【文献综述】水泵抗汽蚀、磨损防护技术的研究进展
浅议发动机水泵汽蚀现象及预防措施
作,同时能够消除汽蚀现 象引起 的高频压力冲击产 生的噪声。 关键 词 :闭式强制冷却 系统 ;压 力盖开启压力 ;水泵 ;汽蚀
c a v i t ti a o n o f t h e e n g i n e wa t e r p u mp t o a s s u r a n c e n o r ma l w o r k o f t h e w a t e r p mp u , b u t a l s o i t C n a e l i mi n a t e h i 曲一 r f e q u e n c y
( 安徽江淮汽车股份有 限公司,安徽 合肥 2 3 0 6 0 1 )
摘 要 :气 蚀 现 象 在 水 泵 的工 作 环 境 下 经 常 发 生 。发 动机 水 泵 汽 蚀 现 象 会 导 致 水 泵 流 量 下 降 , 噪声 激 增 ,输 出流 量
和压力剧烈波动 ,系统无法稳定地工作 。可 以从很多方面改善发动机水泵气蚀 ,例如水泵本 身结构设计 ,发动机 水 道结构设计 ,整车冷却系统 结构 设计等等均可改善发动机水泵气蚀现 象。本文主要讨论气蚀 发生的原因、现象 以及 从几个方面改善 的措施 ,最重要 的是从冷却系 统结构设计改善水泵的气蚀现象 。 合理 的冷却系统配置和布置 能够有 效避 免发动机水泵 的汽蚀现 象 。目前 卡车冷却系统大 多采用 闭式 强制冷却 系统,其主要依靠压力盖来 实现 。压力盖
Li u Xi a o mi n g , Che n Ka i c ha o
对煤矿主排水泵汽蚀损伤机理论文
对煤矿主排水泵汽蚀损伤机理的研究[摘要]:通过对汽蚀产生原因的分析和实验研究,表明煤矿主排水泵叶轮破坏主要是汽蚀造成的,提出了进一步净化矿水是避免煤矿主排水泵汽蚀和提高叶轮寿命的一个有效途径。
[关键词]:排水泵叶轮汽蚀损伤中图分类号:s276 文献标识码:s 文章编号:1009-914x (2012)12- 0229 -01一、引言。
长期以来,困扰水泵正常运行的一大难题就是水泵叶轮叶片的损坏问题,产生这种破坏的主要原因,往往是叶轮在转换和传递能量过程中,由于汽蚀而产生的叶轮叶片损坏。
在以往的研究中,许多学者从汽蚀余量和水泵安装高度出发,对泵产生汽蚀的原固以及预防进行了大量的研究。
而这一点正是设计人员在煤矿排水设备的制造、安装过程中重点考虑的问题.在实际使用过程中,真正使煤矿主排水泵叶轮遭到破坏的根本原因是由于水中的固体颗粒的存在,增加了汽蚀发生的可能性和规模,关于这一点目前尚无报道.为此,本文针对煤矿主排水泵的具体情况,就固体颗粒的存在对叶轮破坏的影响进行研究。
二、汽蚀产生的机理。
所谓汽蚀是水泵在进行能量转化过程中,某处的压力低于当地水温的饱和蒸汽压力时,产生的气泡在溃灭过程中由于机械作用对材料形成的破坏以及在产生的汽泡中夹杂的一些活性气体对金属产生的化学腐蚀破坏,它是水泵提高能量指标的晨主要障碍.气泡是在局部压力降至液体蒸汽压力的瞬间形成的,若气泡在液体中形成,液体必然破裂,破裂所需的应力是由该温度下液体的抗拉强度决定的。
我们知道,自然界中的水是不能承受拉应力的,例如,水在温度20°c、压力为2.4kpa时其连续性就被破坏,水就汽化了。
但假若普通水能承受9.8mpa的拉应力,就根本不会产生气泡和发生汽蚀。
因为普通水里面存在着破坏液体均匀性的杂质,改变了液体的结构,减弱了液体的抗拉强度,所以使得液体根本不能承受拉应力。
液体中的杂质多种多样,真正影响液体抗拉强度的是气体。
水中的气体除一部分是液体自由表面溶于水中的气体外,水中的固体颗粒裂纹中的气体也是主要来源.我们以水中的固体颗粒为例来说明:在一个非亲水性颗粒上,存在很多微小裂纹,就会形成“液一气”分界面,由于非亲水性,由流体力学知,裂隙表面不是湿润的,其液面是凸液面。
浅析水泵空蚀与泥沙磨损的预防及修复技术

浅析水泵空蚀与泥沙磨损的预防及修复技术摘要:随着近几年水利工程的不断开展,水泵的应用也较为广泛,但是由于水泵设备工作复杂性,因此在水泵入口处的液体中可能会混有空气及泥沙,这些物质就会造成水泵设备的内部发生不同程度的磨损及腐蚀,从而影响水泵的正常应用。
本文将根据水泵发生空蚀及泥沙磨损的原因,深入的分析了针对于水泵空蚀及泥沙磨损的控制措施和修复技术。
关键词:水泵空蚀泥沙磨损修复技术合金喷焊1 水泵受到空蚀及泥沙磨损的原因的确定1.1 水泵发生空现象的原因(1)在水泵设备运行过程中,如果水泵的吸入系统部分的压力低于或等于所传输的液体的温度所相对应的汽化压力时,液体中所溶解的气体便会逸出,同时液体也会发生少量的汽化,所产生的气体并不能及时的飞逸到空气中,通常会以小气泡的形式残存在液体中。
当气泡随着液体流入到泵体内局部高压区域时,气泡就会在高压的作用下破裂,气泡破裂所形成的空间会及时被周围液体所补上,在周围液体进入到气泡所产生的空隙时,液体会以较高的速度冲击泵体的表面,由于液体中存在很多的气泡,且气泡一般都存在于叶片以及泵体内部表面的附近,因此在泵体内局部压力变大气泡破裂的瞬时,液体就会以较大的冲击力击打水泵的叶轮或叶片金属表面,使金属产生局部疲劳现象,因此会造成金属叶片表面形成凹痕,凹痕形成以后就会使液体对金属表面形成应力集中,并进一步破坏叶片以及泵体内部表面,影响水泵的正常运行。
(2)如泵体内的局部气压较低就会致使液体中所溶解的氧气逸出,所逸出的氧气就会与泵体内的金属部件发生氧化作用,进而造成金属部件发生腐蚀,同时气蚀区域内由液流撞击的机械能转化而来的热能,和气泡凝结时放出的热能,催化了金属的氧化腐蚀反应。
1.2 水泵受到泥沙磨损的原因由于水泵工作环境的因素,因此不能够保证流经泵体的液体中没有混入泥沙之类的杂质,当液体中混入泥沙或者坚硬颗粒状的杂质时,由于泵体内的液体的流速度较快,就会致使液体泥沙或坚硬颗粒状的杂质不断的冲刷叶片金属表面以及泵体内部的金属部件,进而会造成金属晶粒脱落,同时所脱落的金属晶粒同泥沙等杂质一样会破坏泵体表面及叶片。
水泵抗汽蚀、磨损防护技术的研究

水泵抗汽蚀、磨损防护技术的研究水泵的汽蚀、磨蚀及其联合作用的破坏一直是水泵运行、维护及管理工作中的一个重要问题,传统的表面保护材料及工艺已远远不能满足水泵抗汽蚀、磨蚀的要求。
为了增强水泵过流部件表面抗汽蚀、磨蚀的能力,除了采用不锈钢或其它硬质合金制造叶片、叶轮室外,还对表面保护技术进行不断的试验研究。
本文对其进展叙述如下:表面保护技术研究现状表面保护技术简介非金属涂层的研究我国在20世纪60、70年代就开始将环氧树脂及其复合物应用于水泵进行抗磨蚀保护。
在20世纪80年代又相继开发了复合龙涂层、聚氨酯类涂层仿陶瓷涂层以及橡胶涂层等非金属涂层。
另外有一些使用速钛胶、橡胶、搪瓷、陶瓷、玻璃等材料形成的非金属涂层,由于加工工艺复杂等原因使用较少。
20世纪90年代,在工业领域还引进了美国DEVCON修复剂、ARC复合涂料、人造橡胶涂层等高分子聚合物材料。
这些非金属涂层材料在泵站恶劣的使用环境下,往往因涂层与金属基体结合能力差以及材料本身硬度不够,很难达到预期的抗汽蚀、抗磨蚀效果。
金属涂层的研究在水泵抗磨蚀表面保护技术中还广泛采用金属表面保护层。
使用最多的是焊条堆焊和线材喷涂。
利用不锈钢焊条的堆焊法可保证焊层与基体有很高的结合强度,但堆焊法冲淡率大,焊层厚而不匀且加工余量大,对工作基体材料的可焊性要求高。
经堆焊法处理的水泵叶片表面,一般在堆焊处未发生汽蚀破坏前,在堆焊点周围又迅速发生新的汽蚀破坏,直至堆焊层底部。
线材喷涂所形成的不锈钢雾状颗粒涂层以机械结合为主,不太适用于水泵冲击载荷和抗汽蚀的修复。
对于一些大型的水泵工件,如大口径(直径3米以上)轴流泵叶轮室,可以在表面镶嵌一层不锈钢板来增加抗磨蚀能力。
但这种方法需将工件送至大型水泵厂专门加工、车削、镶嵌、焊接、费用贵、周期长,非一般泵泵站所能实施。
合金粉末喷涂是在线材喷涂基础上发展起来的。
与堆焊法相比,成型美观平整,厚度易于控制,冲淡率小,方法简便,热源易得,加工不受气候、场地的限制。
探究如何防治水泵汽蚀现象
探究如何防治水泵汽蚀现象摘要:这篇文章的内容主要是对水泵产生汽蚀的原因的一个分析,具体的介绍了水泵汽蚀的种类于水泵汽蚀的情形,然后通过分析来为防止和减少汽蚀的工作提一些建议,从而增加水泵的可用寿命。
关键词:水泵汽蚀;汽蚀类型;防治措施水泵是用来把原动机的机械能变化成输送水的能量的装置。
流量和扬程大小还有转速等是决定水泵工作能力的主要因素。
现在的水泵在我国很多的工作上面都用得比较多,可是由于史书水平有限,所以在汽蚀问题对水泵造成的损坏上面的问题一直没有很好的解决,随水泵的可用的时间与功能造成了很大的影响。
在接下来的内容里面作者会对水泵的汽蚀问题做一个分析,然后在防治工作上提一些相关的建议。
一、水泵的汽蚀问题汽蚀说的是在一定的温度环境里面,减小水里面的压力大小,达到这个温度环境里面的汽化压力的时候,液体产生气泡气泡,在气泡到达到高压的地方的时候,由于气压过高,就会导致气泡不停减小直到破掉。
研究人员把这样的的现象称作汽蚀溃灭。
在水泵开始工作后,要是它过流位置的一个地方被外在的环境所影响,造成传输水源的绝对压力不停的减小,一直到汽化环境产生,液体发生汽化,就会生成很多的蒸汽,于是有气泡产生。
传输的液体携带着很多的气泡运动,在经过叶轮里面的高压地方的时候,气泡附近的高压水体就会对气泡产生压力,让它的体积马上减小直到破掉。
在气泡破掉的时候液体质点会马上填满空穴,在这个过程里面,会产生非常强大的水击力,然后用一个很快的频率击打金属的表面,者击打的力量最大能有上千大气压,频率一秒差不多有一万次,如此水泵不停的遭受冲击力的大力击打,会变成一个蜂窝状。
我们所说的水泵汽蚀说的就是是水泵开始工作后,因为液体的压力减小就会造成气泡的出现,而在气泡被高压挤压后,就会破掉,让过流位置遭到水压的冲击而产生程度不一的损伤。
水泵在工作过程中会发生程度不一的汽蚀,不但会造成过流部分的损坏,还会造成噪音和振动的出现,还会对水泵的正常工作产生影响,减小水泵的使用时间,损坏比较大的时候还会导致水泵中的液体的传输停止,对生产的效率造成影响。
探究水泵的汽蚀现象及防治措施
探究水泵的汽蚀现象及防治措施针对水泵的汽蚀问题,作者在文章中分析了水泵出现汽蚀现象的原因,详细阐述水泵汽蚀的类型以及水泵汽蚀现象,并据此提出怎样避免与减轻汽蚀的几点建议,以有效延长水泵的使用寿命。
标签:水泵汽蚀;汽蚀类型;防治措施1 概述水泵是一种将原动机的机械能转换为抽送液体能量的机器。
水泵的功能是否完好、工作效率取决于流量、扬程、转速等这些因素。
现阶段水泵在我国各个领域都得到了广泛的使用,但受到科技水平的限制,汽蚀现象对水泵的危害一直没有得到较好的处理,严重影响了水泵的使用寿命和正常功能。
笔者将在下文中就水泵的汽蚀现象进行分析,并据此提出对应的防治措施。
2 汽蚀及水泵汽蚀现象汽蚀指的是在一定温度的条件下,降低水中的压力,直到该温度下的汽化压力时,液体就会出现气泡,当气泡流动到高压处,受高压影响气泡就会不断缩小直到破灭。
这种现象被研究者命名为汽蚀溃灭。
当水泵启动后,如果其过流部分的某个位置(一般来说是位于叶轮叶片进口的后方)受到内外部环境某些因素的影响,使得抽送液体的绝对压力不断降低,直至达到汽化条件,液体就会汽化,从而产生大量的蒸汽,造成气泡的出现。
抽送液体带有大量气泡继续运动,在途经叶轮内的高压区时,气泡周边的高压液体会挤压气泡,使其体积立刻缩小直到破灭为止。
液体质点将会在气泡破灭之际迅速填充空穴,在这快速填充的过程中,会出现极为强大的水击作用,同时以较快的频率打击金属表面,该打击力最高能达到上千大气压,频率一秒钟超过一万次,这样水泵避免在冲击力强烈又快速的击打下,会被打成蜂窝状。
所谓的水泵汽蚀指的是水泵启动后,由于液体压力降低导致气泡产生,而当气泡受高压影响破裂后使得过流部分受到水压冲击而出现程度不同的毁坏。
水泵在运行时会产生不同程度的汽蚀,不仅会使得过流部件损毁,还会导致噪音与振动的产生,同时影响水泵的正常使用,缩短水泵的使用寿命,损毁较严重时还会造成水泵中液体中断,影响生产效率。
3 水泵汽蚀类型汽蚀的类型包括以下几种:3.1 叶型汽蚀叶型汽蚀在水泵中极为常见,大多数水泵出现汽蚀问题属于该类型。
科技成果——大型灌区水泵磨蚀防护技术
科技成果——大型灌区水泵磨蚀防护技术技术开发单位
黄河水利委员会黄河水利科学研究院
成果简介
针对大型灌区泵站中水泵过流部件因磨蚀严重影响泵站装置效率的问题,综合利用先进的抗磨蚀新技术和高耐磨抗汽蚀材料,对扬黄灌排水泵泵壳、叶轮和密封口环等过流部件进行技术改造,监测防护处理后的水泵节能降耗效果,归纳总结抗磨防护处理最优工艺参数,解决水泵泵壳、叶轮、口环等过流部件因磨蚀严重导致效率低、能耗高等问题,保障水泵在高效区长期稳定运行,达到提高泵站装置效率、降低泵站运行费用的目的。
主要性能指标
1、水泵泵壳:采用聚氨酯复合树脂砂浆技术进行磨蚀修复或预防护。
抗压强度:100-120MPa;
粘接强度:30-40MPa;
抗冲磨强度:10-15h/(g/cm2);
厚度:2-6mm。
2、针对水泵外口环,采用浇筑的方式,制造出高抗磨聚氨酯外口环;针对水泵内口环,采用硬质合金厚膜被覆技术,制备叶轮口缘碳化钨钢圈内口环涂层。
技术指标:抗冲磨强度:>30h/(g/cm2)。
3、针对水泵叶轮,采用超音速喷涂技术或聚氨酯弹性体涂层技术进行磨蚀修复或出厂预防护。
抗压强度:10-20MPa;
粘接强度:30-40MPa;
抗冲磨强度:>20h/(g/cm2);
厚度:2-4mm。
适用范围
适用于大型灌区泵站水泵的磨蚀预防护和磨蚀修复,该技术可大大提高了水泵的运行效率和供排水的保证率。
水泵抗汽蚀和磨蚀防护技术的进展研究
水泵抗汽蚀和磨蚀防护技术的进展研究随着科学技术的不断发展,现阶段我国对水泵抗汽蚀、磨蚀以及二者联合作用的研究已经取得了一定成果,但是在实践中仍然不能妥善解决水泵的汽蚀、磨蚀以及二者联合作用的破坏。
对此,需要加强对抗汽蚀、磨蚀防护技术的研究,提高水泵维护和管理的水平。
本文探讨了目前国内拥有的水泵抗汽蚀和磨蚀防护技术,重点分析了表面保护技术、合金粉末喷焊技术和激光熔覆表面改性技术。
标签:水泵;汽蚀;磨蚀;防护技术引言社会不断向前发展,随着工业生产的进步和人民生活水平的提高对水泵质量提出更高的要求,这也给传统的表面保护材料及工艺带来挑战。
要想促进水泵质量的提升,还需要不断的创新防护技术,提升各种防护技术水平,本文主要分析了当前国内对水泵抗汽蚀、磨蚀防护技术的研究进展。
1、水泵抗汽蚀和磨蚀防护技术分析1.1 汽蚀产生原因的分析水泵汽蚀主要是由液体气化造成的,这种液化气体会将分子排除液体,分子运动过程中,产生“气化”现象,液体气化后会对水泵产生影响,进而导致水泵遭受破坏。
液体气化与温度高低、外部压力大小有较大的联系,一旦水泵中的液体遇到温度变化和压力的变化就会不断向外排除分子,形成汽穴,汽穴产生后会对水泵造成影响。
1.2 表面保护技术分析表面保护技术在我国的研究历史已经将近60年,上世纪60、70年代开始,国内科研人员已经开始进行非金属涂层的研究,利用非金属涂层技术对水泵进行管理和维护,主要是实现对水泵抗磨蚀的保护。
最初科研人员研究的非金属材料主要是环氧树脂及其复合物,后来到了80年代,科研人员又陆续发现其他适合用于水泵表面防护的材料,例如符合龙涂层、橡胶土层等。
在此阶段,科研人员开发出的非金属土层材料已经多达数十种,但是由于工艺水平落后,无法继续研究材料的具体使用情况。
1.3 金属涂层方面的研究金属涂层是水泵表面防护技术的重要组成部分,利用金属材料作为水泵的涂层,可以对水泵抗汽蚀、磨蚀起到一定作用。
使用金属涂层类型最多的是焊条堆焊和线材喷涂。
关于水泵汽蚀磨蚀问题预防及修复方法的探讨

关于水泵汽蚀磨蚀问题预防及修复方法的探讨摘要:在泵站工程中,为了保证泵站水泵安全可靠运行,避免主泵受汽蚀、磨蚀的破坏,延长主水泵使用寿命是非常必要的。
随着科学技术的发展和泵站工程的特殊需要,采用过去的传统表面处理材料和工艺已远远不能满足表面抗磨抗蚀的要求。
本文探讨几种适合于水泵汽蚀磨蚀预防护和破坏修复的方法。
关键字:水泵汽蚀磨蚀预防修复1 水泵汽蚀磨蚀的预防由于中小型泵站水泵所用材质一般为铸铁件或铸钢件,在锈蚀、磨蚀、汽蚀、腐蚀等多种因素的作用下,水泵使用寿命大为缩短,特别是叶片、叶轮室、口环等部件,损坏速度更快。
在轴流泵站中,由于轴流泵汽蚀性能相对较差,汽蚀破坏作用更为显著,在叶型汽蚀、间隙汽蚀、导叶汽蚀的共同作用下,叶片和叶轮室的使用周期更短。
1.1 工程措施主要通过改善进水流态来改善泵的汽蚀性能。
进水流态的改善可以有效地改善泵进口的流速和压力分布,减轻泵汽蚀的发生和发展。
流态改善的方法主要有进水池改造、进水流道改造、侧向进水改造等。
1.2 管理运行措施水泵的汽蚀与泵偏离设计工况是有很大关系的。
因此,对大型全调节轴流泵应充分利用叶片角度的调节来随时改变水泵运行工况,使之与实际工况一致或接近。
使叶片入口角不要因流量变化而发生大的改变,保持较小的叶片冲角,才能有较好的抗汽蚀性能。
特别是在低水位高扬程下运行时,更应注意叶片角度的调整。
另外,在运行中要重视拦污栅的清污工作。
不少大中型泵站拦污栅前污物杂草严重堵塞,使栅前后水位差增加,使泵进口水位降到允许水位以下,甚至出现旋涡,造成装置汽蚀余量下降,加剧了汽蚀的发生和发展,因此运行中要做到及时清污。
1.3 设计中应考虑的措施1.3.1 合理选用泵型。
从增强泵的抗汽蚀性能出发,泵型的选择应包括两方面的内容:泵的必需汽蚀余量(NPSH),应满足装置与运行的要求。
一般能量指标高的泵抗汽蚀性能相对要差一些,所以在选型时应进行综合比较。
如地质条件不允许挖深、年运行小时又较少的泵站,可以选用(NPSH),较小的泵型。
水泵防止汽蚀的方法

水泵防止汽蚀的方法引言:水泵是工业生产和生活中常用的设备,用来输送液体。
然而,在使用水泵的过程中,有时会发生汽蚀现象,造成水泵性能下降甚至损坏。
因此,如何有效地防止水泵汽蚀成为了一个重要的问题。
本文将就水泵防止汽蚀的方法进行探讨和总结。
一、加强水泵进口管道的设计水泵进口管道的设计合理与否直接影响着水泵是否会发生汽蚀现象。
为了防止汽蚀,应尽量减小进口管道的水流速度,采用光滑的管道材料,增加管道的直径,使水流更加稳定。
此外,还可以在进口管道上设置空气阀或真空度监测仪器,及时排除管道内的气体,保持管道内的负压状态,从而有效地防止汽蚀。
二、合理选择水泵在选择水泵时,应根据具体的工作条件和要求,合理选择适用的水泵类型。
不同类型的水泵在防止汽蚀方面有着不同的性能,因此选择合适的水泵对于防止汽蚀非常重要。
例如,对于需要抽送含气液体的场合,可以选择自吸水泵或离心泵,因为这些泵能更好地处理气液两相流。
三、采取降低水泵运行速度的措施降低水泵运行速度是防止汽蚀的有效方法之一。
通过减小水泵的转速,可以降低液体的流速,减轻水泵叶轮和泵壳的冲击力,从而减少汽蚀的发生。
可以通过调整水泵的进口阀门开度、改变电机的转速等方式来实现降低水泵运行速度的目的。
四、改善水泵进口压力水泵进口压力的大小直接影响着水泵是否会发生汽蚀。
如果进口压力过小,容易造成水泵出现负压区域,从而引发汽蚀。
因此,为了改善水泵进口压力,可以采取以下措施:1.增大进口管道的直径,减小管道的阻力,提高进口压力;2.设置进口管道的气体分离器,有效去除液体中的气体,提高液体的密度,增加进口压力;3.根据实际情况,在进口管道上设置进口阀门,通过调节阀门的开度来控制进口压力。
五、定期检查和维护水泵设备定期检查和维护水泵设备是防止汽蚀的重要措施。
及时清理水泵进口和出口的滤网,防止杂质进入水泵内部;检查水泵轴封和密封圈的磨损情况,及时更换损坏的零件;对于长时间不使用的水泵,应进行保养和防腐处理,以免受潮生锈。
水泵汽蚀防护措施的研究现状

关键词 : 水泵 ; 汽蚀 ; 危害 ; 防护措施 中圈分类号 :1 8 1 l
S u y P o rs n M e s rst rv n ae u a i t n t d r g eso au e o P e e tW trP mp C vt i ao
U U mlh I Ch - e 。 ( .oee f dal n l tc o e o Hd 1C lg o Hyruc dEe r P w r f _ Un e i 。 l ia ci 咄 i rt H n10 8 , h a .ol e Hyr v sy 50 6 C i ;2 C lg o d ̄ n e f
收 稿 日期 :0 5 O一2 ; 20 —1 4 修订 日期 :0 5 1 9 2 0 一l —2 .
Unvri , abn10 3 嘶 i syH rL 500, e t )
adA cic r f N0 n r t t eo n h ou
cl u 眦
嘣
: hsp p rito u e h h n me o fwae u ai t n a d i aad ,h n i e lx e l kn T i a e rd cd tep e o n n o trp mp cvt i n t h zrs te xx md d a id n ao s t l
IeSl ̄ frpee t gcvtt n / ft( o rv n n a i i . l r l i ao Ke y : trp mp cv ain h zr n  ̄u r rv nigcv ain wae u ;a k t ; aad; m msf e e t a k t o op n o
文章 编 号 :00—9 3 106 0 一O 6 —0 10 8 320 )3 0 4 3
浅谈泵的气蚀、腐蚀与磨损及维修防治
浅谈泵的气蚀、腐蚀、冲刷及维修防治据调查数据表明,国产泵在抗腐蚀、气蚀、冲刷方面的性能指标偏低,国外泵企掌握着大量先进的技术并陆续涌入国内,在同样的市场和舞台下,面对激烈的市场竞争,国内泵企如何获得更多的生存空间和发展机遇,将是企业管理者亟需面对的核心问题。
在蕴含着巨大消费需求的市场环境中,如何弥补泵企技术短板是企业面临的极大挑战。
从企业内部资源分析,制造成本的最小化(如材质等级的使用、废品率、减少售后等)、利润最大化是企业获得生机与发展的核心主题。
但大部分的泵企制造业,技术、成本、利润三者之间存在着较大的矛盾,同时受传统观念及技术资源信息短缺等方面的影响,仅仅滞步于通过提高材质等级的方式来提高泵的质量,例如:目前很多泵企为解决泵的气蚀、腐蚀或冲刷,通常采用的都是304、316S.S、410、410S.S等不锈钢或镍合金、青铜等昂贵金属。
随着供需矛盾的加剧,企业竞争力和抗风险能力逐步下降。
反观国外众多泵企,早在多年以前就已经开始大量应用优良的复合材料技术解决上述几类问题,不但有效的控制了生产成本,而且极大的提高了泵的质量。
以下简单分析一下泵体三类分体的起因:气蚀:泵在运转中,若其过流部分的局部区域(通常体的绝对压力降低到当时温度下的液体汽化压力时,液体便在该处开始汽化,产生大量蒸汽,形成气泡,当含有大量气泡的液体向前经叶轮内的高压区时,气泡周围的高压液体致使气泡急剧地缩小以至破裂。
在气泡凝结破裂的同时,液体质点以很高的速度填充空穴,在此瞬间产生很强烈的水击作用,并以很高的冲击频率打击金属表面,冲击应力可达几百至几千个大气压,冲击频率可达每秒几万次。
气蚀可破坏金属表面的保护膜,使腐蚀速度加快;金属表面在这种冲击力的多次反复作用下,材料发生疲劳脱落,使表面出现小凹坑,进而发展成海绵状,严重时会将壁厚击穿。
腐蚀:如海水是较强的腐蚀性电解质溶液,具有较高的含盐量和较强的导电性、生物活性,因此,金属泵或水轮机运行过程中由于受到是叶轮叶片进口稍后的某处)因为某种原因,抽送液在海水中将受到较强的腐蚀。
水泵汽蚀原因分析及其防护措施

水泵汽蚀现象还会引起管路振动和噪音,严重时会影响周围环境和居民 生活。
汽蚀防护措施的有效性和可行性
提高水泵的抗汽蚀性能是防护措施的关 键,可以通过选用高效抗汽蚀水泵、改 变水泵结构、降低水泵转速等方法实现
。
采用压力补偿装置可以减轻水泵汽蚀现 象,例如在管路中加装调压阀、止回阀
减少吸入管道中的附件
03
通过减少吸入管道中的附件,可以降低吸入阻力,从而降低汽
蚀发生的可能性。
降低液体温度
使用冷却剂
通过使用冷却剂,可以降低液体的温度,从而降低汽蚀发生的可 能性。
增加泵的冷却效果
通过增加泵的冷却效果,可以降低液体的温度,从而降低汽蚀发生 的可能性。
避免液体暴露于高温环境中
通过避免液体暴露于高温环境中,可以降低液体的温度,从而降低 汽蚀发生的可能性。
水泵汽蚀通常发生在水泵的叶轮 叶片、导流器以及进水口等部位 。
水泵汽蚀现象的危害
01
02
03
产生噪声和振动
水泵汽蚀产生大量的气泡 ,气泡破裂时会产生强烈 的冲击力和噪声,同时引 起水泵的振动。
降低水泵效率
汽蚀导致水泵的性能下降 ,流量和扬程都受到影响 ,使水泵的效率降低。
损坏设备
汽蚀持续发生会破坏水泵 的叶片和导流器等关键部 件,严重时甚至可能导致 设备损坏。
定期检查和维修
定期检查
定期对水泵进行详细检查,确保 其零部件和结构都处于正常工作 状态。
维修保养
根据检查结果,及时对受损的零 部件进行维修或更换,保证水泵 的正常运转。
泵的选型合理化
选型匹配
根据实际需求,选择合适型号的水泵 ,确保其流量、扬程等参数与实际需 求相匹配。
水力机械抗汽蚀表面防护技术的应用现状及展望

Zh o H i Di g Zha gx o g a u n n in
( c o l fEn r y & P we gn e ig,W u a nv o c n Te h oo y,W u a 3 0 3 h n 4 0 6 ,Ch n ) i a
e p nde x ou d.I s c nsde e y an l s st a no s r c u e C一 2 e m e omp ie c a i gsde ost d b ti o i r d b a y i h tna t u t r d W 1 Co c r tc ost o tn p ie y h gh veoct xy e ue pr y p oc s a r i e amos fe tv e ho o s l e t e c v t to r i n a d i l iy o g n f ls a r e sm y p ov d te f c i em t d t o v h a ia i n e oso n we r p ob e s a r lm . Ke wo ds hy a lc ma h ne y; c v t to r i n; na o s r c u e o tn ; c tng p o e to y r dr u i c i r a ia i n e oso n t u t r d c a i gs oa i r t c i n
发容量 4 9 . 3亿 k , 济可开 发 容量 3 7 w 经 . 8亿 k 不 w. 论是水 能 资源 蕴藏 量 , 还是 可 能 开 发 的水 能 资源 , 我 国都 居世 界第一 位. 但是 , 与发 达 国家相 比, 国 的水 我 力资源 开 发利用 程度 并不 高. 2 0 到 0 5年 , 国水 电装 我 机容 量 虽 然 已 突 破 了 1亿 k 大 关 , 开 发 率 仅 w 但 2 %左右 , 大 低 于发 达 国家 5 ~ 7 的 开 发 利 4 大 0 0
水力机械抗汽蚀表面防护技术的应用现状及展望

水力机械抗汽蚀表面防护技术的应用现状及展望【摘要】水力机械在运行中常受到汽蚀的影响,影响其使用寿命和效率。
本文主要介绍了水力机械抗汽蚀表面防护技术的应用现状及展望。
在文章对背景和研究目的进行了介绍。
在首先概述了水力机械抗汽蚀表面防护技术的基本原理和方法,然后分析了目前的应用现状,包括各种技术的优缺点和适用范围;同时指出了存在的问题和挑战,如技术成本、使用寿命等;最后展望了未来的发展趋势,例如新材料的研发和智能化技术的应用。
在总结了目前的研究现状并展望了未来的发展方向。
这篇文章为水力机械抗汽蚀表面防护技术的研究和应用提供了一定的参考和借鉴。
【关键词】水力机械、抗汽蚀表面防护技术、应用现状、展望、研究目的、存在问题和挑战、发展趋势、总结、未来。
1. 引言1.1 背景介绍水力机械是利用水力能量来驱动机械设备的装置,广泛应用于水电站、水泵站等领域。
在水力机械的运行过程中,受到水流的冲击和腐蚀,特别是汽蚀现象严重影响了水力机械的使用寿命和安全性。
为了有效防止水力机械的汽蚀损坏,抗汽蚀表面防护技术逐渐受到重视并得到应用。
抗汽蚀表面防护技术是指在水力机械表面施加一层耐蚀特殊涂层或涂覆一种特殊的金属材料,以增强水力机械零部件的抗蚀性能。
这些表面防护技术不仅可以延长水力机械的使用寿命,减少维护成本,还可以提高水力机械的工作效率和安全性。
本文旨在对水力机械抗汽蚀表面防护技术的应用现状进行探讨,并对未来的发展趋势进行展望,以期为相关领域的研究和实践提供参考和借鉴。
1.2 研究目的水力机械抗汽蚀表面防护技术的研究目的是为了提高水力机械在高腐蚀环境下的使用寿命和运行稳定性,减少维护和修理成本,促进水力机械行业的可持续发展。
通过对不同抗蚀表面涂层材料、工艺和技术的研究和应用,探索提高水力机械传动系统和工作部件的抗腐蚀性能,保证设备长期安全运行的途径,为实际工程应用提供技术支持和解决方案。
同时也旨在推动水力机械抗腐蚀技术的创新和提高,满足水电工程建设对于高性能、高可靠的水力机械设备的需求,促进水利工程的安全、节能和环保发展。
水力机械中冲蚀磨损规律及抗磨措施研究进展分析
水力机械中冲蚀磨损规律及抗磨措施研究进展分析摘要:由于水利水电工程机械在运行的过程中会受到一定程度的冲蚀磨损,给工程项目的施工质量造成严重影响,为了能够提高水利水电工程的施工效果,避免水利机械被冲蚀磨损而影响正常运行,必须要对水利水电机械抗磨损的相关策略进行研究,保证水利水电机械的整体运行质量全面提升。
关键词:水力机械;冲蚀磨损;抗磨措施;研究进展在水利水电工程机械运行的过程中,大量的过流部件受到冲蚀磨损,很容易引发工程危害和经济损失。
根据相关的数据资料统计显示,水利水电工程水利机械冲蚀磨损占据总破坏数的8%左右,在固液两相流工况的条件下冲蚀磨损,会导致机械材料损耗,也会影响水利水电机械部件的运行效果,由于我国的河流含沙量比较大,对水利水电机械磨损的情况非常严重。
一、水利机械冲蚀磨损的主要危害由于水利机械运行的环境非常的恶劣,各种密封过流部件很容易承受巨大的冲击力引发冲蚀磨损等问题,还存在着彼此交互作用的问题,严重影响了材料的使用效果。
从长期来看,在工况运行的过程中,如果没有对冲蚀磨损的机理以及抗腐蚀材料进行深入研究,很容易造成过流部件两相设计不够成熟完善,严重影响水利机械的使用寿命,引发巨大的经济损失[1]。
例如,严重的水利机械冲蚀磨损很容易导致材料结构受到破坏,引发洞穿、磨坑的情况,给水利机械的安全稳定运行造成了非常严重的影响,最终使得水利机械使用寿命缩短、出力减少,效率下降,必须要进行频繁的检修。
水泵机械在长时间的冲蚀磨损之下,很容易引发过流部件材料损失、扬程效率降低,导致过流部件之间的间隙增大,在运行时会产生大量的噪音和污染,水利输送矿浆的过程中由于矿浆的腐蚀性比较大,磨损问题非常显著,引起密封失效,轮转轴承漏油问题相当严重,给生态环境造成严重破坏。
二、固液两相流流场对使机械磨损的理论固液两相流流场中的颗粒浓度分布以及流体的速度都会对水利机械磨损造成不同程度的影响。
为了确保对固液两相流中的固体颗粒产生的模冲蚀磨损作用,必须要建立完整的实验模型,对不同工况下的冲蚀磨损性能进行合理预测。
浅谈水泵的汽蚀现象及防治措施
2009.4CHINA EQUIPMENT102T科技纵横ECHNOLOGY浅谈水泵的汽蚀现象及防治措施文/汤立宏【摘要】针对水泵的汽蚀问题,通过分析了水泵汽蚀现象的产生原因、汽蚀对水泵性能的影响、汽蚀的类型、及水泵汽蚀现象的危害,提出了防止和减轻汽蚀的几点意见,并运用于实践,取得了一定的效果。
Abstract:In view of water pump cavi-tation problem,through the analysis ofpump cavitation phenomenon causes cavi-tation performance of pumps,the type ofcavitation,and pump cavitation phenom-enon was proposed to prevent and mitigatecavitation several point of view and ap-plied to practice,and achieved certain re-sults.【关键词】水泵汽蚀、汽蚀类型、减轻和防治汽蚀的措施Keywords:pump cavitation,cavita-tion type,mitigation and prevention meas-ures Cavitation水泵是把原动机的机械能转换成抽送液体能量的机器。
用来增加液体的位能、压能、动能。
原动机通过轴带动叶轮旋转,对液体作功,使其能量增加,从而使需要数量的液体,由吸水也经水泵的过流部件输送到要求的高处或要求压力的地方。
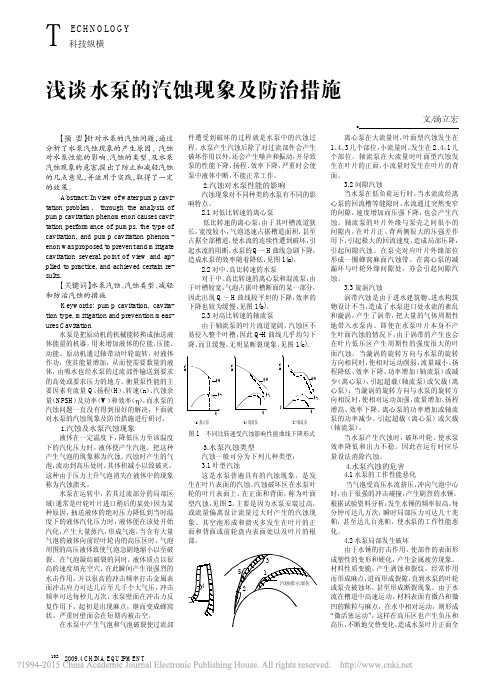
衡量泵性能的主要因素有流量Q、扬程(H)、转速(n)、汽蚀余量(NPSH)及功率(W)和效率(QH-4T科技纵横ECHNOLOGY2009.4CHINA EQUIPMENT103(a )双吸泵叶片(b )轴流泵叶片图3面汽蚀破坏。
有的泵站经常发生这种现象,不得不经常换掉水泵的叶轮。
离心泵汽蚀磨损失效分析对策措施研究

离心泵汽蚀磨损失效分析对策措施研究发布时间:2021-08-10T09:24:01.153Z 来源:《中国电气工程学报》2021年第六卷3期作者:张瀚巍1 任华杰2 陈文涛3[导读] 汽蚀现象是离心泵损害中最为常见的一种现象,对水泵的性能有较大的损伤,能够直接影响水流,增大能耗,降低叶轮的使用寿命张瀚巍1 任华杰2 陈文涛31.海装沈阳局驻沈阳地区第四军事代表室2.2.海装沈阳局驻沈阳地区第三军事代表室3.3.海装沈阳局驻沈阳地区第四军事代表室4.摘要:汽蚀现象是离心泵损害中最为常见的一种现象,对水泵的性能有较大的损伤,能够直接影响水流,增大能耗,降低叶轮的使用寿命。
对于已经投入使用的离心泵,很难做到完全克服水泵自身汽蚀性能,因此只能利用科学的方法对汽蚀现象进行检测,减少汽蚀对离心泵的损耗。
本文对离心泵中的汽蚀现象对水泵的磨损问题进行分析,在剖析离心泵汽蚀现象的基础上对引起汽蚀的原因进行探讨并提出对策,希冀对于降低汽蚀概率,提升离心泵使用效率有一定帮助。
关键词:离心泵;汽蚀;叶轮一、离心泵汽蚀现象汽蚀问题是离心泵故障中较为常见的损害,对于泵的安全运行有着较大的威胁。
泵站中汽蚀现象十分普遍,出现汽蚀的离心泵工作效率大大降低,水流量明显减少,工作能耗增加,严重影响了泵站的效益。
(一)汽蚀发生位置汽蚀是离心泵损坏故障中最为常见的现象,主要发生于叶轮等处。
离心泵汽蚀主要被分为空腔、翼型和间隙汽蚀三种。
空腔汽蚀普遍发生于叶轮的进口处,其影响效果能够一直持续到叶轮出口。
翼型汽蚀主要发生于叶片背面,或是由于离心泵流量过大、或是由于叶轮叶片选择不当、叶轮形状不契合,皆会导致翼型汽蚀。
间隙汽蚀主要的发生于离心泵间隙处,当泵内泄流大、间隙小、液体温度高等因素出现时,都会导致间隙汽蚀的发生。
在离心泵汽蚀中,最为常见的就是空腔汽蚀。
(二)汽蚀原因汽蚀主要发生于离心泵内液体汽化,液体汽化后受压力影响对泵体造成冲击引起金属表面的剥蚀,进而出现蜂窝状蚀洞。
水泵汽蚀原因分析及其防护措施

水泵汽蚀原因分析及其防护措施背景介绍水泵是在许多工业和生产领域广泛使用的设备,其作用是将水或其他液体从一处转移到另一处。
然而,在使用过程中,可能会发生汽蚀现象,这会导致水泵效率下降,甚至可能损坏设备,影响设备的正常使用。
汽蚀是一种由于液体在流经水泵时形成气泡,然后在压力下破裂产生“气穴”的现象。
这些气穴会引起水泵的震动和噪音,并且可能会损坏泵轮和叶轮等设备部件。
因此,对于水泵自身的安全和使用寿命,汽蚀是一个不容忽视的问题。
本文将分析水泵发生汽蚀的原因,并提出相应的防护措施,以保障水泵设备的正常使用和安全运行。
汽蚀原因分析液体中所含气体过多当液体中所含气体过多时,泵的吸入较多气体,当液体流经泵时,气体在液体的表面形成气泡,随着液体继续流动,这些气泡被压缩形成气穴。
不仅会对泵的使用造成影响,而且气穴在破裂时还会产生噪音。
吸入压力不足或负压当水泵的吸入压力较弱或为负压时,会形成气泡,水的气化产生气泡,从而形成汽蚀。
负压还会使得泵的运转效率下降,泵的寿命缩短等。
速度过快液体在通过泵时,必须以一定的速度流动。
当液体速度过快时,会增加压力和温度来支持它的流动,这会导致气泡在液体中形成并随后产生汽蚀。
异常的液体粘度和浊度在黏度和浊度变化的液体中,液流受到超过本身所承受的负荷,和速度过快一样,如果液体在流动时形成气泡,这样就会产生汽蚀。
其他电机坏了、阀门打开度不均匀等的操作不当,过载的使用、更换原件、正反转不当等等操作都会导致水泵汽蚀的发生。
汽蚀防护措施提高液体的含气量提高液体的含气量是减轻水泵汽蚀的一种有效方法,可以增加液体中的气体含量,提高气体压力,使气泡减少或消失,从而减少汽蚀。
加强液体进口和抽出口的密封对于吸入口和排出口的密封问题,可以使用除气器或空气孔来保持泵的自然进出气流。
改善密封标准可以帮助降低泵的吸入压力。
安装加强减震器在泵和水泵水管路之间添加减震器来消除泵的振动,可以有效地减缓汽蚀的发生。
提高液体进口压力在排气状态下,增加管路的进口压力,直接增加液体进口压力,可以消除或减轻汽蚀现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文献综述
建筑环境与设备工程
水泵抗汽蚀、磨损防护技术的研究进展
前言
水泵作为给水系统中的主要升压设备,具有结构简单、体积小、效率高且流量和扬程在一定范围内可以调整等优点[1]。
但其缺点同样突出,水泵的汽蚀、磨蚀及其联合作用的破坏一直是水泵运行、维护及管理工作中的一个重要问题,传统的表面保护材料及工艺已远远不能满足水泵抗汽蚀、磨蚀的要求。
为了增强水泵过流部件表面抗汽蚀、磨蚀的能力,除了采用不锈钢或其它硬质合金制造叶片、叶轮室外,还对表面保护技术进行不断的试验研究。
正文
表面保护技术是一种较为有效的水泵抗汽蚀、磨损防护技术。
非金属涂层的研究我国在20世纪60、70年代就开始将环氧树脂及其复合物应用于水泵进行抗磨蚀保护[2]。
在20世纪80年代又相继开发了复合龙涂层、聚氨酯类涂层仿陶瓷涂层以及橡胶涂层等非金属涂层。
另外有一些使用速钛胶、橡胶、搪瓷、陶瓷、玻璃等材料形成的非金属涂层。
但这些非金属涂层材料在泵站恶劣的使用环境下,往往因涂层与金属基体结合能力差以及材料本身硬度不够,很难达到预期的抗汽蚀、抗磨蚀效果。
刘朝福在环氧树脂中加入金刚砂制成环氧金刚砂,应用于实际生产后发现经济效益显著[3]。
20世纪90年代,在工业领域还引进了美国DEVCON修复剂、ARC复合涂料、人造橡胶涂层等高分子聚合物材料。
庞佑霞研究了一种修复保护磨蚀区的新材料——有机复合弹性涂层,经试验并在实际使用后证明其性能远优于环氧金刚砂涂层,施工方便,有显著的推广价值[4]。
电火花强化法、刷镀法、氮化法、碳氮共渗法等热化学处理方
法,一般只能制取厚度为50-500md保护层,而且价格较贵,操作时间长[5];现在应用较广泛的是金属表面保护层。
使用最多的是焊条堆焊和线材喷涂[6]。
堆焊法可保证焊层与基体有很高的结合强度,但堆焊法冲淡率大,焊层厚而不匀且加工余量大,对工作基体材料的可焊性要求高。
经堆焊法处理的水泵叶片表面,一般在堆焊处未发生汽蚀破坏前,在堆焊点周围又迅速发生新的汽蚀破坏,直至堆焊层底部。
线材喷涂所形成的不锈钢雾状颗粒涂层以机械结合为主,不太适用于水泵冲击载荷和抗汽蚀的修复。
对于一些大型的水泵工件,如大口径(直径3米以上)轴流泵叶轮室,可以在表面镶嵌一层不锈钢板来增加抗磨蚀能力。
但这种方法需将工件送至大型水泵厂专门加工、车削、镶嵌、焊接、费用贵、周期长,非一般泵泵站所能实施。
合金粉末喷涂是在线材喷涂基础上发展起来的。
与堆焊法相比,成型美观平整,厚度易于控制,冲淡率小,方法简便,热源易得,加工不受气候、场地的限制。
但由于喷涂层是由高速喷射到基体表面的半熔融状态的合金粉末微粒一层一层地有规则地叠加形成的,属于层状结构,其物理特性具有方向性,而且在喷涂过程中,每颗粉末微粒均出现凝结、收缩、变形等现象而在涂层中发展一种内应力,因此合金粉末喷涂一般只用于汽蚀和磨蚀不太严重的中小型水泵的表面保护[7]。
目前研究的重点是保护层材料和制备工艺[8]。
喷焊防护技术是随着低熔点粉末材料的研制成功而在喷涂和堆焊基础上发展起来的一种金属表面保护技术。
由于喷层经历重熔过程,涂层致密无孔,表面光滑平整,具有节约材料、质量好、效率高的优点,喷焊层表面硬度可高达HRC60-70,可以几倍甚至十几倍的延长水泵过流部件的使用寿命。
我国现用的抗汽蚀喷焊层材料中,铁基、镍基和钴基合金是提高材料表面抗汽蚀性最常见的自熔性粉末合金,钴基合金涂层以其优良的抗汽蚀性而著称,但钴在我国属稀缺资源,价格相对较昂贵,因此钴基合金的使用受到一定的限制[9]。
镍基合金涂层也具有较好的耐汽蚀性和良好的工艺性,是热喷涂材料中最早实现系列化和商品化的粉末之一。
为了保证喷焊层的质量,防止工件变形和涂层裂纹的产生,涂层材料研究优化的技术路线为:(1)通过配比优化,改变硬化相的颗粒尺寸、数量及结晶晶粒度的大小,以获得合理的组织结构形态及分布状态。
(2)根据水泵汽蚀、磨蚀的特点,有针对性地调整材料的性能指标,既保证材料优异的抗磨蚀性,又可最大限度地抑制或减少裂纹的产生,提高可焊性。
(3)确定合理的技术参数和工艺参数,改善涂层使用条件下的拘束状态。
近年来,扬州大学的储训等在水泵的主要零部件上开展了激
光表面熔覆处理的研究,处理后的材料表面抗磨蚀能力大幅度提高[10]。
捷克人Miroslav Hrabovsky等人研究制造水利机械的材料,对表面激光硬化处理对剥蚀的影响这一课题进行了研究,试件在常规热处理后,用2.5KW的连续CO2激光再进行硬化处理。
结果发现,激光硬化处理过的全部材料的抗剥蚀能力都有所增强,其中不锈钢的抗剥蚀能力有显著提高[11]。
除了表面防护技术外,在水泵叶轮前加设诱导轮是目前被公认的保证水泵抗汽蚀性能的一种最有效和最可靠的方法,其实质就是在水泵的叶轮入口前加置一个增压泵[12]。
诱导轮对改善泵的结构和性能、减小泵的尺寸和重量,降低土建工程投资,节省材料及加工、运输、安装和检修费用等都具有重要意义[13],特别适用于在生产现场推广应用。
采用诱导轮的最大特点在于它能分担转轮负荷,因而它基本上能做到不改变原有机组的结构和性能;同时,由于导轮降低了转轮两侧的压差,削弱了间隙汽蚀形成的条件,从而对减轻叶片外缘和轮毂边壁的间隙汽蚀[14]-[15]。
水泵的汽蚀、磨损现象不可避免的存在,导致水泵使用寿命的降低。
因而国内外在抗汽蚀、防磨损方面做了大量的研究工作。
查阅资料可见,随着科学技术的不断进步,这种现象可以被降低到最小的程度,不管是表面防护技术,还是零部件制造材料的改进,都将大幅度提高水泵的使用寿命,从而做到节约成本,节省资源。
参考文献:
[1] 王增长等,建筑给水排水工程[M].中国建筑工业出版社,2005.8(5)
[2] 储训,水泵抗汽蚀、磨损防护技术的研究进展[J].机械流体,2001,29(10):27-30
[3] 刘朝福. 水利机械过流部件表面涂护技术的应用研究[J].排灌机械,
1998,(2):51-54
[4] 庞佑霞,郭源君,李文斌. 水轮机过流件磨蚀面修复有机复合弹性涂层材料的研究[J]. 湘潭矿业学院学报,1998,13(1):43-47
[5] 王海斗,徐滨士,魏世丞,等.碳化钨含量对钴基碳化钨复合喷熔耐磨性的
影响[J].金属热处理,2005,30(10):27-30.
[6] 李长久,刘世参等.表面工程与热喷涂技术及其发展[J].中国表面工程,
1998,(1):3-10.
[7] 丁彰雄,张云乾,陈江涛.水轮机抗汽蚀材料及表面防护技术的应用现状及
趋势[J].水利电力机械,2006,28(4):31-35.
[8] J.L.Kuney. Numerical Prediction of Partical Cavitation in Pumps and Inducers.Proceedings of IAHE-Symposjum,Trondheim,1988
[9] 康进兴,赵文轸.镍基、铜基喷焊覆层的耐汽蚀性研究[J].兵器材料科学与
工程,2002,7(4):33-35.
[10] 马援东,储训.水泵抗空蚀激光熔覆材料研究[J].水泵技术,2001,(4):17-21.
[11] Miroslav Hrabovsky . Effect of Laser Transformation Hardening of Steels
and Iron on Their Cavitation Erosion Resistance. Proceedings of the Conferece on Hydraulic Machinery, Ljubjana,Yugoslavia,1988
[12] 吴仁荣.离心泵的汽蚀和诱导轮的设计[J].船舶设备与技术,1998,(6):3-4.
[13] 陈坚,丘传忻.诱导轮在轴流泵汽蚀防治中的应用[J].武汉水利电力大学学
报,1997,(5):45-47.
[14] 关醒凡.现代泵设计手册[M].北京:宇航出版社,1995
[15] 李森虎.离心泵内汽蚀特性的可视化实验研究[J].水泵技术,1997,
117(5):14-17.。