铝合金导线的制备工艺
铝合金导体生产工艺分析
铝合金导体生产工艺分析1铝合金导体简介众所周知,我国的铜储量有限,但铝资源储量非常丰富,“以铝节铜”“是国家大力倡导的,而目前我们所用的铝合金导体是通过在纯铝中添加适当的合金成分而制成的。
从价格上来说,铜材的价格相对于铝合金导体而言还是在其2~3倍以上,所以铝合金电缆与铜缆相比其最大的优势便是在于它的生产成本低,在保证相同载流能力的前提下,其生产成本可下降约30%以上。
相比于铜导体来说铝合金导体抗腐蚀能力更强。
铝在氧化时它的表面会很快的生成一层致密氧化膜,防止金属被进一步的氧化腐蚀。
铝合金导体电缆的反弹性要小于铜芯电缆,在相同室温环境条件下,将铝合金电缆与铜缆弯曲至同样的角度,应力释放后,铝合金电缆的平均回弹角度要小于铜芯电缆40%左右。
2铝合金导体生产流程图我公司拥有二台熔铝炉加连铸连轧生产设备,我们将工艺流程分为两部分,铝合金杆生产部分和铝合金线拉制及绞线部分。
3铝合金导体生产过程的工艺控制3.1铝合金杆质量控制。
(1)合金杆强度控制。
材料采用AL99.5牌号铝锭,投炉前通过成份搭配,铝液中加入适量稀土和硼化处理,保证铝杆的强度要求,控制浇铸温度和轧制温度。
浇铸温度控制在710~720℃,初轧温度在450℃~470℃,合适的轧制速度,使铝杆轧制过程得到充分冷却,铝杆收线前采取乳化液冷却处理,提高和稳定铝杆强度。
(2)合金杆导电性能控制。
生产用铝锭一般采用AL99.5牌的普通工业纯铝,铝锭纯度虽然在99.5%以上,但杂质成分复杂,其中含Si量较高,大于0.10%,Si的含量影响了铝合金杆的电阻率,所以我们除了按炉前通过铝锭搭配控制铁、硅杂质比外还采取加入适当的稀土,进行稀土优化处理(用含稀土12%左右的铝―稀土中间合金加入),提高和稳定铝合金杆的电阻率。
稀土加入量是根据铝锭中硅、铁、铜和钛、钒、锰、铬等杂质含量而定。
由于铝锭本来就较纯,所以一般稀土加入量在0.1~0.20%(已考虑加入过程的烧损)。
电工用铝合金线制造技术

上海电缆研究所
五、质量控制与检测
5.1 生产过程的质量控制 合金成分配方与控制; 连铸铝锭的温度、冷却、速度的控制; 连轧铝杆的开轧、终轧温度、冷却、速度控制; 淬火温度; 收杆状态控制; 人工时效温度、时间、冷却控制; 拉线:线材质量、形状、冷却润滑控制; 绞线:绞制质量,特别是绞制型线时。
上海电缆研究所
5.2 产品的质量检测 单线:尺寸、机械与电学性能; 绞线:按不同用途制成的导线要求检测结构、尺寸、 外观; 力学性能:总拉力、弹性模数、应力—应变、 振动、蠕变、过滑车等; 电学性能:电阻、电晕、载流量等; 作为成品导线的各种综合性能按要求一般在专业研 究所进行。对于制造厂只需测试其中的一部分性能。
8.1 铝合金线具有的特性将在未来的架空输电线路上更大 规模的使用,发挥其积极的作用。 8.2 尽管铝合金线有优良的性能,但生产时工艺性能要求 更严格,应严格遵守操作规程。 8.3 优良的产品,应有良好性能的设备来制造,目前我国 的铝合金、铝连铸连轧机只有一种机型,今后应发展多 种机型可供选择。 8.4 国外如意大利、美国都有性能优良的铝合金连铸连轧 机组,但价格高昂,要详细作比较才能决定。
图2 高强度铝合金导线的生产工艺流程图
上海电缆研究所
四、主要的工艺装备
4.1 竖炉:熔铝用。燃料为天然气或人工煤气。 4.2 保温炉:平炉,砖砌成的。用于铝液配方与保温。 方形、圆形的炉型; 倾动式炉; 电磁或永磁搅拌器。 4.3 铝、铝合金连铸连轧机组 炉外精炼装置; 连铸机:二轮式、四轮式、五轮式; 倍频加热器; 连轧机:三辊式Y型轧机,或 (初轧)平立辊+(精轧)Y型轧机;
上海电缆研究所
6.4 连铸连轧车间的通风与排气 应由良好的通风、排气与车间内部除尘; 6.5 人工时效——拉线 对于国产的连铸连轧机组,不含有铝合金杆时效 的功能,因此应有人工时效炉,它将和拉线机安排在 一个车间内,已于自动化和保证质量。 6.6 铝合金杆、线的存放地 应有足够大的存放地,以便区分不同牌号的铝合 金杆、线,也区分一般的电工铝杆、线。 6.7 检测设备与仪器要专门靠近铝合金杆生产车间,特 别是化学成分的分析设备与仪器。
铝合金电缆工艺流程及生产装备
铝合金电缆生产装备及工艺流程一、连铸连轧铝合金导体制造关键在于铝合金杆的成分均匀、质量稳定、无铸造与轧制缺陷。
为了生产出优质的铝合金杆,就要求对装备及生产工艺提出了新的要求。
连铸连轧基本工艺流程:将熔化后的铝液(也可以直接采用电解铝液)经过精炼、除气、过滤,通过中间包(浇包)进入连铸机进行连续铸造,连铸坯经过预处理后进入连轧机组轧制成圆铝杆,然后在线冷却,最后进入卷取机成卷。
1、设备组成生产线的设备组成基本都是熔化炉、保温炉、除气过滤装置,轮带式铸造机、多机架连轧机和卷取机等组成。
国产设备和进口设备的主要差异在于连铸机、连轧机和卷取机的设备结构、装机水平和自动化程度以及生产工艺等。
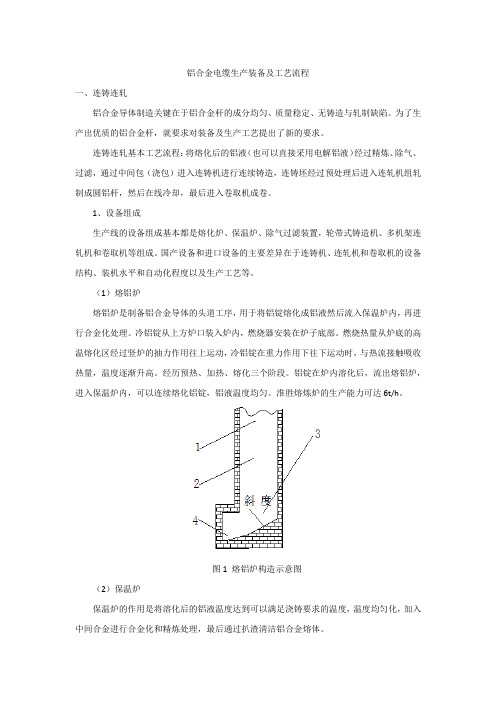
(1)熔铝炉熔铝炉是制备铝合金导体的头道工序,用于将铝锭熔化成铝液然后流入保温炉内,再进行合金化处理。
冷铝锭从上方炉口装入炉内,燃烧器安装在炉子底部。
燃烧热量从炉底的高温熔化区经过竖炉的抽力作用往上运动,冷铝锭在重力作用下往下运动时,与热流接触吸收热量,温度逐渐升高。
经历预热、加热、熔化三个阶段。
铝锭在炉内溶化后,流出熔铝炉,进入保温炉内,可以连续熔化铝锭,铝液温度均匀。
淮胜熔炼炉的生产能力可达6t/h。
图1 熔铝炉构造示意图(2)保温炉保温炉的作用是将溶化后的铝液温度达到可以满足浇铸要求的温度,温度均匀化,加入中间合金进行合金化和精炼处理,最后通过扒渣清洁铝合金熔体。
淮胜保温炉的炉型是倾动式。
倾动式保温炉在浇铸时可以倾斜炉子,倾倒铝液以保持炉内的液面高度恒定,稳定浇铸压力,获得良好的浇铸质量。
此外可以排尽炉内铝液,减少残余铝液对后一炉的影响,保证每一炉的铝液成分符合要求。
淮胜保温炉为圆形炉,圆形炉的有点在于旋转阻力最小,避免存在死角,导致铝液没有流动,导致部分合金不溶或者成分偏析;此外圆形炉也有利于扒渣过程。
铝中间合金锭溶解后,需要进行除气精炼,使废金属夹杂物浮上铝液表面,然后扒出炉外以净化铝合金熔体。
圆形炉形结构也便于燃烧器的安装,有利于组织合理的炉内气流流动,提高热交换效率,降低吨铝能耗。