FANUC-0I MATE-梯形图状态诊断与参数设定
FAUNC-0I-MATE TC简明调试手册

BEIJING-FANUC 0i-C/0i Mate-C简明联机调试手册 (一) BEIJING-FANUC 技术部2005.2BFM-TEHU002C/02内容提要第一节:硬件连接 简要介绍了 0IC/0I Mate C的系统与各外部设备(输入电源,放大器,I/O 等)之间 的总体连接,放大器(αi 系列电源模块,主轴模块,伺服模块,βis 系列放大器, βiSVPM)之间的连接以及和电源,电机等的连接,和 RS232C 设备的连接。
最后介 绍了存储卡的使用方法(数据备份,DNC 加工等)。
第二节:系统参数设定 简单介绍了伺服参数初始化,基本参数的意义和设定方法,各种型号伺服电机及主 轴电机的代码表,有关模拟主轴及串行主轴的注意点,主轴常用的参数说明,常用 的 PMC 信号表,模具加工用(0IMC)机床高速高精度加工参数设定。
第三节:伺服参数调整 详细介绍伺服参数初始化步骤,伺服参数优化调整,全闭环控制的参数设定及调整, 振动抑制调整。
第四节:PMC 调试步骤 简单介绍了由电脑中编辑完成的梯形图和系统中的 PMC 梯形图之间的转换,不同类 型的 PMC(如:SA1 格式的要转换为 SB7 的格式)之间的转换方法,各种 I/O 单元 及模块的地址分配方法。
第五节:刚性攻丝调试步骤 介绍了刚性攻丝的编程格式,所需要的基本配置,相关信号,与刚性攻丝有关的梯 形图,相关参数调整,相关报警说明。
第六节:主轴定向 使用外部开关信号, 编码器, 或者主轴电机内部位置传感器定向的连接说明,参数说 明,调试步骤。
备注:以上几个部分基本都是简单的对系统连接的介绍,如果在实际的调试过程中遇到本说明书中没有涉及的内容,可以参考相应的系统连接说明书(硬件)/(功能)、系统参数说 明书、伺服/主轴规格说明书或参数说明书,如果遇到难以解决的技术问题,可与我公 司 技 术 部 联 系 , 联 系 电 话 : 010-********, 传 真 : 010-******** 。
FANUC 0IB Mate-B 参数调试步骤
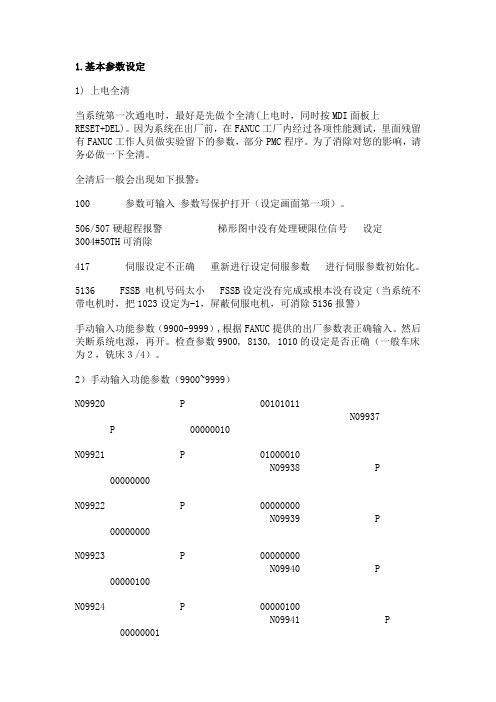
1.基本参数设定1) 上电全清当系统第一次通电时,最好是先做个全清(上电时,同时按MDI面板上RESET+DEL)。
因为系统在出厂前,在FANUC工厂内经过各项性能测试,里面残留有FANUC工作人员做实验留下的参数,部分PMC程序。
为了消除对您的影响,请务必做一下全清。
全清后一般会出现如下报警:100 参数可输入参数写保护打开(设定画面第一项)。
506/507硬超程报警梯形图中没有处理硬限位信号设定3004#5OTH可消除417 伺服设定不正确重新进行设定伺服参数进行伺服参数初始化。
5136 FSSB 电机号码太小 FSSB设定没有完成或根本没有设定(当系统不带电机时,把1023设定为-1,屏蔽伺服电机,可消除5136报警)手动输入功能参数(9900-9999),根据FANUC提供的出厂参数表正确输入。
然后关断系统电源,再开。
检查参数9900, 8130, 1010的设定是否正确(一般车床为2,铣床3/4)。
2)手动输入功能参数(9900~9999)N09920 P 00101011 N09937 P 00000010N09921 P 01000010 N09938 P 00000000N09922 P 00000000 N09939 P 00000000N09923 P 00000000 N09940 P 00000100N09924 P 00000100 N09941 P 00000001N09925 P 00000000 N09942 P 00000000N09926 P 00000000 N09943 P 10011000N09927 P 00010000N09928 P 10100000 N09947 P 10000000N09929 P 00000001 N09953 P 10000000N09930 P 00100110 N09965 P 00000100N09931 P 00000100 N09968 P 111111111N09932 P 10010000 N09972 P 00000010N09933 P 10000000 N09977 P 00010000N09934 P 00000000 N09988 P 00010000N09935 P 00000000 N09990 P 01101000N09936 P 10010000 N09997 P 000000103)伺服FSSB设定和伺服参数初始化参数1020=88;89;90参数1022设定位1;2;3参数1023设定位1;2;3等。
发那科0i mate-TC数控系统参数的设置方法
发那科0i mate-TC数控系统参数的设置方法摘要:数控系统参数设置的正确与否直接影响数控机床的使用,本文介绍了发那科0i mate-TC数控系统参数设置的方法,通过对参数设置过程的描述,便于掌握此系统参数的设置方法和参数设置过程中的注意事项。
关键词:数控系统参数设置无论哪个公司的数控系统都有大量的参数,有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。
这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。
特别是用户能充分掌握和熟悉这些参数的设置,将使一台数控机床的使用和性能发挥上升到一个新的水平,也给数控机床的故障诊断和维修带来很大的方便,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。
1.显示参数的操作1)按MDI面板上的“SYSTEM”功能键数次,或者按“SYSTEM”功能键一次,再按[参数]软键,选择参数画面。
2)参数画面由多页组成,可以通过以下两种方法选择需要显示的参数所在的画面。
(1)用光标移动键或翻页键,显示需要的画面。
(2)由键盘输入要显示的参数号,然后按下[搜索]软健,这样可显示指定参数所在的页面,光标同时处于指定参数的位置。
2.用MDI设定参数1)在操作面板上选择MDI方式或急停状态。
2)按下“OFS/SET”功能键,再按[设定]软键,可显示设定画面的第一页。
3)将光标移动到“参数写入”处,按[操作]软键,进入下一级画面。
4)按[NO:1]软键或输入1,再按[输入]软键,将“参数写入”设定为1;这样参数处于可写入状态,同时CNC发生100号报警。
5)按“SYSTEM”功能键,再按[参数]软键,进入参数画面,找到需要设定参数的画面,将光标置于需要设定的位置上。
6)输入参数,然后按“INPUT”键,输入的数据将被设定到光标指定的参数中;7)参数设定完毕,需要将“参数写入”设置为0,即禁止参数设定,防止参数被无意更改。
FANUC-0iMate-MC系统参数调试步骤
FANUC 0i Mate-MC数控系统参数设定实验
数控系统参数设定
1、参数设定方法:
1)、在MDI或急停状态下。
2)、打开参数写保护:
按功能键,再按
软件建,出现如下画面
将参数写入一项设定为1,这时出现100号允许参数写入报警。
3)、按系统键。
4)、按参数软件键。
5)、找到期望的参数号,用输入参
数值。
6)、参数输入完毕,把参数写保护关闭,方法参照第2步,把参数写入设定为0即可。
重新断电启动。
2、主要参数设定
运用参数设定帮助功能进行设定操作,按
键3次,出现如下画面
需要设定的有“轴设定”,“伺服设定”,“主轴设定”。
1)、轴设定:按软件键,移动光标移到“轴设定”上
按软件键,进入轴设定参数界面。
用数字键输入需要的参数
按确定参数输入。
需要轴设定的参数有如下:
2)、伺服设定参数
把光标移到伺服设定上
点软件键
点扩展软件键
点软件键
伺服参数初始化:把把初始化设定位里的参数全部设置为0,重新断电上电,
伺服设定的初始化就完成了。
所有参数设置完毕,点设定就可以了。
3)、主轴设定参数
把光标移到主轴设定上
点软件键参数设置完毕点设定,重新断电启动就可以了。
梯形图状态诊断与参数设定
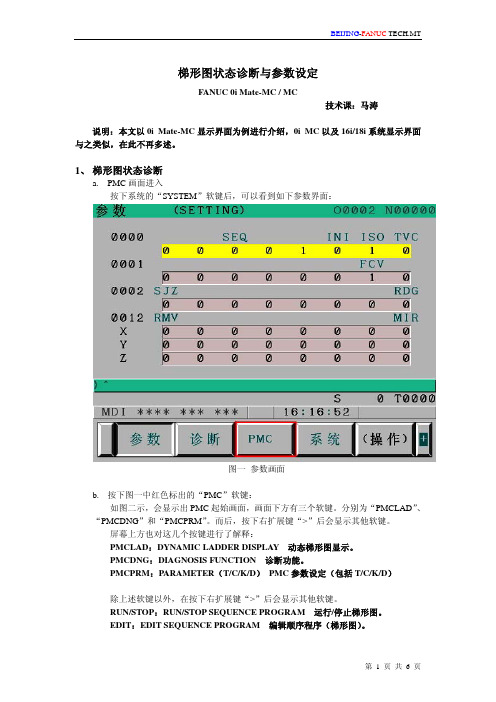
梯形图状态诊断与参数设定FANUC 0i Mate-MC / MC技术课:马涛说明:本文以0i Mate-MC显示界面为例进行介绍,0i MC以及16i/18i系统显示界面与之类似,在此不再多述。
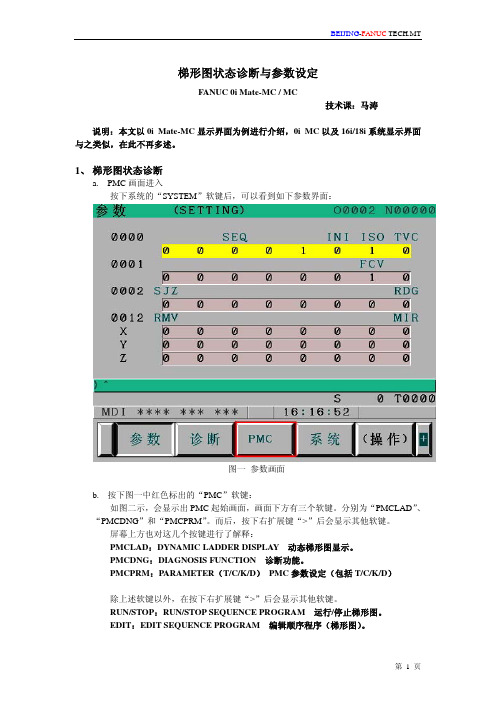
1、梯形图状态诊断a.PMC画面进入按下系统的“SYSTEM”软键后,可以看到如下参数界面:图一参数画面b.按下图一中红色标出的“PMC”软键:如图二示,会显示出PMC起始画面,画面下方有三个软键。
分别为“PMCLAD”、“PMCDNG”和“PMCPRM”。
而后,按下右扩展键“>”后会显示其他软键。
屏幕上方也对这几个按键进行了解释:PMCLAD:DYNAMIC LADDER DISPLAY 动态梯形图显示。
PMCDNG:DIAGNOSIS FUNCTION 诊断功能。
PMCPRM:PARAMETER(T/C/K/D) PMC参数设定(包括T/C/K/D)除上述软键以外,在按下右扩展键“>”后会显示其他软键。
RUN/STOP:RUN/STOP SEQUENCE PROGRAM 运行/停止梯形图。
EDIT:EDIT SEQUENCE PROGRAM 编辑顺序程序(梯形图)。
I/O:I/O SEQUENCE PROGRAM 梯形图的输入/输出控制SYSPRM:SYSTEM PARAMETER 系统参数MONIT:PMC MONITOR PMC监视图二 PMC起始画面c.PMC诊断画面在图二的PMC起始画面中,按下“PMCDNG”软键,进入到PMC诊断界面,见图三。
在诊断画面中,我们可以看到以下信息:1、PMC的版本号,红色下划线标出。
如图中示,PMC版本号为SA1。
2、PMC的内存使用情况,并详细列出PMC中各个组成部分的存储器使用大小。
3、扫描周期的时间:8ms。
4、在屏幕的右上角处,红色方框中标注有“MONIT RUN”,该标志提醒我们,梯形图目前的运行状态为“运行中”。
5、软键情况。
在PMC诊断画面中,有以下软键:“TITLE”、“STATUS”、“ALARM”、“TRACE”。
FANUC 0i常用参数及pmc诊断信号地址
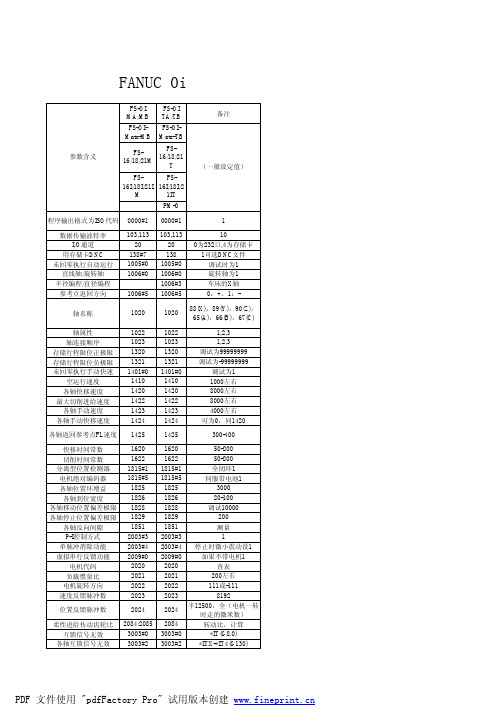
1020
1022 1023 1320 1321 1401#0 1410 1420 1422
PM-O
0000#1
1
103,113
10
20 0为232口,4为存储卡
138
1可选DNC文件
1005#0
调试时为1
1006#0
旋转轴为1
1006#3
车床的X轴
1006#5 1020
0:+,1:88(X),89(Y), 90(Z),65(A),
工件号检: PN1,PN2,PN4,PN8,PN16
16/18/21/0i/PM
T
M
G4/3
G4/3
G5/6
G5/6
G6/2
G6/2
G6/4
G6/4
G7/1
/
G7/2
G7/2
G7/5
G7/5
G8/0
G8/0
G8/4
G8/4
G8/5
G8/5
G8/7
G8/7
G9/0-4 G9/0-4
进给倍率: *OV1,*OV2,*OV4,*OV8
快移时间常数 切削时间常数 分离型位置检测器 电机绝对编码器 各轴位置环增益 各轴到位宽度 各轴移动位置偏差极限 各轴停止位置偏差极限 各轴反向间隙 P-I控制方式 单脉冲消除功能 虚拟串行反馈功能
电机代码 负载惯量比 电机旋转方向 速度反馈脉冲数
1620 1622 1815#1 1815#5 1825 1826 1828 1829 1851 2003#3 2003#4 2009#0 2020 2021 2022 2023
电机最大值/减速比
使用1
CNC控制轴数
FANUC0I-MD伺服参数调整研究

FANUC Oi-MD 伺服参数的调整研究杨俊一汽解放公司无锡柴油机厂摘要本文详细地介绍了FANUC数控的伺服系统的基本参数的设定、伺服参数初始化设定,并给出了防止过冲的调整、防止累计进给(爬行)的调整、全闭环伺服参数调整、重力轴防落调整的具体方法和实例,并举例说明参考点的故障现象,解决方法,便于维修人员对数控系统设置。
关键词FANUC 0I-MD 伺服参数调整在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
以下就这几个方面进行介绍。
1.基本参数设定(FSSB)·参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
·参数1902的位1= 0,伺服FSSB参数自动设定。
·在FSSB设定画面,指定各放大器连接的被控轴的轴号(1,2,3等)。
在CUR下面会显示放大器的电流(如40A),如果没有或显示--,则检查伺服放大器是否有电或光缆是否正确连接。
·按[SETING]软键。
(若显示警告信息,请重新设定)。
显示如下:* 先按[AMP] (放大器),再按[OPRT],选择[SETTING]如果正常设定,会出现000报警,关机再开机。
·在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
·按[SETING]键(若显示警告信息,重复上述步骤)。
此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
显示如下:* 按[AXIS](轴)上述的M1,M2表示全闭环的接口所连接的插座对应的轴,比如:M1的JF101连接y轴位置反馈,则在上面的y行的M1处设定为1。
2.伺服参数初始化设定·首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。
FANUC_0i_Mate_MC数控加工中心电气设计和调试

前言数控机床集计算机技术、电子技术、自动控制、传感测量、机械制造、网络通信技术于一体,是典型的机电一体化产品,它的发展和运用,开创了制造业的新时代,改变了制造业的生产方式、产业结构、管理方式,使世界制造业的格局发生了巨大变化。
现代的CAD/CAM、FMS、CIMS等,都是建立在数控技术之上。
数控技术水平的高低已成为衡量一个国家制造业水平的核心标志,实现加工机床及生产过程的数控化,已经成为当今制造业的发展方向。
我国是世界上机床产量最多的国家,但数控机床的产品竞争力在国际市场中仍处于较低水平,即使在国内市场也面临着严峻的形势:一方面国内市场对各类机床产品特别是数控机床有大量的需求,而另一方面却有不少国产机床滞销积压,国内机床产品充斥市场,严重影响我国数控机床自主发展的势头。
这种现象的出现,除了有经营上、产品质量上和促销手段上等的原因外,一个最主要的原因就是新产品(包括基型、变型和专用机床)的开发周期长,不能及时针对用户的需求提供满意的产品。
本论文采用的是FANUC数控加工中心系统,深入浅出地介绍了FANUC数控加工中心的电气原理图、PMC程序的编制和简单系统的调试等。
电气原理图与PLC程序设计是这次设计中的重点内容,同时也是难点。
由于本人水平有限,设计中的错误和不足之处在所难免,敬请各位指导老师和验收老师批评指正。
目录前言 (1)第一章绪论 (3)1.1 选题背景 (3)1.2 FANUC数控系统概述 (4)1.2.1 FANUC数控系统的主要类型 (4)1.2.2 FANUC数控系统的特点 (4)1.2.3 FANUC 0系列的主要功能及特点 (5)1.2.4 FANUC 0i系列的主要功能及特点 (5)1.3 FANUC数控加工中心的创新与应用 (6)第二章 FANUC加工中心电气原理图的设计 (6)2.1 常用电器的选型 (6)2.1.1 伺服电机的选型 (6)2.1.2 低压元器件选择 (7)2.2 电气原路图的基础知识 (8)2.2.1 电气原理图 (8)2.2.2 电气原路图的构成要素 (8)2.2.3 电气原路图的画法规则 (8)2.3 电气原理图的设计原则和设计步骤 (9)2.3.1 电气原理图中的图形符号、文字符号和接线端子标记 (9)2.3.2 电气原理图 (9)2.4 电气原理图电路示例 (12)第三章 FANUC PMC程序的设计 (14)3.1 概述 (14)3.2 PMC的地址 (15)3.3 PMC程序的结构 (16)3.4 基本指令 (16)3.5 功能指令 (18)3.5.1功能指令的格式 (19)3.5.2部分功能指令说明 (20)3.6 FANUC数控加工中心PMC的分析 (24)3.6.1 I/O分配表 (24)3.6.2 PLC完成M功能信号的处理 (25)第四章系统的调试 (27)4.1 FANUC Oi Mate-MC数控系统操作面板 (27)4.2 参数的显示 (28)4.3 用MDI设定参数 (29)4.4 重要参数的设定 (30)4.4.1 有关“SETTING”的参数 (30)4.4.2 有关轴控制/设定单位的参数..........................324.4.3 有关存储式行程检测的参数...........................354.4.4 有关进给速度的参数.................................354.4.5 有关加减速控制的参数 (35)4.4.6 有关伺服的参数 (35)4.4.7 有关DI/DO的参数 (36)4.4.8 有关MDI、显示和编辑的参数 (37)4.4.9 有关程序的参数 (39)4.4.10 有关螺距误差补偿的参数 (39)4.4.11 有关主轴控制的参数 (40)结论 (41)致谢 (41)参考文献 (42)第一章绪论1.1 选题背景加工中心(Machining Center,简称MC)是一种备有刀库并能自动更换刀具对工件进行多工序加工的数控机床。
铣床FANUC 0i Mate-MB系统调试步骤
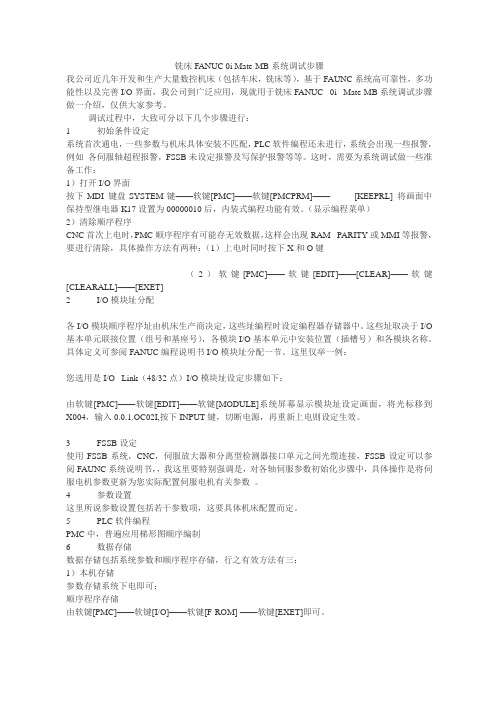
铣床FANUC 0i Mate-MB系统调试步骤我公司近几年开发和生产大量数控机床(包括车床,铣床等),基于FAUNC系统高可靠性,多功能性以及完善I/O界面,我公司到广泛应用,现就用于铣床FANUC 0i Mate-MB系统调试步骤做一介绍,仅供大家参考。
调试过程中,大致可分以下几个步骤进行:1 初始条件设定系统首次通电,一些参数与机床具体安装不匹配,PLC软件编程还未进行,系统会出现一些报警,例如各伺服轴超程报警,FSSB未设定报警及写保护报警等等。
这时,需要为系统调试做一些准备工作:1)打开I/O界面按下MDI 键盘SYSTEM键——软键[PMC]——软键[PMCPRM]——[KEEPRL] 将画面中保持型继电器K17设置为00000010后,内装式编程功能有效。
(显示编程菜单)2)清除顺序程序CNC首次上电时,PMC顺序程序有可能存无效数据,这样会出现RAM PARITY或MMI等报警,要进行清除,具体操作方法有两种:(1)上电时同时按下X和O键(2)软键[PMC]——软键[EDIT]——[CLEAR]——软键[CLEARALL]——[EXET]2 I/O模块址分配各I/O模块顺序程序址由机床生产商决定,这些址编程时设定编程器存储器中。
这些址取决于I/O 基本单元联接位置(组号和基座号),各模块I/O基本单元中安装位置(插槽号)和各模块名称。
具体定义可参阅FANUC编程说明书I/O模块址分配一节。
这里仅举一例:您选用是I/O Link(48/32点)I/O模块址设定步骤如下:由软键[PMC]——软键[EDIT]——软键[MODULE]系统屏幕显示模块址设定画面,将光标移到X004,输入0.0.1.OC02I,按下INPUT键,切断电源,再重新上电则设定生效。
3 FSSB设定使用FSSB系统,CNC,伺服放大器和分离型检测器接口单元之间光缆连接,FSSB设定可以参阅FAUNC系统说明书,,我这里要特别强调是,对各轴伺服参数初始化步骤中,具体操作是将伺服电机参数更新为您实际配置伺服电机有关参数。
FANUC 0i-MD部分常用系统参数
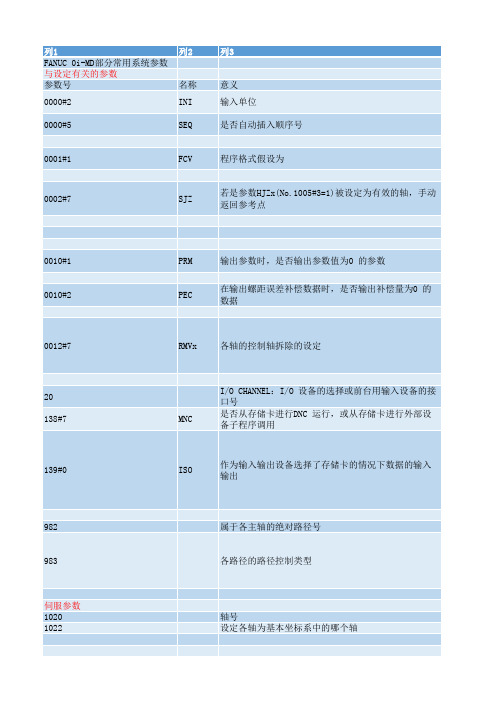
1881
2020 2021 2022 2024 2084 2085 与DI/DO 相关的参数 3001#7 3003#0 3003#2 3003#3 3003#5 3004#5 3006#0
3008#2
3010
3012
异常负载检测时的组号
电机号 负载惯量比 电机旋转方向 位置脉冲数
柔性进给齿轮(分子)
NLC
显示语言的动态切换是否有效
显示语言
PKY
“写参数”的设定
H16
画面硬拷贝的位图数据为
HDC
画面硬拷贝功能
3401#0 3401#4 3401#5 3401#7#6 3402#0 3402#1
DPI
在可以使用小数点的地址中省略小数点时
MAB
在MDI 运转中,绝对/增量指令的切换
ABS
将MDI 运转中的程序指令
ISO
作为输入输出设备选择了存储卡的情况下数据的输入 输出
属于各主轴的绝对路径号 各路径的路径控制类型
轴号 设定各轴为基本坐标系中的哪个轴
1023
1006#1#0 No.1006#3 与存储行程检测相关的参数 1300#0
DIAx OUT
1300#1
NAL
1300#6
LZR
1301#6
OTS
1301#7
3013 3014 3019
分配用于参考点返回操作的减速信号的X 地址
分配用于参考点返回操作的减速信号的X 地址的位 (bit)位置 分配PMC 轴控制的跳过信号、测量位置到达信号、刀 具补偿量写入信号的地址
与显示和编辑相关的参数 3101#1 3104#0 3105#0 3105#1 3105#2 3106#4
发那科0i mate-TC数控系统参数的设置方法
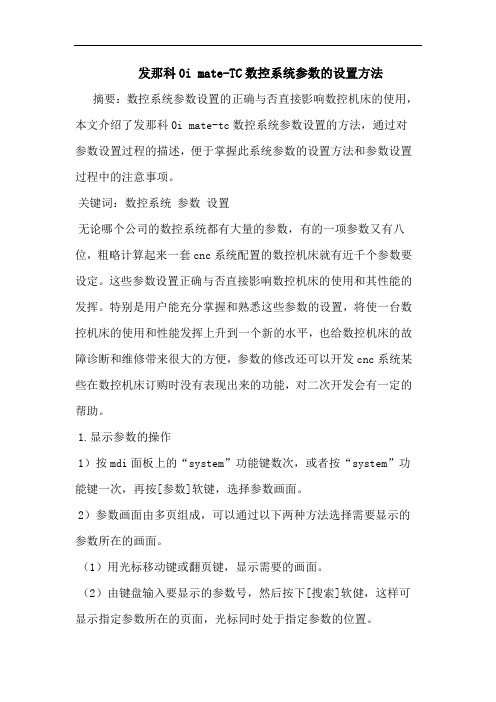
发那科0i mate-TC数控系统参数的设置方法摘要:数控系统参数设置的正确与否直接影响数控机床的使用,本文介绍了发那科0i mate-tc数控系统参数设置的方法,通过对参数设置过程的描述,便于掌握此系统参数的设置方法和参数设置过程中的注意事项。
关键词:数控系统参数设置无论哪个公司的数控系统都有大量的参数,有的一项参数又有八位,粗略计算起来一套cnc系统配置的数控机床就有近千个参数要设定。
这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。
特别是用户能充分掌握和熟悉这些参数的设置,将使一台数控机床的使用和性能发挥上升到一个新的水平,也给数控机床的故障诊断和维修带来很大的方便,参数的修改还可以开发cnc系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。
1.显示参数的操作1)按mdi面板上的“system”功能键数次,或者按“system”功能键一次,再按[参数]软键,选择参数画面。
2)参数画面由多页组成,可以通过以下两种方法选择需要显示的参数所在的画面。
(1)用光标移动键或翻页键,显示需要的画面。
(2)由键盘输入要显示的参数号,然后按下[搜索]软健,这样可显示指定参数所在的页面,光标同时处于指定参数的位置。
2.用mdi设定参数1)在操作面板上选择mdi方式或急停状态。
2)按下“ofs/set”功能键,再按[设定]软键,可显示设定画面的第一页。
3)将光标移动到“参数写入”处,按[操作]软键,进入下一级画面。
4)按 [no:1]软键或输入1,再按 [输入]软键,将“参数写入”设定为1;这样参数处于可写入状态,同时cnc发生100号报警。
5)按“system”功能键,再按[参数]软键,进入参数画面,找到需要设定参数的画面,将光标置于需要设定的位置上。
6)输入参数,然后按“input”键,输入的数据将被设定到光标指定的参数中;7)参数设定完毕,需要将“参数写入”设置为0,即禁止参数设定,防止参数被无意更改。
浅谈FANUC 0iD系统数控机床故障诊断与维修
DOI:10.16661/ki.1672-3791.2020.08.032浅谈FANUC 0iD系统数控机床故障诊断与维修李海兵(常州机电职业技术学院 江苏常州 213164)摘要:在社会和经济发展过程中,数控机床已经成为各领域广泛应用的设备。
为提升数控机床的运行效率,生产出高质量的机械产品,将FANUC 0iD系统配置在数控机床中,以此优化设备保持在安全稳定的运行状态。
但是,该系统在运行时会出现问题,该文围绕FANUC 0iD系统常见的故障进行诊断,并实施针对性的维修措施,为数控机床工作人员维修设备提供参考依据。
关键词:FANUC 0iD系统 数控机床 故障诊断与维修中图分类号:TG659 文献标识码:A 文章编号:1672-3791(2020)03(b)-0032-02借助数控技术生产机械产品,成为数控机床数量增长最主要的因素,并且将FANUC 0iD系统配置在数控机床中,保持数控机床高效稳定的生产状态,既能提升生产效率,还能为企业创造更多的经济效益。
在FANUC 0iD系统运行过程中,为减少系统出现故障的次数,维修人员应充分掌握系统原理图的要点,并针对出现的故障,实施有效的处理措施。
1 FANUC 0iD系统控制原理图在FANUC 0iD系统内,数控系统借助FSSB总线建立连接组织,形成可通信的网络,将进给轴、伺服主轴与系统连接。
然后由PLC控制装置与总线I/O Link连接,建立的连接关系与外部设备相通。
由系统原理图可知,一旦机床出现故障时,数控系统会向工作人员发出警报,或者通过伺服驱动器将故障信息传输给控制中心。
2 数控机床常见机械故障与维修方法FANUC 0iD系统数控机床常见的机械故障,通常由以下几点组成:第一,X轴方向尺寸不合格。
通常情况下,数控机床会有较长的使用寿命,但是在长期运行过程中,进行精密零件制造时,处在Y轴的方向尺寸合格,而在X轴方向尺寸不合格,导致机床在生产时出现故障。
FANUC 0i系统的输入输出信号控制有两种形式
FANUC 0i系统的输入输出信号控制有两种形式FANUC 0i系统的输入/输出信号控制有两种形式,一种是来自系统内装I/O卡的输入/输出信号,其地址是固定的;另一种是来自外装I/O卡(I/O Link)的输入/输出信号,其地址是有数控厂家在编制顺序程序时设定的,连同顺序程序存储到系统的FROM中,写入FROM中的地址是不能更改的。
如果内装I/O卡控制信号与I/O Link控制信号同时作用,内装I/O卡信号有效。
FANUC 0iA系统的PMC多采用SA3型。
1、机床到PMC的输入信号地址(MT?PMC)如果采用I/O Link时机床到PMC的输入信号的地址号为X0~X127;如果采用内装I/O卡时FANUC 0iA系统的信号输入地址为X1000~X1011(96点输入)。
有些输入信号不需要通过PMC而直接由CNC监控。
这些信号的输入地址是固定的,CNC运行时直接引用这些地址信号。
FANUC 0i系统的固定输入地址及信号功能见表4-4。
2、 PMC到机床的输出信号地址(PMC?MT)如果采用I/O Link时PMC到机床的输出信号地址号为Y0~Y127,如果采用内装I/O卡时FANUC 0iA系统的输出信号地址为Y1000~Y1008(72点输出)。
3、 PMC到CNC的信号地址(PMC?CNC)PMC到CNC的信号的地址号为G0~G255这些信号的功能是固定的,用户通过程序(梯形图)实现CNC各种功能的控制。
如系统急停控制信号为G8.4启动信号为G7.2暂停信号为G8.5、空运转信号为G46.7、外部复位信号为G8.7、程序保钥匙信号为G46.3~G46.6、CNC系统状态信号为G43.0、G43.1、G43.2 G43.5、G43.7等。
4、 CNC到PMC的信号地址(CNC?PMC)CNC到PMC的信号的地址号为F0~F255,些信号的功能也是固定的,用户通过顺序程序(梯形图)确定CNC系统的状态。
FANUC数控系统故障诊断及参数的恢复调试-文档
FANUC数控系统故障诊断及参数的恢复调试某厂生产的CK6150数控车床,采用FANUC 0i-mate数控系统,开机后出现报警信息:“970 NMI OCCURRED IN PMCLSI”,机床无法启动。
查阅相关资料知,该报警的含义是:PMCLSI内部发生NMI(非屏蔽中断)或RAM出现奇偶错误,故笔者初步断定数控系统出现故障,需进行诊断与维修。
1 数控系统硬件故障的诊断维修FANUC 0i-mate数控系统采用模块化结构,母板上安装有各种功能的子卡,如轴控制卡、显示卡、CPU卡、FROM/SRAM卡及模拟主轴模块等,系统由输出电压为直流24伏的电源单元供电。
由于本单位有相同类型的数控系统,故维修诊断采用替换法进行。
为确保替换上的板卡不出现意外,笔者对供电模块进行了检查,经测量,该模块供电电压稳定输出在直流24 V,工作正常,可以进行板卡的替换维修工作。
首先替换母板,上电后系统依然报警,无法启动,考虑到系统的显示功能工作正常,接着分别更换了轴卡及CPU卡,上电后,系统终于可以正常启动了,由此确定系统的母板(型号为:A20B-8101-0285/02A)、轴卡(型号为:A20B-3300-0393/02A)、CPU卡(型号为:A20B-3300-029/04C)已损坏,需要更换。
至此,数控系统硬件故障的诊断维修工作初步完成。
2 数控系统用户参数的恢复与调试在更换了数控系统的母板、轴卡、CPU卡后,系统虽然能正常启动,但依然出现了“935”号报警,即用来存储参数和加工程序等数据的SRAM发生了ECC错误。
我们知道,在FROM/SRAM 卡里,存储有CNC系统软件及机床厂家开发的用户程序(PMC梯形图)等,开机后,系统软件和用户软件只有正常登录到DRAM 模块和伺服卡上的RAM后,数控机床才能正常工作。
一般情况下,FANUC系统自带的系统软件用户是无法删除的,出现错误的应是机床厂家开发的用户软件。
造成此错误的可能原因有三个:一是锂电池没电,导致FROM/SRAM卡内的数据丢失;二是FROM/SRAM卡内的数据被破坏,如进行了上电清零操作;三是FROM/SRAM卡本身损坏。
FANUC 0i-MD系统的数控机床开机无法回零的故障诊断与修复

作者 : 郭玉琼 , 士 , 理 研 究 员 , 硕 助 西安 “ 二 五 ” 十
工业发展 思路 课题 组成 员。 ( 编辑 余 捷) ( 收稿日 21 0—6 期: 0 30) 0~
文章编号: 12 l 19 0 如果您想发表对本文的看法 。 请将文章编号填入读者意见调查表中的相 应位置 。
机 床 的行 程开关 分 为硬 限位 和软 限位 。硬 限位 的
机床 如果 出现 这个情 况 , 么可 能 是行 程 开 关 和零 位 那 开关 被损 坏 , 要进 行更换 。在 查看 机床本 身后 , 需 并未
设备 。现其 中一 台机 床 出现 故 障 , 障 现 象 为开 机 状 故 态下 , 轴方 向 回零 时 候 , 法 回到 准 确 位 置 , l , 无 且屏 幕
聚, 充分 利用 园 区功 能 , 排安 置机床 产业 引进 的项 目 安
和企 业 , 善 服务功 能 , 立 项 审批 等 方 面 提高 便 利 , 完 在 提 升 园区招商 引资竞 争 力 , 吸引 更 多 的配 套 企 业进 入
园区 。
[] 2 陕西机床工具产业集群发展规划( 内部 资料 ) Z]20 . [ ,09 [] 3 中国机床工具工业协会. 中国机床工具 工业年鉴 20 [ . 0 8 M]北京 : 机
L AN i n c o g I La g h n
( u a i oi l n lc ia P l eh i, hn sa4 0 2 , HN) H n nBo g a adEetcl oy c n C agh 1 16 C l c r t c
两年前 我校 实 习 工 厂 引 进 4台配 F N C i MD A U 0— 系统 的数控铣 床 , 批 机 床 成 为我 校 实 习 工厂 的主 要 该
FANUC 0i(-mate)-D数控车床功能调试
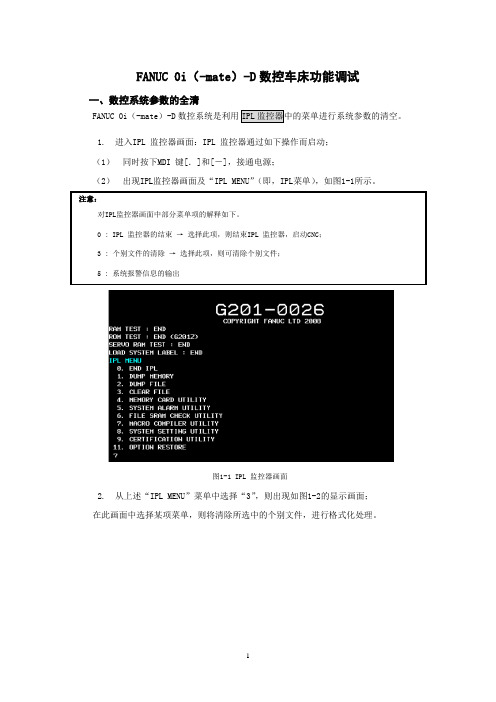
FANUC 0i(-mate)-D数控车床功能调试一、数控系统参数的全清FANUC 0i(-mate)-D数控系统是利用1.进入IPL 监控器画面:IPL 监控器通过如下操作而启动;(1)同时按下MDI 键[.]和[-],接通电源;(2)出现IPL监控器画面及“IPL MENU”(即,IPL菜单),如图1-1所示。
图1-1 IPL 监控器画面2.从上述“IPL MENU”菜单中选择“3”,则出现如图1-2的显示画面;在此画面中选择某项菜单,则将清除所选中的个别文件,进行格式化处理。
图1-2 个别文件的清除画面3. 在图1-2所示的菜单中选择要操作的项。
如要清空系统参数,则用MDI 键盘键“1”→按键;4. 则显示器上会出现“CLEAR FILE OK ? (NO=0,YES=1)”的提问;5. 如果想清空参数则键入“1”时;如果不想清空参数,则键入“0”表示中止操作。
6. 若要继续清除其它文件时,重复第3~5步骤的操作;7. 若想结束操作并返回上一级菜单画面(图1-1)时,请键入“0”。
也可以直接下电再重新上电,以便于检查系统参数是否全清。
二、数控系统参数设置数控系统正常运行的重要条件是必须保证各种参数的正确设定,不正确的参数设置与更改,可能造成严重的后果。
因此,必须理解参数的功能,熟悉设定值,详细内容参考《参数说明书》。
1. 显示参数的操作(1)按MDI 面板上的【SYSTEM 】功能键数次或者按【SYSTEM 】功能键一次,再按〖参数〗软键,选择参数画面,见图2-1。
图2-1 参数画面(2)参数画面由多页组成,可用光标移动键或翻页键,寻找相应的参数画面,也可由键盘输入要显示的参数号,然后按下〖号搜索〗软健,显示指定参数所在的页面,此时光标位于指定参数的位置。
2.用MDI设定参数(1)在操作面板上选择MDI方式或急停状态。
(2)按下【OFS/SET】功能键,再按〖设定〗软键,可显示“设定”画面的第一页。
梯形图状态诊断与参数设定2
梯形图状态诊断与参数设定FANUC 0i Mate-MC / MC技术课:马涛说明:本文以0i Mate-MC显示界面为例进行介绍,0i MC以及16i/18i系统显示界面与之类似,在此不再多述。
1、梯形图状态诊断a.PMC画面进入按下系统的“SYSTEM”软键后,可以看到如下参数界面:图一参数画面b.按下图一中红色标出的“PMC”软键:如图二示,会显示出PMC起始画面,画面下方有三个软键。
分别为“PMCLAD”、“PMCDNG”和“PMCPRM”。
而后,按下右扩展键“>”后会显示其他软键。
屏幕上方也对这几个按键进行了解释:PMCLAD:DYNAMIC LADDER DISPLAY 动态梯形图显示。
PMCDNG:DIAGNOSIS FUNCTION 诊断功能。
PMCPRM:PARAMETER(T/C/K/D) PMC参数设定(包括T/C/K/D)除上述软键以外,在按下右扩展键“>”后会显示其他软键。
RUN/STOP:RUN/STOP SEQUENCE PROGRAM 运行/停止梯形图。
EDIT:EDIT SEQUENCE PROGRAM 编辑顺序程序(梯形图)。
I/O:I/O SEQUENCE PROGRAM 梯形图的输入/输出控制SYSPRM:SYSTEM PARAMETER 系统参数MONIT:PMC MONITOR PMC监视图二 PMC起始画面c.PMC诊断画面在图二的PMC起始画面中,按下“PMCDNG”软键,进入到PMC诊断界面,见图三。
在诊断画面中,我们可以看到以下信息:1、PMC的版本号,红色下划线标出。
如图中示,PMC版本号为SA1。
2、PMC的内存使用情况,并详细列出PMC中各个组成部分的存储器使用大小。
3、扫描周期的时间:8ms。
4、在屏幕的右上角处,红色方框中标注有“MONIT RUN”,该标志提醒我们,梯形图目前的运行状态为“运行中”。
5、软键情况。
在PMC诊断画面中,有以下软键:“TITLE”、“STATUS”、“ALARM”、“TRACE”。
FANUC系统I-O信号状态的显示与输出模拟
FANUC系统I/O 信号状态的显示与输出模拟在FANUC 系统中,通过系统的MDI/CRT 面板检查、诊断的接口信号状态,实质上是输入、输出缓冲存储器的内容,当系统与外部信号连接的接口电路(如输入接收器或输出驱动器)发生故障时,诊断信号的状态将与实际输入、输出不同。
为了方便维修与调试,部分系统还可以通过修改输入、输出缓冲存储器的内容,对外部信号进行模拟输入/输出。
系统的状态诊断操作,在不同的数控系统中有所不同,维修时可以参考数控系统的维修说明书进行。
由于状态诊断是维修数控机床的重要手段,现将常用系统的状态诊断操作步骤介绍如下:(1)FS0/6 输入/输出信号的状态诊断1)按系统MDI/CRT 操作面板上的〖DGNOS〗键,系统显示诊断页面。
2)按系统MDI/CRT 操作面板上的〖PAGE〗键(换页)或〖CURSOR〗(光标移动键),可以逐页显示诊断信号的状态。
3)在系统显示诊断页面时,亦可以通过输入诊断地址及〖INPUT〗键,直接搜索所需要的诊断页面。
(2)FS ll 输入/输出信号的状态诊断1)在系统显示“机能选择”页面时,按下系统MDI/CRT 的软功能键〖SERVICE〗习,显示系统维修页面(“机能选择”页面可以通过面板上的“机能”菜单键直接进入)。
2)按系统MDI/CRT 的软功能键〖CHAPTER〗,使显示器出现软功能键〖DGNOS〗。
3)按系统MDI/CRT 的软功能键〖DGNOS〗键,显示诊断页面;或通过多次操作软功能键〖SERVICE〗,亦可以显示诊断页面。
4)按系统MDI/CRT 操作面板上的〖PAGE〗键(换页)或〖CURSOR〗(光标移动键),可以逐页显示诊断信号的状态;或按操作菜单键,切换到操作选择页面,按下软功能键〖INP-NO〗进入操作引导方式;在面板上用地址与数字键,输入诊断地址后,按〖EXEC〗键,可以直接搜索所需要的诊断参数。
(3)FSl5 的输入/输出信号的状态诊断1)按MDI/CRT 面板上的[CNC/PMC]键。