文献翻译—关于自动化双货叉立体仓库系统
自动化立体库简介

自动化立体库简介引言概述:自动化立体库是一种先进的仓储管理系统,通过自动化设备和智能化控制系统,实现对仓库物品的存储、搬运和管理的自动化操作。
它不仅提高了仓库的存储效率,还减少了人力成本和错误率。
本文将介绍自动化立体库的工作原理、优势、应用领域、未来发展趋势和挑战。
一、工作原理:1.1 堆垛机系统:自动化立体库主要依靠堆垛机系统进行货物的存储和搬运。
堆垛机通过升降和伸缩功能,可以在立体库的垂直和水平方向上进行自由移动,将货物从入库区域搬运到指定位置,并在需要时取出。
1.2 输送系统:自动化立体库还配备了高效的输送系统,包括输送带、滚筒和输送机等,用于将货物从入库区域运送到堆垛机系统,或将货物从堆垛机系统送至出库区域。
1.3 控制系统:自动化立体库的控制系统采用先进的计算机技术和传感器技术,实现对堆垛机和输送系统的智能化控制和监测。
通过精确的定位和运算,确保货物的准确存储和搬运。
二、优势:2.1 提高存储效率:自动化立体库通过高度集成的设备和智能化的控制系统,实现了对仓库空间的最大化利用,大大提高了存储效率。
同时,堆垛机系统的高速度和精确度,保证了货物的快速存取。
2.2 减少人力成本:传统的仓储管理需要大量的人力投入,而自动化立体库可以减少人力搬运和操作的需求,降低了人力成本。
只需少量的人员进行监控和维护工作,即可完成大部分仓库操作。
2.3 提高准确性和安全性:自动化立体库的控制系统能够实时监测货物的位置和状态,确保准确的存储和搬运。
同时,它还能够提供安全防护措施,减少事故的发生,保障员工的安全。
三、应用领域:3.1 电子商务仓储:随着电子商务的快速发展,仓储需求也越来越大。
自动化立体库可以满足电商仓储的高效和快速需求,提供准确的存储和配送服务。
3.2 制造业仓储:制造业的生产过程需要大量的零部件和原材料,自动化立体库可以提供高效的存储和供应链管理,确保生产线的顺畅运转。
3.3 冷链物流仓储:冷链物流对货物的温度和湿度要求较高,自动化立体库可以通过智能控制系统,实现对温度和湿度的精确控制,保证货物的质量和安全。
自动化立体车库管理系统的设计(英文文献+CAD图纸)-论文

自动化立体车库管理系统的设计(英文文献+CAD图纸)-论文自动化立体车库管理系统的研究(英文文献+CAD图纸)Modeling and specifcations of dynamic agents in fractal manufacturing systemsKwangyeol Ryua, Youngjun Sonb, Mooyoung Junga,*a Department of Industrial Engineering, Pohang University of Science and Technology, Pohang, South Korea Systems and Industrial Engineering Department, The University of Arizona, Tucson, AZ, USAb Received 9 September 2002; accepted 16 April 2003Abstract In order to respond to a rapidly changing manufacturing environment and market, manufacturing systems must be flexible, adaptable, and reusable. The fractal manufacturing system (FrMS) is one of the new manufacturing paradigms that address the need for these characteristics. The FrMS is comprised of a number of ‘‘basic components’’, each ofwhich consists of five functional modules: (1) an observer, (2) an analyzer, (3) an organizer, (4) a resolver, and (5) a reporter. Each of these modules, using agent technology, autonomously cooperates and negotiates with others while processing its own jobs. The resulting architecture has a high degree of self-similarity, one of the main characteristics of a fractal. Despite the many conceptual advantages ofthe FrMS, it has not been successfully elaborated and implemented to date because of the difficulties involved in doing so. In this paper, the static functions and dynamic activities of each agent are modeled using the unified modeling language (UML). Then, relationships among agents, working mechanisms of each agent, and several fractal-specific characteristics (selfsimilarity, self-organization, andgoal-orientation) are modeled using the UML. Then, a method for dealing with several types of information such as products, orders, and resources in the FrMS is presented. Finally, a preliminary prototype for the FrMS using AgletsTM is presented. # 2003 Elsevier B.V. All rights reserved. Keywords: Fractal manufacturing system (FrMS); Agent technology; UML; ModelingAbbreviations: FrMS, fractal manufacturing system; BFU, basicfractal unit; DRP, dynamic restructuring process; UML, uni?ed modeling language; HMS, holonic manufacturing system; BMS, bionic/biological manufacturing system; CNP, contract net protocol; MANPro, mobile agent-based negotiation process; NMA, network monitoring agent; EMA, equipment monitoring agent; SEA, schedule evaluation agent; DRA, dispatching-rule rating agent; RSA, real-time simulation agent; SGA, schedule generation agent; GFA, goal formation agent; TGA, task governing agent; NEA, negotiation agent; KDA, knowledge database agent; DMA, decision-making agent; FSM, fractal status manager; FAM, fractal address manager; REA, restructuring agent; NCA, network command agent; ECA, equipment command agent; STA, system agent; NTA, network agent; MP, materialprocessor; MH, material handler; MT, material transporter; BS, buffer storage; MRP, material removal processor; MFP, material forming processor; MIP, material inspection processor; PD, passive device;FMH, ?xed material handler; MMH, movable material handler; FMT, fixed material transporter; MMT, movable material transporter; ABS, activebuffer storage; PBS, passive buffer storage E-mail address: (M. Jung).* Corresponding author. Tel.: t82-54-279-2191; fax: t82-54-279-5998. 0166-3615/$ – see front matter # 2003 Elsevier B.V. All rights reserved.doi:10.1016/S0166-3615(03)00099-X1. IntroductionFacing intensified competition in a growing global market, manufacturing enterprises have been reengineering their production systems to achieve computer integrated manufacturing (CIM). Major goalsof CIM include, but are not necessarily limited to, lowering manufacturing costs, rapidly responding to changing customer demands, shortening lead times, and increasing the quality of products [1–3]. However, the development ofa CIM system is an incredibly complex962>>。
立体仓库--文献翻译
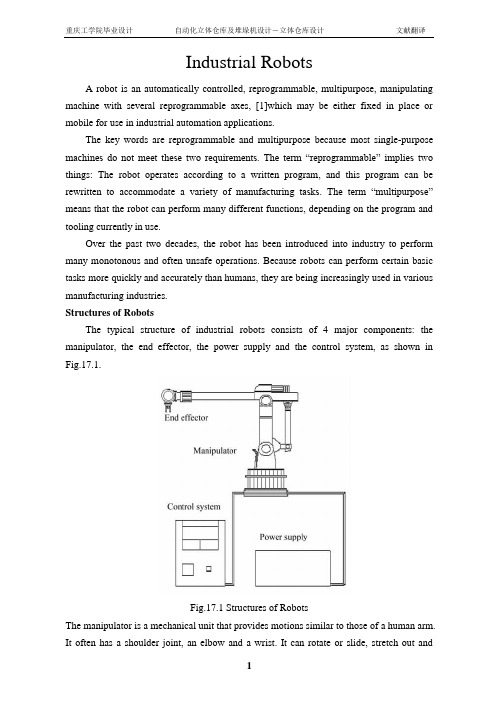
Industrial RobotsA robot is an automatically controlled, reprogrammable, multipurpose, manipulating machine with several reprogrammable axes, [1]which may be either fixed in place or mobile for use in industrial automation applications.The key words are reprogrammable and multipurpose because most single-purpose machines do not meet these two requirements. The term “reprogrammable” implies two things: The robot operates according to a written program, and this program can be rewritten to accommodate a va riety of manufacturing tasks. The term “multipurpose” means that the robot can perform many different functions, depending on the program and tooling currently in use.Over the past two decades, the robot has been introduced into industry to perform many monotonous and often unsafe operations. Because robots can perform certain basic tasks more quickly and accurately than humans, they are being increasingly used in various manufacturing industries.Structures of RobotsThe typical structure of industrial robots consists of 4 major components: the manipulator, the end effector, the power supply and the control system, as shown in Fig.17.1.Fig.17.1 Structures of RobotsThe manipulator is a mechanical unit that provides motions similar to those of a human arm. It often has a shoulder joint, an elbow and a wrist. It can rotate or slide, stretch out andwithdraw in every possible direction with certain flexibility.The basic mechanical configurations of the robot manipulator are categorized as cartesian, cylindrical, spherical and articulated. A robot with a cartesian geometry can move its gripper to any position within the cube or rectangle defined as its working volume. Cylindrical coordinate robots can move the gripper within a volume that is described by a cylinder. The cylindrical coordinate robot is positioned in the work area by two linear movements in the X and Y directions and one angular rotation about the Z axis. Spherical arm geometry robots position the wrist through two rotations and one linear actuation. Articulated industrial robots have an irregular work envelope. This type of robot has two main variants, vertically articulated and horizontally articulated.The end effector attaches itself to the end of the robot wrist, also called end-of-arm tooling. It is the device intended for performing the designed operations as a human hand can. End effectors are generally custom-made to meet special handling requirements. Mechanical grippers are the most commonly used and are equipped with two or more fingers. The selection of an appropriate end effector for a specific application depends on such factors as the payload, environment, reliability, and cost.The power supply is the actuator for moving the robot arm, controlling the joints and operating the end effector. The basic types of power sources include electrical, pneumatic, and hydraulic. Each source of energy and each type of motor has its own characteristics, advantages and limitations. An ac-powered or dc-powered motor may be used depending on the system design and applications. These motors convert electrical energy into mechanical energy to power the robot. Most new robots use electrical power supply. Pneumatic actuators have been used for high speed, nonservo robots and are often used for powering tooling such as grippers. Hydraulic actuators have been used for heavier lift systems, typically where accuracy was not also required.The control system is the communications and information-processing system that gives commands for the movements of the robot. It is the brain of the robot; it sends signals to the power source to move the robot arm to a specific position and to actuate the end effector. It is also the nerves of the robot; it is reprogrammable to send out sequences of instructions for all movements and actions to be taken by the robot.An open-loop controller is the simplest form of the control system, which controls the robot only by following the predetermined step-by-step instructions. This system does not have a self-correcting capability. A close-loop control system uses feedback sensors to produce signals that reflect the current states of the controlled objects. By comparing those feedback signals with the values set by the programmer, the close-loop controller canconduct the robot to move to the precise position and assume the desired attitude, and the end effector can perform with very high accuracy as the close-loop control system can minimize the discrepancy between the controlled object and the predetermined references.Robot ApplicationsThe robot is a very special type of production tool; as a result, the applications in which robots are used are quite broad. These applications can be grouped into three categories: material processing, material handling and assembly.In material processing, robots use tools to process the raw material. For example, the robot tools could include a drill and the robot would be able to perform drilling operations on raw material.Material handling consists of the loading, unloading, and transferring of workpieces in manufacturing facilities. These operations can be performed reliably and repeatedly with robots, thereby improving quality and reducing scrap losses.Assembly is another large application area for using robotics. An automatic assembly system can incorporate automatic testing, robot automation and mechanical handling for reducing labor costs, increasing output and eliminating manual handling concerns. Fig.17.2 is SCARA Robot for automatic assembly.Fig.17.2 SCARA Robot for Automatic Assembly工业机器人机器人是一种自动控制的,可重复编程的,多功能的,由几个可重复编程的坐标系来操纵机器的装置,它可以被固定在某地,还可以是移动的以在工业自动化工厂中使用。
自动化立体仓库双货叉堆垛机存取效率研究
比研 究 。P o t r c [ 提 出了双载具堆垛 机系统吞 吐量旅行 时间启
1 引 言
自动化立体仓库 ( A u t o ma t i c S t o r a g e &R e t r i e v a l S y s t e m, A S / R S ) 由立体货架 、 自动堆垛机 、 托盘 、 计算机控制与管理系统组 成, 堆垛机作为 A S / R S 重要的仓储设备 , 在A S / R S 存 取系统 中 有重要 的作用 。
Xi a Ti a n , J i a n g P e ng
( S h a n x i U n i v e r s i t y o f S c i e n c e &T e c h n o l o g y , X i ’ a n 7 1 0 0 2 1 , C h i n a )
Ab s t r a c t : I n t h i s p a p e r , a c c o r d i n g t o t h e t wo p o s s i b l e s c e n a r i o s d u r i n g t h e i n i t i a l c a r g o s t o r a g e , we b u i l t t h e f o u r - d i r e c t i v e c i r c u l r a t i me
发式评价模 型。在 国内 , 杨朋 l 提出了货位分配 与拣选路径 的 集成化模 型, 并采用禁忌搜 索算法来求解 出入库效率问题 。 基于上述研 究 , 双货叉堆垛机 单个作业周期 比单货叉堆 垛机时间长 , 但是双货叉堆垛机一次可完成多个货物的存取 , 仓库出入库能力显著提高 , 因而 , 对于如何 在保证 出入库 能力 的前提下提高双货 叉存 取效 率的研究对 于提高 自动化立体仓
自动化立体库简介

自动化立体库简介自动化立体库是一种先进的仓储管理系统,旨在提高仓库的存储效率和操作效率。
它采用自动化设备和技术,实现对货物的快速存储、检索和分拣。
本文将详细介绍自动化立体库的工作原理、优势和应用场景。
一、工作原理自动化立体库采用立体式存储结构,通过货架和堆垛机实现对货物的存储和检索。
货架由多层货位组成,每层货位上可以存放多个货物。
堆垛机负责将货物从货架上取下或者放回,并将其送到指定的位置。
整个过程由控制系统自动完成,无需人工干预。
二、优势1. 提高存储密度:自动化立体库采用立体式存储结构,最大限度地利用仓库空间,提高存储密度。
相比传统仓库,它可以将存储容量提高数倍。
2. 提高存储效率:自动化立体库采用自动化设备,实现对货物的快速存储和检索。
与人工操作相比,它可以大幅度缩短存储时间,提高存储效率。
3. 减少人工成本:自动化立体库减少了人工操作的需求,降低了人工成本。
只需少量的操作员监控和维护系统即可,大大减少了人力投入。
4. 提高操作精度:自动化立体库采用先进的控制系统,可以精确控制货物的存储和检索。
相比人工操作,它可以减少错误和损坏,提高操作精度。
5. 增强安全性:自动化立体库具有安全防护装置,可以防止货物掉落和损坏。
同时,它还可以通过安全监控系统实时监测仓库的运行状态,及时发现和处理异常情况。
三、应用场景1. 电商仓储:随着电商行业的快速发展,仓储需求不断增加。
自动化立体库可以提高仓库的存储效率和操作效率,满足电商企业对快速存储和分拣的需求。
2. 创造业仓储:创造业需要大量的原材料和零部件进行生产。
自动化立体库可以提高仓库的存储密度,减少存储空间的占用,提高供应链的效率。
3. 冷链仓储:冷链仓储对货物的温度和湿度要求较高。
自动化立体库可以通过控制系统实时监测和调控温度和湿度,保证货物的质量和安全。
4. 医药仓储:医药行业对仓储的要求非常严格,需要对药品进行精确的存储和管理。
自动化立体库可以提供高精度的存储和检索,确保药品的安全和有效。
自动化立体库简介

自动化立体库简介自动化立体库(Automated Storage and Retrieval System,简称AS/RS)是一种高效、智能的仓储设备,利用先进的技术和自动化系统,实现对物料的快速存储和检索。
它通过将货物垂直存放在垂直高度可调的货架上,并利用自动化设备进行货物的存储和检索,大大提高了仓储效率和空间利用率。
自动化立体库通常由货架系统、输送设备、控制系统和管理软件组成。
货架系统是AS/RS的核心部份,它由垂直立柱、水平梁、货架板等组成,可以根据货物的尺寸和分量进行调整。
输送设备包括堆垛机、输送线、升降机等,用于将货物从入库区域转移到存储区域或者从存储区域取出。
控制系统负责监控和控制整个系统的运行,确保系统的稳定和安全。
管理软件则用于对仓库进行管理和优化,包括库存管理、定单管理、作业调度等功能。
自动化立体库具有多种优势。
首先,它可以大大提高仓储效率。
由于采用自动化设备进行存储和检索,减少了人工操作的时间和错误率,大大提高了作业效率。
其次,它可以节省仓储空间。
由于货物垂直存放,立体库可以利用仓库的垂直空间,提高空间利用率。
此外,自动化立体库还具有安全、可靠、灵便等特点,适合于各种类型和规模的仓库。
自动化立体库在各个行业都有广泛的应用。
在创造业中,它可以用于零部件的存储和供应链管理;在电商行业中,它可以用于商品的存储和分拣;在医药行业中,它可以用于药品的存储和配送等。
无论是大型企业还是中小型企业,都可以根据自身的需求选择适合的自动化立体库系统。
总之,自动化立体库是一种高效、智能的仓储设备,通过利用先进的技术和自动化系统,实现对物料的快速存储和检索。
它可以大大提高仓储效率和空间利用率,适合于各种行业和规模的仓库。
随着科技的不断进步,自动化立体库将在未来发展中扮演越来越重要的角色。
【机械类文献翻译】自动化立体仓库的控制方法
自动化立体仓库的控制方法【1】BJ0806(04)曹靖斯摘要本文的目的是自动化立体仓库系统管理控制算法的研究。
想往常一样,控制算法的实现需要三个基本步骤:开发一个可靠的模型;设计一系列的优化标准程序;验证这些控制程序。
至于建模,在新的层次上执行实时优化,从而简化了低级别的控制结构,即优化系统,提高整体的性能。
在此背景下,讨论整个仓库的详细建模,和这种模型所使用的着色和网格框架。
以此对照,我们提出了两种控制算法,推导简化货架连续位置的假设,堆垛机(仓库通道内的移动的优化操作)和货叉在货架间提取或储存的一个直线操作。
为了评估所提出的控制性能和算法,我们定义了三种不同的考核指数。
相对于执行一个测试动作,考虑通信延迟并进一步验证算法计算用时。
最后,所提出的结构和控制算法应用到真正的工厂中。
1.介绍在过去的十五年间,在寻找最佳的规划与仓库管理系统上有了巨大的成就。
这些问题变得越来越具有挑战性,随着现代计算机技术的发展,可以实现复杂动作的全自动化控制。
规划包括了高级的决策,比如分配货物的存储位置(随机,分类,聚集相关产品的方法)(VandenBerg, 1999)或者设计仓库系统本体。
控制的最优化和调度储存以及检测请求组成了所谓的调度配送控制。
我们知道通常一个仓库包含多个通道,它们每一个都由堆垛机、货叉、提取/存储位置和输入输出缓冲区域来服务运行的。
(参见图1的例子是一个真正的布局)。
每一侧各有一个货架通道,包括横向和纵向。
此外,每一个通道由一个堆垛机服务并可以竖直和水平同时控制执行以下操作:1.提取存储在输入缓冲区走道上的库存单元;2.该单元被指定存储到某个货架位置;3.该货架位置被申请称为R;4.将货物送达R点并存储;5.堆垛机回到输入输出点。
这些动作被称为存储系统的内容,一个多命令的机器循环。
(Graves, Hausman,& Shieh, 1977; Bozer & White, 1984; Han,McGinnis, Shieh, & White, 1987; Lee, de Souza, &Ong, 1996).作为堆垛机,它沿着一个单维的路径在正交的轨道上运行,并进行提取(从主要的输入缓冲区,输出位置通道和选取存储的输出位置)和存储动作(进入的主要输出缓冲区,输入位置信道,选取/存储输入位置)。
自动化立体库简介
自动化立体库简介自动化立体库(Automated Storage and Retrieval System,简称AS/RS)是一种先进的仓储管理系统,通过自动化设备和计算机控制,实现物料的自动存储和检索。
它可以大大提高仓库的货物存储密度和作业效率,减少人力成本和错误率,提高物流运作的效率和准确性。
一、自动化立体库的工作原理自动化立体库由多层货架、电动输送设备、堆垛机、计算机控制系统等组成。
其工作原理如下:1. 入库操作:当货物需要入库时,操作员将货物放置在入库口,电动输送设备将货物送入立体库,堆垛机负责将货物放置到指定位置。
2. 出库操作:当需要取出货物时,操作员通过计算机控制系统输入货物信息,堆垛机根据指令将货物从指定位置取出,并将其送至出库口,操作员将货物取出。
3. 库存管理:计算机控制系统记录所有货物的存储位置和数量,可以通过查询系统实时了解库存情况,进行库存管理和补货操作。
二、自动化立体库的优势1. 提高存储密度:由于自动化立体库采用多层货架和堆垛机系统,可以充分利用仓库的垂直空间,提高存储密度,节省仓库面积。
2. 提高作业效率:自动化立体库采用自动化设备进行货物存储和检索,不需要人工搬运,大大提高作业效率,减少了人力成本和错误率。
3. 提高物流运作效率:自动化立体库的计算机控制系统可以实时监控和管理货物的存储和检索过程,提高物流运作的准确性和效率。
4. 适应多品种、小批量的需求:自动化立体库可以根据不同的货物特性和需求进行灵活配置和调整,适应多品种、小批量的物流需求。
5. 提高安全性:自动化立体库采用电动输送设备和堆垛机进行货物存储和检索,减少了人工操作的风险,提高了工作安全性。
三、自动化立体库的应用领域自动化立体库广泛应用于各个行业的仓储管理中,特别适用于以下领域:1. 电子商务行业:随着电子商务的快速发展,仓储管理对于快速、准确的货物存储和检索需求越来越高,自动化立体库可以满足电商平台的高效物流需求。
《2024年基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究》范文
《基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究》篇一基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究一、引言随着科技的不断发展,现代物流业面临着越来越高的效率和服务水平要求。
为了应对这些挑战,自动化立体仓库系统(Automated Storage and Retrieval System,简称AS/RS)作为物流仓储管理的重要技术,已成为行业内的热门研究对象。
AS/RS 是利用自动识别、导航和操控等技术手段实现货物的自动存取和管理的系统,具有高效、智能、精准等优点。
本文旨在研究基于现代物流的自动化立体仓库系统的管理及控制技术,以提升物流效率和服务水平。
二、AS/RS系统的组成与功能AS/RS系统主要由货架、存储设备、输送设备、控制系统和信息系统等部分组成。
其中,货架用于存储货物;存储设备包括各种机械臂、堆垛机等,用于自动存取货物;输送设备如升降机、输送带等,负责货物的运输;控制系统和信息系统则负责整个系统的管理和控制。
AS/RS系统的主要功能包括自动存取货物、实时监控库存、优化存储空间、提高作业效率等。
通过自动化技术,AS/RS系统可以实现对货物的快速存取,大大提高物流效率;同时,通过实时监控库存和优化存储空间,可以降低库存成本,提高企业的竞争力。
三、AS/RS系统的管理及控制技术(一)管理系统AS/RS的管理系统主要负责对整个系统的运行进行监控和管理。
这包括对货物的存储位置、数量、类型等信息进行管理,对存储设备的运行状态进行监控,以及根据货物的需求情况进行调度等。
通过管理系统,可以实现对AS/RS系统的全面监控和管理,确保系统的稳定运行。
(二)控制技术AS/RS的控制技术主要涉及自动化技术、计算机技术和通信技术等。
通过这些技术手段,可以实现对货物的自动存取、实时监控库存和优化存储空间等功能。
具体而言,控制技术包括以下几个方面:1. 自动化技术:通过机械臂、堆垛机等设备实现货物的自动存取。
《2024年基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究》范文

《基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究》篇一基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究一、引言随着科技的不断发展,现代物流业迎来了革命性的变化。
其中,自动化立体仓库系统(AS/RS)因其高效率、高准确度、节省空间等优点,已经成为现代物流的重要组成部分。
AS/RS的优化管理和控制技术是提高物流效率、降低运营成本的关键。
本文将针对基于现代物流的自动化立体仓库系统(AS/RS)的管理及控制技术进行深入研究。
二、自动化立体仓库系统(AS/RS)概述自动化立体仓库系统(AS/RS)是一种以立体存储、货物拣选等为核心的现代化物流仓储系统。
其采用高密度存储技术,配合自动化控制技术,可实现快速、准确的货物存取和分拣,有效提高物流效率和作业质量。
三、AS/RS的管理技术研究(一)货物管理货物管理是AS/RS的核心管理内容之一。
通过对货物的分类、编码、存储、检索等环节进行科学管理,可以有效提高货物的存储效率和作业效率。
现代AS/RS通常采用先进的RFID技术、条码技术等手段,实现货物的自动识别和跟踪,从而实现对货物的实时监控和管理。
(二)设备管理设备管理是保证AS/RS正常运行的关键。
通过对仓库内的货架、叉车、输送机等设备进行实时监控和维护,可以确保设备的正常运行和延长使用寿命。
同时,通过智能化的设备调度和控制系统,可以实现设备的自动调度和优化配置,进一步提高作业效率。
四、AS/RS的控制技术研究(一)自动化控制技术自动化控制技术是AS/RS的核心控制手段。
通过先进的传感器、控制器和执行器等设备,实现对仓库内货物的自动存取、分拣和跟踪等操作。
同时,通过智能化的控制系统,可以实现货物的实时调度和优化配置,从而大大提高作业效率和准确性。
(二)人工智能控制技术随着人工智能技术的发展,越来越多的AS/RS开始采用人工智能控制技术。
通过机器学习、深度学习等技术手段,实现对仓库内货物的智能识别、预测和决策,进一步提高作业效率和准确性。
《2024年基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究》范文
《基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究》篇一基于现代物流的自动化立体仓库系统(AS-RS)管理及控制技术研究一、引言随着现代物流行业的快速发展,自动化立体仓库系统(AS/RS)逐渐成为企业实现智能化仓储管理和高效物流配送的关键工具。
本文将从管理角度和技术层面探讨AS/RS的组成原理、技术实现、控制系统和管理优化,为企业在实践中实施和应用提供一定的参考依据。
二、自动化立体仓库系统(AS/RS)的组成及工作原理AS/RS主要由货架、托盘、巷道堆垛机、控制系统、管理软件等部分组成。
货架用于存放货物,托盘则用于承载货物;巷道堆垛机是自动化仓库系统的核心设备,负责货物的存取操作;控制系统和软件则是实现整个系统自动化的关键。
AS/RS的工作原理是:通过管理软件对库存进行实时监控和调度,将订单信息转化为堆垛机的动作指令,进而实现货物的自动存取。
同时,控制系统能够实时监测堆垛机的运行状态和货物信息,确保整个系统的稳定性和可靠性。
三、AS/RS的技术实现AS/RS的技术实现主要涉及以下几个方面:1. 硬件技术:包括货架、托盘、巷道堆垛机等设备的选型和设计,以及传感器、控制器等硬件设备的配置。
2. 软件技术:包括库存管理软件、控制系统软件等,能够实现信息的实时监控和调度,为系统的稳定运行提供保障。
3. 通信技术:包括无线通信技术和有线通信技术,实现设备和设备之间、设备和管理软件之间的数据传输。
4. 算法技术:如路径规划算法、优化算法等,确保系统的高效和准确运行。
四、AS/RS的管理和控制技术1. 库存管理技术:通过库存管理软件实现库存信息的实时监控和调度,能够有效地控制库存水平和减少库存成本。
2. 控制系统技术:通过先进的控制系统技术,实现对堆垛机的精确控制,确保货物的准确存取和系统的稳定性。
3. 数据分析与优化技术:通过对历史数据的分析和挖掘,优化库存管理和控制系统,提高系统的运行效率和准确性。
自动化立体库简介

自动化立体库简介一、引言自动化立体库是一种先进的仓储管理系统,通过自动化的存储和检索方式,实现了高效、快捷的物资管理。
随着物流行业的快速发展,自动化立体库在现代化仓库中发挥着越来越重要的作用。
本文将从七个方面对自动化立体库进行详细介绍。
二、正文自动化立体库的概念与组成(1)自动化立体库是一种高度自动化的仓库管理系统,利用自动化设备实现物资的快速存取和搬运。
(2)自动化立体库主要由货架、堆垛机、输送设备、控制管理系统等部分组成。
自动化立体库的优势(1)提高仓储效率:自动化立体库可以实现24小时不间断的存取作业,大大提高了仓储效率。
(2)节省空间:货架的高度可以设计得非常高,充分利用仓库空间。
(3)降低人工成本:自动化设备可以替代大量人工操作,降低了人工成本。
(4)提高管理精度:自动化立体库采用计算机管理系统,可以实现物资的精确管理。
自动化立体库的适用范围(1)适用于各类仓库管理需求,尤其适用于对物资存取效率要求较高的场景。
(2)适用于各类行业,如制造业、物流业、零售业等。
自动化立体库的建设与维护(1)建设自动化立体库需要进行周密的规划,包括仓库布局、货架设计、设备选型等。
(2)自动化立体库的维护需要定期进行,包括设备检查、保养和维修等。
自动化立体库的发展趋势与未来展望(1)随着技术的不断发展,自动化立体库将朝着更加智能化的方向发展。
(2)未来自动化立体库将与物联网、人工智能等技术结合,进一步提高仓储效率和管理精度。
自动化立体库的应用案例分析通过具体的应用案例,分析自动化立体库在实际应用中的效果和优势,为读者提供更直观的认识。
结语总结全文内容,强调自动化立体库在现代物流中的重要地位,以及未来发展的广阔前景。
同时指出,虽然自动化立体库在提高仓储效率和管理精度方面具有显著优势,但实际应用中还需根据具体需求进行合理规划与设计,才能充分发挥其作用。
自动化立体库简介

自动化立体库简介自动化立体库是一种先进的仓储管理系统,通过利用自动化设备和技术,实现对物品的高效存储、检索和管理。
它采用立体仓储结构,将货物垂直存放在多层货架上,最大限度地利用空间,提高仓库的存储容量和效率。
一、立体库的工作原理自动化立体库通过自动化设备和系统来实现货物的存储和检索。
首先,货物会被送至立体库的入库口,然后通过输送设备将货物送入立体货架的相应位置。
立体库内部设有货位管理系统,可以实时记录和管理每个货位的货物信息。
当需要检索货物时,系统会根据货物的编号或其他标识信息,自动控制设备将货物从相应的货位取出,并通过出库口送至指定位置。
二、立体库的优势1. 提高存储密度:立体库采用垂直存储方式,最大限度地利用空间,提高存储密度。
相比传统平面仓库,立体库的存储容量可以提高数倍甚至更多。
2. 提高存储效率:立体库采用自动化设备和系统,实现了货物的自动化存储和检索,大大提高了存储效率。
相比人工操作,立体库可以更快、更准确地完成存储和检索任务。
3. 减少人力成本:立体库的自动化程度高,减少了对人力资源的需求,降低了人力成本。
只需要少量的操作人员进行监控和维护即可。
4. 提高工作安全性:立体库的自动化设备和系统可以减少人员的操作风险,提高工作的安全性。
同时,立体库还可以配备安全设备,如防火、防盗等,保障货物的安全。
5. 提供精准的库存管理:立体库配备先进的货位管理系统,可以实时记录和管理每个货位的货物信息,提供精准的库存管理。
可以随时查询库存情况,减少库存盲区和库存过多的情况。
三、应用领域自动化立体库广泛应用于各个行业的仓储管理中,特别适用于对存储空间要求高、货物种类多、存取频繁的场景。
以下是一些常见的应用领域:1. 电子商务行业:自动化立体库可以帮助电商企业提高仓储效率,加快订单处理速度,提供更好的客户服务。
2. 制造业:自动化立体库可以对零部件、成品等物资进行高效存储和管理,提高制造业的生产效率。
自动化立体库简介
自动化立体库简介引言:自动化立体库是现代物流领域的重要组成部分,它通过自动化设备和技术实现对货物的高效存储、管理和分拣。
本文将介绍自动化立体库的定义、优势、应用领域、工作原理、技术特点以及未来发展趋势。
正文:1. 自动化立体库的定义1.1 自动化立体库是指利用自动化技术和设备,将货物以立体形式存储在仓库内,并通过自动化设备实现货物的存储、管理和分拣的系统。
1.2 自动化立体库通过自动化设备的运作,实现对货物的高效存储和管理,提高仓库的利用率和工作效率。
2. 自动化立体库的优势2.1 提高仓库利用率:自动化立体库可以将货物以立体形式存储,减少仓库占地面积,提高仓库的利用率。
2.2 提高工作效率:自动化立体库利用自动化设备实现货物的存储和分拣,大大提高了工作效率,减少人工操作。
2.3 提高货物安全性:自动化立体库通过自动化设备的运作,减少了人为因素对货物的损坏和丢失,提高了货物的安全性。
2.4 降低成本:自动化立体库的运作可以减少人工操作,降低人力成本,并且由于货物存储密度高,可以减少仓库占地面积,降低仓库租赁成本。
3. 自动化立体库的应用领域3.1 电商行业:自动化立体库可以实现对大量商品的高效存储和分拣,满足电商行业快速发展的需求。
3.2 制造业:自动化立体库可以实现对零部件和成品的高效存储和管理,提高制造业的供应链效率。
3.3 物流行业:自动化立体库可以实现对货物的高效存储和分拣,提高物流行业的运输效率。
3.4 医药行业:自动化立体库可以实现对药品的高效存储和管理,提高医药行业的供应链效率。
4. 自动化立体库的工作原理4.1 货物入库:通过自动化设备将货物从入库口送入立体库,自动化设备将货物存储在指定位置。
4.2 货物存储:自动化设备将货物按照一定规则存储在立体库中,以提高仓库的利用率。
4.3 货物管理:通过自动化设备对货物进行管理,包括货物的位置信息、数量信息等。
4.4 货物出库:根据需求,自动化设备将货物从立体库中取出,并送至出库口。
自动化立体仓库应用(英文加翻译)

毕业设计(论文)外文文献题目:自动化立体仓库应用及其特点院(系): 中原工学院继续教育学院专业: 工业自动化姓名:指导老师:填表日期: 2016年4月Application of Automatic Warehouse and its characteristics overhead storage for short Top shelf storage Generally refers to the use of layers,a dozen or even several-storey layer shelf storage unit goods,material handling equipment with the corresponding goods inbound and outbound warehouse operations。
As such storage can make full use of space for storage,Guchang image to be known as the "Warehouse。
”1.1Automatic WarehouseHigh overhead for short shelf storage warehouse. Generally refers to the use of layers,a dozen or even several-storey layer shelf storage unit goods, material handling equipment with the corresponding goods inbound and outbound warehouse operations. As such storage can make full use of space for storage,Guchang image to be known as the ”Warehouse。
外文翻译外文资料翻译--关于自动化立体仓库使用双货叉的探讨(可编辑)
外文翻译外文资料翻译--关于自动化立体仓库使用双货叉的探讨(可编辑)外文翻译外文资料翻译--关于自动化立体仓库使用双货叉的探讨翻译部分英文原文An Analysis of Dual Shuttle AutomatedStorage/Retrieval SystemsAn Analysis of Dual ShuttleAutomated Storage/Retrieval SystemsAdhinarayan KeserlaBrett A. PetersAbstract:This paper addresses the throughput improvement possible with the use of a dual shuttle automated storage and retrieval system. With the use of such a system, travel between time in a dual command cycle is virtually eliminated resulting in a large throughput improvement. The dual shuttle system is then extended to perform an equivalent of two dual commands in one cycle in a quadruple command mode QC. A heuristic that sequences retrievals to minimize travel time in QC mode is developed.Monte Carlo simulation results are provided for evaluating the heuristic's performance and show that it performs well, achieving largethroughput improvements compared with that of the dual command cycle operating under the nearest neighbor retrieval sequencing heuristicKey words:Automated Storage/Retrieval Systems Design; AutomatedStorage/Retrieval Systems Operation; Material Handling Systems; Performance Modeling and AnalysisIntroduction:Automated storage/retrieval systems AS/RS are widely used in warehousing and manufacturing applications. A typical unit load AS/RS consists of storage racks, S/R machines, link conveyors, andinput/output I/O stations. An important system performance measure is the throughput capacity of the system. The throughput capacity for a single aisle is the inverse of the mean transaction time, which is the expected amount of time required for the S/R machine to store and/or retrieve a unit load. The service time for a transaction includes both S/R machine travel time and pickup/deposit time. This time typically depends on the configuration of the storage rack and the S/R machine specifications Han et al. [2] improved the throughput capacity of the AS/RS through sequencing retrievals. Intelligently sequencing the retrievals can reduce unproductive travel between times when the S/R machine is traveling emptyand thereby increase the throughput. They develop an expression for the imum possible improvement in throughput if travel between is eliminated for an AS/RS that is throughput bound and operates in dualcommand mode. In essence, this means that if the S/R machine travels in a single command path but performs both storage and a retrieval operation, the above throughput improvement could be obtained.In this paper, we analyze an alternative design of the S/R machine that has two shuttles instead of one as in a regular AS/RS. The new design eliminates the travel between the storage and retrieval points and performs both storage and retrieval at the point of retrieval, thereby achieving the imum throughput increase calculated by Han et al.[3] The dual shuttle AS/RS is a new design aimed at improving S/R machine performance. Most studies on AS/RS systems have been based on a single shuttle design. In our analysis of the dual shuttle AS/RS performance, we build upon these previous research results1 Alternative S/R Machine DesignA typical unit-load AS/RS has an S/R machine operating in each aisle of the system. The S/R machine has a mast which is supported at thefloor and the ceiling and travels horizontally within the aisle. Connected to this mast is a shuttle mechanism that carries the unit load and moves vertically up and down the mast. The shuttle mechanism also transfers loads in and out of storage locations in the rack. Figure 1 provides anillustration of the single shuttle S/R machine Figure 1. Single Shuttle S/R Machine DesignA typical single shuttle AS/RS can perform a single command cycle or a dual command cycle. A single command cycle consists of either storageor retrieval. For storage, the time consists of the time to pickup the load at the I/O point, travel to the storage point, deposit the load at that point, and return to the I/O point. The time for retrieval is developed similarly A dual command cycle involves both storage and retrieval in the same cycle. The cycle time involves the time to pickup the load at the I/O point, travel to the storage location, place the load in the rack, travel empty to the retrieval location, retrieve a load, return to the I/O point, and deposit the load at the I/O point If we critically analyze the dual command cycle of the S/R machine shown by the solid line in Figure 2, a potential open location for a future storage is created when a retrieval is performed. Furthermore, if both a retrieval and a storage are performed at the same point, the travel between time TB is eliminated, and the travel time will be equal to the single command travel time. With the existing AS/RS design, this mode of operation is not possible; therefore, an alternative to the S/R machine, a dual shuttle R/S machine, is proposed Figure 2. Dual Command Travel Paths of S/R and R/S Machines2 R/S Machine OperationsConsider an S/R machine with two shuttle mechanisms instead of one. This new S/R machine could now carry two loads simultaneously. Each shuttle mechanism could operate independently of the other, so that individual loads can still be stored and retrieved. An illustration of the dual shuttle S/R machine is shown in Figure 3. This new S/R machinewould operate as described below Figure 3. Dual Shuttle S/R Machine DesignThe S/R machine picks up the item to be stored from the I/O point, loads it into the first shuttle, and moves to the retrieval location. After reaching the retrieval location, the second shuttle is positioned to pickup the item to be retrieved. After retrieval, the S/R machine positions the first shuttle and deposits the load. The S/R machine then returns to the I/O point. The operation can easily be seen as a single command operation plus a small travel time for repositioning the S/R machine between the retrieval and storage as well as the additional pickup and deposit time associated with the second load. Therefore, the S/R machine now operates as an R/S machine performing a retrieval first then a storage in a dual command cycle Since the R/S machine has two shuttles, the position of the shuttles has a role in the operation of the system. With two shuttles, the R/S machine is able to perform a dual command cycle at one location in the rack. This operation is accomplished by first retrieving the load onto the empty shuttle, transferring the secondshuttle into position, and storing the load into the empty location in the rack. However, the choice of shuttle configuration does not impact the analysis in this paper To perform these operations, the R/S machine must move the second shuttle into position after the first shuttle has completed the retrieval. Due to the small distance involved, the R/S machine will use a slower creep speed for positioning, but thistravel time is generally small. Furthermore, an amount of creep time is usually included in the pickup and deposit time to account for this required positioning. A second design characteristic is that additional clearance beyond the first and last row and column of the rack must be provided for overtravel of the R/S machine to accommodate both shuttle mechanisms3 Throughput ImprovementTo estimate the throughput improvement by the dual shuttle system over existing designs, we use the expressions for single command and dual command cycle times developed by Bozer and White [1] and the tabulated values for the nearest neighbor heuristic from Han et al. [4]. In developing the expressions, the authors in [1] and [4] made several assumptions. The same assumptions hold for the new design and include the following 1 The rack is considered to be a continuous rectangular pick face where the I/O point is located at the lower left-hand corner of the rack 2 The rack length and height, as well as the S/R machine velocity in the horizontal and vertical directions, are known 3 The S/R machinetravels simultaneously in the horizontal and vertical directions. In calculating the travel time, constant velocities are used for horizontal and vertical travel. Acceleration and deceleration effects areimplicitly accounted for in either a reduced top speed or an increased pickup and deposit time. A creep speed is used for repositioning the dual shuttle 4 Pickup and deposit times associated with load handling are assumed constant and, therefore, these could be easily added intothe cycle time expressions 5 The S/R machine operates either on a single or dual command basis, i.e., multiple stops in the aisle are not allowed. This assumption is later relaxed for the new R/S machine to perform a quadruple command cycle.6 For the nearest neighbor heuristic, a block of n retrievals is available for sequencing and there are m initial open locations in the rack face4 Dual Shuttle S/R SystemsThe new design of the S/R machine has two shuttles and thereforecould be operated as a dual shuttle system: carrying two loads and depositing them, retrieving two loads, and returning to the I/O point to deliver them as shown in Figure 4. The above operation can be performed by storing and retrieving the loads at four different locations. Therefore, the travel time would consist of the time for a single command travel plus three travel between times. To more efficiently perform the 4 operations,a retrieval and storage performed at one location is interspersedwith a dual command operation. This mode of operation, termed the quadruple command QC cycle, eliminates one travel between and is more efficient than the previous mode mentioned above see Figure 5. The QC cycle can be performed with storages at randomized locations and retrievals processed in a first-come-first-served FCFS manner. However, by intelligently sequencing the retrieval list, the travel time in performing the four operations can be significantly reduced. This typeof analysis was used by Han et al. [4] to improve the throughput of a single load AS/RS. In our paper, we build on the results of their analysis. The notation and the assumptions mentioned in section 2.2.still hold, except that multiple stops of the S/R machine are now allowed5 ConclusionsThis paper performs an analysis of dual shuttle automated storage and retrieval systems. Several contributions have been made including the following 1 Throughput improvements in the range of 40-45% can be obtained using the quadruple command cycle relative to dual command cycles with a single shuttle system 2 With the dual shuttle design, travel between is virtually eliminated for a dual command cycle The dual shuttle system shows promise for situations requiring high throughput. The main disadvantage with the new design is the extra cost of the S/R machine. An economic evaluation is needed to determine if it is appropriate for a particular situation. However, based on throughput performance, the dual shuttle design appears promising The conceptof dual shuttle systems can also be extended to other material handling systems. Furthermore, research is needed to consider other storage strategies, such as class based storage policies, to examine their impact on throughput in conjunction with the dual shuttle design. This paper provides a framework for analyzing dual shuttle AS/RS, and it provides a foundation for other material handling research related to this concept中文译文关于自动化立体仓库使用双货叉的探讨Adhinarayan Keserla布雷特 A. 彼得摘要:本文主要探讨的是可以提高生产效率的双货叉立体仓库系统。
自动化立体仓库-毕设论文外文翻译(翻译+原文)

自动化立体仓库1自动化立体仓库的优越性由于自动化立体仓库的特殊结构,使其在与传统的仓库相比中具有以下优点:1.1 提高空间利用率早期立体仓库的构想, 其基本出发点就是提高空间利用率, 充分节约有限且宝贵的土地。
在西方有些发达国家, 提高空间利用率的观点已有更广泛深刻的含义, 节约土地, 已与节约能源、环境保护等更多的方面联系起来。
有些甚至把空间的利用率作为系统合理性和先进性考核的重要指标来对待。
自动化立体仓库的空间利用率与其规划紧密相连。
一般来说, 自动化立体仓库其空间利用率为普通平库的2- 5 倍。
1.2 便于形成先进的物流系统, 提高企业生产管理水平传统仓库只是货物储存的场所, 保存货物是其唯一的功能, 是一种“静态储存”。
自动化立体仓库采用先进的自动化物料搬运设备, 不仅能使货物在仓库内按需要自动存取, 而且可以与仓库以外的生产环节进行有机的连接, 并通过计算机管理系统和自动化物料搬运设备使仓库成为企业生产物流中的一个重要环节。
企业外购件和自制生产件进入自动化仓库储存是整个生产的一个环节, 短时储存是为了在指定的时间自动输出到下一道工序进行生产, 从而形成一个自动化的物流系统, 这是一种“动态储存”, 也是当今自动化仓库发展的一个明显的技术趋势。
它有利于企业形成先进的物流系统,从而提高企业的整体管理水平。
1.3 可以解决备品备件等零碎物料的复杂的特性备品备件物资供应部门管理着整个企业零零散散众多各类零部件、备品备件物资。
物品的体积大小不规则, 重量不一甚至温度、湿度仓储环境要求不同造成了物资总体物理特性复杂多样的现状。
解决这些不同物理特性物资合理存放与管理是自动化立体仓库在备品备件物资管理工程应用的难点。
高架库系统是解决这一问题的最有效的手段之一。
这是因为:以自动化立体库为中心的工厂物流系统,解决了生产各环节的流通问题和供求矛盾,使原材料的供给和零部件的生产数量和生产所需的数量可以达到一个最佳值;计算机网络系统的建立使原材料和零部件外购件的采购更及时和满足实际需求;计算机管理系统的建立加强了宏观调控功能,使生产中各环节生产量更能满足实际需求;建立成品库和半成品库,以解决市场供需的暂时的不一致,充分发挥企业的生产潜力。
自动化立体仓库控制系统设计
自动化立体仓库控制系统设计自动化立体仓库控制系统设计摘要:自动化立体仓库可以自动地完成物料的仓储和取出,主要由堆垛机、FX2N-20GM、PLC、触摸屏、伺服驱动等几部分组成,该控制系统的核心部分为FX2N-20GM、PLC及伺服驱动部分的连接、参数设置及编程。
关键词:立体仓库PLCFX2N-20GM伺服驱动系统引言自动化立体仓库是指在人工不直接进行处理的状态下,能自动地完成物料仓储和取出的系统。
本文所研究的系统是以高层立体货架为主体,以成套自动搬运设备为基础,采用自动控制技术、通信技术、机电一体化技术相结合的、大容量的高效率的存储控制系统。
自动化立体仓库的出现,实现了仓库功能从单纯保管型向综合流通型的转变。
1自动化立体仓库控制系统组成及控制要求1.1组成自动化立体仓库的控制系统主要由堆垛机(送取货设备)、控制器、传感器、伺服驱动、触摸屏等几部分组成。
1.2控制要求第一步,根据工作需要点击相应的仓位编码,控制系统将能自动判定所选编码仓位目前的库存状态,并通过触摸屏显示出该仓位无货和该仓位有货的两种状态;第二步,根据用户需要选择要执行的动作类型是(存货或取货)并判断此命令的合法性,也就是对有货的仓位,“取货”命令有效;对无货的仓位,“送货”命令有效。
对于合法的命令,送取货设备将自动运动到指定编码仓位的位置,执行该命令操作,并且触摸屏上显示出相应的状态;而对于不合法的命令,系统将不予执行,并给出相应指示。
第三步,命令完成后,送取货设备自动返回到入位,各元件复位。
FX2N-20GM的双轴定位控制设计:本系统中送取货设备由垂直、水平部分及伸叉三部分组成,垂直、水平部分运动分别由Y轴、X轴伺服电机驱动丝杠完成,伸叉机构由上层的铲叉和底层的丝杠传动机构组成,铲叉可前后伸缩,其运动由Z 轴的汽缸控制。
为保证送取货设备取货、存货准确安全,对送取货设备位置控制的可靠性有很高的要求,主要包括:速度要求:为提高系统的作业效率,必须提高各机构的相对运动速度,降低起动和制动的时间。
简述双伸位自动化立体仓库系统
简述双伸位自动化立体仓库系统发布时间:2021-11-10T07:40:22.909Z 来源:《科技新时代》2021年9期作者:林志勇[导读] 综合分析伸位形式自动化的立体仓库综合系统,有着一定的现实意义和价值。
慕思健康睡眠股份有限公司广东东莞 523000摘要自动化的立体仓库,即自动化的高架仓库,通常指的是几层至几十层以上高度货架储存的单元货物,借助搬运物料设施设备自动完成货物的入库及出库作业一种仓库。
因此类仓库可实现空间的充分利用,对货物予以自动储存,便属于自动化的立体仓库。
这种自动化的立体仓库,有着十分广泛的应用范围,各行业领域当中均较为适用。
故本文侧重于分析双伸位自动化的立体仓库综合系统,便于今后更好地优化及运用该仓库系统。
关键词:立体;自动化;双伸位;仓库系统;前言自动化的立体仓库现在我国普遍运用至港口、机场、配送中心、印刷、烟草、食品加工、医药、电子、航天、化工、冶金、机械相关领域当中。
因而,综合分析伸位形式自动化的立体仓库综合系统,有着一定的现实意义和价值。
1、自动化的立体仓库及其优缺点阐述自动化的立体仓库,其内含堆垛机、货架、计算机的管理系统、自动化的控制系统及其配套设施设备等。
货架,可实现单元货物存储,结合货物存放不同数量,可分成多排、双排、单排类型的货架。
此次所研究双伸位自动化的立体库则为双排的货架。
针对堆垛机,其负责货架外围设施设备及货架货格相互间的货物存取,结合存取货物实际远近情况,有单伸、双伸这两种形式的堆垛机之分。
计算机的管理系统、自动化的控制系统,均负责实施设施设备自动化的作业、自动分配货架上面货格、管理货物及货格[1]。
针对于双伸位自动化的立体库整个系统,其通常配置穿梭车、输送机、托盘、料箱相关配套设施设备。
针对于双伸位自动化的立体仓库自身优缺点详细如下:一是,较大的存储容量。
因双伸位自动化的立体仓库综合系统以单巷道的四排货架为一组基本形式,相比较传统的立体库,每组减少一个巷道所占面积,存储空间得以增加,可满足于用户对有限空间当中实现高容量化存储层面需求;二是,较小投资。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附件1:外文资料翻译An Analysis Of Dual Shuttle Automated StorageAn Analysis Of Dual ShuttleAutomated Storage/Retrieval SystemsAdhinarayan KeserlaBrett A. PetersAugust 1, 1994This working paper is not to be copied, quoted, or cited without the permission of the authors. Address correspondence to Brett A. Peters, Dept. of Industrial Engineering, Texas A&M University, College Station, TX 77843-3131 or email to bpeters@AbstractThis paper addresses the throughput improvement possible with the use of a dual shuttle automated storage and retrieval system. With the use of such a system, travel between time in a dual command cycle is virtually eliminated resulting in a large throughput improvement. The dual shuttle system is then extended to perform an equivalent of two dual commands in one cycle in a quadruple command mode (QC). A heuristic that sequences retrievals to minimize travel time in QC mode is developed. Monte Carlo simulation results are provided for evaluating the heuristic's performance and show that it performs well, achieving large throughput improvements compared with that of the dual command cycle operating under the nearest neighbor retrieval sequencing heuristic. Keywords:Automated Storage/Retrieval Systems Design; Automated Storage/Retrieval Systems Operation; Material Handling Systems; Performance Modeling and AnalysisIntroductionAutomated storage/retrieval systems (AS/RS) are widely used in warehousing and manufacturing applications. A typical unit load AS/RS consists of storage racks, S/R machines, link conveyors, and input/output (I/O) stations. An important systemperformance measure is the throughput capacity of the system. The throughput capacity for a single aisle is the inverse of the mean transaction time, which is the expected amount of time required for the S/R machine to store and/or retrieve a unit load. The service time for a transaction includes both S/R machine travel time and pickup/deposit time. This time typically depends on the configuration of the storage rack and the S/R machine specifications.Han et al. [2] improved the throughput capacity of the AS/RS through sequencing retrievals. Intelligently sequencing the retrievals can reduce unproductive travel between time when the S/R machine is traveling empty and thereby increase the throughput. They develop an expression for the maximum possible improvement in throughput if travel between is eliminated for an AS/RS that is throughput bound and operates in dual command mode. In essence, this means that if the S/R machine travels in a single command path but performs both a storage and a retrieval operation, the above throughput improvement could be obtained.In this paper, we analyze an alternative design of the S/R machine that has two shuttles instead of one as in a regular AS/RS. The new design eliminates the travel between the storage and retrieval points and performs both a storage and a retrieval at the point of retrieval, thereby achieving the maximum throughput increase calculated by Han et al.[3].The dual shuttle AS/RS is a new design aimed at improving S/R machine performance. most studies on AS/RS systems have been based on a single shuttle design. In our analysis of the dual shuttle AS/RS performance, we build upon these previous research results.Alternative S/R Machine DesignA typical unit-load AS/RS has an S/R machine operating in each aisle of the system. The S/R machine has a mast which is supported at the floor and the ceiling and travels horizontally within the aisle. Connected to this mast is a shuttle mechanism that carries the unit load and moves vertically up and down the mast. The shuttle mechanism also transfers loads in and out of storage locations in the rack. Figure 1 provides an illustration of the single shuttle S/R machine.Figure 1. Single Shuttle S/R Machine DesignA typical single shuttle AS/RS can perform a single command cycle or a dual command cycle. A single command cycle consists of either a storage or a retrieval. For a storage, the time consists of the time to pickup the load at the I/O point, travel to the storage point, deposit the load at that point, and return to the I/O point. The time for a retrieval is developed similarly.A dual command cycle involves both a storage and a retrieval in the same cycle. The cycle time involves the time to pickup the load at the I/O point, travel to the storage location, place the load in the rack, travel empty to the retrieval location, retrieve a load, return to the I/O point, and deposit the load at the I/O point.If we critically analyze the dual command cycle of the S/R machine (shown by the solid line in Figure 2), a potential open location for a future storage is created when a retrieval is performed. Furthermore, if both a retrieval and a storage are performed at the same point, the travel between time (TB) is eliminated, and the travel time will be equal to the single command travel time. With the existing AS/RS design, this mode of operation is not possible; therefore, an alternative to the S/R machine, a dual shuttle R/S machine, is proposed.Figure 2. Dual Command Travel Paths of S/R and R/S MachinesR/S Machine OperationConsider an S/R machine with two shuttle mechanisms instead of one. This new S/R machine could now carry two loads simultaneously. Each shuttle mechanism could operate independently of the other, so that individual loads can still be stored and retrieved. An illustration of the dual shuttle S/R machine is shown in Figure 3. This new S/R machine would operate as described below.Figure 3. Dual Shuttle S/R Machine DesignThe S/R machine picks up the item to be stored from the I/O point, loads it into the first shuttle, and moves to the retrieval location. After reaching the retrieval location, the second shuttle is positioned to pickup the item to be retrieved. After retrieval, the S/R machine positions the first shuttle and deposits the load. The S/R machine then returns to the I/O point. The operation can easily be seen as a single command operation plus asmall travel time for repositioning the S/R machine between the retrieval and storage (as well as the additional pickup and deposit time associated with the second load). Therefore, the S/R machine now operates as an R/S machine performing a retrieval first then a storage in a dual command cycle.Since the R/S machine has two shuttles, the position of the shuttles has a role in the operation of the system. With two shuttles, the R/S machine is able to perform a dual command cycle at one location in the rack. This operation is accomplished by first retrieving the load onto the empty shuttle, transferring the second shuttle into position, and storing the load into the empty location in the rack. However, the choice of shuttle configuration does not impact the analysis in this paper.To perform these operations, the R/S machine must move the second shuttle into position after the first shuttle has completed the retrieval. Due to the small distance involved, the R/S machine will use a slower creep speed for positioning, but this travel time is generally small. Furthermore, an amount of creep time is usually included in the pickup and deposit time to account for this required positioning. A second design characteristic is that additional clearance beyond the first and last row and column of the rack must be provided for overtravel of the R/S machine to accommodate both shuttle mechanisms. Throughput ImprovementTo estimate the throughput improvement by the dual shuttle system over existing designs, we use the expressions for single command and dual command cycle times developed by Bozer and White [1] and the tabulated values for the nearest neighbor heuristic from Han et al. [4]. In developing the expressions, the authors in [1] and [4] made several assumptions. The same assumptions hold for the new design and include the following.1. The rack is considered to be a continuous rectangular pick face where the I/O point is located at the lower left-hand corner of the rack.2. The rack length and height, as well as the S/R machine velocity in the horizontal and vertical directions, are known.3. The S/R machine travels simultaneously in the horizontal and vertical directions. In calculating the travel time, constant velocities are used for horizontal and vertical travel. Acceleration and deceleration effects are implicitly accounted for in either a reduced topspeed or an increased pickup and deposit time. A creep speed is used for repositioning the dual shuttle.4. Pickup and deposit times associated with load handling are assumed constant and, therefore, these could be easily added into the cycle time expressions.5.The S/R machine operates either on a single or dual command basis, i.e., multiple stops in the aisle are not allowed. (This assumption is later relaxed for the new R/S machine to perform a quadruple command cycle.)6. For the nearest neighbor heuristic, a block of n retrievals is available for sequencing and there are m initial open locations in the rack face.Dual Shuttle S/R SystemsThe new design of the S/R machine has two shuttles and therefore could be operated as a dual shuttle system: carrying two loads and depositing them, retrieving two loads, and returning to the I/O point to deliver them as shown in Figure 4. The above operation can be performed by storing and retrieving the loads at four different locations. Therefore, the travel time would consist of the time for a single command travel plus three travel between times. To more efficiently perform the 4 operations, a retrieval and storage performed at one location is interspersed with a dual command operation. This mode of operation, termed the quadruple command (QC) cycle, eliminates one travel between and is more efficient than the previous mode mentioned above (see Figure 5). The QC cycle can be performed with storages at randomized locations and retrievals processed in a first-come-first-served (FCFS) manner. However, by intelligently sequencing the retrieval list, the travel time in performing the four operations can be significantly reduced. This type of analysis was used by Han et al. [4] to improve the throughput of a single load AS/RS. In our paper, we build on the results of their analysis. The notation and the assumptions mentioned in section 2.2. still hold, except that multiple stops of the S/R machine are now allowed.Figure 4. S/R Machine Path Performing Four Operations At Four Locations.Figure 5. S/R Machine Path Performing Four Operations At Three Locations.ConclusionsThis paper performs an analysis of dual shuttle automated storage and retrieval systems. Several contributions have been made including the following.1.Throughput improvements in the range of 40-45% can be obtained using the quadruple command cycle relative to dual command cycles with a single shuttle system.2.With the dual shuttle design, travel between is virtually eliminated for a dual command cycle.The dual shuttle system shows promise for situations requiring high throughput. The main disadvantage with the new design is the extra cost of the S/R machine. An economic evaluation is needed to determine if it is appropriate for a particular situation. However, based on throughput performance, the dual shuttle design appears promising. The concept of dual shuttle systems can also be extended to other material handling systems. Furthermore, research is needed to consider other storage strategies, such as class based storage policies, to examine their impact on throughput in conjunction with the dual shuttle design. This paper provides a framework for analyzing dual shuttle AS/RS, and it provides a foundation for other material handling research related to this concept.References[1] Bozer, Y.A. and J.A. White, "Travel-Time Models for Automated Storage/Retrieval Systems," IIE Transactions, V ol. 16 , No. 4, 1984, 329-338.[2] Elsayed, E.A. and O.I. Unal, "Order Batching Algorithms and Travel Time Estimation for Automated Storage/Retrieval Systems," International Journal of Production Research, V ol. 27, No. 7, 1989, 1097-1114.[3] Han, M.H., L.F. McGinnis, J.S. Shieh, and J.A. White, "On Sequencing Retrievals In An Automated Storage/Retrieval System," IIE Transactions, March 1987, 56-66.关于自动化双货叉立体仓库系统摘要:本文主要探讨的是可以提高生产效率的双货叉立体仓库系统。