成衣(查衫)工序工艺流程图片_钮门工序工艺流程图片_赘O工序工艺流程图片
服装厂生产工艺流程图
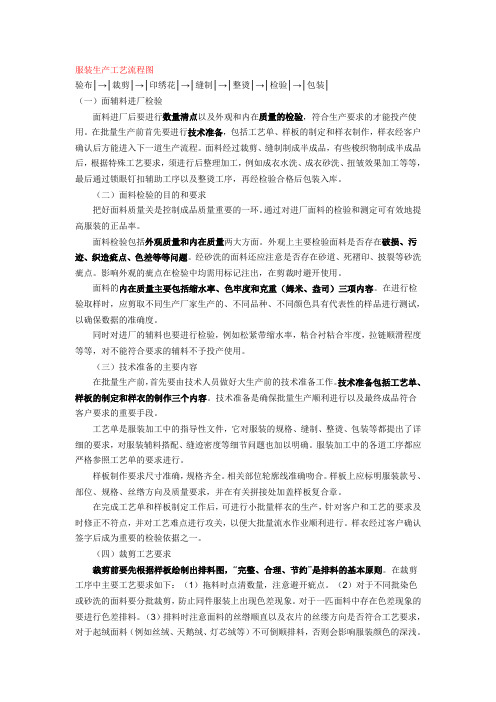
服装生产工艺流程图┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘└——┘└———┘└——┘└——┘└——┘└——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
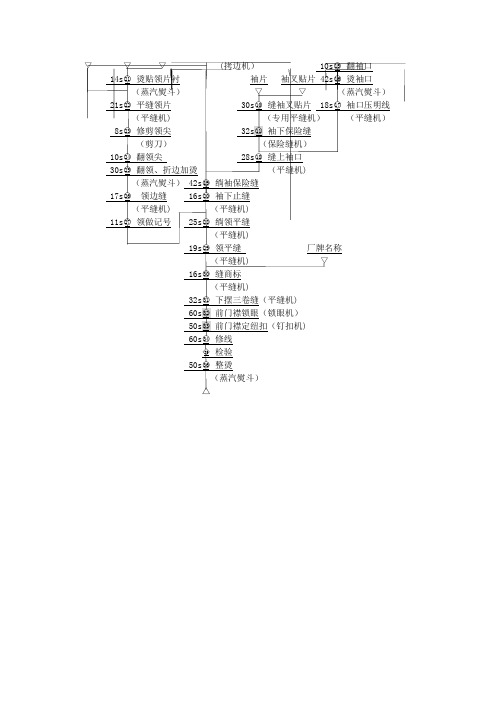
服装生产工序流程图
检验
50s整烫
(蒸汽熨斗)
△
前片前门襟衬布后片
女▽▽▽
衬24s烫贴前门襟15s缝肩褶
衫(蒸汽熨斗)(平缝机)
工30s折烫前门襟
序(蒸汽熨斗)图18s前门拷边(拷边机)16s缝胸褶
(平缝机)上袖口布袖口衬下袖口布
30s裹门襟角及下摆平缝▽▽▽
商标尺寸商标(平缝机)21s烫贴袖口衬
▽▽30s翻裹门襟角、翻下摆加烫(蒸汽熨斗)
(蒸汽熨斗)
28s缝袖口布
17s合肩拷边(平缝机)
(拷边机)10s修剪袖口布
下领片上领片领片衬21s合侧边拷边(剪刀)
▽▽▽(拷边机)10s翻袖口
14s烫贴领片衬袖片袖叉贴片42s烫袖口
(蒸汽熨斗)▽▽(蒸汽熨斗)
21s平缝领片30s缝袖叉贴片18s袖口压明线
(平缝机)(专用平缝机)(平缝机)
8s修剪领尖32s袖下保险缝
(剪刀)(保险缝机)
10s翻领尖28s缝上袖口
30s翻领、折边加烫(平缝机)
(蒸汽熨斗)42s绱袖保险缝
17s领边缝16s袖下止缝
(平缝机)(平缝机)
11s领做记号25s绱领平缝
(平缝机)
19s领平缝厂牌名称
(平缝机)▽
16s缝商标
(平缝机)
32s下摆三卷缝(平缝机)
60s前门襟锁眼(锁眼机)
50s前门襟定纽扣(钉扣机)
(完整版)通用服装生产工艺流程图
通用服饰生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│查验│→│包装│(一)面辅料进厂查验面料进厂后要进行数目盘点以及外观和内在质量的查验,吻合生产要求的才能投产使用。
在批量生产前第一要进行技术准备,包含工艺单、样板的拟定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,依据特别工艺要求,须进行后整理加工,比方成衣水洗、成衣砂洗、扭皱见效加工等等,最后经过锁眼钉扣协助工序以及整烫工序,再经查验合格后包装入库。
(二)面料查验的目的和要求把好面料质量关是控制成质量量重要的一环。
经过对进厂面料的查验和测定可有效地提升服饰的正品率。
面料查验包含外观质量和内在质量两大方面。
外观上主要查验面料能否存在损坏、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意能否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在查验中均需用标志注出,在剪裁时避开使用。
面料的内在质量主要包含缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行查验取样时,应剪取不同样样生产厂家生产的、不同样样品种、不同样样颜色拥有代表性的样品进行测试,以保证数据的正确度。
同时对进厂的辅料也要进行查验,比方松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不可以吻合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,第一要由技术人员做好大生产前的技术准备工作。
技术准备包含工艺单、样板的拟定和样衣的制作三个内容。
技术准备是保证批量生产顺利进行以及最后成品吻合客户要求的重要手段。
工艺单是服饰加工中的指导性文件,它对服饰的规格、缝制、整烫、包装等都提出了详尽的要求,对服饰辅料搭配、缝迹密度等细节问题也加以明确。
服饰加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸正确,规格齐备。
有关部位轮廓线正确吻合。
样板上应注明服饰款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
服装制作工艺流程图

服装制作工艺流程1,原材料检查工艺2,裁剪工艺3,缝纫制作工艺4,锁钉工艺5,后整理工艺以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。
原材料检查工艺:(1)验色差——检查原辅料色泽级差归类。
(2)查疵点,查污渍——检查辅料的疵点,污渍等。
(3)分幅宽——原辅料门幅按宽窄归类。
(4)查纬斜——检查原料纬纱斜度。
(5)复米——复查每匹原辅料的长度。
(6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。
裁剪工艺:(1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。
(2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。
(3)排料时必须按丝道线排版,排出用料定额。
(4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。
(6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。
(7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽费时不容易造成残次。
(8)打号——打号要清晰,不要漏号,错号,丢号等。
(9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。
缝纫制作工艺A.上衣类按前后序制作所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。
外套成衣工艺课件

5.里样板—裁剪样板(7块):在面样板的基础上推放即可
6.净样板(3块):领、驳型样、袋型,在工艺缝制中的标
准样板
(详见下列图示)
配
部
件
“
挂
面”
挂
面
放
缝
领净样板
驳净样板
领放缝图
袋垫与袋布
袋 放 缝 图
袋净样板
在
•女上衣配里子:衣身
面
样
板
的
基
ቤተ መጻሕፍቲ ባይዱ
础
上
加
放
即
可
女上衣配里子:大小袖
工作任务三:试样
袖 放 缝 图
配部件挂面、袋、 袋布等
样板上标出各类标记
1.直丝标记:前后衣片、领面连挂面、袖、领里、袋片
2.对同标记:驳折线、衣片胸、腰、摆、对同位、
大小袖对同位、袖山最高位、前后领圈中点
3.文字标记:款式代号、衣片名称、裁片数量、尺码代 号、
4.面样板—裁剪样板(10块):
前片、前侧片、后片、后侧片、领面连挂面、大袖、 小袖、袋片、领里、垫头
面里料的识别与整理
1.条纹较清晰为正面;双幅 面料对折内侧为正面;
2.倒顺花识别--主花花型为主; 3.倒顺毛识别--倒毛为衣片上方;
面料的整理:
1.预缩——毛料及混纺交织面料蒸气熨烫; 2.门幅归正——面料丝绺出现斜向、边道不
直顺须熨烫归正.
排料 实例:门幅138cm
倒顺向双层排料 用料*125cm
的成衣规格减去(16—20cm)
②长度规格的形成 单位:cm
部位
公式
成衣规格
腰节长 身高/4
号160 160/4=40
服装生产工艺流程(参考模板)
服装生产工艺流程服装类产品工艺流程图┌——┐ ┌——┐ ┌———┐ ┌——┐ ┌——┐ ┌——┐ ┌——┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘ └——┘ └———┘ └——┘ └——┘ └——┘ └——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装生产工艺流程图
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
服装生产工序流程.

(2)剪掉肚省。将胸省烫开,袋口摆平,袋 口处搭合的量在下层剪掉(即肚省量)。合并袋 口处肚省缝,用线牢(或粘黏合衬),线两边线 迹不要超过0.4 cm。 (3)合侧缝片。大小衣片的腰节线、底边线对 准,在袖窿深下10 cm一段大片有0.3~0.5 cm吃 势,缝头为0.8 cm,缉线松紧适宜,缉线顺直。 2.缉背缝 先用线把背缝好,后片胖势处线略抽紧些, 好后把吃势烫平,车缉一道。 3.合缉前袖缝 小袖在下,车缉前袖缝。也可将袖片归拔好 后再进行车缉,缉线要顺直。
3.大、小袖片 袖山对刀位,偏袖线,袖肘线,袖衩线, 袖口折边线 (四)粘黏合衬 粘衬的部位包括大身、挂面、领面、袋盖 面、手巾袋片、耳朵片、嵌线条、背衩等
(五)收省 1.收省 (1)收胸省。将肚省(袋口线)剪 开,胸省剪至距省尖3.5~4 cm处,用线 好车缉,省尖要缉尖,省缝要顺直。省 尖处丝绺不能有大于0.1 cm的偏差。
(6)修剪领下口 止口缉好后,在 领面与领里下口刷止口浆,然后把 领面朝上放在烫板边沿,使其成弧 形,做出纬向里外匀,用熨斗时应 从两领尖角朝领中间方向烫压,使 领角处平挺。随后将上领对折,两 领尖角对合依齐,把上领下口修剪 整齐顺直,并剪出中间刀眼以便与 下领缝合。 7)裁配底领面、里、衬 底领衬 通常用涤棉树脂粘合衬斜料,净缝 配制。先将底领衬粘烫在底领领面 上,再按0.8cm缝头放缝。领面下 口沿领衬下口刮浆、包转、烫平, 并在正面缉0.6cm明止固定。
8)上下领组合 底领 面里正面相合,面在上, 里在下,中间夹进翻领, 边沿对齐,三眼刀对准。 离底领衬0.1cm缉线, 并将底领两端圆头修到 0.3cm。 9)做好装领三眼刀 按底领面包光的净缝下 口,底领里下口放缝 0.7cm,做好肩缝、后 中三眼刀。再沿底领上 口缉压0.2cm明止口。
服装工序流程图
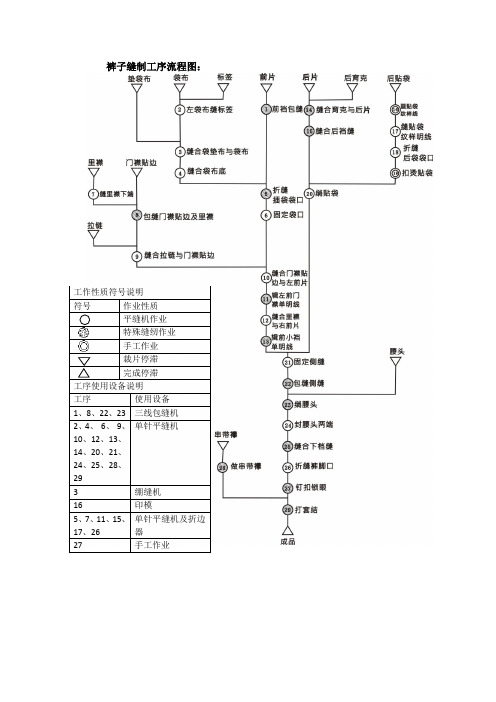
裤子缝制工序流程图:
工作性质符号说明
符号作业性质
平缝机作业
特殊缝纫作业
手工作业
裁片停滞
完成停滞
工序使用设备说明
工序使用设备
1、8、2
2、23 三线包缝机
2、4、6、9、
10、12、13、
14、20、21、
24、25、28、
29
单针平缝机
3 绷缝机
16 印模
5、7、11、15、17、26 单针平缝机及折边器
27 手工作业
衬衫缝份工序流程图:
工序使用设备说明
工序使用设备
1、8、2
2、23 三线包缝机
2、4、6、9、
10、12、13、
14、20、21、
24、25、28、
29、30、31、
32、35、37
单针平缝机
3 绷缝机
16 印模
5、7、11、15、17、26 单针平缝机及折边器
27 手工作业工作性质符号说明
符号作业性质
平缝机作业
特殊缝纫作业
检验作业
裁片停滞
完成停滞
*为手工作业,就不编工序。
服装厂生产工艺流程图

服装生产工艺流程图┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘└——┘└———┘└——┘└——┘└——┘└——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
纺织新手必学一从采棉纺纱到织布、成衣,图解纺织服装生产的全过程

纺织新手必学一从采棉纺纱到织布、成衣,图解纺织服装生产的全过程纺纱过程:从一朵棉花到纱线1、棉花2、原棉3、清棉工序:除杂、混棉、成卷4、梳棉工序:将棉块分解成单纤维状态,改善纤维伸直平行状态5、条卷工序:并合和牵伸,提高小卷中纤维的伸直平等程度,制成规定长度和重量的小卷。
6、精梳工序:进一步清除纤维中的棉结、杂质和纤维疵点,排除一定长度以下的短纤维,提高纤维的长度整齐度和伸直度,将棉条拉细到一定粗细。
7、并条工序:牵伸拉长抽细,进行混合、成条。
8、粗纱工序:将熟条均匀地牵伸,拉长抽细,将牵伸后的须条加以适当的捻回,使纱条具有一定的强力。
9、细纱工序:牵伸、加捻、卷绕、成型。
10、络筒工序:卷绕和成形,将管纱(线)卷绕成容量大、成型好并具有一定密度的筒子,清除纱线上部分疵点和杂质,以提高纱线的品质。
11、捻线工序:加捻,用两根或多根单纱,经过并合,加拈制成强力高、结构良好的股线,将加捻后的股线卷绕在筒管上,做成一定大小和形状管线,便于搬运和后工序加工。
12、摇纱工序:将络好筒子的纱(线)按规定长度摇成绞纱(线),便于包装,运输及工序加工等。
13、成包工序织布过程:从一根纱线到坯布1、整经:将原纱(筒子纱)透过纱架转换成经纱(BEAM)的一步过程,分原纱整经、色纱整纱及部份整经三种。
2、浆纱:浆整经完后的BEAM或染后的BEAM(经轴纱)挂在浆纱机的纱架上,透过浆槽内的浆液→烘干用的锡林→分纱架分层→整合成织布BEAM 。
3、穿综:浆原纱穿过停经片、综丝及钢筘等三样附属配件以便于织造停经片:防止经纱断裂的感应设备之一,配合停经杆即可完成感应。
4、上机:将穿综穿好的轴纱透过上机车的载运,挂在织布机上5、织布6、成品胚成衣:从一块布到一件服装1、服装设计:一般来说,大部分大、中型服装厂都有自己的设计师设计服装款式系列。
服装生产工序流程PPT课件

女衬衫
款式图 工 序 流 程 图
男衬衫
工艺流程单:
检查裁片→烫门里襟→ 烫钉胸袋→装过肩→做 领→绱领→做袖衩→绱 袖→合摆缝、袖底缝→ 绱袖头→做下摆→锁眼、 钉扣→整烫
工艺流程
一:检查 裁片 (1)数量检查 :对照排料 图,清点裁片是否齐全。 2)质量检查:认真检查每 个裁片的用料方向、正反、 形状是否正确。(3)核对 裁片:复核定位、对位标 记,检查对应部位是否符 合要求。
4)修剪缝头 翻领前先在尖 角处把缝头修剪成剑头形状, 留缝头0.2cm左右,以防毛出, 领尖要翻足,两领尖可用锥子 轻轻挑出。 5)缉领止口 领子翻出后, 用熨斗压烫一遍,领里坐进 0.1cm烫实,再在正面缉压 0.3cm明止口。缉时要防止领 面起皱,从横领起缉,转角处 针迹要缉正,不能缺针,缉领 背止口时,距领尖四分之一时, 就需要适当把领面往前推送, 防止领角处领面起皱。
七.做袖衩 (1)在袖侧剪牙口,然后 把牙口折向表面一侧。 (2)将袖衩滚条布缉缝在 折边上。 (3)将袖衩布折烫好。 (4)绱袖衩布条:先在袖 衩布条折边缉0.1cm宽的 明线,然后把袖衩布插入 袖口的牙口,对齐裁边, 整理好开口形状,沿边缉 第二道明线,并封口。
八,绱袖 绱袖在衣身敞开状态进行, 缉缝时,袖片在下,衣身在 上,到肩头处袖片要适当归 缩,为防止缝头有牵扯,需 在弯曲处剪小牙口,然后进 行锁边处理 九、合摆缝、袖底缝 先把衣身表面朝里对折,对 齐衣身侧缝和袖底缝,然后 洽制成线缉缝,缝头0.8cm, 弯曲处要剪小牙口,然后包 边处理。
(6)修剪领下口 止口缉好后,在 领面与领里下口刷止口浆,然后把 领面朝上放在烫板边沿,使其成弧 形,做出纬向里外匀,用熨斗时应 从两领尖角朝领中间方向烫压,使 领角处平挺。随后将上领对折,两 领尖角对合依齐,把上领下口修剪 整齐顺直,并剪出中间刀眼以便与 下领缝合。 7)裁配底领面、里、衬 底领衬 通常用涤棉树脂粘合衬斜料,净缝 配制。先将底领衬粘烫在底领领面 上,再按0.8cm缝头放缝。领面下 口沿领衬下口刮浆、包转、烫平, 并艺步骤
服装(衬衫)工艺流程设计
2011-01-101qwertyuiopasdfghjklzxcvbnmqwertyu iopasdfghjklzxcvbnmqwertyuiopasdfg hjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiopasdfghjklzxcvbnmqwertyuiop asdfghjklzxcvbnmqwertyuiopasdfghjk lzxcvbnmqwertyuiopasdfghjklzxcvbn mqwertyuiopasdfghjklzxcvbnmqwert yuiopasdfghjklzxcvbnmqwertyuiopas dfghjklzxcvbnmqwertyuiopasdfghjklz xcvbnmqwertyuiopasdfghjklzxcvbnm qwertyuiopasdfghjklzxcvbnmqwertyu iopasdfghjklzxcvbnmqwertyuiopasdfg hjklzxcvbnmqwertyuiopasdfghjklzxcv bnmrtyuiopasdfghjklzxcvbnmqwertyu iopasdfghjklzxcvbnmqwertyuiopasdfg hjklzxcvbnmqwertyuiopasdfghjklzxcv bnmqwertyuiopasdfghjklzxcvbnmqw服装工艺流程课程设计衬衫工艺流程设计作者:08级服工营销班吴婉婷学号:40806010114 指导老师:蒋晓雯课程设计计划书已知条件:年工作时间250天×7.5小时/天浮余率25﹪编制效率85﹪以上工人出勤率任务:某品种服装厂要求:1、选择设计产品方案2、缝制工艺编制3、缝制车间设备配置4、全厂劳动定员编制5、全厂总平面布局6、技术经济指标目录一、前言二、设计产品方案1、款式图2、工艺流程3、工艺过程4、产品质量三、缝制工艺编制1、意义2、原则3、工序分类及表示方法4、工艺流程图设计5、工序划分时间表四、机械设备的配置与排列五、全厂劳动定员编制六、工厂总平面布局七、企业经济技术指标附表一、女衬衫工艺流程图附表二、女衬衫缝制车间布局图附表三、工厂总平面布局图前言服装行业是我国国民经济的重要组成部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)查領(1)先查后領
(2)查領(2)再查前領
(3)查左夾左袖
(4)查右夾右袖
(5)查前幅
(6)查左側骨
(7)查右側骨
(8)查后幅
(9)查后幅左手邊夾及袖
(10)查后幅右手邊夾及袖
(11)查后幅腳
(12)以上檢查如有問題的部份用木夾夾好,漏針交補衣修補,爆縫盤返縫,完成一打后綁好分批,
分碼,分色移交洗水部
纽门工序工艺流程
(1)點粉架(點完粉后要把點粉架蓋好)
(2)點粉(1)(面對計右手邊是領位,先點開鈕門這
邊貼)
(3)點粉(2)(面對計左手邊是領位,再點釘鈕扣那
邊貼)
(4)整理防衛罩(1)防衛罩要整理穩固
開(5)整理防衛罩(2)調好齒輪密度,決定刀片型號
及配好線
(6)開鈕門(1)笛意領位鈕門方向
(7)開鈕門(2)留意羅紋腳鈕門的位置
(8)開鈕門(3)留意腳位鈕門的距離
(9)釘鈕(1)設置好鈕扣規格
(10)釘鈕(2)對正點粉位釘準
(1)對資料(對原辦,主嘜,洗水嘜,款號等)
(2)檢查主嘜位置(倒針是否合適,有無露底線,檢
查嘜頭車后是否正中位)
(3)從領位查起(看有無漏針,有無不同缸)
(4)檢查夾位(1)(從左夾左袖開始)
(5)檢查夾位(2)(再到右夾右袖)
(6)檢查側骨(1)(從左側骨開始留意羅紋腳)
(7)檢查側骨(2)(再到右側骨要留意羅紋腳)
(8)檢查腳嘜
(9)檢查前幅衫身
(10)翻檢查后幅衫身
(11)好衫交度呎人員收走按生產單呎吋要求度呎(身長,膊闊,胸闊,腳闊,左袖長,左夾,左臂闊,左袖口臂,領闊,前領深,后領深,右袖長,右夾,右臂闊,
右袖口闊)
(12)以上檢查凡是有問題的衫都要用記號線打上
作為標記,退回復查,補衣處理
(13)度好衫分批,分碼,分色擺放整齊上貨架待包
裝
(14)做好每天的相關記錄。