23_部品异常处理联络单
品质异常联络单

质管组: 审批意见:
生产组:
生产组:
接收: 问题描述:
□ 来料检验发现 物料名称:
。
□ 生产过程发现 制成品名称:
发生问题:
□ 入库检验发现 制成品名称:
合格率:
合格率低于99%。
□ 出货检验发现 制成品名称:
合格率:
。合格率低于0.2%。
□ 售后检修发现 制成品名称:
,编码: ,编码: ,编码: ,编码: ,编码:
异常类型 1、□设计缺陷或不足 2、□工程资料有误 3、□设来料检验失误 4、□特采来料不良 5、□生产线作业不良 6、□仓库发料错误 7、□生产设备故障 8、□下单错误或其他 临时处理或处置方案:
责任组
原因分析:
,要求型号规格:
品质异常联络单
年月日
实际来料为:
,在进行
(工序)操作时,
。
,送检数量:
,(首次)检验合格总数:
,检验数量:
,检验合格总数:,Leabharlann ,故障现象: 。确认:
预防/纠正措施(由责任组责任人填写回复)
生产组:
质管组:
落实完成时间: 解决/纠正方案验证:
审核:
责任组负责人:
异常工时和材料明细:
产品品质异常联络单,格式
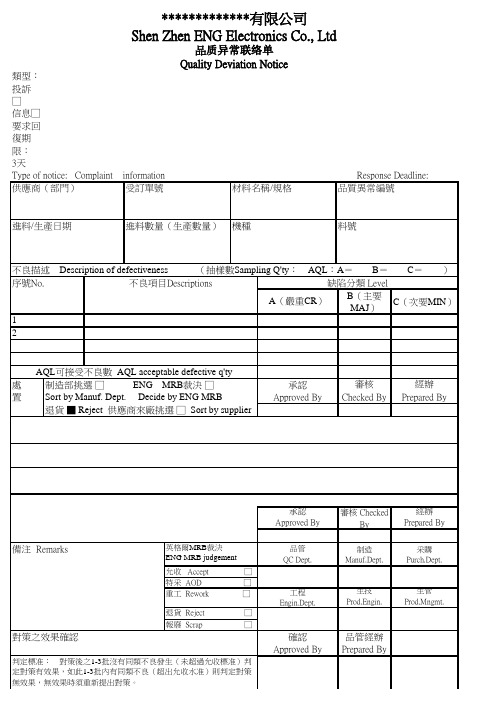
品质异常联络单 Quality Deviation Notice
類型: 投訴 □ 信息□ 要求回復期限: 3天 Type of notice: Complaint information Response Deadline: 供應商(部門) 受訂單號 材料名稱/規格 品質異常編號
進料/生產日期
進料數量(生產數量)
機種
料號
不良描述 Description of defectiveness (抽樣數Sampling Q'ty: AQL:A= B= C= ) 序號No. 不良項目Descriptions 缺陷分類 Level B(主要 A(嚴重CR) C(次要MIN) MAJ) 1 2
審核Checked By
經辦 Prepared By
承認 Approved By
審核 Checked By
制造 Manuf.Dept.
經辦 Prepared By
采購 Purch.Dept.
備注 Remarks
英格爾MRB裁決 ENG MRB judgement 允收 Accept 特采 AOD 重工 Rework 退貨 Reject 報廢 Scrap □ □ □ □ □
品管 QC Dept.
工程 Engin.Dept.
生技 Prod.Engin.生管 Prod.Mngmt.
對策之效果確認
判定標准: 對策後之1-3批沒有同類不良發生(未超過允收標准)判定 對策有效果,如此1-3批內有同類不良(超出允收水准)則判定對策無效 果,無效果時須重新提出對策。 Verification of countermeasure effectiveness:No recurrence(or within AQL acceptable defective q'ty)in the 1st to 3rd batch after the coutermeasure is applied will be considered as "Effective".Otherwise,"Ineffective" and a new countermeasure should be proposed.
品质异常联络单
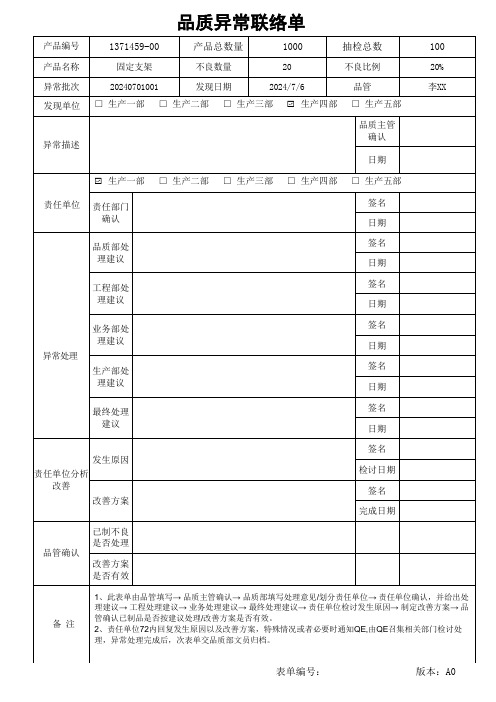
产品编号
1371459-00
产品总数量
1000
抽检总数
100
产品名称
固定支架
不良数量
20
不良比例
20%
异常批次
20240701001
发现日期
2024/7/6
品管
李XX
发现单位
□ 生产一部 □ 生产二部 □ 生产三部 ☑ 生产四部 □ 生产五部
异常描述
品质主管确认
日期
责任单位
☑ 生产一部 □ 生产二部 □ 生产三部 □ 生产四部 □ 生产五部
2、责任单位72内回复发生原因以及改善方案,特殊情况或者必要时通知QE,由QE召集相关部门检讨处理,异常处理完成后,次表单交品质部文员归档。
表单编号: 版本:A0
责任部门确认
签名
日期
异常处理
品质部处理建议
签名
日期
工程部处理建议
签名
日期
业务部处理建议
签名
日期
生产部处理建议
签名
日期
最终处理建议
签名
日期
责任单位分析改善
发生原因ቤተ መጻሕፍቲ ባይዱ
签名
检讨日期
改善方案
签名
完成日期
品管确认
已制不良是否处理
改善方案是否有效
备 注
1、此表单由品管填写→品质主管确认→品质部填写处理意见/划分责任单位→责任单位确认,并给出处理建议→工程处理建议→业务处理建议→最终处理建议→责任单位检讨发生原因→制定改善方案→品管确认已制品是否按建议处理/改善方案是否有效。
品质异常联络单1
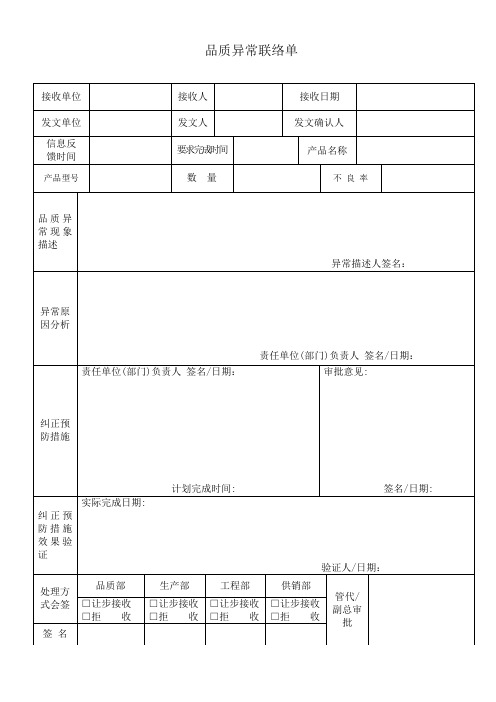
接收单位
接收人
接收日期
发文单位
发文人
发文确认人
信息反
馈时间
要求完成时间
产品名称
产品型号
数量
不良率
品质异常现象描述
异常描述人签名:
异常原因分析
责任单位(部门)负责人签名/日期:
纠正预防措施
责任单位(部门)负责人签名/日期:
计划完成时间:
审批意见:
签名/日期:
纠正预防措施效果验证
实际完成日期:
验证人/日期:
处理方式会签
品质部
生产部
工程部
供销部
管代/副总审批□让步接收□拒 收来自□让步接收□拒 收
□让步接收
□拒 收
□让步接收
□拒 收
签名
品质异常联络单

品质异常质量人员的工作职责之一是及时发现反馈生产中的品质异常情况,督促现场实施改进措施,跟踪改进效果,以确保只有合格产品才能转让。
到下一道工序生产出高质量的产品。
质量人员的工作职责1,熟悉流程控制范围2.进料确认3,按工作指导书的规定进行检查(初次检查,检查)4.制作相关质量记录5,及时发现反馈生产中的异常质量,督促现场采取改进措施,跟踪改进效果6.特殊产品的跟踪和质量记录7.及时提醒现场清楚标明所有材料和成品,以免造成混淆8.及时纠正操作者的非法操作,并敦促其按照工作指导进行工作9.在下一步中确认产品的质量和标识品质异常的可能原因生产现场的品质异常主要是指在生产过程中发现来料和自制零件批次不合格或有批次不合格的趋势。
品质异常的原因通常包括:A.不合格的进料包括以前工作程序和车间的不合格进料B.员工的操作不规范,不遵守工作说明。
新员工在上岗时没有经过培训或没有达到要求。
C.夹具的定位不正确D.设备故障E.由于身份不明混合F.图纸和技术文件是错误的。
品质异常的一般处理流程1.判断异常的严重程度(与数据交谈)2.及时反馈质量负责人和生产延期,并共同分析异常原因(不良率高时,应立即下线停产通知)3.找出异常原因后,将异常反馈给相关部门(1)反馈来料原因并完善工作流程(2)将人为因素反馈给生产部门进行改进(3)机器原因反馈设备部(4)流程原因反馈给工程部(5)测量误差反馈测量工程师(6)反馈工程部门原因不明4,各有关部门提出改进措施,督促IPQC实施5.跟踪改进效果,改进OK,如果出现此异常,则关闭案例,如果改进无效,则继续提供反馈。
品质异常联络单
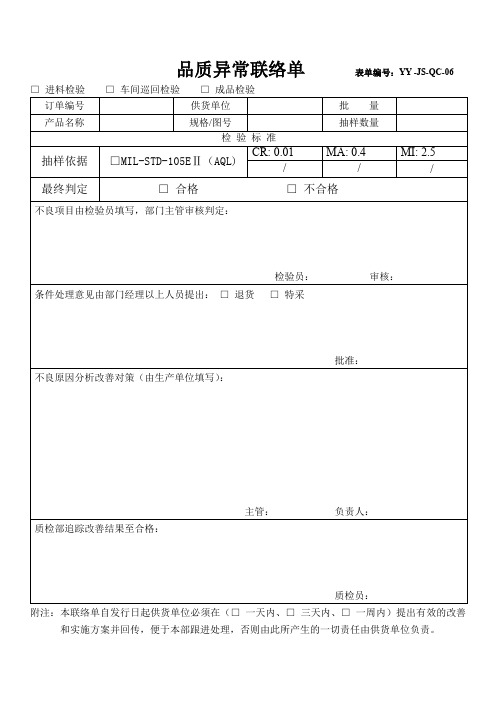
品质异常联络单表单编号:YY -JS-QC-06附注:本联络单自发行日起供货单位必须在(□一天内、□三天内、□一周内)提出有效的改善和实施方案并回传,便于本部跟进处理,否则由此所产生的一切责任由供货单位负责。
抽样说明及注意事项1、定义(GB/T2828.1—2003/ISO 2859—1:1999)计量值抽样计划表之内容。
系统出货时已内含标准值。
即检验水平为一般水平I、II、III三级与宽严程度(减量、正常、加严)对应之批量、抽样数、允收水平、合格数、不合格数之对应关系。
如有特殊要求时,可由负责单位自行设定之。
2、AC是指抽样样本中可允许之最大不良数或缺点数,称为允收数;RE是指拒收数。
AQL:允收水平(Acceptable quality level之简称),指令消费者满意的送验批所含的最大不良率。
换言之,若生产者之产品,其平均不良率小于或等于AQL时,理应判定为合格而允收之。
3、决定检验程度:检验开始时,一律采用正常检验,除非负责单位另有指示。
例如AQL=1%,某批进货数量1000及采用检验水平(II)时,试求其正常检验之抽样计划?由本表查得单次抽样计划为:抽样数量80个,AC=2,RE=3,1000个中抽取80个样本检验,其中含有不良数m,则表示:m <= AC(2个) 允收该批m >= RE(3个)拒收该批4、GB/T2828.1—2003/ISO 2859—1:1999之使用程序可分为下列步骤:①根据买卖双方之约定,选择AQL②决定检验水平③决定批量大小,并根据表A求样本大小之代字④决定适当之抽样计划(单次、双次或多次抽样)⑤决定适当之抽样计划表⑥一般先采用正常检验,再根据转换程序转为减量或加严检验宇煜五金品质部整理2014/6/28产品质量检验日报表表单编号YY-JS-QC-6注:此表由检验员填写并经相关部门审核后,于每天早上八点三十分前提交副总办!。
XXXX-XXX-XX 品质异常联络单
评
审
特采
结 副总/品质主管: 果
审核: 审核:
承办:
日期:
第
一
联
:
品
承办:
日期:
管
第 二 联 : 生 产
审核:
处理意见
承办:
日期:
确认人
日期:
重工 报废
验证数据/允收 依且据将:数(据如记允录收 下)
验证/允收部门:
承办: 准:
核
表单编号:XXXX-XXX-XX
Logo区域
报告 编 客户 批量 批号
品 异常描述: 管 填 写
原因分析:
深圳XXXX科技有限公司
品质异常联络单
班别:
品名
料号
不良数ห้องสมุดไป่ตู้
不良率
异常时间
备注
承办:
日期:
核准:
临时改善措施:
责
任
单
位
填
写
核准:
长期改善措施:
品 改善验证: 管
填 写
不
会签部门
合
工程部
格
品管部
物
料
生产部
评
生管部
审
业务部
最
允收
终
选别
品质异常处理联络单
审核:
表单编号:QR-751-19 A/0
8. 其它: 临时处理或处置方案:
工程部: 纠正/预防措施方案(此栏由责任单位填写回复):
品质部:
落实完成时间: 解决(纠正)方案验证:
审核:
责任部门回复:
异常工时与材料明细:
品管: PMC部意见:
PE:
生产:
PE:
线长:Βιβλιοθήκη 回复: 最终意见审批:执行方式 :问题反馈 → 确认 → QE/PE → 责任单位或供应商 → 品质部归档
品质异常联络单
TO:
问题 / 现象描述:
日期:
线在生产 (制令单号: ,订单数量: (物料编号: PCS,不良品
异常类型
年
月
日
PCS)产品时,发 ),已
现 生产 PCS,不良率:
责任部门 原因分析:
,类似问题已反映
确认:
次。
班组长/QC:
1. 2. 3. 4. 5. 6. 7.
设计缺陷或不足 工程资料(文件)有误 来料检验失误 特采来料不良 生产线作业不良 仓库发料错误 生产设备故障 工程部:
品质异常联络单

☐已处理Disposed
☐未处理,请说明Undisposed,pls explain:
2.措施执行情况Implementation measures inspection
☐已执行可接收Implemented and accepted
☐未执行,请说明Unimplemented,pls explain:
☐其他
Others
问题描述
Problemdescription
临时对策
Temporaryactions
原因分析
Root causes
发生原因/流出原因Occurrence cause / Outflow cause(5M1E):
永久对策
Permanent Actions
效果确认
Effect confirmation
模具编号
Mold No.
机台
Mac No.
订单指令
OrderNo.
批次编号
BatchNo.
销售指令
Sales order
批次数量
BatchQty
不良数
Qty
不良率
Def rate
传递
To
☐冲压制造部STP
☐质量部QM
☐冲压模具部STM
☐模具制造部STP Mould
☐物控计划部PMC
☐采购部PUR
☐设备设施部TEF
异常单编号Abnormal no.:
异常类型
Non-conformity types
☐初发
Incipient
☐再发(第___次)
Recurrence
日期/时间
品质异常联络单

品质异常联络单
品质异常联络单
一、确认发生质量异常的产品
确定发生质量异常产品的步骤主要有三步:首先,要分析不良类型;其次,要分析不良程度;最后,清点问题岗位的不良品数量。
1、分析不良类型
外观不良,根据具体的不良部位判断是哪个工位出了问题
性能不良,就拆开产品进行全面检查,查找原因
尺寸不良,就需对设备和操作进行全面分析,查出不良原因
2、分析质量异常产品的不良程度
如果轻微不良,不影响产品使用性能,班组长可以安排技术好的人员对其进行维修处理,维修好了进入下一个工序或入库。
如果维修不好,产品的性能和使用寿命会受到影响,班组长就要安排材料人员申请报废了。
如果一开始就确认产品严重不良,根本不属于可维修范围,这时,可以直接申请报废。
如果出现的不良以前从未发生过的,班组长无法确定产品不良的程度,就有必要暂时停止生产线的生产,并立即向上级领导汇报,等待领导下达处理意见,这样就能避免不良品数量的增多。
品质异常联络单[空白模板]
![品质异常联络单[空白模板]](https://img.taocdn.com/s3/m/414462d5580216fc710afdb0.png)
异常发生场所: □进料 □制程
厂商名称
机种
AQL
Cr Ma Mi
允许标准 异常内容:
□出货 □返修品 品名 批量 抽样数 不良数 不良率
□其它
材质/规格 HSF 要求 工艺/颜色 进料日期 检验日期
部门 1.品质部 2.工程部 3.计划部 4.采购部 5.生产部 6.品质部最 高主管裁决 异常原因分 析:
改善预防对 策:
改善效果确 认:
备注(针对 外□厂1来.供料应部商
收□到品2.质特异殊常情 况下由我司挑
审核: 相关部门会签 处理意见
确认:
检查员: 签名责任单位填写确认:责任人:
确认: 确认:
责任人: 责任人:
表单管理编号:XX-XXX-XX
记录保存期限:一年
供应商品质异常联络单

XXXXX有限公司
供應商品質異常聯絡單
填表日期:08.年10月13日
進貨廠商
進貨日期
處理緊急度
□急件□一般件
項目
品名規格
進貨數
不良數
抽驗數
不足數
不良率
總價
品質異常描述
配圖
發生工段:□進料□制程□出貨檢驗□客戶反饋
發生頻率:□第一次□第二次□多次發
品管判定:□特采□挑選□退貨品管主管:經辯:
會簽
采購
生管
工程
品保
總經理
原因分析
糾正及預防措施廠商回複分析者:源自審核:作成:效果確認:
備註:廠商收到此單後,如爲“急件”請於4小時內予以回復;如爲“一般件”請於24小時內加以回復
内部品质异常联络单

异常描述人签名:
异常原因分析
责任单位(部门)负责人签名/日期:
纠正预防措施
责任单位(部门)负责人签名/日期:
计划完成时间:
审批意见:
签名/日期:
纠正预防措施效果验证
实际完成日期:
验证人/日期:
处理方式会签
品质部
生产部
工程部
供销部
管代/副总审批
□让步接收
□拒 收
□让步接收
□拒 收
□让步接收
□拒 收
□让步接收
□拒 收
签名
内部品质异常联络单品质异常联络单接收单位接收人接收日期发文单位发文人发文确认人信息反馈时间要求完成时间产品名称产品型号数量不良率品质异常现象描述异常描述人签名
内部品质异常联络单
内部品质异常联络单
品质异常联络单
接收单位
Hale Waihona Puke 接收人接收日期发文单位
发文人
发文确认人
信息反
馈时间
要求完成时间
产品名称
产品型号
数量
不良率
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
异常阶段: 责任单位: 部品名称: LOT NO 发 现 异 常 单 位 填 写
□A品质异常
来料 初工程
制程 研磨 模号 发生时间
成品 组装
委外加工 品保 图番 数量
客诉 供应商
其他 其他 客户 不良率 % 其他
1.超过工程记录中指定的异常值 2.作业监视中发现的半成品,成品的异常 4.在制造工程中部品的异常(损失成本报告书发行)
检验员/日期:
设计不良
原因分析:
责 任 部 门 填 写
审核/日期: 临时对策 审核/日期:
分析人/日期:
责任人/日期:
长期对策:
审核/日期: 暂时结案/待确认 品 保 课 填 写 品管效果确认:
责任人/日期: 重开联络单 未结案 结案
部长/确认
课长/日期:
检验员/日期:
备注: 1、当责任单位接收到《异常处理联络单》后,在1天内提出对策,并回复至发现异常单位及品管部 (如特殊情况下可允许延后3天时间回复); 2、确认原因复杂未能于上述期限内完成时,应事先发现异常单位及品管部说明;
3.作业监视中发现的部品的异常
异常区分
□B设备、测量器异常 1.设备、测量器的故障及日常,定期点检时发现的异常 2.制造设备异常停止时对产品有影响方面的异常(包括异常停电、停水造成的设备异常停止) □C环境异常 1.作业环境异常(水灾、火灾、地震、雷击、停水、停电、期它….等)
异常描述:
班长确认/日期: 品 保 课 填 写 异常处理 制造确认/日期: 临时处理 制造确认/日期: 作业方法 材料原因 选别 加工 继续生产 停线 设备维修 品管确认/日期: 特采 品管确认/日期: 机器原因 模具原因 设备原因 报废 其它