焊接工艺评定—EH400与ZG30MnSi低温焊
ZG30MnSi与JFE_EH400钢板焊接工艺研究与应用
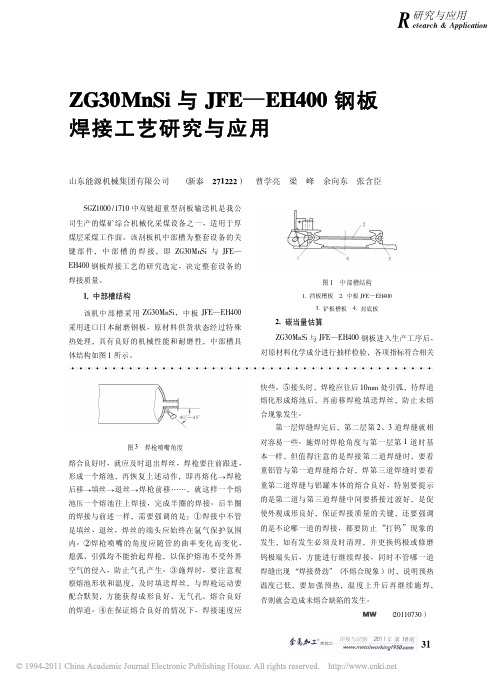
7. 中部槽焊前准备及焊接参数
所有焊接部位应打磨去除氧化皮, 焊道及焊道 边缘必须清理干净, 不允许有油、 锈、 水、 渣等污 物; 焊道清理边缘单侧不得小于 10mm,并露出金属 光泽。定位焊缝: 焊脚高度为 6 ~ 8mm, 长度 20 ~ 50mm,间隔 200 ~ 300mm。 当焊缝长度 < 600mm 时, 单侧定位焊缝不得少于两处。 在焊接过程中, 有效防止结构件在焊接过程中 的变形量是保证焊接质量的重要因素之一, 将各部 件按图样要 求 使 用 工 装 定 位 焊, 验 证 尺 寸 无 误 后, 在中部槽两端定位焊有足够强度的防变形撑筋, 采 取两个机械手两边对称方式焊接, 能有效控制焊接 变形量。焊接采用多层多道焊方式, 焊前预热与层 间温度严格控制在 150 ~ 200℃ , 可用手持式红外线 温度检测仪进行测定, 每层焊接完后用风铲或钢丝 刷清除焊道上面的氧化物。 多层多道焊 ( 见图 4 ) : 前一条焊道对后一条焊 道起预热作用, 而后一条焊道对前一条焊道起热处
图 4 多层多道焊序
合理选择焊接参数, 就是要限制焊接时的热输 入,焊接热输入应 < 20 kJ /cm。焊接热输入越大, 则 焊接接头高温停留时间就越长, 过热现象就越严重, 过热区中的晶粒就越粗大。 这种粗大的奥氏体在较 快的冷却速度下形成特殊的过热组织, 因而使塑性 和韧性下降明显, 甚至造成冷脆。 为此, 应尽量采 用较小的焊接热输入, 以减小过热区的宽度, 为了 防止出现这种特殊的过热组织出现, 焊接过程中控
esearch & Application
图 2 焊接坡口形式
( 1 ) 焊接接头拉伸试验 焊接接头按 GB 2649 — 1989 《焊接接头力学性能试验取样方法 》 进行取样。 拉伸试验按 GB /T 228 —2002 《金属材料室温拉伸试 验方法》 的规定进行。 ( 2 ) 焊接接头冲击试验 按 GB /T 2650 —2008 《焊接接头冲击试验方法》 规定进行, 采用缺口深度 为 2mm 的标准夏比 U 形试样 ( 见图 3 ) 。
ASME铁基材料焊接工艺评定试样检验合格标准
ASME铁基材料焊接工艺评定试样检验合格标准1.拉伸试样:试样的抗拉强度不小于:(QW—153 .1)(a)母材的规定最小抗拉强度(b)如母材是由两种规定最小抗拉强度不同的材料构成,则取较小值。
(c)焊缝金属的规定最小抗拉强度(当相关卷允许使用室温强度低于母材的焊缝金属时)。
(d)如果试样断在焊缝或焊缝界面以外的母材上,只要强度不低于母材规定最小抗拉强度的5%。
可认为试验满足要求。
2.导向弯曲试验:(QW—163)在弯曲后的凸面上沿任何方向测量,在焊缝和热影响区内都不得有超过1/8in (3.2mm)的开口缺陷。
但试样在试验中出现的边角部位开口缺陷除外,除非有确切的证据表明它们是由于未熔合、夹渣或其他内部缺陷所造成时方应予考虑。
ASME铁基材料焊接技能评定试件(样)检验合格标准1。
拉伸试样:(QW—153 。
1)试样的抗拉强度不小于(a)母材的规定最小抗拉强度(b)如母材是由两种规定最小抗拉强度不同的材料构成,则取较小值。
(c)焊缝金属的规定最小抗拉强度(当相关卷允许使用室温强度低于母材的焊缝金属时)。
(d)如果试样断在焊缝或焊缝界面以外的母材上,只要强度不低于母材规定最小抗拉强度的5%.可认为试验满足要求.2. 导向弯曲试验:(QW—163)在弯曲后的凸面上沿任何方向测量,在焊缝和热影响区内都不得有超过1/8in(3。
2mm)的开口缺陷。
但试样在试验中出现的边角部位开口缺陷除外,除非有确切的证据表明它们是由于未熔合、夹渣或其他内部缺陷所造成时方应予考虑。
3.射线探伤检测:(QW—191.2)(A)线性指示:(1)任何型式的裂纹或未熔合和未焊透。
(2)任何长度大于下列值的条形夹渣:(a)如果板厚t≤3/8in.(10mm),夹渣场为1/8in.(3mm)。
.(b)如果板厚t3/8in.(10mm)<t≤21/4(57mm),夹渣长为1/3t.(c)如果t>21/4(57mm),夹渣长为3/4in。
精编S美标焊接工艺评定修改

精编S美标焊接工艺评定修改公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-焊接工艺评定报告(AWS)工艺评定编号 AWS-PD-01编制:武树成批准:陈国梁预焊接工艺规程(PWPS)标识编号 / 公司名称江苏国华管塔制造有限公司修改 / 日期 /修改人 /焊接方法 GMAW 类型—手工[ ]半自动[X ]PQR辅助文件号机械[ ]自动[ ]采用的接头设计电特性类型平焊对接过渡形式(GMAW)短路[ ]单面焊缝[ X ] 双面焊缝[ ] 熔滴[ ] 喷射[ X ]衬垫:用[ X ] 不用[ ]衬垫材料: Q345 电流:交流[ ] 直流反接[ X ]直流正接[ ] 脉冲[ ]根部间隙 6 钝边尺寸 0 其他坡口角度 22.5°半径(J-U)钨极(GTAW)背包清根:用[ ]不用[ X ]方法尺寸类型母材材料规格 Q345 t=25mm 技术类型或级别 B 直线或横向微摆动焊道直线厚度:坡口 22.5 °角焊缝多道或单道多道直径(圆管)焊丝数 1焊丝间隔纵向填充金属横向AWS技术条件号 GB/T1591-2008 角度AWS类别 ER50-6 导电嘴到工件距离12-18mm锤击 / 保护道间清理钢丝刷+磨光机+小铁铲焊剂气体 Ar+CO2焊丝—焊剂(等级)焊后热处理组分 80% Ar+20%CO2 流率 15-25L/mi 温度 / 气体喷嘴尺寸¢20 时间 / 预热预热最低温度环境温度道间温度,最低环境温度最高 350℃焊接工艺图(一)工艺评定记录(PQR)公司名称江苏国华管塔制造有限公司修改日期修改人焊接方法 GMAW 类型—手工[ ]半自动[x ]PQR辅助文件号机械[ ] 自动[ ]接头设计位置类型平板对接坡口位置: 1G 角焊缝:单面焊缝[ X ] 双面焊缝[ ] 立焊方向:上行[ ] 下行[ ]衬垫:用[X ] 不用[ ]衬垫材料: Q345 电特性根部间隙 6 钝边尺寸 0 过渡形式(GMAW)短路[ ]熔滴[ ] 喷射[ X ]坡口角度 22.5°半径(J-U)电流:交流[ ] 直流反接[ X ] 直流正接[ ] 脉冲[ ]背部清根:用[ X ]不用[ ]方法其他钨极(GTAW)母材尺寸材料规格 Q345 t=25mm 类型类型或级别 B厚度:坡口 22.5°角焊缝技术直径(圆管)直线或横向微摆动焊道直线多道或单道多道填充金属焊丝数 1 AWS技术条件号GB/T1591-2008焊丝间隔纵向AWS类别 ER50-6 横向角度保护导电嘴到工件距离15mm焊剂气体 Ar+CO2 锤击焊丝—焊剂(等级)道间清理钢丝刷+磨光机+小铁铲组分 80% Ar+20%CO2 流率 20L/min气体喷嘴尺寸¢20 焊后热处理温度 / 预热时间 / 预热最低温度环境温度道间温度,最低环境温度最高 350℃标识编号焊接工艺图(一)工艺评定试验结果1.拉伸试验2.侧向弯曲试验目检其他试验外观合格射线—超声波检查咬边合格RT报告号:/结果: /管状气孔无UT报告号:2014WJWT0760 结果:通过凸度 2 实验室试验号:试验日期 2014-5-24见证人武树成焊工姓名:武方胜记时号:印章号:进行试验的实验室:试验号:经手人:我们签字人,证明本记录所载正确无误,试验号焊缝自备、焊接和试验符合AWSD1.1,(2008)钢结构焊接规范第四章要求。
ZG30MnSi与EH360A异种钢焊接预热温度的确定
量 ,恶化焊工的工作条件,还会扩大热影响区范 围,使焊件质量变坏 ,变形量增大。所以,对于
E H 3 6 0 A 和Z G 3 O M n S i 的异种钢焊接 ,在制定焊接
导热性均不同 ;在一定 的焊接工艺条件下, 形成 优质接头的难易程度、对焊接缺陷的敏感程度不
免焊接裂纹 ;预热还可以降低 焊接结构 的拘束
度。超高强钢合金元素种类多 、含量高、存在冷
裂 问题,焊接时需要预热 ,但是预热温度必须控
材料牌号
机械性能 1 3 " b 盯B 8 5 9 O 。冷弯 硬度 ( MP a ) ( MP a ) ( ≥%) D= 3 a HB 1 0 8 3 2 0 . 8 完好 ≥3 6 】
拘束焊缝
2 - 2 母材Z G3 0 Mn S i 的分 析
Z G 3 0 M n S i ,属 中碳低合金 M n — S i 铸钢 ( c = 0 . 2 5 %~ 0 . 3 5 %),Z G 3 0 Mn S i 中C 、s i 含量较高 ,
A— A
函
B — B
且铸件s 、P 杂质元素含量偏高 ,表3 为Z G 3 O M n S i
I F E - E H4 0 0 ( 日、 1 2 4 6
作者简介 :张彩霞 ( 1 9 8 0 ~),女 ,西安科技大学工程硕士 ,主要从事焊接工艺科研工作 。
现代焊接 2 0 1 3 年第1 O 期 总第 1 3 0 期 J 一3 9
意
材质 化学成分
t |
机械性能 『 热处理
同,所以异种钢焊接存在难度 。确定科学而合理
工艺之前必须确定其最合理的预热温度。
LNG超低温304L不锈钢焊接工艺评定
12.5°
60°
37.5°
30°
19mm
2mm
1-2mm
2-4mm
2mm
(a)
(b)
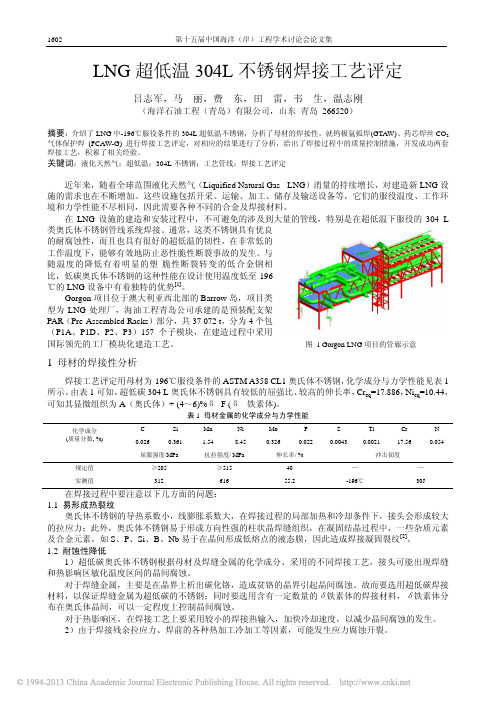
图 2 焊接工艺评定的坡口类型
2.3 保护气体 GTAW 工艺施焊时,保护气体为 Ar 气,纯度 99.99%,气体流量为 15~25 L/min;焊缝金属厚度在 6.4 mm
以下时,管子两端用胶带封住,管子内部充 Ar 气保护,纯度 99.99%,用测氧仪进行测定,内部气体的氧 含量在 0.5%以下时方可进行焊接;焊缝金属厚度在 6.4 mm 以上时,内部可以不充氩气保护。
A3 640 侧弯
88,102,99
152,140,124 160,184,157 148,147,140
124,176,172 164,162,164 188,222,175
1.10,1.00,0.94 1.58,1.50,1.34 1.12,1.28,1.24
3 工艺评定试验结果及分析
3.1 工艺评定试验结果 焊接工艺评定采用 ASME Section IX 及 ASME B31.3 标准[3-4],各项性能试验按照标准及业主的要求进
行。试验项目不仅包括常规的缩减断面拉伸试验、弯曲试验、夏比 V 型缺口冲击试验、宏观与硬度试验, 还进行了焊缝和热影响区的铁素体含量测试。对选定的焊接方法及组合评定,主要力学性能试验结果见表
GTAW
(或)打底
2.4
直流正接
100~150
10~12
65~100
1.70
FCAW-G
填充
1.2
直流反接
110~190
22~31
220~300
1.60
FCAW-G
低温钢的焊接
课题:低温钢的焊接主讲:郭焱霞一、什么叫低温压力容器?低温压力容器是指设计温度低于-20℃的碳素钢和低合金钢容器,对于奥氏体型钢材低温压力容器是指设计温度低于-196℃。
二、常用用低温压力容器用钢低温用钢可分为含Ni和不含Ni两大类。
对于低温钢的主要性能要求是保证在使用温度下具有足够的韧性及抵抗脆性破坏的能力。
低温钢一般是通过合金元素的固溶强化、晶粒细化,并通过正火或下火加回火处理细化晶粒,均化组织,而获得良好的低温韧性。
通常加入V,Al,Nb及Ni等合金元素。
我公司用过的低温钢有:16MnDR, 09MnNiDR, 08Ni3DR ,SA-203 Gr.C 三、低合金低温钢的焊接性不含Ni的低温用钢由于其含碳量低,其他合金含量也不高,淬硬和冷裂倾向小,因而具有良好的焊接性,一般可不采用预热,但应避免在低温下施焊。
含Ni低温钢由于添加了Ni,增大了钢的淬硬倾向,但不显著,冷裂倾向不大。
当板厚较大或拘束度较大时,应采用适当的预热。
Ni可能增大热裂倾向,但是严格控制钢及焊接材料中的C、S、P的含量,以及采用合理的焊接工艺条件,增大焊缝成形系数,可以避免热裂纹。
保证焊缝和热影响区的低温韧性是低温钢焊接时的技术关键。
成形系数: 就是焊缝的宽度B与焊缝实际厚度H之比。
四、低温钢的焊接1、焊接方法及热输入的选择常用的焊接方法有焊条电弧焊、埋弧自动焊、钨极氩弧焊、熔化极气体保护焊。
低合金低温用钢焊接时,为避免焊缝金属及近缝区形成粗大组织而尽量不摆动,采用窄焊道、多道多层焊,焊接电流不宜过大,宜用快速多道焊以减轻焊道过热,并通过多层焊的重热作用细化晶粒。
多道焊时,要控制道间温度,应采用小的热输入施焊,控制在20KJ/cm 以下。
如果需要预热,应严格控制预热温度及多层多道焊时的道间温度。
焊接线能量也叫焊接热输入,是单位长度焊缝得到的焊接电弧热量。
公式E=U•I/v(焦耳/厘米)其中U:电弧电压(伏特),I:焊接电流(安培),v:焊接速度(厘米/分)。
低温钢的焊接
低温钢的焊接第一篇:低温钢的焊接低温钢的焊接通常把-10~-196℃的温度范围称为“低温”(我国从-40℃算起),低于-196℃时称为“超低温”。
低温钢主要是为了适应能源、石油化工等产业部门的需要而迅速发展起来的一种专用钢。
低温钢要求在低温工作条件下具有足够的强度、塑性和韧性,同时应具有良好的加工性能,主要用于制造-20~-253℃低温下工作的焊接结构,如贮存和运输各类液化气体的容器等。
低温钢的分类、成分及性能1.低温锅的分类(1)按使用温度等级分类分为-10~-40℃、-50~-90℃、-100~-120℃和-196~-273℃等级的低温钢。
(2)按合金含量和组织分类分为低合金铁素体低温钢、中合金低温钢和高合金奥氏体低温钢。
(3)按有无镍、铬元素分类分为无镍、铬低温钢和含镍、铬低温钢。
(4)按热处理方法分类分为非调质低温钢和调质低温钢。
2.低温钢的化学成分和组织(1)低合金低温钢(无Ni低温钢)铝镇静Mn-Si低温钢是先用Mn、Si进行脱氧,再用铝进行强烈脱氧的优质钢种。
该钢正火处理或淬火+回火处理可细化晶粒,明显提高其低温韧性,多用于一4O℃以上的结构。
低合金铁素体低温钢是在Si-Mn优质钢基础上,加人少量合金元素(如Nb、V、Ti、Al、Cu、RE等)得到的低温钢组织为铁素体加少量珠光体。
其中Mn、Ni以及能促使晶粒细化的微量元素都有利于提高低温韧性。
为了保证良好的综合力学性能和焊接性,一般要求低C和低S、P。
这种钢具有高的塑性和韧性,多用于-50℃以上的结构。
(2)中合金低温钢(含Ni低温钢)合金元素总的质量分数为5%~10%,其组织与热处理工艺有关。
其中5NI钢、9Ni钢是典型的中合金低温钢。
Ni是发展低温钢的一个重要元素。
为了提高钢的低温性能,可加人Ni元素,形成含Ni的铁素体低温钢。
在提高Ni的同时,应降低含碳量和严格限制S、P含量及N、H、O的含量,防止产生时效脆性和回火脆性等。
浅谈3.5%Ni低温钢塔器的焊接工艺及热处理
浅谈3.5%Ni低温钢塔器的焊接工艺及热处理摘要:在对3.5%Ni低温钢可焊性分析的基础上,采用可行的焊接工艺成功地对设备进行现场焊接。
关键词:3.5%N i低温钢焊接热处理韧性对低温用钢最重要的性能要求是在工作温度下有足够的韧性。
3.5%Ni低温钢具有良好的低温韧性,是目前石油医药化工行业广泛应用低温设备的制造钢种.神木化工Ⅱ期40万吨/年甲醇扩建工程,耐硫变换装置—甲醇洗涤塔,由西安506厂制造,分段到货现场组对焊接,塔壳体材质为SA203E(3.5%Ni),使用状态正火加回火。
最低设计温度-101℃,该工程要求焊后的焊接接头性能符合美国ASME标准。
一、可焊接性SA203E为压力容器低温用钢,等同于3.5%Ni,广泛应用于石油、医药化工行业的低温设备制造,可焊性比无Ni钢差,Ni的添加增大了钢的淬硬性,但不显著,冷裂倾向不大,当板厚较大或拘束较大时,应采用适当预热,Ni可能增大热裂纹倾向,但是严格控制钢材及焊接材料中的C、S及P的含量,以及采用合理的焊接工艺,增大焊缝成形系数,可以避免热裂纹。
保证焊缝和粗晶区的低温韧性是低温用钢焊接的技术关键。
焊接线能量过大,焊接热循环会损害热影响区的调质结果,热影响区塑性降低,冷却速度过快,对冲击韧性有影响,同时焊缝易产生粗大的板条状贝氏体组织和马氏体组织,严重降低了低温韧性。
影响低温韧性的因素很多,包括钢的化学成分、纯度、显微组织晶粒度与热处理状态等,在3.5%Ni钢的焊接中,接头的强度和塑性均不存在问题。
关键问题是接头的低温韧性难以保证,解决这一问题的前提是必须有优质的母材和焊材。
美国的SA203E满足这一要求,现在通过焊材来满足接头的低温韧性。
二、焊接工艺1.焊接方法焊接方法采用手工电弧焊,焊条可选用型号E5015-G、牌号CHL107(大西洋电焊条厂),此焊条的性能满足GB5118E5015C2L(等同于AWSA5.5E7016-C2L)的品质要求,接近国际先进水平,直径为φ3.2mm,φ4.0mm.打底焊采用φ3.2mm,盖面焊采用φ4.0mm.焊接线能量J=60IU/V式中J=焊接线能量I=焊接电流U=焊接电压V=焊接速度,根据3.5%Ni低温钢的性能,为保证其低温韧性,手工电弧焊的焊接线能量应控制在J≤20KJ/CM2.2.施焊工艺操作要点2.1焊前焊条应严格按照要求进行烘干,烘干温度为380℃×1~2h,恒温保存在温度为100~150℃保温箱内。
焊接工艺评定报告PQR: NM400 ER80-G焊丝 V型对接焊缝(中英对照)

焊接工艺评定报告Welding procedure qualification report(PQR)编号NO: PQR19-030焊缝类型Joint type: V型对接焊缝 Butt weld试板钢号Test plate materials: NM 400试板厚度Test plate thickness: 16mm焊接方法Welding method: GMAW焊接材料Welding materials: ER 80-G母材厚度范围Applicable parent materials thickness range: 8-32 mm焊缝厚度范围Applicable filler metal thickness range:8-32mm评定执行标准Assessment of implementation standards:NB/T 47014-2011焊接工艺评定报告单位名称Company name:焊接工艺评定编号PQR NO. PQR19-030 预焊接工艺规程编号PWPS NO. PWPS19-030 焊接方法Welding method GMAW机械化程度(手工、机动、自动)The degree of mechanization (manual, mobile, automatic) 手动manual接头简图Drawing:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)t: 16 mma: 60°b: 3 mmp: 1 mm母材Parent materials:材料标准Material StandardGB/T24186-2009材料代号Material code NM400类别号 Fe-3 组别号Fe-3-1 与类别号Fe-3 组别号Fe-3-1相焊接Category No. Fe-3 Group No. Fe-3-1and Category No. Fe-3 Group No.Fe-3-1 are welded厚度Thickness 16m直径Diameter /其他Others /焊后处理Post weld heat treatment:保温温度Thermal insulation temperature(℃): 200保温时间范围Thermal insulation time(h) 2-4保护气体protective gas:气体种类混合比流量Gas type Mixing ratio Flow rate保护气Shielding Ar/80+CO2/20 20-25L/min尾部保护气Tail shielding gas / / /背面保护气Back shielding gas / / /焊接工艺评定施焊记录表Welding procedure evaluation welding record table焊接工艺评定施焊记录表Welding procedure evaluation welding recordtable 焊接工艺评定编号PQR NO.预焊接工艺规程编号PWPS NO.19-030 PQR19-030 PWPS19-030施焊焊工Welder name检验员Checker钢印号Welder NO. /记录人员Recorder施焊日期Welding date 2019.9.8焊接责任人WeldingEngineer母材Parent material名称Name钢号NO.尺寸Size(mm)炉批号FurnacebatchNO.材质证明书Materialcertificate其他Others试件SampleNM400100*150*350/ 有/焊材welding material牌号Type尺寸Size(mm)炉批号FurnacebatchNO.烘干Drying(℃,h)材质证明书Materialcertificate其他Others ER80-G φ1.2 / 有金桥焊材设备Equipment设备型号NO.产地Place ofOrigin/ 奥泰/NBC-500 中国/ 焊接位置Welding position 1G接头形式简图Drawing(同报告接头简图)t:16mm a:60° b:3mm p:1mm施焊技术Welding technologyMAG预热温度Preheating temperature120℃层间温度Interpass temperature<200C°焊后热处理Post weld heat treatment/后热处理Post-welddehydrogenation treatment/清根方法Method of back gouging/保护气体Protective gas Ar/80+CO2/20焊接工艺评定外观检验记录表。
HRB400级20MnSiV钢筋的焊接技术
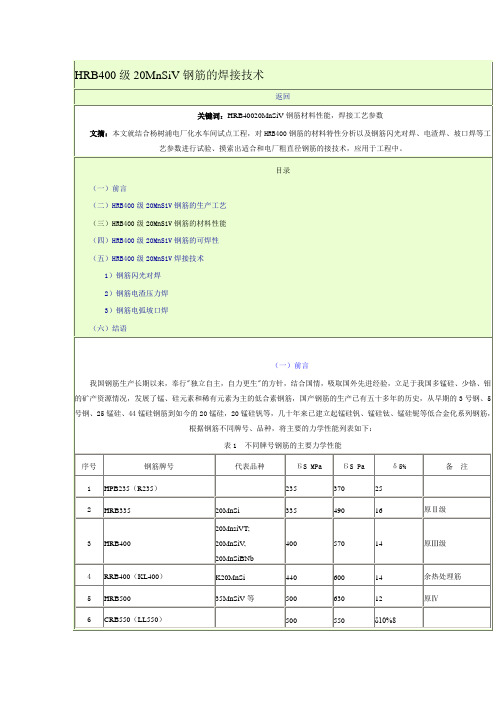
轧制编号
规格(mm)
σS(MPa)
σb(MPa)
δ5(%)
冷弯
反弯
+45°
-23°
GB1499-91
8-25
------
28-40
≮400
≮570
≮14
d=3a,90°
----------
d=4a,90°
d=5a
-----
d=6a
B9-190
25
560/565
760/765
22/21
完好
完好
B10-27
当用5-2299炉号化学成份C=0.19,Mn=1.41,Si=0.4,V=0.05时
Ceq=0.19+0.235+0.003=0.478
Ck=0.19+0.176+0.1=0.466
预评估认:化学成份为国标GB1499-91中规定的上限值时,碳当量达到0.57,而中限时碳当量小于0.50,一般焊接碳当量大于0.55者,可焊性较差,反之可焊性良好,一般宜选用碳当量Ceq≤0.52最佳。
1.1钢筋对焊工艺选择
钢筋对焊工艺可分别采用三种焊接工艺。
(1)连续闪光焊
通过焊机上两电极之间钢筋不断接触连接续闪光、加热、顶锻的方式完成,适用于ф16mm以下钢筋对焊应用。
(2)预热闪光焊
端头切面平直的钢筋,经在焊机上预热和闪光,闪去过热金属并经快速顶锻而完成,预热闪光焊在ф12-ф20mm直径时可用。
国际通用碳当量公式
………………………… (1)
俄国库古金公式
………………………… (2)
当用20MnSiV试验钢筋10-2-400炉号,当化学成份上限时C=0.25,Mn=1.48,Si=0.5,V=0.12时代入(1)(2)公式
附录E级钢焊修工艺评定及焊工评定论述
附录5 铁道货车铸钢件焊修评定方法1、范围本附录规定了B级、B+级、C级和E级等铁道货车用铸钢件焊修工艺评定和焊修操作评定(以下简称操作评定)的基本方法。
适用于铸钢件生产过程中采用焊条电弧焊(焊接代号111)、气体保护的药芯焊丝电弧焊(焊接代号为13)进行缺陷焊修的工艺评定和操作评定。
2、规范性引用文件下列文件的最新版本适用于本附录。
GB/T 3375 焊接术语GB/T 16672 焊缝—工作位置—倾角和转角的定义GB/T 19866 焊接工艺规程及评定的一般原则GB/T 19867.1 电弧焊焊接工艺规程GB/T 19869.1 钢、镍及镍合金的焊接工艺评定试验GB/T 228 金属拉伸试验方法GB/T 229 金属夏比缺口冲击试验方法GB/T 226 钢的低倍组织及缺陷酸蚀检验法GB/T 5118 低合金钢焊条GB/T 25774.1 焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验GB/T 2649 焊接接头机械性能试验取样方法GB/T 2650 焊接接头冲击试验方法GB/T 2651 焊接接头拉伸试验方法GB T 2652 焊缝及熔敷金属拉伸试验法GB/T 2653 焊接接头弯曲试验方法GB/T 15169 钢熔化焊焊工技能评定方法GB/T 985气焊、手工电弧焊及气体保护焊焊缝坡口形式和尺寸GB/T 5185 焊接及相关工艺方法代号GB/T 19418 钢的弧焊接头缺陷质量分级指南GB/T 3323 金属熔化焊焊接接头射线照相部批铸钢件产品图样及技术条件增加药芯焊丝材料标准3、术语本附录除采用GB/T 3375和GB/T 19866等国家标准中的有关术语外,本标准还采用了下列定义。
3.1 焊修工艺评定焊修工艺评定(以下简称工艺评定)是通过焊接接头力学性能、无损检测等试验,证实拟定的焊修工艺规程(即焊修工艺预规程pWPS)正确性和合理性的试验过程和结果评价。
3.2焊修操作评定焊修操作评定(以下简称操作评定)是通过采用规定的焊修工艺焊接的接头质量检测,证实焊修操作质量满足产品技术要求的试验过程和结果评价。
不锈钢焊接工艺之欧阳治创编
焊接工艺指导书一氩弧焊接1.目的为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。
2. 编制依据2.1. 设计图纸2.2.《手工钨极氩弧焊技术及其应用》2.3.《焊工技术考核规程》3. 焊接准备3.1.焊接材料焊丝:H1Cr18Ni9Ti φ1、φ1.5、φ2.5、φ3焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。
焊丝在使用前应清除油锈及其他污物,露出金属光泽。
3.2. 氩气氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不能用尽,瓶内余压不得低于0.5MPa ,以保证充氩纯度。
3.3. 焊接工具3.3.1. 采用直流电焊机,本厂用WSE-315和TIG400两种型号焊机。
3.3.2. 选用的氩气减压流量计应开闭自如,没有漏气现象。
切记不可先开流量计、后开气瓶,造成高压气流直冲低压,损坏流量计;关时先关流量计而后关氩气瓶。
3.3.3. 输送氩气的胶皮管,不得与输送其它气体的胶皮管互相串用,可用新的氧气胶皮管代用,长度不超过30米。
3.4. 其它工器具焊工应备有:手锤、砂纸、扁铲、钢丝刷、电磨工具等,以备清渣和消缺。
4.工艺参数不锈钢焊接工艺参数选取表表一5.1. 焊工必须按照“考规”规定经相应试件考试合格后,方可上岗位焊接。
5.2. 严禁在被焊件表面随意引燃电弧、试验电流或焊接临时支撑物等。
5.3. 焊工所用的氩弧焊把、氩气减压流量计,应经常检查,确保在氩弧焊封底时氩气为层流状态。
5.4. 接口前应将坡口表面及母材内、外壁的油、漆、垢锈等清理干净,直至发出金属光泽,清理范围为每侧各为10-15mm,对口间隙为2.5~3.5mm。
5.5. 接口间隙要匀直,禁止强力对口,错口值应小于壁厚的10%,且不大于1mm。
5.6. 接口局部间隙过大时,应进行修整,严禁在间隙内添加塞物。
5.7. 接口合格后,应根据接口长度不同点4-5点,点焊的材料应与正式施焊相同,点焊长度10-15mm,厚度3-4mm。
fh奥氏体不锈钢tig焊的焊接工艺评定
奥氏体不锈钢TIG焊的焊接工艺评定设计摘要焊接过程是特殊过程。
焊接结果不容易经济地通过检验和试验完全验证,有些问题在设备使用后才曝露出来造成不应有的损失。
在产品施焊前就需要确认焊接工艺能否保证焊接接头的使用性能。
焊接工艺评定又是制造安装单位的技术资源和技术储备,是焊接技术和焊接质量控制水平和能力的标志,也是获得优良焊接质量的保证。
通过焊接工艺评定的研究能更好的了解焊接技术和焊接工艺的特性,掌握焊接工程的内在规律。
关键词焊接工艺评定一般过程指导书评定报告检测焊缝引言在现代生产中,随着社会的进步、生产力的发展对焊接产品的要求越来越高,不锈钢以其耐腐蚀,耐酸等良好的性能得到广泛应用奥氏体不锈钢是应用最广泛的不锈钢,以Gr-Ni型不锈钢最为普遍。
目前奥氏体不锈钢大致分为Gr18-Ni8型、Gr25-Ni20型、Gr25-Ni35型。
还有广泛开发应用的超级奥氏体不锈钢。
本文以1Gr18Ni9Ti钢为例做焊接工艺评定。
第一章焊接工艺评定基本原理1.1 焊接工艺评定的目的焊接工艺评定的目的是验证施焊单位拟定的焊接工艺的正确性,并评定施焊单位能力。
1.2焊接工艺评定的一般程序焊接工艺评定的一般过程是:在产品施焊之前,根据材料的焊接性能,结合产品的制造工艺拟定焊接工艺指导书,遵照焊接工艺评定标准施焊试件、制取式样,检查试件和式样,测定焊接接头是否具有所要求的使用性能,提出焊接工艺评定报告,对拟定的焊接工艺指导书进行评定作出结论。
根据评定合格的焊接工艺指导书,可以编制出在它覆盖范围内若干焊接工艺规程,规范生产单位的制造安装焊接工作。
若评定不合格,则应分析不合格原因,修订焊接工艺指导书,重新评定。
1.3 焊接性能是焊接工艺评定基础1.3.1焊接性能试验目的、作用和方法焊接性能是金属材料对焊接加工的适应性。
即材料在限定的施工条件下焊接符合设计要求的构建,并满足预定服役要求的能力。
焊接性能受材料、焊接方法、构件类型及使用要求四个因素的影响。
o手弧焊埋弧焊焊接工艺评定1
o手弧焊埋弧焊焊接工艺评定1焊 接 工 艺 评 定工艺评定报告编号 GP06-03 焊接责任工程师 质量保证工程师 工评报告批准人 日 期项 目板·板对接δ=16 16MnR 自动焊仙桃市中意石化设备有限责任公司焊接工艺评定计划、任务书工评项目编号GP0603 提出人谢金国批准人日期2006年04月日焊接方法自动焊机械程度∨焊接接头:坡口型式11其他母材:类组别号Ⅱ-1 与类组别号Ⅱ-1 相焊厚度范围:母材16MnR δ=16 焊缝金属H10Mn2焊接顺序焊材牌号焊材规格焊接位置及方向电流级限电流A电压V预热℃层间℃焊速㎝/MiN1 H10Mn2/HJ350 φ4.平向左直反7842——24~282 H10Mn2/HJ350 φ4.平向左直反7842——24~28/温/℃保温时间/h摆动参数/ 其它措施正面施焊后,反面用碳弧刨清板后再施焊工艺评定标准: JB4708-2000根据生产需要,请有关质保岗位人员按上述计划要求实施工艺评定,完成进度。
焊接工艺指导书于4月26日前完成,试件施焊作业由林小刚于4月28日前完成,试件检查,无损探伤5月8日前完成,试样备制及检验于5月11日前完成,试样检定和评定于5月14日前完成。
总工程师下达日期2006年4月日手弧焊埋弧焊焊接工艺指导书指导书编号:ZY6a.2006-1·□/A0 编制: 谢金国审核: 日期: 2006年4月日焊接方法: 自动焊机械化程度: ∨接头型式(用简图画出坡口形式、尺寸垫板焊接层次和顺序等):母材(钢号及规格): 与相焊.焊后热处理: / . 温度 / ℃. 保温时间: / H. 摆动参数:/ .其它措施: 正面施焊后,反面用碳弧气刨清根后再施焊.焊缝外观要求: 成形美观无肉眼可见气孔、夹渣等缺陷,余高为0-3㎜,宽24±2㎜.焊材及焊接工艺参数焊接顺序焊材牌号 焊丝焊条规格(mm )焊接位置及方向 电流极性电流A 电压 V 预热 ℃ 层间℃ 焊速cm/mi nH10Mn2/HJ350 φ4.0 平向左 直反 780 42 / / 24~28 H10Mn2/HJ350 φ4.0 平向右 直反 780 42 / / 24~28仙桃市中意石化设备有限责任公司产品名称工艺评定产品图号第页产品编号GP06-03施焊部位共页焊缝类别或焊缝号焊工钢号焊接方法电源极性层次焊材牌号规格电流A电压V施焊日期备注工序检验/日期焊接责任工程师/日期说明仙桃市中意石化设备有限责任公司施焊检测记录产品名称工艺评定图号产品编号GP06-03页次第页共页焊缝类别或焊缝号焊缝高度焊缝宽度裂纹咬边气孔夹渣弧坑未溶合焊道清整检验结果检验员日期深度长度深度长度评定总检:日期:备注签字检验工程师焊接工程师总工程师单位名称:仙桃市中意石化设备有限责任公司焊接工艺评定报告编号:GP0603焊接工艺指导书编号: 焊接方法自动焊机械化程度(手工、半自动、自动√)接头简图:((坡口形式、尺寸、衬垫,每种焊接方法或焊接工艺、焊缝金属厚度)母材原始数据材料标准GB6654-1996材质16MnR规格16×2000×L生产厂新余厚度16直径/厂内标记60602材料标准材质规格生长厂厚度直径厂内标记母材化学成份%C Si Mn S P 备注0.16 0.28 1.36 0.022 0.011母材机械性能抗拉强度δb 屈服强度δb延升率δ冲击值ak 备注570 400 27 50 54 46 其他焊接工艺评定报告焊接材料原始数据焊材标准GB/T5293-1999焊材牌号JQ.H10Mn2焊材规格φ4.0焊材标准GB/T12470-94焊材牌号HJ350焊材规格40-8目生产厂天津金桥厂内标记h06-02其他生产厂洛阳伟盛厂内标记h06-11其他焊接材料化学成份%C Si Mn S P Cr Ni Cu 备注0.07 7 0.025 1.700.0240.0180.0160.0180.122H06-02/ / /0.0170.021焊接材料机械性能抗拉强度δb 屈服强度δs延伸率δ冲击值ak 备注540 458 28.6-40℃H06-02 12311812580 / 29 H06-11焊材及焊接工艺参数焊接顺焊材牌号焊丝焊条规格焊接位置及方电流极电流(A电压(V预热(℃层间(℃焊速(cm/min)序(㎜)向性) ) ) )1 H10Mn2/HJ350φ4.0平向右直反7842 ——24~28反1 H10Mn2/HJ350φ4.0平向右直反784 ——24~28焊后处理/温度/℃保温时间 /h摆动参数/其他措施 /焊缝外观结果: 正反两面成型尚可,无肉眼可见表面缺陷,余高为1.7~2.3㎜检查结果合格拉伸试验试验报告编号试样编号试样宽度(㎜)试样厚度(㎜)横截面积(㎜2)断裂载荷KN抗拉强度MPa断裂部位和特征弯曲试验试验报告编号试样编号试样类型试样厚度(㎜)弯心直径(㎜)弯曲角度(°)试验结果冲击试验试验报告编号试样编号试样尺寸缺口类型缺口位置试验温度℃冲击吸引力J备注金相检验(角焊缝)根部(焊透、未焊透)焊缝(熔合、未熔合)焊缝热影响区(有裂纹、无裂纹)检验截ⅠⅡⅢⅣⅤ面焊角差(㎜)无损检测:RT:UT:MT PT:其他:附加说明:结论:本评定按JB4708-2000规定焊接试件,检验试样,测定性能,确认试样记录正确。
HRB400级20MnSiV钢筋的焊接技术
570/570
740/735
23/23
完好
完好
B10-25
22
585/585
785/790
23/22
完好
完好
2.2本次提供构件荷载试验用20MnSiV钢筋为电炉生产,其化学成份按GB1499-91标准的含碳量的下限生产的。见表4、表5。
表4化学成份
冶炼炉号
C(%)
Mn(%)
S(%)
P(%)
Si(%)
GB1499-91标准
0.17/0.25
1.20/1.60
<0.045
<0.045
0.2/0.8
0.04/0.12
0.373/0.525
10-2-400(93.4.10)
0.25
1.48
0.022
0.032
0.50
0.12
0.505
160×220mm断面连铸坯经开坯厂开制成67方坯后,分别在1996年9月和10月轧制生产成钢筋。其性能情况:
(3)闪光一预热闪光焊
钢筋端面不平整,以及直径20-40mm的粗直径钢筋多用此法,经一次闪光,闪平端面后,预热充分,二次闪光闪去过热金属以及最后顶锻完成。
本次试验主要是用ф22、ф25、28mm直径的钢筋,故采用闪光一预热闪交焊施工工艺。
1.2对焊钢筋焊接参数选择
焊接参数包括调伸表度(钳口距离),预热留量(在预热时掌握钢筋接触预热的频率和次数操作时的留量)。二次闪光留量(又称烧化留量),顶锻留量(有电或无电顶锻)组成,在试焊过程中找准和调整焊接电流级次,研究焊接温度时间和压力之间的关系,就可以获得良好的焊接接头合格率。
440
600
14
余热处理筋