钢制散热器技术要求修订稿
钢制散热器施工技术交底
施工技术交底工程新疆金飞龙塑胶制品有限公司2号厂房交底时间2010、名称施工单位浙江越宫钢结构有限公司工种水暖工交底内容:钢制散热器安装一、施工准备1.1 材料要求:1.1.1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
1.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1.5mm厚),并符合使用压力要求。
1.1.3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2 主要机具:2.2.1 机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2.2.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.2.3 量具:水平尺、钢尺、线坠、压力表。
2.3 作业条件:2.3.1 组对场地有水源、电源。
2.3.2 室内墙面和地面抹完。
2.3.3 室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
2.3.4 散热器安装地点不得堆放施工材料或其它障碍物品。
二、操作工艺1.1 工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器冷风门安装→支管安装→系统试压→刷漆1.2 按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
2.1 各种型号的铸铁柱型散热器组对:2.1.1 组对前要备有散热器组对架子或根据散热器规格用100×100木方平放在地上,楔四个铁桩用铅丝将木方绑牢加固,做成临时组对架。
钢制散热器施工技术交底
施工技术交底1.1.6.2交底工程新疆金飞龙塑胶制品有限公司2号厂房交底时间2010、名称施工单位浙江越宫钢结构有限公司工种水暖工交底内容:钢制散热器安装一、施工准备1.1 材料要求:1.1.1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
1.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1.5mm厚),并符合使用压力要求。
1.1.3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2 主要机具:2.2.1 机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2.2.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.2.3 量具:水平尺、钢尺、线坠、压力表。
2.3 作业条件:2.3.1 组对场地有水源、电源。
2.3.2 室内墙面和地面抹完。
2.3.3 室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
2.3.4 散热器安装地点不得堆放施工材料或其它障碍物品。
二、操作工艺1.1 工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器冷风门安装→支管安装→系统试压→刷漆1.2 按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
散热器技术要求

名泉春晓F地块散热器选用标准及技术要求一、散热器选用原则:1、客厅、卧室、餐厅、书房、更衣室内散热器采用钢制双塔散热器,型号为GZT6-10/16-1.5,温差为Δ=52℃时散热量为205w/片,散热器片数按设计图纸确定。
2、部分卫生间内(设于窗下且图纸中标注片数)的散热器采用钢制双塔散热器,型号为GZT6-10/6-1.5,温差为Δ=52℃时散热量为88.7w/片,散热器片数按设计图纸确定。
3、卫生间卫浴专用散热器采用钢制梯式散热器,型号为GT600*1200,温差为Δ=52℃时散热量为813w/组;厨房卫浴专用散热器采用钢制梯式散热器,型号为GT500*1200,温差为Δ=52℃时散热量为700w/组二、钢制双塔散热器技术要求:1、根据厂家不同,散热器型号可不同,但需保证每片散热量。
2、散热器接口形式为底进底出,在第1柱和第3柱下设DN20供回水接口,供回水接口中心距为120mm。
3、散热器制作需符合相关国家标准,厂家应提供检测报告。
散热器内壁需作防腐处理,外表面静电喷塑(乳白色)。
4、散热器需配手动放气阀、托钩、丝堵等附件,放气阀及丝堵为镀铬件,托钩表面为静电喷塑(乳白色)。
5、钢制椭圆管双塔散热器应符合国标GB/T13754-92及JG/T148-2002的要求;6、散热器采用的原材料(包括钢管、防腐涂料、喷塑粉末涂料等)应符合相关国家标准要求;7、散热器相关配件应符合相关国家标准规定。
8、采用钢制片头椭圆管双塔柱式散热器,中心距高度1600mm和600mm两种,并且不改变原设计柱数,高度1600mm每柱散热量不小于205w,高度600mm每柱散热量不小于88.7w。
必须附每种样式散热量检测报告。
9、钢制散热器材质采用低碳钢及以上级别的优质钢,成型片头壁厚≥1.8mm,成型椭圆管壁厚≥1.5mm,钢圆管壁厚≥1.5mm。
10、钢制散热器焊接工艺要求:要求采用机械化闪光焊、氩弧焊等焊接技术。
散热器技术要求

散热器技术要求第三部分技术规格和要求1、钢制高频焊翅片散热器应满足JG/T 3012.2-1998《采暖散热器钢制翅片管对流散热器》内相关规定。
2、散热器外罩带后背板、联箱内藏。
钢带、外罩板和两端护板应符合有关材料标准的规定,并应具有材料质量合格证明书。
3、钢管椭圆度应不大于0.3mm,钢管其他项目应符合GB/T 3092、GB/T 3087、GB/T 8163的规定。
4、钢带与钢管之间应采用高频焊或其他确保紧固的方法。
5、钢带、钢管的焊接表面应无涂层、铁锈、凹坑等影响焊接质量的缺陷和杂质。
6、翅片管质量要求:翅片管螺距6~7mm,翅片高度应大于15mm,翅片倾伏角不应大于8%;翅片管的直线度每米不应大于1.0mm;高频焊接工艺翅片管,每米翅片管测量处实际焊缝长度的总和应大于85%,且未连续焊接长度不应大于50mm。
7、焊接质量要求:钢管与钢管的对接应符合GB 151的规定;焊接应符合GB/T 985的规定;散热器接管螺纹应符合JG J 31的规定。
8、散热器不得变形和碰撞,表面凹陷深度不得大于0.3mm。
散热片与片之间连接紧密,每组散热器必须由厂家进行液压或气压试验,试验压力为工作压力的1.5倍。
9、漆膜质量要求:散热器应喷涂防锈底漆和面漆,面板应烤漆,漆膜的制备应符合GB/T 1727的规定,并宜采用红外烘干或者静电喷涂技术,不得自然干燥。
表面漆应均匀,平整光滑,附着牢固,不得有气泡堆积、流淌和漏喷现象,散热器必须做到内外防腐处理。
10、散热器必须配备专用支架、专用丝堵和专用放气丝堵。
11、本工程散热器设计参数:H=600~700mm、6~8根,乙方需结合设计参数根据自家产品参数确定散热器高度及翅片管根数。
12、散热量要求:乙方应根据设计所需的散热量详细复核,确保所供散热器达到散热量的需要,如乙方所供的散热器在进场复试、过程检查、后续正式供暖等过程达不到所需散热量,从而所引起的散热器拆除、更换、业主索赔等造成的一切损失应由乙方承担。
散热器技术要求
散热器技术要求一、规范要求各投标方按照合同供应的产品应符合但不限于以下现行版的国家及行业标准:1.GB/T 13754-2008《采暖散热器热量测定方法》2.JG/T148—2002《钢管散热器》4.GB 1764 《漆膜厚度测定法》5.GB/T 1735 《漆膜耐热性测定法》6.GB/T 1733 《漆膜耐水性测定法》7.GB/T 1732 《漆膜耐冲击性测定法》8.GB/T 1720 《漆膜附着力测定法》9.GB/T 1727 《涂膜一般制备法》10.JG/T6-1999《采暖散热器系列参数、螺纹及配件》11. 05K405 国家建筑标准设计图集《新型散热器选用与安装》二、技术要求1.散热器应按标准的图样及技术文件制造,并符合本标准的规定。
2.散热器材质采用优质冷轧钢。
散热器采用钢管散热器,高度为800 mm,单片散热量为85W,散热器计算公式为Q=0.7671(ΔT)1.3。
钢制散热器材质应符合GB/T699或GB/T700中镇静钢的要求,钢制散热器成品流道壁厚不小于1.5 mm,片头厚度2.0 mm。
堵头或堵头排气阀标准为纯铜锻造,外表镀铬,丝扣长度不小于7 mm。
3.散热器工作压力不小于1.0MPa, 且应满足采暖系统的工作压力要求。
散热器供回水温度为不高于90℃的热水。
标准散热量:钢制散热器的标准散热量不应小于制造厂商明示标准散热量的95%。
4.散热器进水方式为同侧上进下出,进出口中心距为600mm。
5.单片散热器厚度136mm,长度70mm,重量不小于1.95kg/单片,单片散热量不低于172W/片(国标工况Δt=64.5℃下测定)。
钢制散热器单柱重量要求:WGT-2-300大于1.0㎏/柱,WGT-2-600大于2.0㎏/柱,WGT-2-1800大于5.0㎏/柱。
6.散热器安装方式为落地安装。
7.暖气片外表面应在良好的预处理后采用静电喷塑工艺,涂层为白色,漆膜表面应光滑、平整、均匀,不得有气泡、堆积、流淌和漏喷;底漆厚度不得小于15μm,漆膜厚度不得小于60μm;漆膜附着力应达到GB/T 1720规定的1-3级要求;漆膜耐冲击性能应符合GB/T 1732的规定。
散热器技术标准
技术标准
一、适用范围
本技术标准适用于万科企业股份有限公司所有钢制散热器组的采购。
二、依据
2.1除另有注明外,本工程须符合设计、图纸和相关国家、地方及行业标准,主要包括但不
限于:
⏹GB 19913 铸铁采暖散热器
⏹GB 29039 钢制采暖散热器
⏹JG 143 采暖散热器铝制柱翼型散热器
⏹JG 220 铜铝复合柱翼型散热器
⏹JG 221铜管对流散热器
⏹GB/T 31542 钢铝复合散热器
⏹GB/T 13754 采暖散热器散热量测定方法
⏹GBT 29044 采暖空调系统水质
⏹GB/T4956 磁性基体上非磁性覆盖层覆盖层厚度测量磁性法
⏹HJ 508 环境标志产品技术要求采暖散热器
⏹GB 50242建筑给水排水及采暖工程施工质量验收规范
⏹GB 50736 民用建筑供暖通风与空气调节设计规范
⏹GB 50411 建筑节能工程施工质量验收规范
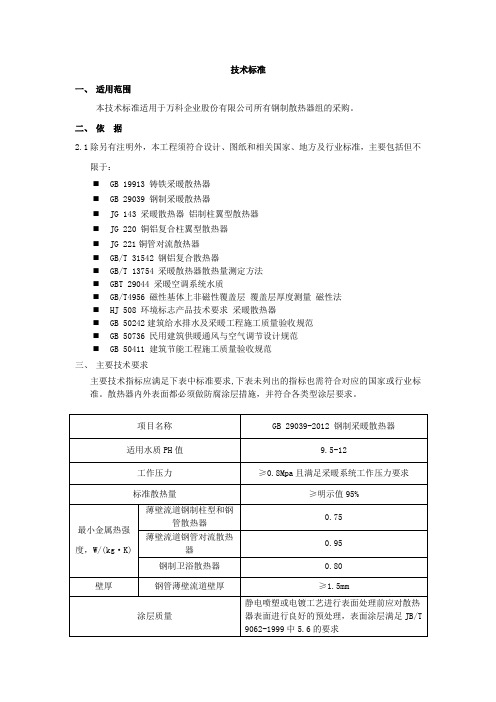
三、主要技术要求
主要技术指标应满足下表中标准要求,下表未列出的指标也需符合对应的国家或行业标准。
散热器内外表面都必须做防腐涂层措施,并符合各类型涂层要求。
散热器技术标准
钢铝散热器供应统一技术标准一、规范要求投标方按照合同供应的产品应符合但不限于以下现行版的国家及行业标准:符合国家标准GB/T13754规定暖气片材质应符合GB 13237的规定暖气片管接口螺纹应符合GB/T 7303的规定暖气片焊接应符合GB/T 985 GJB481的规定漆膜性能试验应符合GB/T1720、GB/T1731、GB/T1732、GB/T1735的规定。
二、技术要求:1、通用要求:1.1 散热器应按标准的图样及技术文件制造,并符合本标准的规定。
1.2 暖气片材质应符合GB 13237的规定,一种是薄板型,应采用厚度δ=1.2~1.5mm的碳素优质冷轧钢板;另一种是管基型,以水煤气管为过水的基本元件,水道管厚度为2.0MM。
1.3 暖气片应逐组进行水汽压实验,承压能力不小于1.6MPa。
应用专用试压台,用精度不低于1.5级,压力计量程不小于2.0MPa,试验压力为1.6MPa,稳压2分钟,不冒汽泡为合格。
1.4 暖气片进出水管均设置于侧面;1.5 暖气片为优质冷轧低碳钢管暖气片,通水孔径要达到15㎜;暖气片管内不得少于一层均匀、致密耐酸、耐碱、耐高温阻氧保护层,并提供内腔保护层施工工艺、做法及检测报告。
1.6 暖气片管接口螺纹应符合GB/T 7303的规定,螺纹应保证3-5扣完整无缺陷,连接管螺纹处应有保护帽。
每组暖气片设置活动手动跑风1个。
1.7 暖气片焊接应符合GB/T 985 GJB481的规定,焊缝应平直、均匀、整齐、美观,不得有裂纹、气孔、未焊透和烧穿等缺陷;点焊的焊点应均匀,相邻焊点距不大于40MM,焊点不得出现烧穿等缺陷。
散热管与通水管焊接必须牢固贴合。
1.8 暖气片外表面应在良好的预处理后采用静电喷塑工艺,涂层为白色,漆膜表面应光滑、平整、均匀,不得有气泡、堆积、流淌和漏喷;底漆厚度不得小于15μm,漆膜厚度不得小于60μm;漆膜附着力应达到GB/T 1720规定的1-3级要求;漆膜耐冲击性能应符合GB/T 1732的规定。
20170314钢制板型散热器(征求意见稿)
ICSQ 83JG 中华人民共和国建筑工业行业标准JG/T 2—XXXX代替 JG 2-2007钢制板型散热器Steel panel radiator(征求意见稿)XXXX-XX-XX发布XXXX-XX-XX实施目次前言 (II)1范围 (1)2规范性引用文件 (1)3术语和定义 (1)4规格与型号 (2)5材料与结构 (2)6要求 (4)7试验方法 (6)8检验规则 (7)9标志、使用说明书和合格证 (8)10包装、运输和贮存 (8)前言本标准按照GB/T1.1-2009给出的规则起草。
本标准是对JG2-2007《钢制板型散热器》的修订,与JG2-2007相比主要技术变化如下:——修改了范围;——修改了术语和定义;——修改了规格与型号;——增加了结构示意图;——修改了散热量要求;——修改了焊接质量要求;——修改了涂层质量要求;——修改了压力试验要求;——修改了螺纹质量要求;——修改了涂层附着力测定方法;——补充了检验项目表;——修改了检验抽样方案;——增加了阻力系数。
本标准由住房和城乡建设部标准定额研究所提出。
本标准由住房和城乡建设部建筑环境与节能标准化技术委员会归口。
本标准起草单位:中国建筑金属结构协会、本标准主要起草人:本标准所代替标准的历次版本发布情况为:——JG/T 2-1999;——JG 2-2007。
钢制板型散热器1 范围本标准规定了钢制板型散热器(以下简称散热器)的术语和定义、规格与型号、材料与结构、要求、试验方法、检验规则、标志、使用说明书和合格证、包装、运输和贮存等。
本标准适用于工业与民用建筑中,以不高于95℃且水质符合GB/T29044-2012中4.5规定的热水为热媒的散热器。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB/T 985.1 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GB/T 1732 漆膜耐冲击测定法GB/T 1764 漆膜厚度测定法GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 7306.1 55°密封管螺纹第1部分:圆柱内螺纹与圆锥外螺纹GB/T 9286-1998 色漆和清漆漆膜的划格试验GB/T 9969 工业产品使用说明书总则GB/T 12467.3 焊接质量要求金属材料的熔化焊第3部分:一般质量要求GB/T 13237 优质碳素结构钢冷轧钢板和钢带GB/T 13754-2008 采暖散热器散热量测定方法GB/T 19866 焊接工艺规程及评定的一般原则GB 29039 钢制采暖散热器HG/T 2006 热固性粉末涂料3 术语和定义GB 29039界定的以及下列术语和定义适用于本文件。
钢制散热器行业标准
钢制散热器行业标准金旗舰散热器,温暖家居倡导者———————————————————————————————————————钢制散热器行业标准——金旗舰散热器,温暖家居倡导者钢制散热器行业标准(trade standard)1 范围本标准规定了钢制散热器的分类与型号,要求,试验方法,检验规则,标志、使用说明书和合格证,包装、运输和贮存。
本标准适用于工业与民用建筑中,以不高于95℃的热水或不高于0.3MPa 的饱和蒸汽为热媒的钢制散热器。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB/T 699 优质碳素结构钢GB/T 700 碳素结构钢金旗舰散热器,温暖家居倡导者———————————————————————————————————————GB/T 985.1 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GB/T 12467.3 金属材料的熔焊质量要求第3 部分:一般质量要求GB/T 13237 优质碳素结构钢冷轧薄钢板和钢带GB/T 13754 钢制散热器散热量测定方法GB/T 19866 焊接工艺规程及评定的一般原则HG/T 2006 热固性粉末涂料JB/T 9062-1999 采暖通风与空气调节设备涂装技术条件4 分类与型号4.1 分类4.1.1 按结构形式划分分为钢制板型散热器、钢制柱型散热器、钢管散热器、钢管对流散热器和钢制卫浴型散热器等,符号分别用B、Z、G、C、W 等表示。
金旗舰散热器,温暖家居倡导者———————————————————————————————————————4.1.2 按同侧进出水口中心距划分以同侧进出水口中心距为系列主参数,符号用同侧进出水口中心距表示。
4.1.3 按钢制散热器流道壁厚划分分为薄壁流道钢制散热器和厚壁流道钢制散热器,符号用钢制散热器成品流道最小壁厚表示。
散热器技术标准

散热器技术标准
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
技术标准
一、适用范围
本技术标准适用于万科企业股份有限公司所有钢制散热器组的采购。
二、依据
2.1除另有注明外,本工程须符合设计、图纸和相关国家、地方及行业标准,主
要包括但不限于:
⏹GB 19913 铸铁采暖散热器
⏹GB 29039 钢制采暖散热器
⏹JG 143 采暖散热器铝制柱翼型散热器
⏹JG 220 铜铝复合柱翼型散热器
⏹JG 221铜管对流散热器
⏹GB/T 31542 钢铝复合散热器
⏹GB/T 13754 采暖散热器散热量测定方法
⏹GBT 29044 采暖空调系统水质
⏹GB/T4956 磁性基体上非磁性覆盖层覆盖层厚度测量磁性法
⏹HJ 508 环境标志产品技术要求采暖散热器
⏹GB 50242建筑给水排水及采暖工程施工质量验收规范
⏹GB 50736 民用建筑供暖通风与空气调节设计规范
⏹GB 50411 建筑节能工程施工质量验收规范
三、主要技术要求
主要技术指标应满足下表中标准要求,下表未列出的指标也需符合对应的国家或行业标。
钢制散热器的技术参数
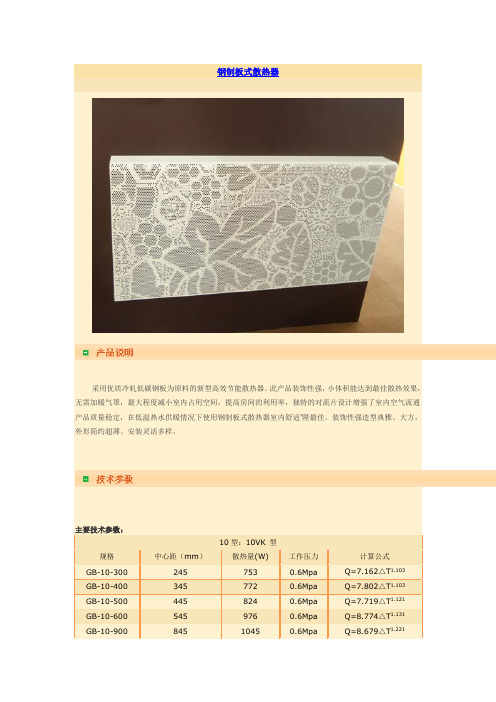
钢制板式散热器
采用优质冷轧低碳钢板为原料的新型高效节能散热器。
此产品装饰性强,小体积能达到最佳散热效果,无需加暖气罩,最大程度减小室内占用空间,提高房间的利用率,独特的对流片设计增强了室内空气流通产品质量稳定,在低温热水供暖情况下使用钢制板式散热器室内舒适’陛最佳。
装饰性强造型典雅、大方,外形简约超薄。
安装灵活多样。
主要技术参数:
10型:10VK 型
规格中心距(mm)散热量(W) 工作压力计算公式GB-10-300 245 753 0.6Mpa Q=7.162△T1.103 GB-10-400 345 772 0.6Mpa Q=7.802△T1.103 GB-10-500 445 824 0.6Mpa Q=7.719△T1.121 GB-10-600 545 976 0.6Mpa Q=8.774△T1.131 GB-10-900 845 1045 0.6Mpa Q=8.679△T1.221
板式散热器10型、11型、20型、21型、22型.它与供热系统在侧面(左或右侧)连接,适用于强制循环或重力循环的
供热系统。
10VK型,11VK型、20VK型、21VK型、22VK型板式散热器,此类散热器采用右侧底部连接方式与供热系统连接,适用于强制循环或重力循环系统。
钢制散热器标准
金旗舰散热器,温暖家居倡导者———————————————————————————————————————钢制散热器标准——金旗舰散热器,温暖家居倡导者综合考量,是相对公平鉴定事物性能的方式。
钢制散热器怎么样?需要从多方面衡量考虑,钢制散热器的使用价值,需要在安装上体现出来,优良的安装水平能够极大的发挥散热器的自身最大功能。
钢制散热器标准,评测方法相对复杂,您自身的体验最重要了,不漏水够温暖够持久才是好暖气!散热器行业是个不断创新,不断进取的行业,只有在科研上面投入资金,研发更好的产品才能在竞争中处于不败的金旗舰散热器,温暖家居倡导者———————————————————————————————————————地位。
研发的过程是漫长的,要花费一定的资金的。
对于具有重大影响的钢制散热器防蚀课题,金旗舰散热器厂家组织以北京科技大学为主的科技攻关;钢制散热器标准,理论依据才能有效支撑起技术研发的方向性,一栋住宅的总循环水量如何估算?按下式计算:G=0.86Q/△T(KG/H) 式中:G:本楼循环水量,KG/HQ:本楼总耗热量,W△T:为本楼供回水温差,℃0.86:为换算系数在计算出散热量大小后,再适当多加10~20%,宁可热点,可别冷着。
若安装温控阀,必须过热才可调控。
散热量小了,温控阀是不起作用的,它不可能把温度调高。
值得提醒的是,在估算时,应考虑不同地区、楼房或平房、顶层或底层、端头或中间、北房或南房、城里或城外、墙体保温性等因素。
虽然新型散热器适应性很强,可以放置在房间的任何角金旗舰散热器,温暖家居倡导者———————————————————————————————————————落,但是从获得最佳采暖效果考虑,还是应该放在窗下等“冷辐射”较强的地方,它的原理是先把进入屋内的冷空气给加热。
这样一来节约空间二来节能环保!节约空间显然是钢制散热器安装首要目的。
所以,散热器的安装位置一定要设计好。
轻薄美新;独特的导流设计;安全耐用;可随意拆分和组对等等优点成就了钢制散热器安装的巨大优势!散热器安装优势当然需要工艺上的配合!部分厂家采用机械涨头拉伸涨接。
钢制散热器施工技术交底
施工技术交底工程名称新疆金飞龙塑胶制品有限公司2号厂房交底时间2010、施工单位浙江越宫钢结构有限公司工种水暖工交底内容:钢制散热器安装一、施工准备1.1 材料要求:1.1.1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
1.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1.5mm厚),并符合使用压力要求。
1.1.3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2 主要机具:2.2.1 机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2.2.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.2.3 量具:水平尺、钢尺、线坠、压力表。
2.3 作业条件:2.3.1 组对场地有水源、电源。
2.3.2 室内墙面和地面抹完。
2.3.3 室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
2.3.4 散热器安装地点不得堆放施工材料或其它障碍物品。
二、操作工艺1.1 工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器冷风门安装→支管安装→系统试压→刷漆1.2 按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
2.1 各种型号的铸铁柱型散热器组对:2.1.1 组对前要备有散热器组对架子或根据散热器规格用100×100木方平放在地上,楔四个铁桩用铅丝将木方绑牢加固,做成临时组对架。
钢制散热器技术要求
钢制散热器技术标准1、材质:本体材料选用冷轧低碳钢板,钢制散热器使用的钢材及各种管件的性能必须符合国家及行业标准规范要求。
2、工作介质:循环水的PH值为7-9。
3、采暖水温度:95/70℃热水。
4、工作压力:≤1.0MPa;试验压力:≤1.5MPa;5、表面涂装及内部防腐处理:每组散热器要保证暖气片外表面光滑亮泽、持久防腐,磷化、电泳、树脂静电喷涂、高温烘烤,涂层表面平整光滑,颜色均匀,漆膜附着力强,耐冲击性好;暖气片内经过内防腐处理。
6、质量检测:符合国家规范要求及节能检测要求。
7、标志、包装、运输、贮存:在产品明显位置标注产品名称、规格型号、厂名厂址、执行标准编号、生产日期等。
8、散热器采用瓦楞纸外包装气垫内包装或其它能保证产品在搬运时不变形、不损伤产品质量的包装措施,产品运输时应轻拿轻放,避免磕碰及其它重物挤压,运输过程应有防雨、防晒的措施。
9、9、颜色标准:亮白10、散热量:散热器量是在标准的情况下进水温度为95 °C出水温度为70°C,室温18°C,计算温度差△T=64.5°C时的测量值。
(散热量标准按国际规定允许偏差≤3%范围)。
散热器单柱最小散热量符合技术参数表中的规定。
设备性能技术参数11、散热器安装方式为挂式。
12、散热器的进出口尺寸及进出水方式:进出口尺寸为DN20,进出水方式为同侧进出水,上供下回。
13、结构尺寸与形位公差14、散热器结构尺寸与形位公差:接口中心距±2.0mm,高度±3.0mm,宽度±1.0mm,同侧进出口平面度≤3.0mm,进出口平面与中心线垂直度≤2.0mm。
15、本技术要求作为合同附件。
*******************项目部。
钢制柱型散热器标准

钢制柱型散热器标准钢制柱型散热器是一种常见的散热设备,广泛应用于工业生产和建筑领域。
它具有散热效果好、结构稳定、使用寿命长等优点,因此备受青睐。
为了确保钢制柱型散热器的质量和安全性,制定了一系列的标准来规范其设计、制造和使用。
本文将对钢制柱型散热器的相关标准进行介绍,以便相关人员在工程项目中能够遵循规范,确保设备的安全可靠运行。
首先,钢制柱型散热器的设计标准是非常重要的。
在设计过程中,需要考虑到散热器的尺寸、材质、散热面积和散热效率等因素。
设计标准要求散热器的结构应该稳固,能够承受一定的压力和温度变化,材质应该具有良好的导热性能,以保证散热器在工作过程中能够有效地散热。
此外,设计标准还要求散热器的外观应美观大方,符合相关的审美要求。
其次,钢制柱型散热器的制造标准也是至关重要的。
制造标准要求生产厂家必须具备相应的生产许可证和资质,生产过程必须符合相关的工艺要求和质量标准。
在制造过程中,需要严格控制原材料的质量,确保散热器的材质符合标准要求;生产工艺必须合理,确保散热器的结构稳定、加工精度高;产品质量必须经过严格的检测和试验,确保散热器的性能可靠。
最后,钢制柱型散热器的使用标准也是不可忽视的。
使用标准要求用户必须按照说明书正确安装和使用散热器,确保散热器能够正常工作;在使用过程中,要定期对散热器进行检查和维护,确保散热器的性能不受影响;在使用过程中,要注意安全问题,避免发生意外事故。
综上所述,钢制柱型散热器的标准涉及到设计、制造和使用等方方面面,对于确保散热器的质量和安全性具有重要意义。
只有严格遵守相关的标准要求,才能够保证钢制柱型散热器的性能可靠,确保工程项目的顺利进行。
因此,相关人员在工程项目中必须充分了解和遵守钢制柱型散热器的相关标准,以确保设备的安全可靠运行。
钢制散热器施工技术交底
施工技术交底工程名称新疆金飞龙塑胶制品有限公司2号厂房交底时间2010、施工单位浙江越宫钢结构有限公司工种水暖工交底内容:钢制散热器安装一、施工准备1.1 材料要求:1.1.1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
1.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1.5mm厚),并符合使用压力要求。
1.1.3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2 主要机具:2.2.1 机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2.2.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.2.3 量具:水平尺、钢尺、线坠、压力表。
2.3 作业条件:2.3.1 组对场地有水源、电源。
2.3.2 室内墙面和地面抹完。
2.3.3 室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
2.3.4 散热器安装地点不得堆放施工材料或其它障碍物品。
二、操作工艺1.1 工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器冷风门安装→支管安装→系统试压→刷漆1.2 按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
2.1 各种型号的铸铁柱型散热器组对:2.1.1 组对前要备有散热器组对架子或根据散热器规格用100×100木方平放在地上,楔四个铁桩用铅丝将木方绑牢加固,做成临时组对架。
钢制采暖散热器配件通用技术

钢制采暖散热器配件通用技术1 范围本标准规定了钢制采暖散热器配件的术语和定义、分类与标记、结构、要求、试验方法、检验规则以及合格证、包装和贮运。
本标准适用于符合GB/T 29039规定的钢制采暖散热器的片头、钢管、螺纹管口、丝堵、放气丝堵主要配件。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 223.60 钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量GB/T 223.62 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.67 钢铁及合金硫含量的测定次甲基蓝分光光度法GB/T 223.71 钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量GB/T 241 金属管液压试验方法GB/T 699 优质碳素结构钢GB/T 700 碳素结构钢GB/T 985.1 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GB 2102 钢管的验收、包装、标志和质量证明书GB/T2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 6461-2002 金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级GB/T 7307 55°非密封管螺纹GB/T 10125 人造气氛腐蚀试样盐雾试验GB/T 12467.3 金属材料熔焊质量要求第3部分:一般质量要求GB/T 19866 焊接工艺规程及评定的一般原则GB/T 29039 钢制采暖散热器QB/T3834 轻工产品金属镀层和化学处理层的厚度测试方法磁性法3 术语和定义下列术语和定义适用于本文件。
3.1片头 terminal part冷轧钢板经冲压成型,与钢管对接焊组成钢制采暖散热器的部件。
散热器技术标准
钢铝散热器供应统一技术标准一、规范要求投标方按照合同供应的产品应符合但不限于以下现行版的国家及行业标准:符合国家标准GB/T13754规定暖气片材质应符合GB 13237的规定暖气片管接口螺纹应符合GB/T 7303的规定暖气片焊接应符合GB/T 985 GJB481的规定漆膜性能试验应符合GB/T1720、GB/T1731、GB/T1732、GB/T1735的规定。
二、技术要求:1、通用要求:1.1散热器应按标准的图样及技术文件制造,并符合本标准的规定。
1.2暖气片材质应符合GB 13237的规定,一种是薄板型,应采用厚度S =1.2~1.5mm勺碳素优质冷轧钢板;另一种是管基型,以水煤气管为过水的基本元件,水道管厚度为2.0MM。
1.3暖气片应逐组进行水汽压实验,承压能力不小于1.6MPa。
应用专用试压台,用精度不低于1.5级,压力计量程不小于2.0MPa,试验压力为1.6MPa,稳压2分钟,不冒汽泡为合格。
1.4暖气片进出水管均设置于侧面;1.5暖气片为优质冷轧低碳钢管暖气片,通水孔径要达到15伽;暖气片管内不得少于一层均匀、致密耐酸、耐碱、耐高温阻氧保护层,并提供内腔保护层施工工艺、做法及检测报告。
1.6暖气片管接口螺纹应符合GB/T 7303的规定,螺纹应保证3-5扣完整无缺陷,连接管螺纹处应有保护帽。
每组暖气片设置活动手动跑风1个。
1.7暖气片焊接应符合GB/T 985 GJB481的规定,焊缝应平直、均匀、整齐、美观,不得有裂纹、气孔、未焊透和烧穿等缺陷;点焊的焊点应均匀,相邻焊点距不大于40MM ,焊点不得出现烧穿等缺陷。
散热管与通水管焊接必须牢固贴合。
1.8暖气片外表面应在良好的预处理后采用静电喷塑工艺,涂层为白色,漆膜表面应光滑、平整、均匀,不得有气泡、堆积、流淌和漏喷;底漆厚度不得小于15叩,漆膜厚度不得小于60叩;漆膜附着力应达到GB/T 1720规定的1-3级要求;漆膜耐冲击性能应符合GB/T 1732的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢制散热器技术要求 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
钢制散热器技术标准
1、材质:本体材料选用冷轧低碳钢板,使用的钢材及各种管件的性能必须符合国家及行业标准规范要求。
2、工作介质:循环水的PH值为7-9。
3、采暖水温度:95/70℃热水。
4、工作压力:≤;试验压力:≤;
5、表面涂装及内部防腐处理:每组散热器要保证暖气片外表面光滑亮泽、持久防腐,磷化、电泳、树脂静电喷涂、高温烘烤,涂层表面平整光滑,颜色均匀,漆膜附着力强,耐冲击性好;暖气片内经过内防腐处理。
6、质量检测:符合国家规范要求及节能检测要求。
7、标志、包装、运输、贮存:在产品明显位置标注产品名称、规格型号、厂名厂址、执行标准编号、生产日期等。
8、散热器采用瓦楞纸外包装气垫内包装或其它能保证产品在搬运时不变形、不损伤产品质量的包装措施,产品运输时应轻拿轻放,避免磕碰及其它重物挤压,运输过程应有防雨、防晒的措施。
9、 9、颜色标准:亮白
10、散热量:散热器量是在标准的情况下进水温度为95 °C出水温度为70°C,室温18°C,计算温度差△T=°C时的测量值。
(散热量标准按国际规定允许偏差≤3%范围)。
散热器单柱最小散热量符合技术参数表中的规定。
设备性能技术参数
11、散热器安装方式为挂式。
12、散热器的进出口尺寸及进出水方式:进出口尺寸为DN20,进出水方式为同侧进出水,上供下回。
13、结构尺寸与形位公差
14、散热器结构尺寸与形位公差:接口中心距±,高度±,宽度±,同侧进出口平面度≤,进出口平面与中心线垂直度≤。
15、本技术要求作为合同附件。
*******************项目部。