钢铁企业热轧过程控制系统设计
热轧过程控制系统集成认识及设计
方向。
地配置生产线设备和三电控 制系统的总体功能分担。
b 与电 . 气. 仪表和机械 设备的集成设计
集成设计的目的是创建
个满足产品、工艺及质量
一
企业生产管理和控制的 内涵及集成目的
一
一
需 求 ,与 电气、测量系统、 机械设备高度集成 的稳定、
— —
以下关键点展开:高精度的带钢
尺 寸要 求:高标准的表面质量 要
有高产、高速、高温的特点。热轧过程
控制系统是整个热轧 自动控 制的核心 , 它是以满足热轧产品的尺寸 表面质量
求:轧制工艺的高稳定性( 产能的
潜力 ) 。最终应满足用户的产品性
能要求。
本文作者营兆刹先生
宝钢股份首席工程师 教授级 高工。
轧 自动控制系统的核心。 热轧过程控制系统集成设计不是信
息、 功能的简单集成. 而是以 满足
在
以板带为主 的钢铁企业 中.热轧 处于承上启下的瓶颈位置 ,它具
分 别是:
产 品要 求为主线进行 ,主要围绕
() 1基础自动化级
( 般称为设备控 制 一 级) 是生产过程 自动化
性能为 目标 的过程控制业务集成角度 ,
() 3 生产制造执行系统 (E ) M S 主要 由区域管理计算机系统完成在线作业计 划和生产调度管理 质量跟踪控制等功 能 。在企业信息化架构中通过它将控制 系统和管理信息系统实现无缝对接。对
于热轧过程控制系统来说 ,它是整个热
品提出工艺相关需求。譬如 .针对三热
维普资讯
囊镳集纛
f l■T■●E
德寨能
关键词:系统集成 控制模型 热轧
热轧带钢过程控制系统的设计
第 3 期 ( 第 1 8期 ) 总 4 20 0 8年 6月
机 械 工 程 与 自 动 化 ME CHANI CAL ENGI NEERI NG & AUT0M AT1 0N
N o. 3
J n u .
文章 编 号 : 6 2 6 1 ( 0 8 0 - 1 90 17 -4 3 2 0 )30 2 —3
接 。
1 2 P 控 制 系统 的 特 点 . I C
制 。主轧机 直 流调 速系 统的带 载 信号 是监测 电流 信号 高 低 的 ,由于 轧机 没有设 轧制 压力 传感 器 ,系统 中主 要 用此 信号 来判 定 主轧机 是否 咬 钢 ,作 为控 制 活套起 落 的关 键信 号 [ 。 2 ]
2 1 直 流 传 动 系统 .
直 流传 动系统 采 用 S E NS的 6 I ME RA7 , 速 度 0其 通过 C P通 信 板数字 用 的 动态 速度 给定 。 测速 反馈 采用光 电编码器 方式 , 其 稳 态速 度控 制精 度可 达 0 0 。 . 6 系统 中主轧机 和 活 套 直 流调 速器 的控 制 有所不 同 ,活套 电机 的编码 器具 有双 重功 能 ,其一 作 为速度 反馈 来控 制 活套 电机 的速 度 ,其 二作 为活 套角 度测量 传 感器 ,将 信息送 入 P C L S —4 0的 E 7 0 I口, 为 活套角 度反 馈信 号 。由于需要 作 控 制 活套 力矩 ,所 以必 须对 活套 电机 的 电流也进 行控
关 键 词 :P C; 热 轧 带 钢 ; 控 制 系 统 L 中 图 分 类 号 :T 3 . 1: 2 3 G3 5 1 TP 7 文 献 标 识 码 :A
0 引 言
热轧过 程控 制计 算机 系统 是保 证生 产 连续 、稳定 及产 品高精 度 的关 键 。由于对 热 轧带钢 质 量要求 的不 断提 高 ,对 带钢 热轧 生产 过程 控制 功能 的要 求也 日益 提高 ,从厚 度控 制到 温度 控制 、宽 度控 制 、板 型控制 以及机 械性 能 的控 制 ,从 基础 自动化 、过程 自动化 到 “ 三级 ” 产控 制 , 生 并逐 步 形成包 括 控制 与信 息管 理 的 完 整 的多级 系统 。本文 针对 某 钢厂 热轧 生产状 况 ,着
首钢京唐公司2250热轧工程大型加热炉过程控制系统
Jn tn ntd Io n te o , Ld i it d c d i hs at l. T e a v n e w e e iga g U i rn a d Se lC . t . s nr u e n t i r ce e o i h d a c d t o lv l
关键词
La g r c o e sCo r lS se f2 5 o l n i r e Fu na e Pr c s nto y t m o 2 0 H tRol g M l i l
i h u a g J n t n i d I o n t e . Lt n S o g n i g a g Un t r n a d S e lCo , d. e
ZHENG o Zh u
( e igS o gn uo ai fr ai eh o g o,Ld ) B in h u agA tm t nI om t nT cn l yC . t. j o n o o
1780mm热轧带钢精轧过程设定系统

2006.6
RAL
2.2 初始化设置
设定过程初始化功能:根据层别数据、操作工输入数据 确定精轧设定过程参数初值。
1. 空过机架设置 如果层别数据有空过机架,但操作工没指定空过机
架,则强行指定空过机架。
2006.6
RAL
2.2 初始化设置
2. 穿带速度模式设定 穿带模式有:0、1、2、3四个值
保温罩 ...
板形仪
加热炉 加热炉 加热炉
0 次设定
飞剪 除鳞 精轧立辊 ...
喷嘴 活套
精轧自学习
2nd设定
F1
F2
F7
穿带自适应
2006.6
RAL
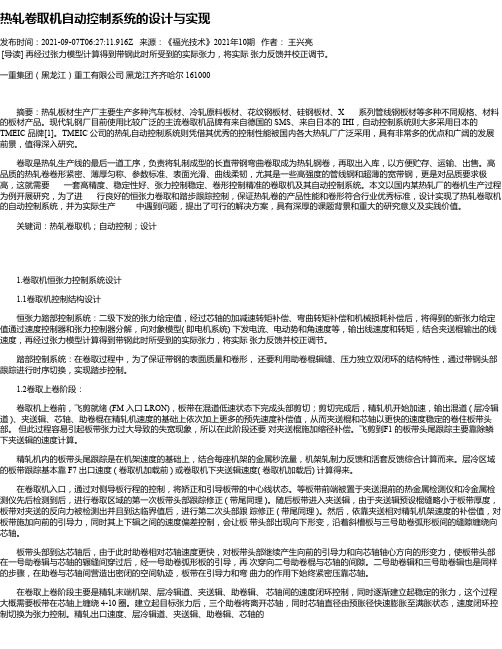
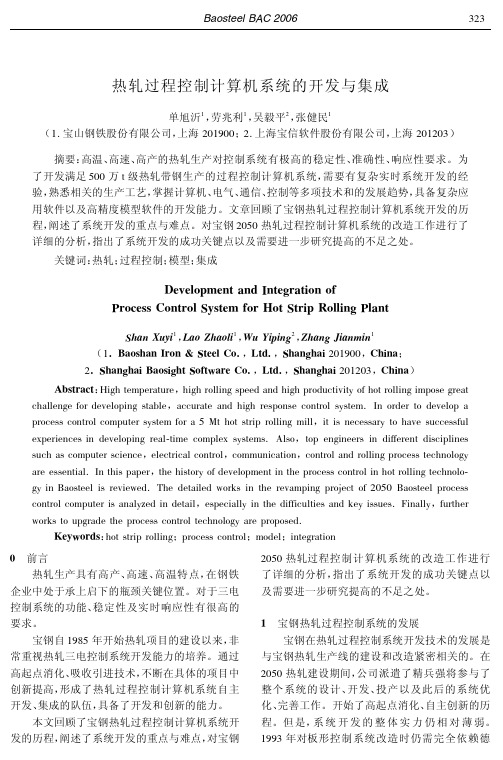
1.4 FSU数据流图
2006.6
L3级
原始数据
L2级
终端
RSU 设定数据
FSU 精轧过程设定
系统常数
层别数据 工程报表
计算结果
MPC 轧制节奏控制
2006.6
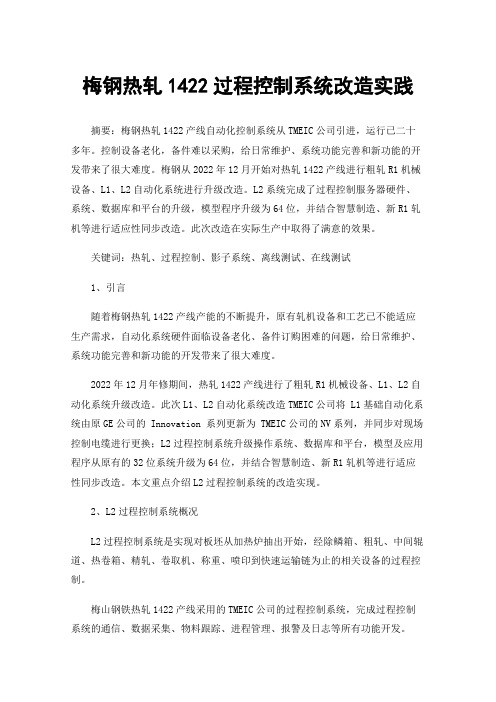
RAL 1. 精轧过程设定系统概述
1.1 FSU总体功能 FSU根据粗轧出口带钢温度和从RT2出口到F1入口的运行
时间预测带钢精轧入口温度,并通过调节中间辊道保温罩开关 模式与摆钢时间来保证精轧入口温度。
根据初始压下规程或者上次计算的压下规程,计算各种物 理量、速度、温度、轧制力、扭矩和功率等。
2006.6
RAL
2.2 初始化设置
5.负荷分配模式选择 功率/轧制力/压下率—负荷分配方式(层别表值) 根据是否有空过机架,设定负荷分配模式。 (1) 没有空过机架 负荷分配模式=层别值 1—功率模式、2—轧制力模式、3—压下率模式 (2) 有空过机架 负荷分配模式=3
2006.6
最终版--轧机过程控制系统(控制部分详细设计)

江西九江钢厂有限公司以新代旧综合利用技术改造工程3500mm中厚板项目过程控制系统详细设计规格书第二章轧机过程控制系统(控制部分)中冶京诚工程技术有限公司2008年11月目录1. 模型系统概述 (1)1.1. 设计特点 (1)1.2. 主要功能 (2)1.3. 控制流程 (2)1.4. 系统组成 (7)2. 轧机控制功能 (10)2.1. 轧制规程设定计算 (10)2.1.1. 程序流程图及调用子函数说明 (10)2.1.2. 主要数学模型 (13)2.2. 道次再计算 (22)2.3. 自学习计算 (24)2.4. 板形控制功能 (28)2.4.1. 平直度与凸度的关系 (28)2.4.2. 板形形成机理 (29)2.4.3. 板凸度方程 (31)2.4.4. 机械凸度的计算 (32)2.4.5. 板形控制策略 (33)3. 系统支持功能 (38)3.1. 系统数据流 (38)3.2. 共享区管理 (38)3.2.1. INSTALL程序 (38)3.2.2. UNINSTALL程序 (39)3.3. 进程管理 (40)3.3.1. PROCESS程序 (40)3.3.2. STOP程序 (41)3.4. 内存共享区 (42)3.4.1. SYSCOM共享数据区定义 (43)3.4.2. SRTCOM共享数据区 (43)3.4.3. PROCOM共享数据区 (44)3.4.4. COMMON进程 (45)3.5. 模型表数据区 (46)3.6. MODELTOOL进程—模型表维护工具 (47)3.7. ALARM进程—系统诊断与报警 (48)3.8. MONITOR进程—系统管理功能 (50)3.9. 系统通信 (51)3.9.1. RMSERVER进程 (51)3.9.2. FMSERVER进程 (57)3.9.3. HMISERVER进程 (61)3.9.4. MODCLIENT进程 (67)4. 共享区数据附表 (72)4.1. SRTCOM数据区 (72)4.1.1. SRTCOM数据列表 (72)4.1.2. PDI数据列表 (74)4.1.3. PASSTYPE数据列表 (75)4.1.4. PHASETYPE数据列表 (78)4.1.5. PASSSETTYPE数据列表 (79)4.1.6. MEATYPE数据列表 (81)4.1.7. PASMEATYPE数据列表 (82)4.1.8. RECALTYPE数据列表 (83)4.1.9. LEARNTYPE数据列表 (83)4.1.10. STEELCOF数据列表 (84)4.2. SYSCOM数据区 (85)4.2.1. SYSCOM数据列表 (85)4.2.2. STEELTYPE数据列表 (93)4.2.3. FAMILYTYPE数据列表 (93)4.3. PROCOM数据区 (94)4.3.1. PROCOM数据列表 (94)4.3.2. ALARMTYPE数据列表 (94)1. 模型系统概述1.1. 设计特点(1)模型计算采用集成化设计理念,将粗轧和精轧两个工艺过程看成一个整体,统一考虑成形、宽展和延伸三个轧制阶段的轧制过程,同时计算粗轧和精轧的轧制规程,使粗轧和精轧的生产节奏基本均衡。
热轧卷取机自动控制系统的设计与实现
热轧卷取机自动控制系统的设计与实现发布时间:2021-09-07T06:27:11.916Z 来源:《福光技术》2021年10期作者:王兴亮[导读] 再经过张力模型计算得到带钢此时所受到的实际张力,将实际张力反馈并校正调节。
一重集团(黑龙江)重工有限公司黑龙江齐齐哈尔 161000摘要:热轧板材生产厂主要生产多种汽车板材、冷轧原料板材、花纹钢板材、硅钢板材、X 系列管线钢板材等多种不同规格、材料的板材产品。
现代轧钢厂目前使用比较广泛的主流卷取机品牌有来自德国的 SMS、来自日本的 IHI,自动控制系统则大多采用日本的TMEIC 品牌[1]。
TMEIC 公司的热轧自动控制系统则凭借其优秀的控制性能被国内各大热轧厂广泛采用,具有非常多的优点和广阔的发展前景,值得深入研究。
卷取是热轧生产线的最后一道工序,负责将轧制成型的长直带钢弯曲卷取成为热轧钢卷,再取出入库,以方便贮存、运输、出售。
高品质的热轧卷卷形紧密、薄厚匀称、参数标准、表面光滑、曲线柔韧,尤其是一些高强度的管线钢和超薄的宽带钢,更是对品质要求极高,这就需要一套高精度、稳定性好、张力控制稳定、卷形控制精准的卷取机及其自动控制系统。
本文以国内某热轧厂的卷机生产过程为例开展研究,为了进行良好的恒张力卷取和踏步跟踪控制,保证热轧卷的产品性能和卷形符合行业优秀标准,设计实现了热轧卷取机的自动控制系统,并为实际生产中遇到问题,提出了可行的解决方案,具有深厚的课题背景和重大的研究意义及实践价值。
关键词:热轧卷取机;自动控制;设计1.卷取机恒张力控制系统设计1.1卷取机控制结构设计恒张力踏部控制系统:二级下发的张力给定值,经过芯轴的加减速转矩补偿、弯曲转矩补偿和机械损耗补偿后,将得到的新张力给定值通过速度控制器和张力控制器分解,向对象模型( 即电机系统) 下发电流、电动势和角速度等,输出线速度和转矩,结合夹送棍输出的线速度,再经过张力模型计算得到带钢此时所受到的实际张力,将实际张力反馈并校正调节。
热轧带钢生产线自动化控制系统
热轧带钢生产线自动化控制系统第一篇:热轧带钢生产线自动化控制系统热轧带钢生产线自动化控制系统摘要本文通过对西南不锈1450mm热轧带钢生产线自动化控制系统的分析,详细阐述了热轧带钢生产线自动化控制系统的基本结构、控制功能等方面的内容,为以后类似工程提供借鉴。
关键词基础自动化级过程自动化级网络西南不锈钢有限责任公司1450热轧不锈带钢生产线,是我公司设计的一条较为先进的带钢生产线。
在设计过程中,本着对客户认真负责的宗旨,对整个热轧生产线的自动化控制系统不断优化,精益求精,使西南不锈1450热轧生产线的自动化程度达到了国内领先水平。
一、系统的总体配置近年来,随着对轧制的最终产品的要求越来越严格,人们对轧制工艺、控制技术的要求也相应提高,因此,有必要采用多级自动化控制系统对生产过程进行全面有效控制。
而各级控制系统之间大量的信息交换需要通过更先进的组织管理,所以,设备的特点和功能配置需要几个自动化级之间相互配合。
西南不锈1450热轧带钢自动化控制系统可分三级,即:传动级(0级),基础自动化级(1级),过程自动化级(2级),并留有同加热炉、连铸自动化系统和三级自动化系统接口该分类的一个重要特点就是各级中本身包括的功能范围。
本身包括的功能范围是指:各级安装后,操作员就可以按照其相对应的等级进行设备操作。
该术语还意味着各级之间的接口是最少的。
在生产过程中维修人员操作的简化和这种设计方式带来的优越性是不可低估的。
该配置方式还为将来设备的扩建和改造带来更多的益处。
本项目自动化功能包括热带轧制生产线上从板坯运输辊道开始到钢卷运输结束的各段的功能,以确保各项工作以正确的、协调的方式进行。
本系统配置的总体原则:先进、可靠、开放、经济、合理。
我们为西南不锈1450热轧生产线自动化系统作了SIEMENS PLC+TDC配置方案。
西南不锈1450热轧生产线自动化系统在纵向分过程控制级(L2级)、基础自动化级(L1级)和传动级(L0级),在横向划分为加热炉区、粗轧区、精轧区、卷取区四个区域。
梅钢热轧1422过程控制系统改造实践
梅钢热轧1422过程控制系统改造实践摘要:梅钢热轧1422产线自动化控制系统从TMEIC公司引进,运行已二十多年。
控制设备老化,备件难以采购,给日常维护、系统功能完善和新功能的开发带来了很大难度。
梅钢从2022年12月开始对热轧1422产线进行粗轧R1机械设备、L1、L2自动化系统进行升级改造。
L2系统完成了过程控制服务器硬件、系统、数据库和平台的升级,模型程序升级为64位,并结合智慧制造、新R1轧机等进行适应性同步改造。
此次改造在实际生产中取得了满意的效果。
关键词:热轧、过程控制、影子系统、离线测试、在线测试1、引言随着梅钢热轧1422产线产能的不断提升,原有轧机设备和工艺已不能适应生产需求,自动化系统硬件面临设备老化、备件订购困难的问题,给日常维护、系统功能完善和新功能的开发带来了很大难度。
2022年12月年修期间,热轧1422产线进行了粗轧R1机械设备、L1、L2自动化系统升级改造。
此次L1、L2自动化系统改造TMEIC公司将 L1基础自动化系统由原GE公司的 Innovation 系列更新为 TMEIC公司的NV系列,并同步对现场控制电缆进行更换;L2过程控制系统升级操作系统、数据库和平台,模型及应用程序从原有的32位系统升级为64位,并结合智慧制造、新R1轧机等进行适应性同步改造。
本文重点介绍L2过程控制系统的改造实现。
2、L2过程控制系统概况L2过程控制系统是实现对板坯从加热炉抽出开始,经除鳞箱、粗轧、中间辊道、热卷箱、精轧、卷取机、称重、喷印到快速运输链为止的相关设备的过程控制。
梅山钢铁热轧1422产线采用的TMEIC公司的过程控制系统,完成过程控制系统的通信、数据采集、物料跟踪、进程管理、报警及日志等所有功能开发。
2.1 L2过程控制系统L2过程控制系统主要由过程控制服务器SMGL2PRI、数据库服务器SMGDB、画面服务器HMISVR和通讯网关服务器GATEWAY等组成。
过程控制服务器SMGL2PRI是整个系统的核心,使用Pasolution组态软件,完成通讯数据管理、跟踪、计算、报警、数据采集等功能;另外,模型计算程序的运行也在SMGL2PRI上;数据库服务器SMGDB使用SQL SERVER2019数据库实现对PDI、历史、模型、、轧辊、报警等数据的存放和读取;画面服务器HMISVR配置CIMPLICITY11.5人机接口软件,负责轧线L2画面的画面工程的管理,画面工程包含现场操作600多幅画面的配置与编译,近4万多个EGD通讯信号的定义及管理;根据现场操作画面需求划分操作权限。
1580 热轧生产线的粗轧过程控制系统

实用科技1580热轧工程是国内自主集成的热连轧系统,其自动控制系统集成了北科麦斯科(一级总承包)、北京金自天正(二级总承包)、澳大利亚IAS、ABB(传动)等国内外热轧领域的优秀单位,经过一年的安装、调试、冷试、热试、试生产、生产达产,设备逐渐进入稳定运行期,通过各方人员共同不断的摸索和优化,产品质量及新品种开发也有显著的提高,逐步成为京唐热轧的品种钢基地。
本文将以介绍该生产线的粗轧自动控制系统的二级过程控制为主,包括粗轧数学模型和软件平台的阐述。
1运行平台简介京唐1580热轧生产线的粗轧二级过程控制的软件运行平台是北京金字天正开发设计的HDP(Happy Develop Platform)平台,是支持过程控制系统开发的计算机系统开发平台。
HDP包含一个系统框架hFRAME和一批功能模板hTemplets。
系统框架是过程控制系统的基础框架,它实现了进程与线程管理、共享区管理、报警与公共服务、系统监控维护和模拟测试等过程控制系统的基础功能,同时为集成系统的其它功能模块提供了简明规范的接口。
功能模板可以生成与系统框架相适应的功能模块,利用它们能够迅速搭建你所需要的系统。
系统框架的程序模块已经固化,开发新系统时,所有基础功能均使用系统配置的办法实现,不需要编制任何程序。
系统框架采用统一规范的接口与其它功能模块进行连接,因而采用HDP平台开发的过程控制系统的可靠性是有充分保证的。
1.1系统的运行环境与开发环境过程控制系统运行在安装有Windows2000Server操作系统的PC服务器上,数据中心还需要Oracle数据库管理系统的支持。
HDP的开发环境是VC++、Office以及Oracle Developer。
1.2HDP系统框架HDP系统框架hFRAME本质上是一个封装好的软件包,其范围几乎含盖整个过程控制系统,只有hPCS中的应用线程模块appThreads不在其中。
系统框架的工具箱只包含系统监控程序Monitor这个基本的工具。
热轧过程控制计算机系统的开发与集成
&"&
热轧过程控制计算机系统的开发与成
单旭沂! , 劳兆利! , 吴毅平" , 张健民! ( !# 宝山钢铁股份有限公司, 上海 "$!%$$ ; "# 上海宝信软件股份有限公司, 上海 "$!"$& ) ’ ’ 摘要: 高温、 高速、 高产的热轧生产对控制系统有极高的稳定性、 准确性、 响应性要求。为 了开发满足 ($$ 万 ) 级热轧带钢生产的过程控制计算机系统, 需要有复杂实时系统开发的经 验, 熟悉相关的生产工艺, 掌握计算机、 电气、 通信、 控制等多项技术和的发展趋势, 具备复杂应 用软件以及高精度模型软件的开发能力。文章回顾了宝钢热轧过程控制计算机系统开发的历 程, 阐述了系统开发的重点与难点。对宝钢 "$($ 热轧过程控制计算机系统的改造工作进行了 详细的分析, 指出了系统开发的成功关键点以及需要进一步研究提高的不足之处。 ’ ’ 关键词: 热轧; 过程控制; 模型; 集成
图 !" 功能关系示意图 ! # !" 应用功能开发 根据热轧生产流程, 需要考虑加热炉、 粗轧、 精轧、 板形、 层流冷却及卷取机等设备的设定与控 制。围绕生产过程的物流、 信息流及控制流展开 应用功能的开发, 具体内容包括材料跟踪、 数据通 信、 数据管理、 数据收集、 设定计算、 画面、 报表等。 这些是完成热轧过程控制所必备的基本功能, 是 确保热轧物流、 信息流畅通、 准确, 生产高度自动 化的前提条件。 ! # #" 热轧模型 为了获得高精度的产品, 就必须对热轧过程 进行精确的控制。因此, 建立高精度的过程控制 模型, 实现对板坯的加热、 宽度、 厚度、 板形、 轧制 过程中的温度、 卷取温度等进行预报、 设定以及周 期控制是整个过程控制系统的核心。 从抽象角度分析, 热轧控制系统的模型可分 : 物理模型、 控制模型以及自适应模 三大类 ( 图 $) 型。 #" 宝钢 !%&% 热轧轧线过程控制计算机系统改造 在热 轧 三 电 系 统 改 造 总 体 框 架 下, 实施对 $’(’ 热轧轧线过程控制计算机系统的改造。 # # ’" 系统设计 为了实施对复杂的热轧控制系统的分步改 造, 各子系统功能原则上维持不变, 只进行局部优 化。在对过程控制计算机系统改造时, 取消了原 前置处理机系统, 将其功能合理的分配到基础自 动化以及过程控制计算机系统中, 使整个控制系 统层次清晰、 功能分担更趋合理。 &# !# !" 主机系统 主机系统采用 )* 的 +,*)+ 服务器 -./’ 。 利用正在改造的板形控制计算机, 添置一些必要 的软硬件, 将现有精轧控制机的功能移植进去, 并 称其为精轧控制机。另外, 新置 & 台小型机, 其中 $ 台分别替换现有的粗轧控制机和层流冷却控制 机, 另 ! 台作为粗轧、 精轧和层流冷却控制机的备 用机。这 / 台主机均为多 0*1 系统, 除了本身带 有内置硬盘外, 还共享一套外置的磁盘阵列, 组成 一个互为热备的集群体系结构。 &# !# $" 存储系统 新系 统 在 数 据 存 储 上 实 现 了 基 于 .+2 的 3+45 磁盘技术, 最大程度保证了系统数据的完 整性和安全性。根据生产数据的特点和使用目 图 $" 热轧模型分类 的, 在数据管理上分别采用了数据库和文件系统,
过程控制级模拟轧钢系统的研制及在热轧试车中的运用
智能制造数码世界 P.266过程控制级模拟轧钢系统的研制及在热轧试车中的运用段俊涛 首钢长治钢铁有线公司轧钢厂摘要 :本文主要以过程控制级模拟轧钢系统的研制及在热轧试车中的运用为重点进行阐述,结合当下过程控制级模拟轧钢系统组成结构为依据,首先分析过程控制级模拟轧钢系统的研制,其次从过程控制级模拟轧钢系统模拟器的研制、综合模拟试验两个方面深入说明并探讨过程控制级模拟轧钢系统的研制在热轧试车中的巧妙运用,进一步强化过程控制级模拟轧钢系统在热轧试车中的运用效率,旨意在为相关研究提供参考资料。
关键词:过程控制级 模拟轧钢系统 研制 热轧试车 有效运用轧钢行业发展的特征具备一定的持续性和实时性,现阶段在轧钢行业的自动化控制研制呈现日新月异的发展趋势,以往大量的作业操作都可以借助体系的控制加以实现。
模拟轧钢针对现场的调试工作和热负荷生产试验产生积极影响,不仅能够在轧钢生产涉及的模拟轧钢作业中设置生产参数,便于生产工艺的顺利实施,包括每一个机架的轧制功以及轧制力,减小试轧的损失;还能够在任一种情况下检验现场设备的运行效果,保证轧钢条件足够充分。
如今过程控制级模拟轧钢系统的研制受到诸多人士的关注,怎样将过程控制级模拟轧钢系统运用在热轧试车中是新时期下轧钢行业发展的主题。
1.过程控制级模拟轧钢系统的研制所谓的模拟轧钢系统,也就是依据模拟信号替换外界的真实信号,促使应用性能依据现场生产涉及的工艺和生产逻辑加以实现,体现检测作业的准确性和统一性。
模拟轧钢系统并没有确切的概念,可以站在模拟轧钢存有的模拟功能以及工艺两个视角下加以分析。
其一,功能区分。
模拟轧钢系统呈现局部性能模拟、单层面性能模拟以及多层面性能模拟等形式,其中局部性能模拟是基于某个信号的模拟以及报文加以形成的模拟系统。
针对轧钢工厂的控制技术[1],抽钢模拟以及加热炉装钢模拟也是局部性能模拟的范畴;单层面性能模拟便是在较为全面的系统视角下,依据多种地区局部模拟理念,综合模拟模拟轧钢系统的一种方式,体现出现代化轧钢系统的完整性;多层面性能模拟便是把两个以及两个以上单层面性能模拟进行结合,之后组建成大规模的控制体系[2]。
热轧过程控制计划
热轧过程控制计划下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!热轧过程控制计划是钢铁行业生产过程中的重要一环,通过科学的计划和有效的控制,可以提高工艺质量,降低生产成本,提高生产效率。
PID控制器之热轧机
热轧机系统的PID 控制器设计电气与控制工程学院测控技术与仪器热轧机系统的PID 控制器设计摘要:热轧机系统是通过调整辊轧机的间隙来控制钢板的厚度,传统的PD控制器不能满足要求,因此采用PID控制器对其进行控制,通过调节各种参数使其达到目的。
关键字:热轧机系统 PID控制器The devise of PID controller for Hot rolling machine systemAbstract:Hot rolling machine system control the thickness of steel plat by means of adjust the space of stone roller machine ,the classical PD controller can not be properly for it, so we use PID controller ,through adjust the arguments, make it conquer the field.Key words: Hot rolling machine system PID controlle r 一、热轧机系统的介绍分析热轧机是热轧厂用来将炽热的钢坯轧成具有预定厚度和尺寸的钢板的机器。
钢坯在熔炉中加热,加热后的钢坯依次通过两台辊轧机,制成具有预期宽度与厚度的钢板。
热轧机系统是通过调整辊轧机的间隙来控制钢板的厚度,因此必须准确的确定辊轧机的间隙,传统的PD 控制器不能达到理想的效果,因此通过PID 控制器对其进行控制,以使其间隙达到控制要求。
二、热轧机系统的建模分析1:热轧机控制系统传递函数:541)(20++=S S SG (参考自动控制原理得此函数)2:在MATLAB 中对其零极点进行求解并绘制开环传递函数曲线,在M 文件中输入以下语句:在命令窗口输入以下语句:得到零极点图与开环阶跃响应曲线如下:3:指标分析:由图可得,开环传递函数阶跃响应曲线上升时间长,响应速度慢,此时不存在超调量。
钢铁企业热轧过程控制系统设计的开题报告
钢铁企业热轧过程控制系统设计的开题报告
一、选题背景
随着我国经济的不断发展,建筑、船舶、桥梁等领域对高强度、高
耐久性的钢材需求越来越大,然而在生产过程中不同生产批次的钢材性
能会有所差异,导致钢材品质无法得到保证,此时需要有一套针对不同
批次钢材的热轧过程控制系统,以确保产品质量一致。
二、选题意义
1、提高产品质量和稳定性
钢铁制造生产车间生产的热轧产品性能差异要求极高,而热轧过程
对产品品质具有很大的影响,因此开发能够自适应不同生产批次的热轧
过程控制系统将能提高产品的质量和稳定性。
2、提高企业经济效益
利用控制系统优化生产流程,能够有效地提高生产效率,降低生产
成本,提高企业经济效益。
三、研究目的
本文旨在设计一套实用的钢铁企业热轧过程控制系统,为钢铁企业
提供一种提高产品质量、稳定性和生产效益的有效途径,并且根据现有
文献和经验,对热轧过程控制系统的重要性和优化策略进行分析和探讨。
四、研究内容和方法
1、热轧过程控制系统的设计原则和技术方案
2、控制系统的硬件选型和组成原理
3、控制系统的软件开发和算法优化
4、系统测试和性能评估
五、研究预期成果
本研究将设计开发一套实用的钢铁企业热轧过程控制系统,提高产品质量和稳定性的同时,也能够为钢铁企业提高生产效益。
该控制系统根据不同的生产批次钢材的特性,自适应地调整控制策略,从而实现产品性能的一致性。
同时,通过评估该热轧过程控制系统的性能和效益,旨在提供一种可行的解决方案和参考经验,对钢铁企业的生产和技术改进具有一定的指导意义。
京唐2250热轧过程控制系统的应用与研究_张春杰

Abstract The process control system by Japanese TMEIC is used on the 2250 hot strip mill of Shougang Jingtang united iron & steel.The system construction is divided into four lays network,and the EGD network is used to communication with outstanding gauge and real -time control the profile.The network system is proved high -quality communication.Zone_director and Piece_director are introduced in the system,which manage tracking zone and piece separately. Keywords:hot strip mill,process control,network,model
热轧过程控制计算机系统

热轧过程控制计算机系统摘要:现阶段过程控制计算机系统已被广泛应用在各领域生产经营建设中,对提高产品生产效率,保障生产综合效益意义重大。
为充分发挥出过程控制计算机系统在热轧环节的应用优势,还需借助明确现阶段热轧设备管控要求,探索出热轧过程控制计算机新路径。
本文就针对此,首先提出过程控制计算机系统发展以及在热轧环节的应用重要性,提出热轧过程中过程控制系统种类,明确热轧过程中控制计算机系统运行要点,以供参考。
关键词:信息时代;热轧;过程控制计算机系统前言:为进一步提高热轧质量,需要分析热轧全过程的应用管控要点,确保热轧设备安装及后续运行工作能够始终处于安全高效的状态。
随社会经济及科学技术发展速度不断加快,热轧系统也逐步趋向于自动化方向发展,对从根本上提高各类资源利用率,保障热轧设备运行期间的安全性与可靠性具有重要意义。
1、概述过程控制计算机系统20世纪50年代末,第1台过程控制计算机被应用在炼油厂内,为炼油厂高效生产目标的实现奠定了坚实技术基础[1]。
随后过程控制计算机也被应用在了钢铁工业,衍生出了带钢热连轧计算机控制系统,取得了显著的技术与经济效益。
现阶段热轧过程计算机控制技术主要就是采用计算机直接数字控制方式,由于热轧环节使用到的连扎设备生产效率高,质量控制难度小,在轧制过程中更易实现自动化与机械化目标,有效推动了联闸自动化发展进程。
依照应用特征、控制目的控制方法,可以将过程计算机控制系统划分为数据收集系统、直接数字控制系统、监督计算机控制系统、多级控制系统与分散控制系统多种类型。
数字控制系统中,计算机负责对实际生产期间的各类参数进行巡回、检验、处理,合理控制数据监管期间的给定时间间隔,借助打印的方式向各部门以及工作人员准确传达数据内容[2];数字控制系统就是在信息处理平台中输入模拟处理量,依据模拟处理量通道、开关量通道,开展全面数据采集工作,计算数据控制规律,实现生产全过程控制目标;监督计算机控制系统采用两级计算机完成直接数字控制功能,下位机需要进行直接数字控制,上位机可以直接反映并计算生产过程中的数据以及数字模型;多级控制就是使用分层控制方法,由最低一层等级逐步发展到最高等级信息控制系统,能够满足规模更大的生产控制要求;分散控制系统是被称之为分布式控制系统,在实际运行过程中具有分散控制、集中管理特征。
热轧实验轧机过程控制系统的研究的开题报告

热轧实验轧机过程控制系统的研究的开题报告一、项目背景热轧是金属材料加工的一种重要方法,广泛应用于钢铁、有色金属、合金等领域。
在热轧生产中,轧机过程是关键环节之一,其产品质量的好坏直接影响着整个生产线的效益。
传统热轧生产中,轧机调整和监控主要依靠工人经验和直觉,容易造成质量波动和产能偏低等问题。
因此,研发一种高效、自动化的轧机过程控制系统具有非常重要的意义。
二、研究目的和意义本项目旨在研究一种基于控制理论和智能算法的热轧实验轧机过程控制系统,并应用于实验轧机中。
具体目的包括:1. 基于轧机过程分析,建立轧机过程数学模型,研究轧制过程中关键参数的变化规律与相互关系;2. 设计一种轧机过程自动控制策略,实现轧机主要参数的闭环控制,在保证产品质量的前提下提高生产效率;3. 将研究成果运用于实验轧机中,评价该控制系统的性能和应用效果。
本研究的意义在于:1. 提高轧机生产率和产品质量,降低生产成本和能源消耗,提高经济效益;2. 推进热轧实验技术的发展和创新,促进钢铁、有色金属等行业技术进步;3. 拓展控制理论和智能算法在工业生产中的应用范围,增强研究者在相关领域的技术水平和竞争力。
三、研究内容和方法1. 系统分析和建模根据实验轧机的结构和工作原理,对轧机工艺流程进行分析,建立轧机过程数学模型,分析轧机过程中关键参数的变化规律和相互关系。
2. 控制策略设计和优化基于轧机过程分析和模型建立,设计轧机过程自动控制策略,并运用控制理论和智能算法进行系统优化。
3. 实验验证和评价将研究成果应用于实验热轧轧机中,进行实验验证和性能评价,比较控制前后的生产效率和产品质量等指标。
四、研究工作计划本项目总计工作周期为18个月,计划分为四个阶段进行:1. 材料准备和文献综述(1个月):对研究领域的相关文献进行搜集和阅读,了解国内外研究现状和前沿技术。
2. 系统分析和建模(4个月):对实验轧机进行全面分析和建模,提取轧机过程中关键参数,建立数学模型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
异构 环境的 工 规范, 较了 工E CRA 优缺点及适用范围。 E C 比 C 与 OB 的 在此基础上, 针对设备工艺要求,以 分布式对象技术为基础,利用 面向 对象的 工 中 E C 间件的
优 点, 进行 热轧过 程控制 系统设 计,对热轧过程控制系统 的体系 结构、子系统、
数据库、 数据中心、 存储 系统及过程控制计算机中间 软件部署进行分析。最后
计 1 n 热轧厂线上的过程控制系统成为 8 u 0 8 一项重点工作。
11 .
热轧过程控制系统现状
若从上世纪 0 6 年代初起算,热轧计算机控制系统的发展己 3 年历史, 有5 随 着生 产技术的发展, 系统结构逐步分散化:随着产品质量、降 低能耗、降低
成本、环保等 方面的要求,控制功 能不断完善 、精度也不断提 高。在冶金工业 中,带钢热连 轧计算机控制系统是 发展最迅速、成熟和效果最 明显的计算机系
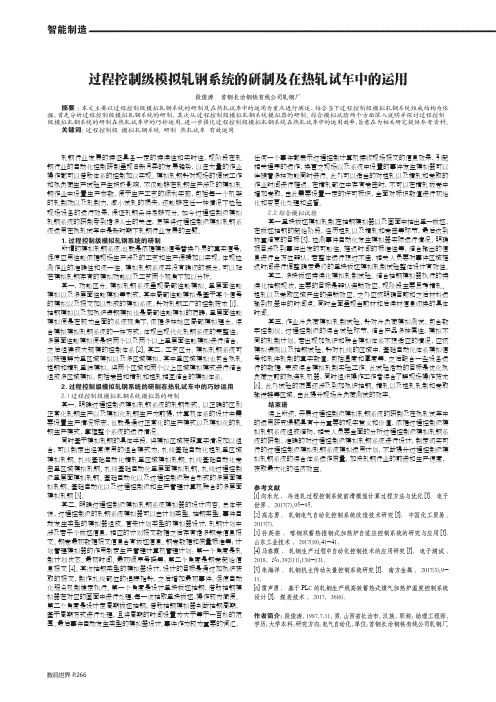
热轧区 域对设备控制及工艺参数的 控制周期一 般为 6 0二,  ̄2 厚度、宽 度的
工艺参数 自 动控制应 小于 2m ,这和热工参数 〔 0 s 温度 、压力、流量)为主的生
产 过程相比, 控制周期约快 2一4 倍闭 图 11 0 0 。 . 为新日 铁技术开 发本部资 深铁
钢控制专家 中备徽雄 对热轧过程控制的复杂度 的描述 ,可 以看 出热 轧过程机控
控制 级在信息流和物流中 处在上下级的数据交互的 通道上。 生产管理级计算机
负责本 区域 的生产计划下达 、生产 实绩上报等管理工作 。合 同处理和管理 、分
析决 策等只需要进行大量数据处理而无实时 控制要求的 功能 则在企业管理级完
成[ 公 的 造系 板 也 是 样由 至上 成到E 系 的 ] 2 司 制 。 统 块 就 这 下 集 P R 统 。
下 。随着 计算机技术 的发展 ,过程控 制级系统通 用性 也越来越 好,但是多年 来 在控制 系统上 开发的热轧生产 必需的新功能和模 型优化 成果没有继承好,采 用 的中间件技术 受专用系统 的限制,对应用软件的功能移植带来了一定的影响 , 系 统的集成还有待提高 。
对于一 条具体的 产线,随 着新产品新钢种 投入生 产,产品质量考核要求会
进行 了总结和展望 。
关键词: 热轧过程控制: 分布式;中间件;工 E C
钢铁企业热轧过程控制系统 设计
ABSTRACT
AB T AC S R T
Bc s ftec叩 lxcnr1fo n a afo asdb rcs ea eo h o e oto lwaddt 1wcue yPoe s u ad eu皿et, te cs fr sfw r ein adm itnne o te n qi ns h ot o otaed sg n a n ea c f h Poescnrlss e nlo rcs oto ytmi rn良Se1Cmayi adt u on ih te oP n shr octdw.Wt te rp d got o cm ue tcn lg, sc a o jc一ret d h ai rwh f oPtr ehooy uh s betoine tcnlg, B ehooy i i ugnyfrlo & te cmay o e in ehooy D tcnlg , t s rec o r n Sel opn t dsg a poes cnr l sse wt go 服 itnne prai iy rcs oto ytm ih od neac, ot lt , b etniliy eie ihra一ieadsrn t iiy xesblt,bsdshg e ltm n togsa lt. b Tikn bu h h rce n hrcmn ftefre e1zd a otteca atradsoto igo h omrraie hn ig m tos y t印rq ie et reaaye .P cso n ojc一ret d ehd,sse eurmn sa n lzd ou na betoine m dlw ePafr, IE woe即piain ae sial o s i idea r ltom C, hs lctos r u tb efru e n htr gno sevr朋e t.Hw1Ebid nC RA eeoe eu nio n s o C ulso OB ’ssrntsw ie tegh hl ao dn isw anse sPeetd fe ht codn oPoe s v iig t ek essi r sne .Atrta,acrigt rcs rq ieet ae nter sac n Ppia ino itiue ye eurm n,Bsdo h ee hada lcto fdsrbtdtp r o jc ehooy a igteavnaeo C ,tedsg hr ce f b ettcnlg,tkn h datg fIE h e incaa tro te Poes cn rl sse i aaye. I te cus o te h rcs oto ytm s nlzd n h ore f h 1Peetto,tee a i o hs tcei ado h dsg fte 功 lmnaln h 叩hs s fti a il s1i nte eino h r faeoka dte c叩 oe to h sse 。Te dtbs yt皿 dt r wr n h o nn fte ytm h aaaesse, aa m soeos,md1wr dpo r 1oPeetd i ti rtce h trhue ideae e1yaeas rsne n h sa 11.Te
统,不仅提高了生产效率, 而且大大提高了 尺寸精度和性能,带 来了巨 大的经
济效益 〔 , , 。
在钢铁企业, 热轧计算机控制系统是集管理、生产、控制、 信息等 一体的
自动化 系统。按照任务要求 的不 同、控制对象的不同、实时响应要求 的不同, 自动化 系统一般可分为企业管理级 、生产管理级、过程控制级和基 础 自动化级 四级。其 中,基础 自 动化包括 电气 和仪表系统,直接控制设备 的动作 ,分轧件 跟 踪运送控 制 ,设备控制、顺控和 区域协调控制 、质量控制 ,要求快速响应 。 实时控制 要求高、运算频繁 、模型 复杂等性质的任务 由过程控 制机 完成,过程
不 断提 高,质量分析 、生产 实绩分析、质量异议 分析、技术经济指标分析、质 量预测及钢种优化分析 的功 能要加强,在系统设 计时,没有从公司的技术集成 角度来考虑系统 的结 构设计 ,原有系统的数据分析功能大多是经过改造新增功
能, 过程控制通信和数据分析进程间 通讯提供接口 规范不一致。 现有的中间件 平台的 各种管理, 配置, , 监控 维护等功能没有提供 W 管理 B E
着 较大的 变化。 如今在基础自 动化级就可完成很多从前因为计算机能力的限 制 而分 担到 过程机的数据处理工作, 过程机则承担了更多的质量精度控制和辅 助 新 产品设 计开发的工作。
虽然过程 控制机是基础 自动化 的上级机 ,但是与工艺的关联度 比基础 自动
化大。需 要冶金工艺材料学基础下设计的数学模型来精确控制设备对象的动作 过 程和幅 度。而实际 对象往往是复杂系统,对于存在非结构化、不确定性因素
钢铁企业热轧过程控制系统设计
第一章 引 言
损 失往往不是 因为轧坏 了一块钢 ,而是恢复生产 时间产能的损失 。
4 一直到 0 9 年代采用的 、 系统的专用性都很强, 安全性要求高, 可扩展性
差,受硬件条件 限制,与外界通 讯规约不尽相 同、而且接 口过于复杂 。本地实 现 的数据分析 能力不 强。
制与 其他控制系 统相比的 难度【 匀 。
多
热 第二钗 域
功 能 数
轧 一厚 板 一
每轧
』汾 蘸 铡
低速
加 工处理 线 第三领 域
控制速度
高速
图 11钢铁企业各厂线过程控制 的复杂度对 比 .
12 .
热轧过程控制系 统存在的问 题
随着冶 金技术和计算机技术的不断发展 ,过程机在生产控制 中的角色 也有
d s g i s朋 a i e a l s . ein s u rzd t a t
Kywr s r cs oto ,DsrbtdTp , Mdl r ,IE e od :PoesCnr l itiue ye id即a e C
I V
论文独创性声明
本 文是 人在 师指 下 行 研 工 及 得 研究 果。 文中 个 论 我 导 导 进 的 究 作 取 的 成 论 除
钢铁企业热轧过程控制系统设计
摘 要
摘
要
钢 铁企业过程控制系统实时性 、稳定性要求高 ,与设备工艺关联 度高,控 制 复杂 , 一直 以来软件开发和维护 的成本都居 高不下 。 随着计算机 技术的发展,
钢铁 企业需 要建立起一个高可靠、可扩充、实 用性强且能 最大程度适应业务发
展 变化 的过程 控制计算机系统 。 针对过程 控制系统的特 点和不足 ,进行 了系统需求分析 ,讨论 了面 向分布
多不 如人工控制效果好, 以 所 难以推广应用〔 朗 。
由于向下关联多 ,一旦产线牵涉到新 的机 械设备及 自动化级控制 系统,原
钢铁企业热轧过程控制系统设计
第 一章
引 言
有的 过程 控制系 统实现方法就难以满足需求, 必须 根据新规 划的设 备及产品要 求定 制过 程控制软 件。 成熟技术的再利用 程度低,开发和维 护的成本都居高不
了 特别加以 标注和致谢的地方外。 不包含其 他人 其它 或 机构已 经发表或撰写过的 研究 成果。 其他同 志对本研究的启发和所 做的 贡献 均己 在论文中 作了明 确的声明 并表示了 谢意。