b139/b139m-01b140/b140m-01b148-97(2021)b150/b150m-03b151/b151m-00b152/b152m-00b153-91(2021)e1b154-01b159/b159m-01b160-99b161-03b162-99b163-04b164-03b165-93(2021)e1b166-04b167-01中文名称铜合金弹头火帽壳黄铜丝无缝黄铜管无缝黄铜管(米制)铝表面阳极镀层的着色阻力的测定方法单位面积阳极铝镀层重量的测定方法锰青铜条材、棒材和型材磷青铜条材、棒材和型材铜锌铅厉害(铅白黄铜或软青铜).棒材和变成型材铝青铜砂型铸件铝青铜条材、棒材和型材铜镍锌合金(镍银)及铜镍条和棒材铜薄板、带材、中厚板及合金钢棒材技术规范铜和铜合金管及的收缩试验法(针试验)铜和铜合金的硝酸亚汞试验法磷青铜丝技术规范镍条和镍厉害技术规范无缝镍管及镍板、薄板及带材冷凝器及热交换器用无缝镍和镍合金管及镍铜合金条材、棒材和线材无缝镍铜合金管规范镍铬铁合金及镍铬钴钼合金条材、棒材及线材无缝镍铬铁合金管-4-astm系列标准目录astm标准号b168-01b169/b169m-01b170-99(2021)b171/b171m-04e1b172-01ab173-01ab174-02b176-04b177-01b179-03b183-79(2021)e1b187/b187m-03b188-02b193-02b194-01e1b196/b196m-03b197/b197m-01b199-99b200-85(2021)b201-80(2000)b209-04b209m-04中文名称镍铬铁合金及镍铬钴钼合金板、薄板和带材铝青铜中厚板、薄板、带材和轧制棒材无氧电解铜精炼型材压力容器、冷凝器及热交换器用铜合金中厚板和薄板电导线用成束绞绳铜导线导线用同芯多股绞绳铜导线电导线用成束绞捻的铜导线压铸件铜合金压模铸件工程用钢表面镀铬砂型铸件、永久型模铸件和压模铸件用铝合金锭及其熔化成形方式电镀用低碳钢的制备铜汇流棒、条和型材汇流无缝铜管导电材料电阻率的测试方法铜铍合金中厚板、薄板、带材和轧制棒材铜铍合金条及棒铜铍合金线镁合金永久型铸件钢及铁合金表面铅和铅锡合金的电解沉积镀层锌和镉的表面铬酸盐覆层试验砂型、永久型、离心型和连续铸造铸件用的铜基合金拉伸试验样件制备标准惯例铝及铝合金薄板和中厚板的技术规范铝及铝合金薄板和中厚板的技术规范(米制)b206/b206m-97(2002)铜镍锌合金线(镍银)和铜镍合金线-5-astm系列标准目录astm标准号b210-02b210m-02b211-03b211m-03b212-99b213-03b214-99b215-96b216-97(2021)b221-02b221m-02b223-03b224-04b226-04b228-04b229-04b231/b231m-04b232/b232m-01e1b233-97(2021)e1b234-02b234m-02b236-00中文名称切削无缝铝和铝合金管切削无缝铝和铝合金管(米制)铝及铝合金棒材、条材和线材铝及铝合金棒材、条材和线材(米制)低流动性金属粉末表观密度的测试方法金属粉末流速的测试方法粒状金属粉末的筛分试验方法金属粉末的最后批量样本方法细工制品及合金用韧性火法精炼铜-提炼型材铝及铝合金侵蚀制条、棒、线、管及和型材铝和铝合金侵蚀制棒材、条材、线材、型材和管材(米制)恒温器用无机金属的弹性模量测试法(悬臂梁法)铜的分类方法无心的圆形同心钩搓铜导线冷拉纸盒铜钢丝同心钩搓的包铜钢导线同心钩搓的铜与包铜钢丝无机导线同心钩搓铝1350导线涂覆钢芯强化的同心钩搓铝导线(acsr)电气用1350铝切削坯料冷凝器及热交换器用切削铝和铝合金无缝管冷凝器及热交换器用切削铝和铝合金无缝管(米制)电气用铝棒(汇流条)b230/b230m-99(2021)电气用1350-h19型铝线-6-astm系列标准目录astm标准号b236m-00b237-01b240-03b241/b241m-02b242-99b243-04ab244-97(2002)b246-00b247m-02ab248-01e1b248m-01e1b249/b249m-02b250/b250m-01b251-02e1b251m-97(2021)b252-92(2021)b253-87(1999)e1b254-92(2021)e1b258-02b263-04b265-03b267-90(2001)b271-96(2021)中文名称电气用铝棒(汇流条)(米制)提炼锑标准规范压模铸成用锌及锌铝合金锭铝及铝合金无缝管和侵蚀制无缝管电镀用高碳钢的制取粉末冶金的术语用涡流仪器测量铝阳极镀层及其它非磁性基底金属绝缘体电镀层厚度的方法电工用中硬拉和软扎镀锡铜线材的标准规范铝和铝合金甩模锻件、手工锻件和合金钢环路锻件铝及铝合金甩模锻件、手工锻件和合金钢环形锻件(米制)切削铜及铜合金板、薄板、中及合金钢棒材切削铜及铜合金板、薄板、中及合金钢棒材(米制)铜和铜合金棒材、型材及锻件切削铜合金丝焖无缝铜及铜合金管及焖无缝铜及铜合金管(米制)电镀层和转变涂层用锌合金压模铸件的制取电镀用铝合金的制取不锈钢上各类金属电镀的标准惯例并作电导体的实心圆导线的美国线规的标准公称直径和横截面内积的技术规范多股绞合导线横截面内积的测试方法钛及钛合金板、薄板及带材绕线电阻器用电阻丝铜基合金Vergt铸件的技术规范-7-astm系列标准目录astm标准号b272-02b276-91(2000)b277-95(2001)b279-04b280-03b281-88(2001)b283-04b286-02b294-92(2001)b296-03b298-99e1b299-01b301/b301m-04b302-02b306-02b308/b308m-02b311-93(2002)e1b312-96(2002)b313/b313m-02e1b315-99b316/b316m-02b317-02b319-91(2021)中文名称存有精制边缘的(合金钢或切削的)施明德铜制品(扁丝或拎)某些切削和切削有色金属及合金统一牌号基本建设标准惯例硬质合金表观孔隙率的测试方法电碰触材料硬度的测试方法生产磁导线用方形和矩形软裸铜线及铝线硬度的测试方法空气调节及空调设备用无缝铜管电镀层和转变镀层用铜和铜基合金的制取铜及铜合金甩模锻件(热压)电气设备用铜连接线硬质合金硬度的测试方法铸成和切削镁合金的淬火标志镀银的硬的或淬火的铜线海绵钛易切削铜条及铜棒并无螺纹铜管铜排水管(dwv)6061-t6型铝合金结构型材孔隙度大于2%的粉末冶金材料密度的标准测试方法金属粉末生压坯强度的测试方法冲压铝和铝合金圆管无缝铜合金管铝及铝合金铆钉和冷镦头线材与棒材的技术规范电气用侵蚀铝和铝合金棒、条、管及结构型材(汇流导体)电镀用铅和铅合金的制取-8-astm系列标准目录astm标准号b320-60(2021)e1b322-99b324-01b327-01e2b328-96(2021)b329-98(2021)e1b330-02b331-95(2002)b333-03b335-03b338-03b339-00b341/b341m-02b343-92a(2021)e1b344-01b345/b345m-02b348-03b349/b349m-03b350/b350m-02b351/b351m-02b352/b352m-02b353-02b354-98b355-95(2021)中文名称电镀用铁铸件的制取电镀前的金属冲洗电气用矩形和方形铝线压铸模合金用母合金的技术规范热处理金属结构零件和油浸轴承密度与互连多孔性的试验方法用斯科特(scott)容积计测量耐热金属粉末及化合物表观密度的试验方法用费歇尔亚捣分粒器测量耐热金属粉末及化合物的平均值粒度的试验方法单轴放大中金属粉末的可压缩性试验方法镍钼合金板、薄板和带材镍钼合金条材技术规范冷凝器和热交换器用无缝及冲压钛与钛合金管锡锭钢筋强化铝导线(acsr/az)用包铝钢芯线镍电镀用镍的制取切削或合金钢的镍铬和镍铬铁合金电热元件规范铝和铝合金无缝管和气体和石油传输和分配管道系统的无缝侵蚀成型管及的标准规范钛及钛合金厉害和坯锭核设施用海绵锆和其它形状的纯金属锆核设施用锌和锌合金铸锭核设施用钢材和冷加工锆及锆合金棒、条和线材核设施用锆及锆合金板、薄板和带材核设备用焖的无缝与冲压锆及锆合金管不绝缘的金属电导体的有关术语硬的或淬火的镀镍铜丝-9-astm系列标准目录astm标准号b359/b359m-02b360-01b361-02b362-91(2021)b363-03ab364-96(2002)b365-98(2021)b366-04ab367-93(2021)b368-97(2021)e1b369-96(2021)b370-03b371/b371m-02b372-97(2021)b373-00b374-96(2021)b379-04b380-97(2002)b381-03b386-03b387-90(2001)b388-00b389-81(2021)b390-92(2000)中文名称具备整体散热器叶片的冷凝器及热交换器用无缝铜和铜合金管限流器用冷拉铜毛细管工厂加工的焖铝及铝合金冲压配件恒温双金属制螺旋线圈的机械改变率为的试验方法无缝和冲压氢铵钛及钛合金冲压配件钽及钽合金铸锭钽及钽合金条和线材工厂加工的焖镍和镍合金冲压配件钛和钛合金铸件快速铜水解的醋酸盐喷雾试验(cass试验)铜镍合金铸件建筑结构用铜薄板和带材铜锌硅合金条规范无缝铜及铜合金矩形波导管电容器用铝箔电镀的有关术语减磷铜提炼型材装饰电镀层的涂膏密室耐腐蚀试验方法钛及钛合金锻件钼和钼合金板、薄板、带材和箔钼及钼合金棒、条和线材恒温双金属薄板和带材恒温双金属螺旋形线圈的热偏移率为的测试方法钨硬质合金表观晶粒度及其原产的测评-10-astm系列标准目录astm标准号b391-03b392-03b393-03b394-03b395/b395m-02b398/b398m-02b399/b399m-99b400-04b401-99b403-02b404/b404m-02b406-96(2000)b407-01b408-01b409-01b411/b411m-01b413-97a(2021) b415-98(2002)b416-98(2002)b417-00b418-01b422-04b423-03astm系列标准目录 astm标准号b425-99b427-02b428-93(2021)b429-02b430-97(2001)b432-04b434-00b435-03b438/b438m-04b439-00e1b440-00b441-04b443-00e1b444-03b446-03b447-02b449-93(2021)b452-02b453/b453m-01b455-01b456-03b457-67(2021)b462-04b463-04中文名称镍铁铬钼铜合金条及棒齿轮青铜合金铸件规范矩形和正方形铜和铜合金管扭转角的测试方法挤压制铝合金结构管用比浊法测定耐火金属粉末粒度分布的试验方法包铜及包铜合金的钢板镍钼铬铁合金板、薄板和带材统一编制牌号为no6002、no6230、n12160和r30556的板材和带材及牌号为n06002、n06230和r30556的带材青铜烧结轴承(油浸的)铁基烧结轴承(油浸的)镉铜钴铍及铜镍铍条和棒镍铬钼钶合金板、薄板和带材镍铬钼钶合金管镍铬钼钶合金条和棒焊接铜管铝的铬酸盐处理电子设备用包铜钢导线铜锌铅合金(含铅黄铜)条材铜锌铅合金(含铅黄铜)挤压型材技术规范铜+镍+铬及镍+铬的电解沉积镀层铝表面阳极镀层阻抗的测量方法腐蚀高温作业用锻制或轧制的unsno8020、unsno8024、unsno8026和unsno8367型合金管法兰、锻制配件、阀门及零件unsno8020、unsno8024和unsno8026合金板、薄板及带材-12-astm系列标准目录 astm标准号b464-04b465-04b466/b466m-03b467-88(2021)b468-04b470-02b472-04b473-96(2002)e1 b474-03b475-96(2002)e1 b476-01b477-97(2002)b478-85(2021)b479-00b480-88(2001)b481-68(2021)e1 b482-85(2021)b483/b483m-03b487-85(2002)b488-01b489-85(2021)b490-92(2021)b491/b491m-00b493-01(2021)中文名称焊接的unsno8020、no8024和no8026合金管铜铁合金板、薄板、带材和轧制棒材无缝铜镍合金管焊接铜镍管焊接的unsno8020、no8024和no8026合金管电子设备布线用连接铜导线再锻用unsno8020、unsno8026、unsno8024、unsno8926和unsno8367镍合金坯段和棒材unsno8020、unsno8026及unsno8024镍合金棒和线电熔焊的unsno8020、unsno8026和unsno8024镍合金管unsno8020、unsno8026及unsno8024镍合金圆编织线锻制贵金属电接触材料金银镍电接触合金恒温双金属横向弯曲率的测试方法挠性栅栏用退火铝及铝合金箔电镀用镁和镁合金的制备电镀用钛和钛合金的制备电镀用钨和钨合金的制备普通拉制铝及铝合金管用横断面显微观察法测定金属及氧化物涂层厚度的方法工程用电解沉积镀金层金属表面电解沉积和自动催化沉积金属镀层延展性的弯曲试验用测微计弯曲试验法测定电解沉积物的延展性普通挤压铝和铝合金圆管锆及锆合金锻件-13-astm系列标准目录astm标准号b494/b494m-03b495-01b496-04b497-00b499-96(2002)b501-99b502-02b504-90(2002)b505/b505m-02b507-86(2021)b508-97(2021)b511-01b512-04b514-95(2002)e1b515-95(2002)b517-03b520-93(2002)e1b521-98(2021)b522-01b523/b523m-02b524/b524m-99中文名称原生锆锆及锆合金铸锭紧密的圆形同心绞捻铜导线闭合电弧接点上电压降的测量用磁性法测量磁性基底金属的非磁性镀层厚度的方法电气用镀银包铜钢丝包铝钢芯加强的铝导线用包铝钢芯线用库仑法测量金属镀层厚度的试验方法连续浇铸的铜基合金铸件机件在支架上电镀的设计柔性金属软管用的铜合金带材规范镍铁铬硅合金棒材和型材规范镍铬硅合金(unsn08330)坯锭和棒材规范焊接镍铁铬合金管规范统一编制牌号为unsn08120、no8800、no8810和n0811焊接合金管规范焊接镍铬铁合金(unsn06600,unsn06603,unsn06025,和unsn06045)管规范焊接的镍铬铁合金(unsn06600,unsn06603,unsn06025,andunsn06045)管规范电子方面用镀锡包铜钢丝的规范钽和钽合金无缝和焊接管规范金银铂电接触合金规范无缝和焊接的锆及锆合金管材技术规范铝合金芯增强的同心绞捻铝导线(acar,1380/6201)b498/b498m-98(2002)钢芯加强的铝导线用镀锌钢芯线(acsr)b500/b500m-98(2002)钢芯加强的铝导线用镀金属层的钢芯线(acsr)-14-astm系列标准目录astm标准号b527-93(2000)e1b528-99b530-02b532-85(2002)b533-85(2021)b534-01b535-04b536-02b537-70(2002)b540-97(2002)b541-01b542-04b543-96(2021)b545-97(2021)e1b546-04b547/b547m-02b548-03b549-00b550/b550m-02b551/b551m-04b552-98(2021)b555-86(2002)b556-90(2002)中文名称用塔普-帕克(tap-pak)容量计测定耐火金属及化合物粉末的塔普(tap)密度的试验方法烧结金属粉末样品的横向断裂强度的试验方法用磁性法测量磁性和非磁性基底上的电解沉积镀镍层厚度的方法电镀塑料表面外观测量塑料表面金属镀层抗撕裂强度的标准试验方法铜钴铍合金及铜镍铍合金板、薄板、带材和轧制棒材镍铁铬硅合金无缝管镍铁铬硅合金板、薄板及带材评定电镀板在大气暴露情况下耐腐蚀性能的标准惯例电气连接的接触电阻的测量方法(静态接触)电接触用钯合金电接触用金合金电接点及其应用的相关术语焊接的铜及铜合金热交换管电解沉积锡镀层电熔焊接镍铬钴钼合金(n06617),镍铁铬硅合金(n08330和n08332)镍铬铁合金(n06025)和镍铬铁硅合金(n06045)管的技术规范铝及铝合金成形并用电弧焊焊接的圆管技术规范压力容器用铝合金板的超声波检验包铝钢芯加强的同芯绞捻铝导线(acsr/aw)锆及锆合金棒材和丝材技术规范锆及锆合金带材、薄板材和厚板材技术规范水淡化厂用无缝和焊接铜/镍管用滴定试验法测量电解沉积金属镀层厚度用点滴试验法测量薄镀铬层厚度-15-astm系列标准目录astm标准号b557-02ab558-79(2021)b559-93(2002)e1b560-00b561-94(1999)e1b562-95(1999)b563-01b564-04b565-04b566-04b567-98(2021)b568-98(2021)b569-04b570-01b571-97(2021)b572-03b573-00b574-04b575-04b576-94(1999)b577-93(2021)b578-87(1999)b579-73(2021)中文名称锻造和铸造的铝及镁合金制品的拉伸试验锻造及铸造铝和镁合金产品的拉伸试验(米制)电镀用镍合金的制备电气用镀镍包铜钢丝新锡铅合金精炼铂精炼金电接触用钯银铜合金镍合金锻件铝和铝合金铆钉及冷镦头丝与棒材的剪切试验包铜铝丝用β射线反向散射法测量镀层厚度的试验方法用x射线光度法测量镀层厚度的试验方法热交换管用窄薄型unsno.c26000黄铜带材铜铍合金锻件和挤压件金属镀层粘附性的试验方法统一编制牌号为no6002、no6230、n12160和r30556棒材(盘条)电镀技术规范镍钼铬铁合金棒低碳镍钼铬及低碳镍铬钼及低碳镍铬钼钨合金棒材的技术规范低碳镍钼铬、低碳镍铬钼、低碳镍铬钼铜合金及低碳镍铬钼钽合金板材的技术规范电接触材料的电弧侵蚀试验铜的氢脆试验方法电镀层显微硬度的测量方法锡铅合金的电解沉积镀层(焊接板)-16-astm系列标准目录astm标准号b580-79(2000)b581-02b582-02b584-04b587-97(2021)b588-88(2001)b589-94(1999)e1b591-98ab592-01b593-96(2021)e1b594-02b595-95(2000)b596-89(1999)b598-98(2021)b599-92(2021)e1b600-91(2002)b601-02b602-88(1999)b603-90(2001)b604-91(2021)e1b605-95a(2021)b606-02b607-91(2021)b608-02中文名称铝阳极氧化镀层镍铬铁钼铜合金条镍铬铁钼铜合金板、薄板及带材普通用铜合金砂型铸件焊接黄铜管用双束干涉显微技术测量透明涂层或不透明涂层厚度的试验方法精炼钯铜锌锡板、薄板、带材及轧制棒材铜锌铝钴板、薄板、带材及轧制棒材铜合金弹簧材料的弯曲疲劳试验航空设备用铝合金锻制品的超声波检验铝粉末烧结结构部件标准规范金铜合金电接触材料抗拉试验中铜合金偏置屈服强度的测定稳定的镍铁铬钼钶合金板、薄板及带材钛及钛合金表面的去垢和清洗锻造及铸造的铜和铜合金回火标志金属及无机涂层的计数抽样试验方法电热元件用拉制或轧制铁铬铝合金塑料表面装饰用铜加镍铬镀层锡镍合金电解沉积镀层规范钢芯加强的铝和铝合金导线用高强度镀锌(电镀)钢芯线工程用自动催化镍硼铸件焊接铜合金管-17-astm系列标准目录astm标准号b610-00e1b611-85(2000)e1b612-00b613-76(2000)b614-95(2000)b615-79(2000)b616-96(2000)b617-98(2021)b618-03b619-04b620-03b621-02b624-99b625-04b626-04b628-98(2021)b629-77(2021)b630-88(2001)b631-93(2021)b632/b632m-02b633-98e1b634-88(2021)e1中文名称测量金属粉末样品因热处理产生尺寸变化的试验方法硬质合金的耐磨性的试验方法铁青铜热处理轴承(油浸的)滑动电触点用复合材料的微型电刷制取规范锆及锆合金表面的去垢与冲洗测量滑动电触点电碰触噪音提炼铑电气接点用银币合金铝合金熔模铸件技术规范冲压的镍和镍钴合金管镍铁铬钼合金板、薄板及带材镍铁铬钼合金条无缝镍和镍钴合金管电子设备用高强度低传导率铜合金线unsno8904、unsno8925、unsno8031、unsno8932和unsno8926板、薄板及带材冲压的镍和镍钴合金管电碰触用银铜共晶合金电镀用钼和钼合金的制取电镀用铬的制取银钨电碰触材料铝合金合金钢提振板钢铁表面的电沉积锌镀层工程用铑电解沉积镀层b609/b609m-99(2021电气用淬火及中温淬火的1350型铝圆线-18-astm系列标准目录astm标准号b635-00(2021)e1b636-84(2001)b637-03b639-02b640-00b643-00e1b644-95(2021)b646-04b647-84(2000)b648-78(2000)b649-02b650-95(2002)b651-83(2001)b652/b652m-04b653/b653m-02b654/b654m-04b655/b655m-04b657-92(2000)b658/b658m-02b659-90(2021)b660-02b661-03b662-94(2000)中文名称镉锡机械沉积镀层用螺旋膨胀仪测量电镀金属镀层内应力的方法高温设备用结晶淬火镍合金棒、锻件及切削坯料的制取高温用沉积硬化钴合金(unsr30155andunsr30816)条材、棒材、锻件和切削坯料空调及空调设备用冲压铜及铜合金管及铜铍合金无缝管铜合金添加剂铝合金的平面快速反应断裂韧性试验铝合金断裂韧性试验用佩氏硬度仪测量铝合金压痕硬度的试验方法用巴氏压痕仪测量铝合金压痕硬度的试验方法镍铁铬钼铜低碳合金和镍铁铬钼铜氮低碳合金棒材及线材铁基物上电沉积工程镀铬层用双束干预显微镜测量镍+铬或铜+镍+铬电镀表面锈蚀部位的试验方法铌铪合金铸锭无缝和冲压锆及锆合金冲压管配件技术规范铌-铪再分金箔、薄板、带材和中厚板铌铪合金棒材,棍材和线硬质钨金微观结构的金相测定方法无缝和冲压锆及锆合金管道技术规范金属和无机物镀层厚度的测量方法铝及镁制品的外包装/装箱镁合金的热处理银钼电碰触材料-19-。
钢板超声波检测标准

钢板超声波检测标准钢板超声波检测是一种非破坏性检测方法,用于评估钢板内部的缺陷或异常情况。
这种检测方法可以使用超声波传感器将超声波发送到钢板并接收反射的超声波信号,从而识别可能存在的缺陷。
以下是一些常用的钢板超声波检测标准:1. ASTM E2104-19: "Standard Practice for Radiographic Examination of Advanced Aero and Turbine Materials and Components"2. ASTM E428-20: "Standard Practice for Fabrication and Control of Metal, Other than Aluminum, Reference Blocks Used in Ultrasonic Testing"3. ISO 10893-5:2011: "Non-destructive testing of steel tubes - Part 5: Magnetic particle inspection of seamless and welded ferromagnetic steel tubes for the detection of surface imperfections"4. EN 11666:2017: "Non-destructive testing of steel tubes - Part 1: Automatic electromagnetic testing of seamless and welded (except submerged arc-welded) steel tubes for the verification of hydraulic leak-tightness"5. GB/T 2970-2016: "Ultrasonic examination of steel plate"这些标准提供了指导,如何进行钢板超声波检测,测试设备的要求和标定规范等。
巴氏硬度计使用说明书

OU2800巴氏硬度计
沧州欧谱
一、概述
巴氏硬度计(巴柯尔硬度计)是一种压痕式硬度计,最早产自 美国。巴氏硬度计有三种型号,其中OU2800-1型巴氏硬度计是代 表型产品,应用量最大,一般提到巴氏硬度计主要是指OU2800-1 型。
巴氏硬度计主要应用于以下两个领域:其一是铝加工行业, 用于测试纯铝、较软的铝合金、较厚的铝合金、铝板带、铝型 材、铝棒、铝铸件、铝锻件及组装好的铝合金制品(铝合金门 窗、幕墙等)。相关标准是美国标准ASTM B68-00《使用巴氏硬 度计测量铝合金硬度的试验方法》。其二是玻璃钢行业,目前国 内外多数玻璃钢制品都要求测试巴氏硬度。相关标准是美国ASTM D2583-07《巴氏硬度计测量硬塑料压痕硬度的试验方法》,中国 标准GB/T3854-2005《增强塑料巴柯尔硬度试验方法》。巴氏硬度 计作为计量仪器还制定了相应的计量检定规程,即:JJG 610-1989 《巴克尔硬度计》。此规程用于新制造、使用中和维修后的巴氏 硬度计的检定。
4.1.3 示值检查。将仪器附带的硬度块置于坚硬平坦的表面 上,测试硬度块,两个硬度块的读数都应在其标示的范围硬度 内。如果超差,应按第5.3条进行示值校正。 4.2 试样要求
4.2.1 试样表面应光滑、清洁、无机械损伤。试样表面可做轻 度抛光以除去划痕或涂层。
-3-
OU2800巴氏硬度计
沧州欧谱
专用扳手,旋松锁紧螺母,旋动满度调整螺丝,旋松时指示值降 低,旋紧时指示值升高,调整后旋紧锁紧螺母,重新在玻璃板上 测试,指示值应指到100±1。如果还有偏差可重复上述操作,直 至指示表指示100±1时为止。 5.3 示值校正
旋动带有十字槽的负荷调整螺丝,旋紧时示值降低,旋松时 示值升高。反复调整直至示值处于硬度块标示的范围内。
聚醚酰亚胺砜和聚亚芳基硫醚的共混物和制备方法[发明专利]
![聚醚酰亚胺砜和聚亚芳基硫醚的共混物和制备方法[发明专利]](https://img.taocdn.com/s3/m/30b0f0c5aaea998fcd220e56.png)
专利名称:聚醚酰亚胺砜和聚亚芳基硫醚的共混物和制备方法专利类型:发明专利
发明人:H.拉玛林嘉姆,G.M.哈拉鲁尔,S.K.斯里拉玛基里,G.
查特杰,K.C.舍思,S.B.米什拉
申请号:CN201280046033.9
申请日:20120926
公开号:CN103814084A
公开日:
20140521
专利内容由知识产权出版社提供
摘要:一种组合物,其包括以下物质的相容共混物:i)15至45wt%的线性聚亚芳基硫醚,ii)50至85wt%的聚醚酰亚胺砜;和iii)1至3wt%的每分子平均具有2或更多个环氧基团的酚醛清漆树脂。
所述组合物可包括聚醚酰亚胺。
由该组合物制备的制品具有选自以下的性质:(i)拉伸强度大于或等于90兆帕(MPa),通过ASTM D638确定,(ii)冲击强度为大于或等于3千焦每平方米(kJ/m),通过ASTM
D256确定,(iii)断裂伸长率为大于或等于3%,通过ASTM D638确定,(iv)热变形温度大于或等于160℃,通过ASTM D648测得,以及前述性质中的两种或更多种的组合。
申请人:沙伯基础创新塑料知识产权有限公司
地址:荷兰贝亨奥普佐姆
国籍:NL
代理机构:北京市柳沈律师事务所
代理人:吴培善
更多信息请下载全文后查看。
astm a286 标准

astm a286 标准一、概述astm a286标准是用于描述和规定不锈钢的一种材料标准。
该标准由美国材料与试验协会(astm)制定,是工业生产、工程设计、材料采购和质量控制等领域的重要参考。
本文档将详细介绍astm a286标准的主要内容、应用范围、材料性能以及相关注意事项。
二、主要内容astm a286标准主要包括以下内容:1. 材料的化学成分:包括碳、硅、锰、磷、硫、铬、镍、铜、钼、钛等元素。
2. 机械性能:包括抗拉强度、屈服点、延伸率、硬度等。
3. 耐腐蚀性能:包括对各种腐蚀环境(如氧化、还原、应力腐蚀等)的适应性。
4. 焊接性能:对不同焊接方法的适应性,以及焊接后的热处理要求。
三、应用范围astm a286不锈钢广泛应用于石油、化工、核工业、航空航天、机械制造等领域。
其主要优势在于优异的强度和耐腐蚀性能,使其成为许多关键部件和系统的理想材料。
四、材料性能astm a286不锈钢的机械性能如下:1. 抗拉强度:σb≥650mpa;2. 屈服点:σ0.2≥550mpa;3. 延伸率:δ≥15%;4. 硬度:hb≤200。
五、注意事项在使用astm a286不锈钢时,应注意以下几点:1. 根据使用环境选择合适的材料等级;2. 严格按照焊接工艺进行焊接,并确保焊后热处理;3. 避免在腐蚀环境中使用;4. 定期进行材料性能检测,确保其符合要求。
六、总结astm a286标准是描述和规定不锈钢的重要材料标准,广泛应用于多个领域。
本文档介绍了该标准的主要内容、应用范围、材料性能以及使用注意事项,为读者提供了全面和实用的信息。
在使用该标准时,应遵循相关规定和注意事项,以确保材料的性能符合要求。
astm 蚊帐测试标准
astm 蚊帐测试标准
ASTM国际标准是由美国材料与试验协会(American Society
for Testing and Materials)制定的一系列标准,涵盖了多个领域,包括蚊帐测试标准。
ASTM F3067-14是关于蚊帐材料和结构的标准
规范,其中包括了蚊帐的性能要求和测试方法。
ASTM F3067-14标准涉及蚊帐的材料、结构和性能要求,以确
保其在阻挡蚊虫和其他昆虫方面的有效性。
该标准涵盖了蚊帐的尺寸、材料的透气性、耐磨性、抗拉强度、防水性能等方面的要求。
此外,标准还包括了蚊帐的使用寿命、清洁和维护等方面的指导。
在ASTM F3067-14标准中,还包括了蚊帐的测试方法,例如用
于测量蚊帐透气性能的测试方法、用于评估蚊帐材料抗拉强度的测
试方法等。
这些测试方法旨在确保蚊帐在实际使用中能够有效地阻
挡蚊虫,同时具有足够的耐久性和舒适性。
总的来说,ASTM F3067-14标准为蚊帐的设计、材料选择和性
能评估提供了指导,帮助制造商和消费者确保蚊帐的质量和有效性。
这些标准也有助于确保蚊帐在不同环境条件下的稳定性和可靠性,
从而提高了蚊帐的实用性和安全性。
哈拉涂层阀门标准
哈拉涂层阀门标准哈拉涂层阀门标准(Halar Coated Valves Standards)是指阀门的涂层和涂覆标准,其中哈拉涂层(Halar Coating)是一种特殊的氟塑料涂层材料,具有耐腐蚀、防腐和耐化学物质侵蚀等特点。
目前,关于哈拉涂层阀门的标准主要参考于涂覆标准和阀门制造标准,并根据特殊的需求和行业要求进行制定。
以下是一些常见的标准和规范的参考:1. ASTM F2262 - Standard Specification for Crosslinked Polyethylene/Aluminum/Crosslinked Polyethylene (PEX-AL-PEX) Pressure Pipe Coatings for Use in Underground Fuel Gas Storage Tanks, Alarms, and Vapor Recovery Piping Systems2. ISO 2081 - Metallic and other inorganic coatings - Electroplated coatings of zinc with supplementary treatments on iron or steel3. NACE SP0188 - Discontinuity (Holiday) Testing of New Protective Coatings on Conductive Substrates这些标准主要涵盖了涂层的物理性能、化学耐受性、防腐和耐蚀性能等方面的要求。
具体的标准要求和检测方法可能会因国家、地区和行业而有所不同。
如果您需要了解关于哈拉涂层阀门的具体标准和规范,建议您参考相关的行业协会、阀门制造商、涂层供应商或与专业的工程师和设计师进行咨询,以获取最新和最准确的信息。
巴斯夫ULTRAMID
安全技术说明书页: 1/10 巴斯夫安全技术说明书按照GB/T 16483编制日期 / 本次修订: 07.02.2023版本: 2.0日期/上次修订: 15.03.2013上次版本: 1.0日期 / 首次编制: 15.03.2013产品: ULTRAMID® 8232GHSFR WC35(2U)-A POLYAMIDE(30218605/SDS_GEN_CN/ZH)印刷日期 03.09.20231. 化学品及企业标识ULTRAMID® 8232GHSFR WC35(2U)-A POLYAMIDE推荐用途: 聚合物, 仅用于工业生产公司:巴斯夫(中国)有限公司中国上海浦东江心沙路300号邮政编码 200137电话: +86 21 20391000传真号: +86 21 20394800E-mail地址: **********************紧急联络信息:巴斯夫紧急热线中心(中国)+86 21 5861-1199巴斯夫紧急热线中心(国际):电话: +49 180 2273-112Company:BASF (China) Co., Ltd.300 Jiang Xin Sha RoadPu Dong Shanghai 200137, CHINA Telephone: +86 21 20391000Telefax number: +86 21 20394800E-mail address: ********************** Emergency information:Emergency Call Center (China):+86 21 5861-1199International emergency number: Telephone: +49 180 2273-1122. 危险性概述纯物质和混合物的分类:根据 GHS 标准,该产品不需要进行分类。
标签要素和警示性说明:巴斯夫安全技术说明书日期 / 本次修订: 07.02.2023版本: 2.0产品: ULTRAMID® 8232GHSFR WC35(2U)-A POLYAMIDE(30218605/SDS_GEN_CN/ZH)印刷日期 03.09.2023 根据GHS标准,该产品不需要添加危险警示标签其它危害但是不至于归入分类:注意有关存储和操作的规定或注解,无已知特殊危害。
雨伞伞架做加州65的检测需要什么要求

雨伞伞架做加州65的检测需要什么要求
条例规定,根据24小时醋酸铅溶液测试结果,扁平陶瓷餐具(例如碟子)的食物接触面所释出的铅,浓度不得超过百万分之0.226 (0.226 ppm),陶瓷空心餐具(例如茶杯和水杯)内部食物接触面所释出的铅,浓度不得超过0.100ppm。
陶瓷餐具方面,假若根据醋酸铅溶液测试结果,扁平陶瓷餐具的食物接触面所释出的铅,浓度不超过0.226ppm,陶瓷空心餐具内部食物接触面所释出的铅,浓度不超过0.100ppm,同时达到适用于玻璃器具的标准,则可毋须附上关于外部装饰的警告字句。
根据ASTM C-927测试结果,产品的边唇范围所释出的铅和镉亦分别不得超过每毫升 0.050微克及每毫升4.00微克。
根据《第65号提案》,假若陶瓷餐具所含物质超标,供应商必须加上警告标签。
例如,含有已知可致癌化学物质的消费品,须附上「Warning: this product contains a chemical known to the State of California to cause cancer」(警告:本产品含有加州当局已知可致癌的化学物质) 的警告字句。
假若产品含有已知可损害生殖系统的化学物质,则须加上「Warning: This product contains a chemical known to the State of California to cause defects or other reproductive harm」(警告:本产品含有加州当局已知可导致生殖系统受损的化学物质) 的警告字句。
提醒出口美国加州有关企业,尽早进行技术评估和准备,确保有装饰的玻璃及陶瓷器具符合《第65号提案》的规定,以免造成不必要损失。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Designation:B862–06Standard Specification forTitanium and Titanium Alloy Welded Pipe1This standard is issued under thefixed designation B862;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1This specification covers the requirements for29grades of titanium and titanium alloy welded pipe intended for general corrosion resisting and elevated temperature service as follows: 1.1.1Grade1—Unalloyed titanium,low oxygen,1.1.2Grade2—Unalloyed titanium,standard oxygen,1.1.3Grade3—Unalloyed titanium,medium oxygen,1.1.4Grade5—Titanium alloy(6%aluminum,4%vana-dium),1.1.5Grade7—Unalloyed titanium plus0.12%to0.25% palladium,standard oxygen,1.1.6Grade9—Titanium alloy(3%aluminum,2.5%va-nadium),1.1.7Grade11—Unalloyed titanium plus0.12%to0.25% palladium,low oxygen,1.1.8Grade12—Titanium alloy(0.3%molybdenum,0.8%nickel),1.1.9Grade13—Titanium alloy(0.5%nickel,0.05%ru-thenium),low oxygen,1.1.10Grade14—Titanium alloy(0.5%nickel,0.05% ruthenium),standard oxygen,1.1.11Grade15—Titanium alloy(0.5%nickel,0.05% ruthenium),medium oxygen,1.1.12Grade16—Unalloyed titanium plus0.04%to0.08%palladium,standard oxygen,1.1.13Grade17—Unalloyed titanium plus0.04%to0.08%palladium,low oxygen,1.1.14Grade18—Titanium alloy(3%aluminum,2.5% vanadium plus0.04%to0.08%palladium),1.1.15Grade19—Titanium alloy(3%aluminum,8% vanadium,6%chromium,4%zirconium,4%molybdenum), 1.1.16Grade20—Titanium alloy(3%aluminum,8% vanadium,6%chromium,4%zirconium,4%molybdenum) plus0.04%to0.08%palladium,1.1.17Grade21—Titanium alloy(15%molybdenum,3% aluminum,2.7%niobium,0.25%silicon),1.1.18Grade23—Titanium alloy(6%aluminum,4% vanadium,extra low interstitial,ELI),1.1.19Grade24—Titanium alloy(6%aluminum,4% vanadium)plus0.04%to0.08%palladium,1.1.20Grade25—Titanium alloy(6%aluminum,4% vanadium)plus0.3%to0.8%nickel and0.04%to0.08% palladium,1.1.21Grade26—Unalloyed titanium plus0.08%to0.14%ruthenium,1.1.22Grade27—Unalloyed titanium plus0.08%to0.14%ruthenium,1.1.23Grade28—Titanium alloy(3%aluminum,2.5% vanadium)plus0.08%to0.14%ruthenium,1.1.24Grade29—Titanium alloy(6%aluminum,4% vanadium with extra low interstitial elements(ELI))plus0.08%to0.14%ruthenium,1.1.25Grade33—Titanium alloy(0.4%nickel,0.015% palladium,0.025%ruthenium,0.15%chromium),1.1.26Grade34—Titanium alloy(0.4%nickel,0.015% palladium,0.025%ruthenium,0.15%chromium),1.1.27Grade35—Titanium alloy(4.5%aluminum,2% molybdenum,1.6%vanadium,0.5%iron,0.3%silicon), 1.1.28Grade37—Titanium alloy(1.5%aluminum),and 1.1.29Grade38—Titanium alloy(4%aluminum,2.5% vanadium,1.5%iron).1.2Pipe8in.NPS(nominal pipe size)and larger is most frequently custom made for an order.In such cases,the purchaser carefully should consider the applicability of this specification.Since the pipe is custom made,the purchaser may choose a wall thickness other than those in Table1to meet specific operating conditions.The purchaser may also be better served to specify only the portions of this specification that are required to meet the operating conditions(for example,anneal-ing,flattening test,chemistry,properties,etc.).1.3The values stated in inch-pound units are to be regarded as standard.The values given in parentheses are mathematical conversions to SI units that are provided for information only and are not considered standard.1.4Optional supplementary requirements are provided for pipe where a greater degree of testing is desired.These supplementary requirements may be invoked by the purchaser, when desired,by specifying in the order.1This specification is under the jurisdiction of ASTM Committee B10onReactive and Refractory Metals and Alloys and is the direct responsibility ofSubcommittee B10.01on Titanium.Current edition approved April1,2006.Published May2006.Originallyapproved st previous edition approved in2005as B862–05e1.1Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.2.Referenced Documents 2.1ASTM Standards:2A 370Test Methods and Definitions for Mechanical Testing of Steel ProductsB 600Guide for Descaling and Cleaning Titanium and Titanium Alloy SurfacesE 8Test Methods for Tension Testing of Metallic Materials E 29Practice for Using Significant Digits in Test Data to Determine Conformance with SpecificationsE 120Test Methods for Chemical Analysis of Titanium and Titanium Alloys 3E 1409Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by the Inert Gas Fusion TechniqueE 1417Practice for Liquid Penetrant TestingE 1447Test Method for Determination of Hydrogen in Titanium and Titanium Alloys by the Inert Gas FusionThermal Conductivity/Infrared Detection Method 2.2ANSI/ASME Standards:4B.1.20.1Pipe Threads,General Purpose (Inch)B 36.10Carbon,Alloy and Stainless Steel Pipes B 36.19M-1985Stainless Steel PipeASME Boiler and Pressure Vessel Code,Section VIII 3.Terminology 3.1Definitions:3.1.1lot ,n —a number of pieces of pipe of the same nominal size and wall thickness manufactured by the same process from a single heat of titanium or titanium alloy and heat treated by the same furnace parameters in the same furnace.3.1.2welded pipe ,n —a hollow tubular product produced by forming flat-rolled product and seam welding to make a right circular cylinder.4.Ordering Information4.1Orders for materials under this specification shall in-clude the following information as required:4.1.1Quantity,4.1.2Grade number (Section 1and Table 2),TABLE 2Chemical Requirements AComposition,%ElementGrade 1Grade 2Grade 3Grade 5Grade 7Grade 9Grade 11Grade 12Grade 13Nitrogen,max 0.030.030.050.050.030.030.030.030.03Carbon,max0.080.080.080.080.080.080.080.080.08Hydrogen,B ,C max 0.0150.0150.0150.0150.0150.0150.0150.0150.015Iron,max 0.200.300.300.400.300.250.200.300.20Oxygen,max 0.180.250.350.200.250.150.180.250.10Aluminum ......... 5.5–6.75... 2.5–3.5.........Vanadium ......... 3.5–4.5... 2.0–3.0 (i)...........................Ruthenium ........................0.04–0.06Palladium ............0.12–0.25...0.12–0.25......Cobalt...........................Molybdenum .....................0.2–0.4...Chromium ...........................Nickel .....................0.6–0.90.4–0.6Niobium ...........................Zirconium ...........................Silicon...........................Residuals,D ,E ,F max each 0.10.10.10.10.10.10.10.10.1Residuals,D ,E ,F max total 0.40.40.40.40.40.40.40.40.4Titanium Gbalancebalancebalancebalancebalancebalancebalancebalancebalance2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.3Withdrawn.4Available from American National Standards Institute (ANSI),25W.43rd St.,4th Floor,New York,NY10036.3TABLE2ContinuedComposition,%ElementGrade14Grade15Grade16Grade17Grade18Grade19Grade20Grade21Grade23Grade24 Nitrogen,max0.030.050.030.030.030.030.030.030.030.05 Carbon,max0.080.080.080.080.080.050.050.050.080.08 Hydrogen,B,C max0.0150.0150.0150.0150.0150.020.020.0150.01250.015 Iron,max0.300.300.300.200.250.300.300.400.250.40 Oxygen,max0.150.250.250.180.150.120.120.170.130.20 Aluminum............ 2.5–3.5 3.0–4.0 3.0–4.0 2.5–3.5 5.5–6.5 5.5–6.75 Vanadium............ 2.0–3.07.5–8.57.5–8.5... 3.5–4.5 3.5–4.5 Tin.............................. Ruthenium0.04–0.060.04–0.06........................ Palladium......0.04–0.080.04–0.080.04–0.08...0.04–0.08......0.04–0.08 Cobalt.............................. Molybdenum............... 3.5–4.5 3.5–4.514.0–16.0...... Chromium............... 5.5–6.5 5.5–6.5.........Nickel0.4–0.60.4–0.6........................ Niobium..................... 2.2–3.2...... Zirconium............... 3.5–4.5 3.5–4.5......... Silicon.....................0.15–0.25...... Residuals,D,E,F maxeach0.10.10.10.10.10.150.150.10.10.1Residuals,D,E,F maxtotal0.40.40.40.40.40.40.40.40.40.4 Titanium G balance balance balance balance balance balance balance balance balance balanceComposition,%ElementGrade25Grade26Grade27Grade28Grade29Grade33Grade34Grade35Grade37Grade38Nitrogen,max0.050.030.030.030.030.030.050.050.030.03 Carbon,max0.080.080.080.080.080.080.080.080.080.08 Hydrogen,B,Cmax0.01250.0150.0150.0150.0150.0150.0150.0150.0150.015Iron,max orrange0.400.300.200.250.250.300.300.20–0.800.30 1.2–1.8Oxygen,max orrange0.200.250.180.150.130.250.350.250.250.20–0.30 Aluminum 5.5–6.75...... 2.5–3.5 5.5–6.5...... 4.0–5.0 1.0–2.0 3.5–4.5 Vanadium 3.5–4.5...... 2.0–3.0 3.5–4.5...... 1.1–2.1... 2.0–3.0 Tin.............................. Ruthenium...0.08–0.140.08–0.140.08–0.140.08–0.140.02-0.040.02-0.04......... Palladium0.04–0.08............0.01-0.020.01-0.02......... Cobalt.............................. Molybdenum..................... 1.5–2.5...... Chromium...............0.1-0.20.1-0.2.........Nickel0.3–0.8............0.35-0.550.35-0.55......... Niobium.............................. Zirconium.............................. Silicon.....................0.20–0.40...... Residuals,D,E,Fmax each0.10.10.10.10.10.10.10.10.10.1Residuals,D,E,Fmax total0.40.40.40.40.40.40.40.40.40.4 Titanium G balance balance balance balance balance Remainder Remainder Remainder Remainder balanceA Analysis shall be completed for all elements listed in this table for each grade.The analysis results for the elements not quantified in the table need not be reported unless the concentration level is greater than0.1%each or0.4%total.B Lower hydrogen may be obtained by negotiation with the manufacturer.C Final product analysis.D Need not be reported.E A residual is an element present in a metal or an alloy in small quantities and is inherent to the manufacturing process but not added intentionally.In titanium these elements include aluminum,vanadium,tin,chromium,molybdenum,niobium,zirconium,hafnium,bismuth,ruthenium,palladium,yttrium,copper,silicon,cobalt,tantalum, nickel,boron,manganese,and tungsten.F The purchaser may,in his written purchase order,request analysis for specific residual elements not listed in this specification.G The percentage of titanium is determined by difference.4.1.3Nominal pipe size and schedule(Table1),4.1.4Diameter tolerance(see9.2),4.1.5Method of manufacture andfinish(Sections5and10), 4.1.6Product analysis,if required(Sections6and7;Table 2and Table3),4.1.7Mechanical properties,(Sections8,11,13,14,and15,and Table4),4.1.8Packaging(Section22),4.1.9Inspection and test reports(Sections18,19and20),and44.1.10Supplementary requirements.5.Manufacture5.1Welded pipe shall be made from annealed flat-rolled products by a welding process that will yield a product meeting the requirements of this specification.As shown in Table 5,filler metal,if used,shall be of the same grade as the base metal,or the next lower strength grade of similar composition for welding Grades 2,3,5,7,14,or 15.For welding Grades 1,9,11,12,13,18,19,20,21,23,24,or 25the filler metal,if used,shall be the same as the grade specified.For Grade 16,filler metal of Grades 7,11,16,or 17shall be used.For Grade 17,filler metal of Grade 11or 17shall be used.5.1.1Welded pipe may be further reduced by cold working or hot working.Cold reduced pipe shall be annealed after cold working at a temperature of not less than 1000°F.Hot worked pipe finished above 1400°F (760°C)need not be further heat treated.5.2Pipe shall be furnished as follows unless otherwise specified:5.2.1Grades 1,2,7,11,13,14,16,17,33,and 37shall be furnished as welded or annealed.5.2.2Grades 3,12,15,and 34shall be furnished as annealed.5.2.3Grade 5,Grade 23,Grade 24,Grade 25,or Grade 35shall be furnished as annealed,or aged.5.2.4Grade 9,Grade 18,or Grade 38shall be furnished as annealed.5.2.5Grade 19,Grade 20,or Grade 21shall be furnished as solution treated,or solution treated and aged.6.Chemical Composition6.1The grades of titanium and titanium alloy metal covered by this specification shall conform to the requirements of the chemical compositions shown in Table 2.6.1.1The elements listed in Table 2are intentional alloy additions or elements that are inherent to the manufacture of titanium sponge,ingot,or mill product.6.1.1.1Elements other than those listed in Table 2are deemed to be capable of occurring in the grades listed in Table 2by and only by way of unregulated or unanalyzed scrap additions to the ingot melt.Therefore,product analysis for elements not listed in Table 2shall not be required unless specified and shall be considered to be in excess of the intent of this specification.6.1.2Elements intentionally added to the melt must be identified,analyzed,and reported in the chemical analysis.6.2When agreed upon by the producer and purchaser and requested by the purchaser in a written purchase order,chemi-cal analysis shall be completed for specific residual elements not listed in this specification.6.3At least two samples for chemical analysis shall be tested to determine chemical composition.Samples shall be taken from the ingot or the opposite extremes of the product to be analyzed.7.Product Analysis7.1When requested by the purchaser and stated in the purchase order,an analysis of chemical composition shall be made on the finished product.7.2The product analysis tolerances listed in Table 3do not broaden the specified analysis requirements but cover varia-tions between different laboratories in the measurement of chemical content.The manufacturer shall not ship finished product outside of the limits specified in Table 2for the applicable grade.8.Tensile Requirements8.1The tensile properties of the pipe,in the condition specified,shall conform to the room temperature requirements of Table 4.Mechanical properties for other conditions may be established by written agreement between the manufacturer and the purchaser.9.Permissible Variations in Dimensions9.1A system of standard pipe sizes approved by ANSI as American National Standard for Stainless Steel Pipe (ANSI/ASME B 36.19M-1985)reproduced as Table 1shall apply.9.2Permissible variations in dimensions at any point in the length of the pipe shall conform to the following:9.2.1Variations in outside diameter,unless otherwise speci-fied,shall not exceed the limits prescribed in Table 6.For diameters greater than 30in.,the diameter shall not exceed 60.5%of the specified outside diameter.The tolerances on the outside diameter include ovality except as provided for in 9.2.2and 9.2.3.9.2.2Thin-wall pipe usually develops significant ovality (out-of-roundness)during final annealing,straightening,or both.Thin-wall pipe are defined as having a wall thickness of 3%or less of the outside diameter.TABLE 3Permissible Variations in Product AnalysisElementProduct Analysis Limits,Max or Range,%Permissible Variation in Product Analysis Aluminum 0.5to 2.560.20Aluminum 2.5to 6.7560.40Carbon 0.10+0.02Chromium 0.1to 0.260.02Chromium 5.5to 6.560.30Hydrogen 0.02+0.002Iron 0.80+0.15Iron1.2to 1.860.20Molybdenum 0.2to 0.460.03Molybdenum 1.5to 4.560.20Molybdenum 14.0to 16.060.50Nickel 0.3to 0.960.05Niobium2.2to3.260.15Nitrogen 0.05+0.02Oxygen 0.30+0.03Oxygen 0.31to 0.4060.04Palladium 0.01to 0.0260.002Palladium 0.04to 0.0860.005Palladium 0.12to 0.2560.02Ruthenium 0.02to 0.0460.005Ruthenium 0.04to 0.0660.005Ruthenium 0.08to 0.1460.01Silicon 0.06to 0.4060.02Vanadium 2.0to 4.560.15Vanadium 7.5to 8.560.40Zirconium3.5to4.560.20Residuals A (each)0.15+0.02AA residual is an element in a metal or alloy in small quantities inherent to the manufacturing process but not added intentionally.59.2.3The diameter tolerances of Table 6are not sufficient to provide for additional ovality expected in thin-wall pipe and are applicable only to the mean of the extreme (maximum and minimum)outside diameter readings in any one cross section.However,for thin-wall pipe the difference in extreme outside diameter readings (ovality)in any one cross section shall not exceed 1.5%of the specified outside diameter.9.2.4Straightness shall be determined by using a 10ft (3m)straight edge placed so that both ends of the straight edge are in contact with the pipe.The separation between the straight edge and the pipe shall not exceed 0.250in.at any point.9.2.5Thickness of the wall shall be measured by any appropriate means.The variation in thickness at any point shall not be more than 612.5%of the nominal wall thickness specified,unless otherwise agreed upon between the purchaser and manufacturer at the time of the order.Maximum reinforce-ment of the weld shall conform to the values prescribed in Table 7.9.2.6Length —Pipe shall be furnished in lengths as speci-fied in the purchase order.The length tolerance for pipe ordered in specified lengths of 24ft or less shall be plus 1⁄4in.(6.4mm)minus zero.Random lengths of pipe and lengths of pipe overTABLE 4Tensile Requirements ATensile Strength,minYield Strength (0.2%Offset)Elongation 2in.or 50mm,gage length,min %Grade minmaxksi (MPa)ksi (MPa)ksi (MPa)135(240)20(138)45(310)24250(345)40(275)65(450)20365†(450)†55(380)80(550)185130(895)120(828)......105B 60(1103)150(1034)......6750(345)40(275)65(450)20990(620)70(483)......151135(240)20(138)45(310)241270(483)50(345)......181340(275)25(170)......241460(410)40(275)......201570(483)55(380)......181650(345)40(275)65(450)201735(240)20(138)45(310)241890(620)70(483)......1519C 115(793)110(759)......1519B 135(930)130(897)159(1096)1019B 165(1138)160(1103)185(1276)520C 115(793)110(759)......1520B 135(930)130(897)159(1096)1020B 165(1138)160(1103)185(1276)521C 115(793)110(759)......1521B 140(966)130(897)159(1096)1521B 170(1172)160(1104)185(1276)823120(828)110(759)......1024130(895)120(828)......1025130(895)120(828)......102650(345)40(275)65(450)202735(240)20(138)45(310)242890(620)70(483)......1529120(828)110(759)......103350(345)40(275)65(450)203465(450)55(380)80(550)1835130(895)120(828)......53750(345)31(215)65(450)2038130(895)115(794)......10A Properties for as welded or annealed condition except as noted.BProperties for material in the solution treated and aged condition.CProperties for material in the solution treated condition.†Tensile strength for Grade 3was corrected editorially.TABLE 5Permissible Filler MetalBase Metal Filler Metal Grade 1Grade 1Grade 2Grade 1or 2Grade 3Grade 2or 3Grade 5Grade 5or 23Grade 7Grade 7or 11Grade 9Grade 9Grade 11Grade 11Grade 12Grade 12Grade 13Grade 13Grade 14Grade 13or 14Grade 15Grade 14or 15Grade 16Grade 7,11,16,or 17Grade 17Grade 11or 17Grade 18Grade 18Grade 19Grade 19Grade 20Grade 20Grade 21Grade 21Grade 23Grade 23Grade 24Grade 24Grade 25Grade 25Grade 33Grade 33Grade 34Grade 33or 34Grade 35Grade 35Grade 38Grade38624ft may be ordered and the maximum and minimum lengths supplied shall be specified in a purchase order.10.Finish10.1Thefinished pipe shall be straight and shall have smooth ends,be free of burrs,and shall be free of injurious external and internal imperfections.Minor defects may be removed,providing the dimensional tolerances of Section17 are not exceeded.Unless otherwise specified,the pipe shall be furnished free of scale.11.Number of Tests11.1Tests shall be made as follows on2%of the process length pipes selected at random,from each lot,but in no case shall less than one pipe be tested.Results of the following tests shall be reported to the purchaser or their representative. 11.1.1One tension test from each pipe selected.11.1.2The guided bend test orflattening test specified in 14.1and14.2.11.2If any test specimen shows defective machining or developsflaws due to the preparation,the specimen may be discarded and another substituted.11.3If the percentage of elongation of any tension test specimen is less than that specified in8.1,and any part of the fracture is more than3⁄4in.(19mm)from the center of the gage length as indicated by scratches marked on the specimen before testing,the specimen may be discarded and another substituted.11.4Each length of pipe shall be subjected to the hydro-static test specified in15.1and15.2.12.Retests12.1If the chemical or mechanical test results of any lot are not in conformance with the requirements of this specification, the lot may be retested at the option of the manufacturer.The frequency of the retest will be double the initial number of tests.If the results of the retest conform to the specification, then the retest values will become the test values for certifica-tion.Only original conforming test results or conforming retest results shall be reported to the purchaser.If the results for the retest fail to conform to the specification,the material will be rejected in accordance with Section19.13.Test Specimens and Methods of Testing13.1The test specimens and the tests required by this specification shall conform to those described in Test Methods and Definitions A370.Test specimens shall be cut from the welded pipe except as specified in13.2.13.2For pipe sizes over14in.outside diameter,a prolon-gation made from the same heat of raw material and subjected to all welding and heat treatment procedures as the ordered pipe may be used for mechanical property testing instead of testing the ordered pipe.13.3All routine mechanical tests shall be made at room temperature.13.4For referee purposes,Test Methods A370,E8,E120, E1409,and E1447shall be used.14.Pipe Weld Quality Tests14.1Assessment of pipe weld quality shall be performed by either theflattening test or the guided bend test.Test specimens shall be selected randomly from each lot of pipe manufactured. Test plates of the same material may be attached to the pipe and welded as prolongations of the pipe longitudinal seam.See Table7.14.1.1Guided Bend Test—For Grades1,2,7,11,13,14, 16,17,and33a longitudinal or transverse guided bend test of the weld shall be performed in accordance with the method outlined in the ASME Boiler and Pressure Vessel Code, Section VIII,Paragraph UNF-95.The ductility of the weld shall be considered acceptable when there is no evidence of cracks after bending in the weld or between the weld and the tube metal.Test specimens shall be randomly selected from the pipe manufactured in accordance with13.1,13.2,and11.1.2.14.1.2For Grades3,5,9,12,15,18,19,20,21,23,24,25, 34,35,37,and38the requirements for the guided bend test shall be negotiated between the manufacturer and the pur-chaser.14.2Flattening Test—Welded pipe in thefinal condition shall be capable of withstanding,without cracking,flattening under a load applied gradually at room temperature until the distance between the load platens is H inches.The weld shallTABLE6Permissible Variations in DiameterNominal Outside Diameter(NPS)APermissible Variations inOutside DiameterOver Under1⁄8in.to11⁄2in.(3.2mm to38mm)1⁄64in.(0.397mm)1⁄32in.(0.794mm) over11⁄2in.to4in.(38mm to102mm)1⁄32in.(0.794mm)1⁄32in.(0.794mm) over4in.to8in.(102mm to203mm)1⁄16in.(1.588mm)1⁄32in.(0.794mm) over8in.to18in.(203mm to432mm)3⁄32in.(2.382mm)1⁄32in.(0.794mm) over18in.to26in.(432mm to660mm)1⁄8in.(3.175mm)1⁄32in.(0.794mm) over26in.to30in.(660mm to762mm)5⁄32in.(3.969mm)1⁄32in.(0.794mm) A NPS=nominal pipe size.TABLE7Maximum Weld ReinforcementActual Material Thickness,in.Maximum Reinforcement,in.(mm) CircumferentialJointsin PipeOther WeldsLess than3⁄323⁄32(2.832)1⁄32(0.794)3⁄32to3⁄16,incl.1⁄8(3.175)1⁄16(1.588)Over3⁄16to1⁄2,incl.5⁄32(3.969)3⁄32(2.832)Over1⁄2to1,incl.3⁄16(4.764)3⁄32(2.832)Over1to2,incl.1⁄4(6.35)1⁄8(3.175)Over2to3,incl.1⁄4(6.35)5⁄32(3.969)Over3to4,incl.1⁄4(6.35)7⁄32(5.558)Over4to5,incl.1⁄4(6.35)1⁄4(6.35)Over55⁄16(7.94)5⁄16(7.94)7be positioned at either90°or270°to the direction of the applied load.H is calculated as follows:H,in.~mm!5~11e!te1~t/D!(1)where:H=minimumflattened height,in.(mm),t=nominal wall thickness,in.(mm),D=nominal pipe outside diameter,in.(mm)(not pipe size),andFor Grades1,2,3,7,11,13,14,16and17:e=0.04through1in.pipe size,ande=0.06over1in.pipe size.For grades not shown above,the requirements for the flattening test shall be negotiated between the manufacturer and purchaser.14.2.1All calculations are rounded to two decimal places. Examination for cracking shall be by the unaided eye.14.2.2When low D–to–t ratio tubular products are tested, because the strain imposed due to geometry is unreasonably high on the inside surface at the six and twelve o’clock locations,cracks at these locations shall not be cause for rejection if the D–to–t ratio is less than ten(10).15.Hydrostatic Test15.1Each length of pipe shall withstand,without showing bulges,leaks,or other defects,an internal hydrostatic pressure that will produce in the pipe wall a stress of50%of the minimum specified yield strength at room temperature.This pressure shall be determined by the equation:P5SEt/~R o20.4t!(2) where:P=minimum hydrostatic test pressure,psi(MPa),S=allowablefiber stress of one-half the minimum yield strength,psi(MPa),t=wall thickness,in.(mm),R o=outside tube radius,in.(mm),andE=0.85for welded pipe.15.2The maximum hydrostatic test pressure shall not ex-ceed2500psi(17.2MPa)for sizes3in.(76mm)and under,or 2800psi(19.3MPa)for sizes over3in.(76mm).Hydrostatic pressure shall be maintained for not less than5s.When requested by the purchaser and so stated in the order,pipe in sizes14in.(356mm)in diameter and smaller,shall be tested to one and one-half times the specified working pressure, provided thefiber stress corresponding to those test pressures does not exceed one-half the minimum specified yield strength of the material,as determined by the equation given in15.1. When one and one-half times the working pressure exceeds 2800psi(19.3MPa),the hydrostatic test pressure shall be as agreed upon between the manufacturer and the purchaser.16.Referee Test and Analysis16.1In the event of disagreement between the manufacturer and the purchaser on the conformance of the material to the requirements of this specification,a mutually acceptable ref-eree shall perform the tests in question.The referee’s testing shall be used in determining conformance of the material to this specification.17.Rounding-Off Procedure17.1For purposes of determining conformance with the specifications contained herein,an observed or a calculated value shall be rounded off to the nearest“unit”in the last right-hand significant digit used in expressing the limiting value.This is in accordance with the round-off method of Practice E29.18.Inspection18.1All specified tests and inspection shall be made prior to shipment and at the manufacturer’s expense unless otherwise specified,and shall be so conducted as not to interfere unnecessarily with the operation of the works.When purchaser inspection is specified in the order,the manufacturer shall notify the purchaser in time so that the purchaser may have his inspector present to witness any part of the tests desired. 19.Rejection19.1Material not conforming to this specification or to authorized modifications shall be subject to rejection.Unless otherwise specified,rejected materials may be returned to the manufacturer at the manufacturer’s expense,unless the pur-chaser receives,within three weeks of notice of rejection,other instructions for disposition.19.2Each length of pipe received from the manufacturer may be inspected by the purchaser.Pipe not meeting the requirements of this specification or requirements specified in a purchase order may be rejected and the manufacturer shall be notified.Disposition of rejected material shall be as stated in19.1.20.Certification20.1If so requested by the purchaser,the manufacturer shall supply at least one copy of his report certifying that the material supplied has been manufactured,sampled,tested,and inspected in accordance with the requirements of this specifi-cation and that the results of chemical analysis and mechanical tests meet the requirements of this specification for the appropriate grade.20.2A certification shall be the basis of acceptance of the material and shall state that the material conforms to the requirements of this specification.The manufacturer shall report in the certification the results of the chemical analyses, mechanical property tests,and any supplementary tests made in accordance with this specification.If mechanical property testing was performed on a prolongation as specified in13.2, the width of the gage length tested shall be reported in the certification.21.Product Marking21.1Each length of pipe3⁄8in.(9.5mm)nominal diameter and larger,manufactured in accordance with this specification, shall be legibly marked,either by stenciling,stamping,or rolling the following data:21.1.1Manufacturer’s private identificationmark, 8。