维修案例0810编程太平洋虹桥
FANUC数控系统维修实例
案例四 模拟主轴控制用的D/A变换器异常
对于410、411报警,有电气的方面原因,也有机械方面原 因。
FANUC数控系统维修实例
案例二 Z轴偶然出现410或411报警
[故障原因]
(1) 电气方面原因 ① 电机动力电缆故障; ② 伺服电机故障; ③ 伺服放大器故障; ④ 制动器故障。
FANUC数控系统维修实例
案例二 实例
案例二 Z轴偶然出现410或411报警
[故障解决]
更换供给24 V电压的印制电路板,机床恢复正常。
FANUC数控系统维修实例
案例三 不定期出现SP9012或SV0432报警
[故障现象]
数控系统选用0iMD系统,配置αi伺服单元,配置斗笠式刀库 (固定换刀),不定期出现SP9012、 SV0432报警,基本都是出现 在换刀期间主轴吹气时。
FANUC数控系统维修实例
案例一 如何屏蔽机床主轴位置编码器
[故障解决]
经检查是主轴上所带的位置编码器坏了,可屏蔽位置编码器,使 机床正常工作。根据参数4002#2确定是否使用位置编码器,为0表示 不使用;为1表示使用。
屏蔽掉位置编码器后,机床能正常运行,但不能进行螺纹切削、 恒线速、每转进给等与位置编码器相关的操作。
FANUC数控系统维修实例
案例四 模拟主轴控制用的D/A变换器异常
[故障原因]
可以查阅维修说明书(B64305CM)判断故障原因,与主轴有 关的报警信息一览表。
根据故障现象可知,用户在调试过程中产生报警,因为FANUC 数控系统刚使用,产品本身应该不会有故障,则故障原因可能是模 拟量容易受到干扰,应检查干扰源。
[故障分析]
① 单独使吹气电磁阀吸合,观察是否有故障产生。 ② 检测吹气电磁阀吸合时αi伺服单元的工作电压。
上海通用别克林荫大道维修编程指南

上海通用林荫大道维修编程指南上海通用别克林荫大道维修编程指南(2008-06)上海通用林荫大道维修编程指南上海通用别克林荫大道维修编程指南目录前言 (4)试验说明 (4)主要内容 (4)第一章林荫大道模块编程和设定的简要操作指南 (5)1.1 更换新发动机控制模块(ECM) (5)1.2 更换新车身控制模块(BCM) (5)1.3 更换防盗模块(TDM)和编程新遥控钥匙 (5)1.3.1 同时更换新防盗模块(TDM)和新钥匙 (5)1.3.2 仅更换新防盗模块(TDM),使用旧钥匙 (5)1.3.3 仅更换新钥匙 (5)1.3.4 在已编程的两把钥匙存在的前提下,添加新钥匙 (5)1.4 更换新信息娱乐单元(IRC)或信息娱乐面板 (6)1.4.1 同时更换新信息娱乐单元(IRC)和新信息娱乐面板 (6)1.4.2 单独更换新信息娱乐单元(IRC)或者信息娱乐面板二者之一 (6)1.5 更换新后排座椅娱乐系统(RSE) 接口模块或相关部件 (6)1.6 更换新SDM (6)1.7 更换新仪表板组合仪表(IPC) (6)1.8 更换电子驻车制动模块(EPB)及电子驻车制动部件 (7)1.8.1 更换新电子驻车制动模块(EPB) (7)1.8.2 更换驻车拉索、驻车制动器碲片及手动释放EPB 后 (7)1.9 更换新遥控门锁接收器(RCDLR) (7)1.10 更换新座椅位置记忆模块(SIM) (7)1.11 更换或拆装方向盘转角传感器 (7)1.12 更换新变速器控制模块(TCM) (7)1.13 更换新暖风、通风与空调系统控制模块(HVAC) (7)第二章Tech-2 诊断软件基本功能的介绍 (8)2.1Tech-2 关于ECM 诊断功能的介绍 (8)2.2Tech-2 关于BCM 诊断功能的介绍 (10)2.3Tech-2 关于TDM 诊断功能的介绍 (12)第三章TIS 2000 授权 (14)3.1 TIS 2000 授权功能的介绍 (14)3.2 TIS 2000 授权 (14)第四章ECM 相关编程/设定功能的介绍 (17)4.1 ECM 重设定功能的介绍 (17)4.1.1 ECM 重设定信息的获取 (17)4.1.2 执行ECM 重设定 (18)4.2 ECM 维修编程(SPS) (20)4.2.1 维修编程前全新ECM 中的信息 (20)4.2.2 对全新ECM 进行维修编程的介绍 (21)上海通用林荫大道维修编程指南4.2.3 维修编程后ECM 中的信息 (25)4.3ECM 安全链接――防盗威慑器(TDM)与ECM 连接编程 (25)4.3.1ECM 安全链接信息的获取 (26)4.3.2执行ECM 安全链接 (27)第五章BCM 相关编程/设定功能的介绍 (29)5.1 BCM 维修编程(SPS) (29)5.1.1 对全新BCM 进行维修编程的介绍 (29)5.2 刹车踏板位置传感器(BPP)读入编程 (32)5.2.1 刹车踏板位置传感器(BPP)读入信息获取 (33)5.2.1 执行刹车踏板位置传感器(BPP)读入编程 (34)5.3 编程SDM 主密钥到BCM (35)5.3.1 编程SDM 主密钥到BCM 信息获取 (36)5.3.2 执行编程SDM 主密钥到BCM (37)第六章TDM 相关编程/设定功能的介绍 (38)6.1 TDM 维修编程(SPS) (38)6.2 防盗威慑器(TDM)与ECM 连接编程 (41)6.3 TDM 重设所有发送器钥匙编程 (49)6.4 TDM 编程附加的收发器钥匙 (55)6.5 遥控钥匙的遥控器编程 (57)6.5.1 删除所有并编程遥控器编程 (57)6.5.2 添加附加遥控器编程 (59)第七章音响娱乐系统的相关编程/设定功能的介绍 (61)7.1 IRC Facia 连接到IRC 编程 (61)7.2 RSE 连接RSE 元件编程 (63)7.3 RSE 编程地区代码 (65)第八章SDM 相关编程/设定功能的介绍 (67)8.1 SDM 编程ECU (67)第九章仪表板组合仪表(IPC)相关编程/设定功能的介绍 (71)9.1 IPC 维修编程(SPS) (71)9.2 IPC 可变变量配置编程 (74)9.3 IPC 编程里程表 (76)9.4 IPC 重设定维修周期编程 (79)第十章电子驻车制动模块(EPB)相关编程/设定功能的介绍 (80)10.1EPB 维修编程(SPS) (80)10.2EPB 安装位置编程 (83)10.3EPB 试运行编程 (85)10.4EPB 力校准编程 (86)前言:本期主要介绍与别克林荫大道(Buick Park Avenue) 相关的编程(Programming)和设置(Coding)方面的操作,用以作为维修手册中相关章节内容的补充,仅供服务中心技术人员参考。
三菱数控系统维修100例
三菱CNC 故障诊断及排除8例1关于#6451参数设置引起的通信故障数控系统为E60 :第1例客户报告故障现象如下:在传送PLC 程序时中途中断,断电后,重新设定#6451=00110000, 屏幕立即变为灰屏。
只有将#6451=00010000, 屏幕又恢复正常。
将系统做维修格式化(系统旋钮=7)后,系统屏幕又能够正常操作。
再次将#6451=00110000, 系统又变成灰屏第2例客户报告故障现象如下数控系统为E60 。
在初始调试将#6451=00110000 后,系统变成灰屏。
以上两例都与参数#6451相关。
分析:在三菱数控系统中,#6451 用于指定对CNC系统进行PLC程序传送。
如果设置#6451=00110000 (bit5=1)则进入GX 通信状态,即将三菱专用的编程软件“GX-DEVELOP”开发的PLC 程序送入CNC 系统。
如果设置#6451=00010000,(bit5=0)则进入RS232 通信。
用于传送参数,加工程序等。
在本例中,一旦设置#6451=00110000,就出现灰屏,即使做维修格式化后故障仍然不能解除。
这一故障与PLC 通信有关,也可能是不符合格式的PLC 程序引起了通信错误。
处理:设置NC系统旋钮=1,使PLC程序停止,解除PLC程序的影响。
再设置#6451=00110000,此时未出现灰屏,传送正常PLC 程序后,系统正常。
在第一例中,向系统传送原PLC 程序后,观察到GX软件的对话窗口有“PLC 程序报警信息”,这是首次观察到的现象。
将PLC 程序格式化后,再传送正常程序,系统正常。
2.系统原点漂移:一台控制系统为M64的铣床。
运行三月后客户报告出现下列故障现象:停电一晚,第2天上电后运行时,出现位置偏差,目测有3mm —6mm,9.8mm,,以当日基准设定为G54 坐标,继续运行能够正常运行,无偏差。
凡停电4小时后,再开机,就出现上述故障,连续一个月每天出现上述故障。
中国水利水电出版社

Flash MX 中文版精彩设计百例(1CD) 34 2003-01 3DS MAX 5 室内外效果图制作成才三级跳(1CD) 48 2003-01 C#专业项目实例开发 65 2003-01 Visual C++.NET 培训教程 30 2003-01 配电自动化系统(第二版) 25 2003-01 电力专业英语培训教材(加入WTO电力行业英语学习从书) 22 2003-01 DVD、VCD故障快速检修实例精选(快速学门手艺 第一辑) 24 2003-01 进口彩电故障快速检修实例精选(快速学门手艺 第一辑) 24 2003-01 国产彩电故障快速检修实例精选(快速学门手艺 第一辑) 24 2003-01 网页制作与设计教程(21世纪高等院校) 26 2003-01 I2C彩电总线调整资料大全 (浓缩精华本) 38 2003-01 水利水电工程定额与造价 40 2003-01 土质边坡稳定分析--原理·方法·程序 75 2003-01 土壤与农作 (农业水利技术专业)(中等职业) 8.6 2003-01 综合实践 (农业水利技术专业)(中等职业) 12 2003-01 建筑初步 (国外高等院校建筑学专业教材) 46 2003-01 多功能电话机故障快速检修实例精选(快速学手艺第一辑) 24 2003-01 J2EE专业项目实例开发 68 2003-02 河流污染治理技术与实践 136 2003-02 AutoCAD 2002 机械及工程制图基础与提高(含1CD) 38 2003-02 如何求解问题--现代启发式方法 35 2003-02 Visual Basic 高级编程及其项目应用开发 40 2003-02 VBA 专业项目实例开发 65 2003-02 .NET Framework 专业项目实例开发 65 2003-02 AutoCAD 建筑工程制图 28 2003-02 密云水旱灾害 (北京水旱灾害系列丛书) 38 2003-02 门头沟水旱灾害 (北京水旱灾害系列丛书) 38 2003-02 大兴水旱灾害 (北京水旱灾害系列丛书) 38 2003-02 女人自信 12 课 16.8 2003-02 城市给水工程 26 2003-02 微型计算机原理与汇编语言程序设计(21世纪高职高专) 26 2003-02 用“心”领导 15.8 2003-02 如何让老板Say Yes ! -- 上班族成功的50贴妙方 18 2003-02 找回自我--女人如何摆脱错误的选择 18 2003-02 男人的危机 24 2003-02 1/4 生存危机 22 2003-02 金钱疯狂症--攒钱、花钱、爱钱、恨钱 26 2003-02 全国计算机等级考试二级模拟题精选与详解--Visual Foxpro 程序设计 2003-02 26 机井技术规范 SL256-2000 14 2003-02 工程项目风险管理--理论、方法与应用 22 2003-02 环境水力学 (徐孝平 武汉大学) 11.8 2003-02 欣赏英语 28 2003-02 全国计算机等考二级C语言程序设计上机考试题型解析 16 2003-02 现代电工技术手册 78 2003-02 别把自己逼疯了 18 2003-02 电气工程 CAD 29.8 2003-02 图解精通 Photoshop 7.0 中文版 30 2003-02 全国计算机等考二级C语言程序设计习题训练与应试指导 24 2003-02 多媒体 CAI 课件设计与制作 (21世纪高等院校) 26 2003-02 心理医生手记--婚外情心理分析 22 2003-02
“鲍麦克斯”维修案例分析(二)

(4)当上述方法不奏效时可以采用更换控制板的方法解决。
12 案例十二:Err-12电机初始角度检测故障
故障描述:电机在检测电机角度时系统检测电机负载超过正常范围。
现象分析和解决方案:此故障只有在检测电机角度的状态下才会出现,即P46值为2时,检查是否将机头翻起时皮带仍然和电机的皮带轮之间有摩擦,建议将皮带卸下重新测试电机角度,如果故障依旧则为电机故障,更换即可。
②检测对地短路方法:
用万用表的最小欧姆档测量电机插线与机壳之间电阻,如果阻值很小(只有几欧姆),说明对地短路,更换电机。
(4)电机初始角不对,导致启动电流过大,也可导致01故障。
首先检测初始角(详细方法见系统员模式下P-46设置方法),然后开机看是否还报故障,如果还报01故障则更换电源板。
(1) 首先要排除是由缝纫机卡死或其他机械因素造成的故障,并排除机械故障。
(2)在缝纫过程中报08故障,主要看布料是否超出所选机型可承受范围或者缝纫机旋梭间隙太小造成卡线,排除以上原因后,可以重新检测初始角度(具体见说明书)。
(3)在缝纫剪线时报08故障,则检查缝纫机剪线凸轮及整套机构的安装位置是否正确,调整到标准位置即可。或者是因为剪线角度设置与实际值偏差过大,也可能会造成出力时间不对而堵转,调整上停针位置和剪线角度。
(1)一般是在开机或停止时报此故障,首先检测水泥电阻是否连接良好,用万用表检测水泥电阻阻值是否超出正常范围(AH30、AH40系列为100欧±5%;其他系列为110欧±5%),超出正常值更换水泥电阻即可。
(2)如果更换水泥电阻后仍报故障,甚至重新烧毁电阻,问题应该出在放电用的IGBT或其他元器件上,现场采取更换电路板的方式解决问题。
(3) 运行中报13故障,说明电机编码器损坏,或者光珊片安装位置不当,如有电机在身上,直接替换电机;如没有电机调整光珊片位置或是更换编码器板。
上海市1+X高级维修电工排故答案
KT不工作
(测量该故障时,采用电压法,不断电,保持在检测有故障状态时测量
电压TC00#→(SQ)105#→115#接线排(X47 X48)电压值,X48无110V电压
1SQ触点损坏
(反转时KT延时后)KA1 KM1 KM3 KM5吸合
电压测量TC00→KT线圈(116#→0)进出电压值,14#端小于110V电压
参考2、3、4、5步骤
均不工作,主轴电动机无法运行(进给电动机正常)
1电压测量TC110V电压00#→01#两点电压
2电压测量TC00→FU2熔丝进出两点电压
3电压测量TC00→FR2(95→96)两点电压
1110V电压无
2FU2熔丝坏
3FR(95-96)辅助触点损坏
6
主轴低速运行时按SQ
切换高速运行
KM3不吸合
(工作台向左,向后,向上不工作)
21#→SQ2(SQ4)常开→24#→KM4常闭→25#→KM3线圈→0#
合上SQ2或SQ4测量KM3线圈有无电压
KM3线圈开路
11
按SB5
(工作台工作时)
工作台快速移动
12
按SB6
工作台快速移动
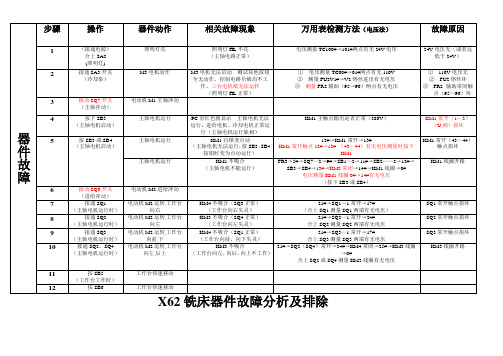
X62铣床器件故障分析及排除
断线故障(电阻法)
测绘图
故障线号
万用表检测线路
该测绘图区域工作原理
1
U11#
KM1(下)→U11#→SA4(上)
1#虚线框中的电路系X62主轴电动机M1的主电路
三相电源经QF1开关控制,FU1为短路保护,KM1作正转控制接触器,由SA4选择转向,由FR1作过载保护,经FR1后,三相电源送入主轴电机M1的绕组中,主轴电机M1运行。KM2为反接制动接触器R1、R2串入KM2和电机之中,作用为限制制动电流
33 南通太平洋海安专营店故障案例分析示例

1.本故障案例用于2012年故障案例分享; 2.要求每个选手提供1个维修现场实际故 障案例; 3.要求有一个较为详细的故障诊断分析过 程(包括维修参数、诊断方法、甚至图 表等),以及得出明确的结论; 4.希望大家充分准备,到时候踊跃探讨。
1
案例现象 1:
主 题:NISTEC故障案例分析 专营店名称:南通太平洋海安专营店 选手姓名:姚宇忠 车辆规格:天籁2.5L CVT EQ7250 行驶里程:9万公里 故障现象:轿车行驶
4)经反复试车发现在过减速带时两前轮同时受力时异响消失,一轮先受力异
响明显,经检查平衡杆衬套未出现老化松动现象,但平衡杆左右有窜动现象 ,试换平衡杆衬套 经反复试车故障异响未在出现。
故障分析:可能该车辆平常行驶非良好路况,导致平衡杆左右窜动,当
时平衡杆左右窜动非异响根本,对平衡杆分析结构,因为平衡杆有限位装置 ,在平衡杆左右窜动时会出现平衡杆限位装置与平衡杆衬套碰撞导致出现异 响。
2
故障分析
故障诊断及维修过程(可附图说明):
1)首先初步检查未发现底盘螺丝及球头等零部件有松动或损坏。 2)现象验证故障现象,在不同时速不同路面情况下试车,
的确出现了右前 轮有异响,试换右前减震器,检查底盘固底盘螺丝无松脱,试车后异响任然 存在。
3)后把平衡杆右侧拉杆拆掉试车,异响没有了。但拆下的平衡杆拉杆未检查
3
图片说明:
左右窜动
碰 撞
4
本案例注意要点说明(心得体会): 1. 不能从表面现象判断声响异常原因
2. 试车时候要反复试验,查出在什么情况下有这样的现象
3. 做事认真仔细,要有耐心
5
维修案例汇总

.充电指示灯是集成在仪表总成内的,有时仪表损坏也会引起充电指示灯不亮,发电机发不进电的,所以遇到此类问题时一定要仔细检查,是仪表还是电压调节器问题.
编写人:曾雄波
班组:J1
日期:2005年8月23日
维修案例汇总
16
故障反应:
按遥控器时,四个转向灯信号不提示
车型:
里程数:50000KM
故障原因:
变速箱输出轴传感器G38损坏
修理内容:
(必要时提供
故障码和数据流)
读取故障码时,有17184,传动比故障,读取显示组,02-08-001分别为780r/min,760r/min,0/min,4,明显第三区数字不正常,测量其对应的波箱输出传感器线路,正常判断为输出轴传感器坏,更换后试车正常。
对此类故障的意见及建议:
其控制诊断系统是由几个控制单元共用一条CAN-BUS线控制的,其中某一个控制单元出现故障,都有可能引起进入不了系统诊断,出现此类故障时应逐一检查各控制单元.
编写人:曾雄波
班组:J1
日期:2005年8月23日
维修案例汇总
15
故障反应:
打不着车
车型:
里程数:
发动机号:
故障现象:
蓄电池亏电,充电指示灯不亮
故障原因:
离合器A损坏(波箱传动示意图见速派维修手册)
修理内容:
(必要时提供
故障码和数据流)
此离合器A在1-4档起作用,因此在1档时半轴无转动(?),当加速时,输出轴传感器必然不会随输入轴转速提高,因此进入故障动行模式,锁止到4档,拆解波箱,更换离合器A的摩擦组件后换档正常
对此类故障的意见及建议:
此类故障必须详细了解波箱的传动线路图,才能判断为某一个或几个执行元件损坏.
加工中心维修应用实例
主轴松刀 ↓ (主轴松刀检测开关接通) 机械手拔刀,旋转180°插刀 ↓ (机械手臂电机第二次启动) (到位时,刹车制动开关接通,电机刹车停止) (此时确认扣刀开关接通) (注:刹车制动开关比扣刀开关先导通 )
(1)正常工作中,出现刀塔未锁紧报警
出现该故障的原因是角度编码器不良,此时需要更换编码器。
(2)换刀时出现乱刀现象
产生故障的主要原因是电动机短路、刀塔内部机械传动卡死及断路器本身不良。
(3)换刀过程中出现断路器跳闸现象
产生故障主要原因有预分度电磁铁插销不能准确动作、电动机缺相或匝间短路、角度编码器位置调整有偏差及电动机内装热偶开关不良。
01
机械手回到原位控制
02
2.自动刀具交换动作步骤
当机械手的原位开关7再次接通后,回刀电磁阀线圈获电,气缸推动刀杯向上翻转90度,为下一次选刀做准备。回刀气缸伸出到位开关9(磁环开关)接通,完成整个换刀控制。
回刀控制
自动刀具交换系统(ATC)控制时序图
机械手换刀流程图: 主轴移到换刀点 ↓ (换刀点第二参考点) (O系统 F161.2) (16 18 Oi系统 F96.2) 主轴定向 ↓ (定向完成信号) (O系统 F281.7) (16 18 Oi系统 F45.7)
06
F148.1:Z轴回零结束
07
F149.1:系统复位
08
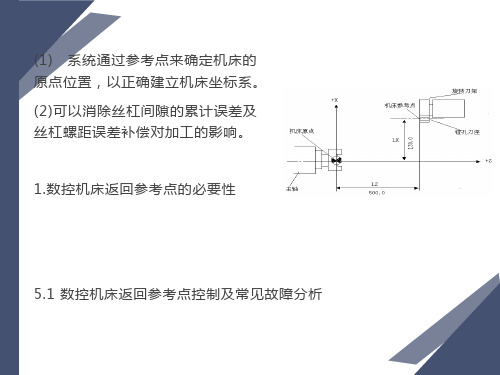
3.数控机床返回参考点常见故障分析
找不到参考点(通常会导致机床超程报警)
(1)机床回零过程无减速动作或一直以减速回零,多数原因为减速开关及接线故障。 (2)机床回零动作正常,为系统得不到一转信号。原因可能是电动机编码器及接线或系统轴板故障。
1.回参考点减速信号*DECx ( Deceleration ) 是设置在参考点之前的减速开关发出的信号。由于CNC直接读取该信号,故无需PMC的处理。在用快速朝回参考点方向移动中,此信号变为0时,移动将减速。此后则以参数1425上设定的FL速度,继续朝参考点方向移动。 确定参考点 2.先用以下参数设定回参考点方向:
“鲍麦克斯”维修案例分析(六)-3

“鲍麦克斯”维修案例分析(六)-32011-1-7 10:32:53 作者:网友评论 0 条文章来源:中外缝制设备问题三:刚接手一个服装厂,设备全是“杰克”8991、8990的电脑平缝机,但很多都被改了密码。
我只知道如果知道密码的话,在技术员模式下进入第21个参数把数值改成88就能恢复,但我不知道密码,以前的机修也联系不上了。
我想请教能否有其它方法可以强制进入系统模式或强制恢复出厂设置?鲍麦克斯:可以用超级密码“1028”进入。
问题四:我工厂有一台杰克电脑平缝机出现了“E-06”故障,有哪位师傅可以告诉我是什么问题?麦克斯:Err-06是电磁铁回路故障,系统检测到控制器各电磁铁回路电流超过正常范围,而自动保护停止使用。
首先断开各电磁铁与控制箱的连接,重新开机观察是否依然报06故障代码。
①如果不继续报故障代码,则基本可以判断是电磁铁故障,用万用表检测各电磁铁阻值是否正常,更换已损坏电磁铁即可。
②继续报06故障代码,则可能是电路板元器件损坏,更换电路板即可。
注意:更换电路板后请首先检测各电磁铁是否正常(用万用表的欧姆档测量机头电磁铁阻值,由于各个机头厂家电磁铁的不同,最好采用与同型号好机头对比测量的方法确定电磁铁是否正常),确定无问题后再开机使用,否则有可能由于电磁铁短路再次导致电路板损坏。
问题五:我厂有几台“杰克”8900D-2B电脑平缝机速度过快,想把速度调慢一点,如何调整?鲍麦克斯:进入技术员模式,调整P02参数问题六:我工厂有台“杰克”迅利电脑平缝机开机时机器的倒针电磁铁就响一下,踩下踏板机器会自动打倒针或倒送料,或正送料中途倒送料。
回针开关我给关了,还是一样,如何解决?问题七:我工厂杰克电脑平缝机自动切线功能突然失去控制,一打开电源自动切线就会工作,造成针和刀片相撞。
请问是什么原因造成的?如何解决?鲍麦克斯:以上两个问题属于同一类故障,可以按以下步骤操作解决:①恢复出厂参数。
②将同型号的两台平缝机的电磁铁插头互相对插一下,可以判断问题出现在机头电磁铁上还是在电控部分。
“鲍麦克斯”维修案例分析(四)

案例八:
PMXAH50-55无剪线、无倒缝。
检查32伏 开关电源板。
从上述方法不难看出,把整个系统分成小部分单元电路来查找故障,先加入工作电压或加一控制电压,再测这一故障回路,根据回路中工作点电压变化情况来确定故障点,就能判断出元件的好坏。
图见《中外缝制设备》2010年第七期。
处理方法:检测电机初始角度。发现光栅片松动,重新将光栅片固定好。该处出现的就是后面所说的光栅片松动了,拆下重新装紧后再检测电机初始角,使用正常,问题解决。注意:由于光栅片的位置移动,此时的角度与260的误差有点大,所以装完后需要测角度。
案例七:
现场现象:开机显示屏报E-01故障代码,机器不能正常工作。
①皮带松动。
查看套在电机上面的皮带是否松动,将其调紧即可。
②电机轮或手轮上有缝线缠绕。
查看电机轮与手轮上面是否有缝线缠绕着,将其去掉即可。
案例二:
故障电机的检修。
①根据故障代码检修,如报13故障代码,检查电机编码器板及编码器连接线是否损坏。此外,观察光栅片是否在编码器元器件中间(经过长时间的运行,可能会有电机轴心之间的传动),将它敲正即可。
③电路板故障。
同步传感器绿红二盏灯无论怎么调整磁钢位置和更换同步传感器都不亮,更换伺服电控箱电脑板即可 。
如果是在使用过程中报11故障代码,有以下两种原因。
②踩一下脚踏板,在机器运转的时候按下倒缝开关,观察有无倒缝动作,如果有动作,基本可以判断是脚踏板的问题,向下调整摇臂位置进行测试,或更换脚踏板传感器。
③ 仔细检查各电磁铁的连接线是否可靠,用万用表检测电磁铁是否正常。
④ 如果上面几个方面都排除,则打开电控箱后面,用万用表测量电磁铁供电电路板的24伏是否有输出,或用一个好的电路板替换测试。如果判断是24伏电路板问题,维修主要检测保险管和3842等芯片。
并行工程案例课件

通过并行工程,波音公司能够在开发过程中尽早发现和解决问题,提高了效率和质 量
成果与经验教训
波音777的开发是并行工程的成功案 例之一,它实现了高效的项目管理和 质量保证
尽管并行工程在波音777的开发中取 得了成功,但在实际应用中仍然存在 一些挑战,如协调多个部门和团队、 数据共享等。
01
为太空探索提供了更多的机会和可能性。
02
航天飞机项目也带来了一些经验教训
并行工程需要跨学科的知识和技能,需要建立多学科团队。
03
成果与经验教训
早期决策和风险管理是关键,需要及 早规划和准备。
并行工程需要良好的沟通和协作机制 ,以确保信息共享和团队协同。
04
CATALOGUE
并行工程案例三:丰田汽车的精益制造
波音公司从该项目中获得了宝贵的经 验教训,为后续的飞机开发提供了参 考和借鉴
03
CATALOGUE
并行工程案例二:NASA的航天飞机项目
项目背景
航天飞机项目的目标是开发一 种可重复使用的、能够执行多 种任务的太空飞行器,以取代
一次性火箭。
项目始于1970年代,由多个 部门和机构共同参与,包括 NASA、国防部和大学研究
如何推广和应用并行工程
培训和教育
为了推广和应用并行工程,需要对相 关人员进行培训和教育,提高他们对 并行工程的认识和理解。
建立并行工程团队
建立由产品设计、工艺、制造等各个 环节的人员组成的并行工程团队,以 便更好地协调和沟通。
制定并行工程流程和标准
制定并行工程流程和标准,以便更好 地指导和规范并行工程的实施。
在航天飞机项目中,并行工程通过以下 方式应用
佳能MF4370dn-MF4350d-MF4330d-MF4322d-MF4320d service manual-CHN)维修手册

维修手册
MF4300 系列 iC MF4370dn/MF4350d/MF4330d/MF4322d/4320d
1-1
介绍
佳能 ( 中国 ) 有限公司技术部 BIS_TS 科发行
使用 本维修手册由佳能公司出版发行,供合格人员学习产品的技术理论、安装、维护和维修 . 本维修手册覆盖了产品的所有销售区域 . 正因为如此,本手册中可能含有并不适合您 所在地区的内容 .
将会以维修信息公告的方式进行交流 .
所有维修人员均应对本维修手册以及所有相关的维修信息公告板的内容进行深入的理
解和掌握,并且具有对设备故障进行识别、分析的能力 .
佳能 ( 中国 ) 有限公司技术部 BIS_TS 科发行
介绍
目录
目录
第 1 章介绍
1.1 产品规格................................................................................. 1- 1 1.1.1 部件名称 ........................................................................................1- 1
版权 本手册享有版权,保留所有权利 . 根据版权法,未经佳能公司的书面同意,本手册不得 全部地或者部分地复制、翻印、或者翻译为其他语言 . 版权所有 .2001 佳能公司
COPYRIGHT © 2001 CANON INC°£
警告
本手册的使用应该严密监督 ,以免泄漏机密信息
佳能 ( 中国 ) 有限公司技术部 BIS_TS 科发行
如在 “DRMD*”中星号表示当电平为” 0 ”时有 DRMD 信号通过 .
FX维修案例
FX机器维修案例案例1.E40报警故障现象:开机一段时间机器报故障,遥控接收器红灯闪4下检查步骤:RFC130FX机器,新上电后,机器运转正常,室外风机4分钟后高速运转,约15分钟左右,两室外电机转为低速,5分钟后机器报警E40。
检查外电机绕组阻值,高速无,等待一段时间后,高速又有阻值。
将外电机的中、低速线剪断,强制风机高速运转,一段时间后其中一风机停,另一高速运转。
判断为外电机坏。
更换外电机后OK。
案例2 . RFC160FX外机不启动故障现象:内机绿灯闪7下,观察外机发现电脑板不通电,保险丝烧毁。
检查步骤:更换新保险丝后保险丝立即烧毁。
检查风机绕阻,发现上风机绕阻不正常,将此风机断开后机器能运转,更换上风机后机器正常。
案例3.FX制冷效果差故障现象:FX室内机效果差,单开1台,出风口温度15度;全开,出风口温度20度。
检查步骤:室内机全开,检查室外机PWM频繁动作,压缩机以43%输出。
检查外机未100%输出的原因,查室内机及室外机型号设定及匹配无问题,再检查室内热交温度传感器及吸入传感器等阻值正常,而在此情况下,室外机应100%输出,怀疑室外电控不良,更换室外机电脑板后,PWM工作正常,压缩机以100%输出,室内机全开出风口温度12度,维修OK。
案例4.外机噪音大用户:长乐阳光花园。
RFC130FX 一拖四,内机分别为:RFTSA28FX一台,RFTSA22FX两台,RFU90FX一台。
故障现象:卸载声音大,制冷不稳定。
检查步骤:开启一台22的内机,压缩机卸载,间歇产生强烈的振动,噪音很大,检查机器并不是因为机器安装问题造成的,然后开启全部内机,PWM100%输出,声音消失。
测量压力为高压18kg,低压4.5vkg;总电流23.2A,压机电流18.5A;外温度29度,外机排气温度为48度左右;卡式内机热交进口、中部、出口温度基本维持在13、12、15度,风管机三部温度是12、11、20度,显然,卡式机的蒸发效果较差。
FANUC 0 系统故障100例

FANUC 0 系统故障100例序号故障征兆故障原因解决办法一、当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y 轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
二、手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板三、机床不能回机床参考点检查参数534,最好在200~500之间1. 把机床移动至坐标的中间位置再试试。
2. 更换电机位置编码器四、机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1.修改8103#2=0→12.修改8121=120→100五、进给轴低速运行时,有爬行现象调整参数1. 调整伺服增益参数;2. 调整电机的负载惯量化。
六、机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值七、切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
八、不能进行螺纹切削位置编码器反馈信号线路1. 更换主轴位置编码器;2. 修改参数;九、在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→0十、车床:用MX不能输入刀偏量未设参数参数10#7位设1十一、X、Y轴加工圆度超差没有报警调整参数:1.伺服的增益:要求两轴一致。
2.伺服控制参数:见伺服参数说明书。
3.加反向间隙补偿。
十二、轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的模块严重烧毁由于主轴频繁高低速启动更换电源控制单元和主轴伺服控制单元的功率驱动模块。
TD88编程
松下 KX-TD88CN程控集团电话交换机简单编程方法本页面的内容仅仅提供给你参考,如果是非专业人士并不建议你使用,本页面的资料来源于互联网。
时间日期设定编程:000系统模式改变编程:101(自动/手动)、102(起始时间/自动)分机号码设定编程:100(改号码分配表)、003(设分机号)注:若与118中语音邮件分机号码冲突,则须修改118编程注:若与813中浮动号码冲突,则须修改813编程外线设定该技术资料有我们整理,全国提供上门故障检测,维修,调试,设置服务,欢迎合作。
编程:400(实装设定)、402(拨号模式)、605-606(外拨设定)等级设定编程:301-305(2级-6级限制码)、306-310(2级-6级例外码)、500-501(定COS 长途级别)、601(分机设等级COS)注:DISA响铃设置为:198(主机初始值)、298(从机初始值)计费设定编程:806(参数)、800(计打进/打出)特殊编程外线通话时间限制编程:502(限制)、990(01区12项改模式)、205(只限打出1-64分钟)紧急号码设定编程;334(可设10个)计费码设定该技术资料有我们整理,全国提供上门故障检测,维修,调试,设置服务,欢迎合作。
编程:508(对分机等级设定是否允许)、105(可设128个;核对长途)301-305(2级-6级限制码)、306-310(2级-6级例外码)、500-501(定义COS 长途级别)、601(分机设等级COS)强插监听编程:505(忙插入)、507(勿打扰插入)快速拨号号码设定编程:009(可设8个)、100(63-70设定位码)拨9可抓的外线群设定编程:401(外线群设定)、103(拨9可抓的外线群)DSS单键转移/CO自动保留编程:108宾馆应用编程:134(打开宾馆应用开关)摘机监听编程:148(打开摘机监听开关;只适用于7433或7436话机400个限制码或例外码编程:332(选择表)、333(420限制码或405例外码;最多10位)摘机呼叫通知(OHCA)编程:509(只适用于KX-T7436或7433话机)来话监听录音模式设定编程:610(设定呼叫被截取后关闭邮箱还是持续录音)DISA内置自动值班员编程:815(10个分机号码或浮动号码)浮动号码设定编程:813(191-198、291-299)系统速拨编程:001(100个)、300(等级)大型PBX接通码(每外线群可的外线)呼叫前转至外线编程:504(允许/禁止)分机分组编程:602(8组)UCD话务平均分配该技术资料有我们整理,全国提供上门故障检测,维修,调试,设置服务,欢迎合作。
华兴数控系统代码

华兴数控车床G代码G00 快速定位G01 直线插补G02 顺时针圆弧插补G03 逆时针圆弧插补G04 延时G09 进给准停G20 独立子程序调用G22 独立子程序定义G24独立子程序定义结束,返回调用程序G25 跳转加工G26 程序块调用加工程序内子程序调用G27 无限循环G30 倍率取消G31 倍率定义G47 短直线速度自动过渡G48 取消G54~G59 工件坐标系选择G71 内外径切削复合循环G72 端面切削复合循环G73 封闭轮廓复合循环G74 返回机床参考点(机械原点)G75 返回对刀点G76 返回加工开始点G77 恢复当前坐标系G81 外圆加工循环G82 端面加工循环G85 英制刚性攻丝循环G86 公制螺纹加工循环G87 英制螺纹加工循环G90 绝对值方式编程G91 增量值方式编程G92 设置程序零点G96 恒线速切削有效G97 取消恒线速切削G98 取消每转进给G99 设定每转进给华兴车床M指令M01 条件停M02 程序结束并停机M03 主轴正转M04 主轴反转M05 主轴停M06 冷却开M07 冷却关M08 工件夹紧M09 工件松开M10 开指定的继电器M11 关指定的继电器M20 设定刀补号M21 程序结束并返回程序开头M71~M85 继电器脉冲输出华兴铣床G代码G01 直线插补G02 顺时针圆弧插补或螺旋线插补G03 逆时针圆弧插补或螺旋线插补G04 延时G09 伺服准停到位G11 程序块沿Y轴镜像G12 程序块沿X轴镜像G13 程序块以原点镜像加工G17 选择XOY平面G18 选择XOZ平面G19 选择YOZ平面G20 子程序调用G22 子程序定义G24 子程序定义结束,返回调用程序G25 跳转加工G26 转移加工G27 无限循环G30 放大/缩小倍率取消G31 放大/缩小倍率定义G40 取消刀具半径抵偿G41 左刀具半径抵偿G42 又刀具半径抵偿G43 建立刀具长度抵偿G44 取消刀具长度抵偿G47 短直线速度自动过度G48 取消短直线速度自动过度G54~G59 工件坐标系选择G73 高速深孔加工循环G74 返回机床参考点(机床原点)G75 返回对刀点G76 从当前位置返回程序零点G78 精镗循环G81 中心孔钻孔循环G82 带停滞的中心钻孔循环G83 深孔加工循环G84 公制刚性攻丝循环G85 英制刚性攻丝循环G86 镗孔循环(自动返回)G87 反镗循环G88 镗孔循环(手动返回)G89 带停顿的镗孔循环G90 绝对值方式编程G91 增量值方式编程G92 设定工件左边系华兴铣床M指令M00 程序暂停M01 L××(K××)M02 程序结束并停机M03 主轴正转M04 主轴反转M05 主轴停M08 冷却开M09 冷却关M10 工件夹紧M11 工件松开M20 K××号继电器M21 K××关××号继电器M30 程序结束并返回程序开头M71~M85 继电器脉冲输出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在薛工程师的帮助下,车子可以重新发动。
维修案例----(太平洋虹桥站)
日期:10.25售后服务中心技术员:王鑫
售后服务中心名称:上海太平洋别克(虹桥)客户名称:沈建勇
(17位)VIN车架号:LSGWS52X58S073476公里数:10321KM
制造日期:2008.06
安装的非原厂配置(请详细说明):
车型:君越2.4车牌号:沪H13186
故障现象的详细描述:
清洗节气门后,车子不能发动。
已经完成的诊断、维修尝试和结果/建议:
进入TIS2WEB平台进行ECM/TCM编程,出来“重新编程”和“更换重新编程”两个选项,进入“重新编程”选项,每次编到后面都会出现TCM带*的程”选项,每次编到出现进程条后会突然死机,使得无法再继续编程下去。反复几次操作以后,ECM出现死机。通过仪表发现无发动机故障灯显示,TECH2也无法进入ECM数据。后请通用薛工程师帮助进行重新编程,使得电脑板得以正常工作。建议能否给我们TIS2WEB这个平台更多的帮助。