品质异常处理流程模板
品质异常处理单 模板

品質異常處理單
□環保異常 提出
□非環保異 常
機種
單位 工令
型號 工令單
單號 不良現象分類及說明﹕□電氣
異
數量
常
狀
況 環境管理者代表﹕
核准﹕
□原物料 審核﹕
不良 □ 在制品 影響
□庫存成品
□在途中
緊 急 對 策
效 果 確 認
真
因
分
析
核准﹕
責 任 單 位: 長
期
對
策
追 □有效 蹤 □ 無效 確 確認單位 : 認 環境管理者
代表﹕
核准﹕ □生產資材
審核﹕
審核﹕ □品保工程
_
處理單號 碼: 提出日
期 超領數
量 □外觀
品檢IPQC確認
提出﹕ □客戶端
品保 確認 工程 確認
生產 確認 資材 確認 品保 確認 工程 確認 生產 確認 資材 確認
提出﹕ 預計完成日
提Hale Waihona Puke ﹕確 認:
电子厂品质异常报告模板
电子厂品质异常报告模板# 电子厂品质异常报告模板## 1. 异常报告概述报告编号报告日期报告人员相关部门异常报告编号异常报告日期报告人员姓名涉及的部门名称异常描述:简要描述品质异常的情况,包括异常现象、影响范围及程度。
异常类别:根据问题类型进行分类,如制造问题、设计问题、供应商问题等。
## 2. 异常详细描述### 2.1 异常发现过程描述异常是如何被发现的,包括异常现象、发现时间、发现人员等。
### 2.2 异常处理过程描述异常处理的步骤和流程,包括分析、解决方案制定、执行等。
### 2.3 异常影响范围描述异常可能对产品质量、生产进度、客户满意度等方面产生的影响范围。
### 2.4 异常根本原因根据对异常的分析和调查结果,总结出异常发生的根本原因,可以采用“五为法”进行分析。
### 2.5 解决方案及措施针对异常问题,提出相应的解决方案和措施,包括制定改进流程、人员培训、质量标准调整等。
### 2.6 异常过程改善措施效果评价经过实施改善措施后,对异常过程进行评价,包括异常指标的改善情况、效果评估等。
## 3. 异常总结与建议### 3.1 异常总结对异常情况进行总结,包括异常的主要原因、处理过程及效果。
### 3.2 异常建议根据对异常的分析和总结,提出相应的改进建议,以避免类似的异常问题再次发生。
## 4. 异常报告审批部门负责人日期部门负责人姓名审批日期## 5. 附件附件可以包括异常报告相关的文件、照片、数据等。
通过此电子厂品质异常报告模板,可以系统记录、分析和解决电子厂品质异常问题。
及时、准确地记录异常情况,并提出相应的解决方案和改进建议,可以为电子厂提高产品质量和生产效率提供有力的支持。
通过对异常问题的分析和处理,电子厂可以不断优化改进流程,提高质量控制水平,以满足客户的需求和期望。
不合格品的处理程序和处理措施

对严重不合格品或无法满足基本使用要求的不合格品,应予 以拒收。需要与供应商或生产厂家协商解决,并进行相应的 索赔和追偿。
03
不合格品的处理措施
纠正措施
识别问题
明确不合格品的问题所在,收集相关信 息,如不合格品的数量、批次、产生原
因等。
评审
组织相关部门或专家对不合格品进行 评审,分析问题的严重性和影响程度
案例三:某医疗器械公司的持续改进措施
总结词
某医疗器械公司对于不合格品,采取了持续改进的措施。
详细描述
该公司对不合格品进行了详细的原因分析,并根据分析结果,采取了针对性的持续改进措施。这些措施包括优化 生产流程、加强原材料质量控制、提高员工技能和意识等。通过这些措施的实施,该公司有效地减少了不合格品 的产生,提高了产品质量。
不合格品的处理 程序和处理措施
汇报人: 日期:
目录
• 不合格品概述 • 不合格品的处理程序 • 不合格品的处理措施 • 不合格品处理案例分析
01
不合格品概述
不合格品的定义
不合格品定义
未满足规定要求或规范的产品或部件,包括性能 、可靠性、安全性等方面不符合要求的情况。
范围
涵盖各种产品或部件,包括原材料、半成品、成 品等。
对相关人员进行培训和教育,提 高其质量意识和技能水平,增强 对不合格品的敏感度和处理能力 。
04
不合格品处理案例分析
案例一:某电子产品制造公司的返工处理
总结词
在某电子产品制造公司,对于不合格品,采取了返工处理的方式。
详细描述
该公司对不合格品进行了识别和分类,对于可修复的不合格品,组织技术团队进 行返工修复,以确保其达到合格标准。在返工过程中,还对不合格品进行了原因 分析,并采取了相应的预防措施,以避免类似问题再次发生。
供货品质异常分析及改善报告模板

M材料改善报告---P4: 根本原因分析(Root Cause Analysis)
可能原因
现象特征匹配
发生站点匹配
发生概率匹配
再现验证匹配
设备故障
√
√
√
√
说明
该原因导致的不良现象和异常现象是否一致
LILY
2024年3月11日
采购中
M材料改善报告---P6:效果确认(effect confirmation)
设备走动机构报修后,当日已经修好,因此其他M材料没有此种情况;经过本次与现场使用人员沟通,我们待改进设备的行走稳定性,用以实现M材料涂层的更加均匀。此机构的优化计划在本月底以前完成,届时,将提供完善后的产品状态照片。
3D 临时对策
4D 原因分析及验证
5D 改善措施及验证
6D 改善执行及效果确认
7D 预防措施
JACK
工艺
★
★
★
★
LILY
品质
★
★
★
★
★
★
SURE
工程
★
★
★
LUCY
生产
★
★
★
★
★
JULY
业务
★
★
★
M材料改善报告—P3:临时对策(Temporary countermeasures)
现象描述 成立小组 临时对策 原因分析 永久措施 有效验证 措施标准化 客户确认
位置
数量
处理方法
处理结果
完成日期
备注
客户端
1
退回补货
根据客户安排
在库
品质异常反馈单处理模板
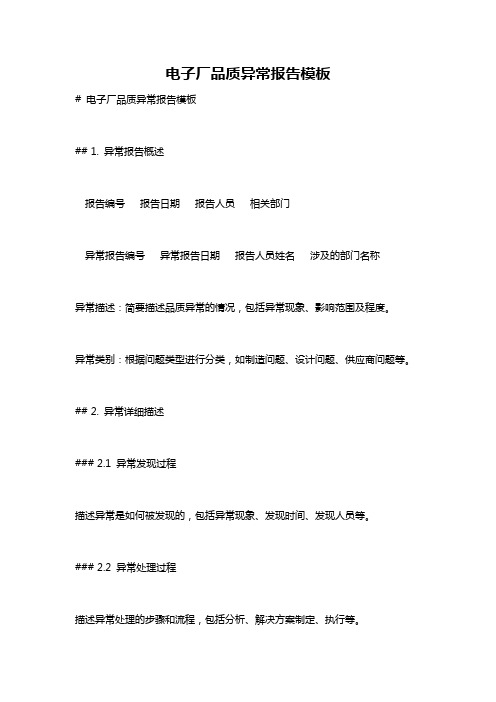
1、磁芯发放后有专门的人员进行磁芯核对 2014-2-25
3-3 步
5 WHY分析 骤 Why1 为什么会混料
发生原因 投产发料时发错
Why3 为什么区域无划分、 为什么发料会发错料 作业无指示、工作无 确认 物料摆放区域及发放 对一项工作的开展、 区域无防混划分,发 实施,从生产流程上 料工作无防呆作业指 、管理系统上的考虑 示、发料后无人进行 欠缺
反馈单编号
批准
审核
李四
作成
张三
WWW252010下单磁芯混料异常反馈单
报告日期:2014-2-25 1
王五
发生状况
现象 发生率 内容 处置内容
2
确认事实
要因分析 生产中制品的品质状况 2-2 异常品的生产状况 2-3 隐患批次确认 批号为PF2S9988-01-MF 、型号为 WWW252010HR47 2-4 要因分析 1、磁芯的摆放混乱、易导致发料时拿错 2、磁芯发放时无固定位置、容易在发料过程 混料 3、对发料工作无防呆管控、多种磁芯同一时 间发料,易出现混料情况 4、发料后无人进行核对、导致混料后不易及 时发现
Why2
Why4 Why5 教训(从此次投诉中受到何等启发) 为什么会出现生产流 为什么没有对工作的 开展一项工作需要在流程上、管理上进行系统性的规划、 程及管理系统上考虑 开展实施进行系统性 落实及跟进,只有这样才能使工作中出错少、产品隐患少 欠缺的问题 的规划、落实、跟进 、客户投诉少. 未对工作开展实施进 工作经验不足、工作 行系统性的规划、落 思路不清晰 实及跟进
PDF created with pdfFactory trial version
深圳XXX电子股份有限公司
第1页,共2页
品质异常通知处理单模板

□人(Man) □机(Machine) 矫正补救措施(暂时改善对策):
□料(Material)
□法(Method)
□环(Environments)
预防措施(永久改善对策):
技术部
生产部
仓储部
采购部
责任人: 日 期:
质量部
评 审 单 位 填 写
最终处置: □返工 □返修 □让步接收 □筛选 □拒收 □报废 □降级使用 □其它:
对策改善执行记录
执
行 单 重工后,良品数: 位 不良数: 填 不良率: 写 DPPM:
返工工时:
流程: 检验员/QC 组长判定不合格开单
IPQC 检验 OK
FQC 检验 OK
追踪确忍
批量:
抽样:
效果反馈: □理想
检验员:
不良数: 判定: □不理想 □未落实返工对策
检验日期:
QE 工程师确认 QC 组长确认
质量管理中心总监:
责任单位提出改善措施
生产部实施返工
入库
质量管理中心归档
□让步接收
□特采Leabharlann 责任单位:异常狀況说明 异常原因分析
反映者: 确 认:
异常类別(Variation Item) □材料品质异常(Material) □零件表异常(BOM) □设备异常(Equipment) □制程异常(Process) □人工作业品质异常(Operator) □检测异常(Test) □设计异常(Design)
品质异常通知处理单
收文单位:
编号:
发文单位:
日期:
异常地点 □IQC □IPQC □FQC □OQC □金工 □注塑车间 异常发生时间:
□装配线 □物流仓库 □客戶品质代表 □技术部
不合格品处理制度模板(二篇)

不合格品处理制度模板一、本制度适用于本厂原材料验收、产品生产过程和使用现场不合格品及成品检验不合格的控制等范围;二、本企业授权检验人员负责本厂内不合格品的评审现场不合格品的评审由本厂委派的人员负责;三、工作程序按照原料、成品检验和试验中发现不合格品进行标识、评审,确定不合格品的范围和性质;决定并实施不合格品处置方案,并割据不合格品的严重程度和范围,通知生产技术部门,质管部门有关负责人。
产品生产过程中不合格品判定由生产技术人员根据标准作出评审,做好质量记录,通知质管部门;四、对原料收购检验时发现的不合格品,一律拒收。
储存过程中发现的不合格品,由仓库保管员作出如下标识:不合格品应设立红色标志另行隔离堆放。
生产过程中产生的不合格品,由该岗位人员根据技术规程规定作出相应标识,有条件时,应与合格品隔离。
不符合规定检验标准的产品,不允许包装入库;五、检验人员对不合格品评审有作出处置决定,由相关人员进行处置。
收购原料时发现不合格,由供应方自行处置。
生产过程中,结于标准允许返工的不合格品,生产人员应按相应标准和技术规程的操作工艺,予以返工,并经检验员重新验证合格后方可放行。
对已判定不合格的成品或经返工仍不合格的产品另行堆放,并做好标识。
原料/成品储存过程中发生的不合格品,由仓管人员进行处置。
现场不合格由本厂委派的人员和客户协商处理办法,做好记录,并写成书面报告交质量管理部;六、处理不合格成品和废弃物时,需方必须在保证购买后不再用于加工食品原料的前提下,主要工业或畜禽之用,形成书面协议文件,否则焚烧,并留存往来票据(影像资料)。
不合格品处理制度模板(二)1.所有员工都必须意识到产品质量的重要性,降低不合格品,提高产品质量是减少成本,提高工作效率的体现。
2.在生产包装过程中,要不断加强机台巡查和工作自检,以此减少不合格品的产生和人为造成不合格品的增加。
3.接触到产品的所有工序员工,懂得慎重将合格品与不合格品进行分离,隔开避免混杂,造成工时成本的浪费。
品质异常处理报告模板
品质异常处理报告模板嘿,大家好!今天咱们聊聊品质异常处理这事儿。
别看这个话题听上去挺严肃的,其实也是个充满趣味的领域。
说到品质异常,就像咱们生活中总会遇到的小麻烦,可能是你早上想喝咖啡,结果发现杯子破了,或者你心心念念的外卖晚到了。
品质异常报告就像是给这些小麻烦贴个标签,帮咱们一块儿理清楚到底是怎么回事。
处理品质异常就跟给生活解压一样,得找出症结,才能轻松解决。
咱得看看异常的来源,像捉迷藏似的,得找出来。
有没有什么环节出问题?是材料不达标,还是生产过程中的小插曲?这就像去超市买水果,挑了半天,结果买回来的苹果上面有虫眼,心里那个五味杂陈啊!得仔细分析,看看是哪个环节没照顾到,绝对不能让这种情况再发生。
咱可不想把质量问题当成日常生活的一部分,简直太扎心了!再来说说影响,这可是大事儿。
品质异常不仅仅是产品的问题,还可能影响到客户的体验,影响到咱们的品牌形象。
这就像是在一场宴会上,结果菜没做好,宾客们全都挑剔,心里头直犯嘀咕。
处理不好,可就得不偿失。
咱们可不能让客户失望,得让他们觉得买咱的东西是物超所值,心里美滋滋的。
就该说说解决方案了。
这儿可是大显身手的时刻。
想想办法吧,看看是不是可以通过改进工艺,或者加强质量监控来避免类似问题。
就好比是咱们家里的小问题,换个灯泡、修个水龙头,总能找到解决的办法。
最重要的是,咱们得把每个步骤都记录下来,就像在日记里写今天的点滴,这样才能保证下次不再犯同样的错误,毕竟一失足成千古恨嘛!处理异常的过程中,沟通也很重要。
无论是跟同事还是客户,及时反馈才能让大家都心里有数。
想象一下,如果你在工作中发现了问题,结果没人跟你说,就自己一个人憋着,心里肯定不舒服。
咱们得形成一个良好的沟通机制,让每个人都能畅所欲言,这样大家都能齐心协力,共同打击品质异常,才能把问题扼杀在摇篮里!得给自己留点反思的空间,认真总结一下处理品质异常的经验。
反思不是什么丢人的事儿,恰恰是让咱成长的好机会。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品质异常处理流程
(公开文件,共4页)
一、目的:
规范品质异常处理流程,提高品质异常处理的时效性,确保来料质量及生产的正常运转,同时满足顾客的质量要求。
二、范围:
适用于本公司来料、制程、出货品质异常的处理。
三、定义:
3.1
来料品质异常:
a、不符合相关检验标准要求,且不良率超过质量目标时;
b、合格物料制程中发现重点物料不合格时;
c、有经过改善且有效果确认,但又重复发生品质异常时。
3.2
制程品质异常:
a、使用不合格的原料或材料;
b、同一缺陷连续发生;
c、不遵守作业标准或不遵守工艺要求;
d、机械发生故障或精度磨损;
e、其他情形影响到产品质量时。
3.3
出货品质异常:
a、客户投诉或抱怨;
四、职责
4.1
来料品质异常:
品质:a.负责填写《品质异常联络单》“异常描述”部分;
b.负责将《来料检验报告》、《品质异常联络单》发送于采购,抄送工程、生产;
c负责品质异常改善结果确认。
采购:负责将《来料检验报告》、《品质异常联络单》发送给供应商并及时与供应商联系跟踪供应商及时回复“原因分析”“纠正与预防措施”并将结果回复品质部.
4.2
制程品质异常:
品质部:
a,负责品质异常之最终判定;
b,负责确认品质异常责任部门;
c,负责主导品质异常案例的处理过程;
d,负责对责任单位的改善结果进行追踪确认
异常责任单位:
a负责品质异常的原因分析,提出临时措施及长期改善对策并执行。
生产部:
a负责品质异常的改善和预防措施的实施及验证改善措施的有效性;
其它相关单位:
a在需要时进行异常改善的配合
4.3
出货品质异常:
品质部:
a负责将品质异常通知各部门及确定责任部门;
b负责异常改善后的跟踪确认;
c负责处理客户抱怨
异常责任单位:
a负责品质异常的原因分析,提出临时措施及长期改善对策并执行。
生产部:
a负责品质异常的改善和预防措施的实施及验证改善措施的有效性;
营业部:
a负责将客户抱怨反馈给相关部门。
其它相关单位:
a在需要时进行异常改善的配合
五、工作程序:
5.1
进料品质异常:
5.1.1
依相关检验标准判定不合格,针对不合格物料标示“不合格”,并立即移至不良品区域。
5.1.2
异常成立4小时内开立《品质异常联络单》通知采购。
5.1.3
采购接《品质异常联络单》后4小时内转责任供应商。
5.1.4
供应商需于1个工作日内针对异常物料提出临时对策,如对异常内容有疑问,需在4
小时与品质相关人员确认清楚。
5.1.5
供应商必须在《品质异常联络单》要求的期限前(如无明确要求,默认为《品质异常联络单》发出后2个工作日内)回复完整的改善方案。
5.1.6
品质部对供应商回复内容进行确认,针对改善措施不合格部分予以退件,要求供应商重新回复。
改善措施合格,则报告予以归档,跟踪后续进料品质状况,依5.1.7执行。
5.1.7
针对供应商改善后产品加严检验,连续追踪3批无异常予以结案,转正常检验;连续追踪3批中途发现不良现象仍存在,则重复5.1.2-5.1.7。
5.1.8
如供应商改善措施回复后连续2个月无进料,则强制结案,后续进料依正常检验执行。
5.1.9
如同一质量问题连续发起两次品质异常,验证结果无明显改善,则需采购部组织召开供应商评审,决定是否需要取消供应商资格。
5.2
制程品质异常:
5.2.1
发现制程产品不良,应立刻停止加工。
5.2.2
如异常属现场作业人发现,需立即找品质部确认不良现象可否接收。
如异常可接受则继续生产,不可接收依5.2.3执行。
5.2.3
依相关检验标准进行判定,确认不良成立时,应开具《检测不良记录表》。
5.2.4
将不合格内容标识在工件上,立即移至不良品区域。
5.2.4.1
不良品如以进行返工、返修达到合格要求,则由品质部发出《不良返修报告书》,生产对不良品进行返工、返修,返工返修后需交付品质进行检验,合格品进行出货区,品质回收报告书,统计返修用时,交返修者签名。
5.2.4.2
判定重做时,生产1小时内填写补料单,交工程确认后,同《异常分析报告》一起交采购,采购1小时内下加急采购单,生产跟进材料,所有工序加急处理(如内部制程超出负荷,可申请外协)。
如影响出货交期,营业客户客户交期。
5.2.5
当异常问题严重,品质部又不能明确判定时,则由品质、工程、生产、营业共同会签,品质部开立《品质异常联络单》,责任部门分析原因、改善措施后,发送至营业部,最终由营业转发给客户,营业部负责跟踪客户回复处理结果,并将客户处理结果发给各部门。
5.2.6
生产部按客户处理意见返工或重做(必须要有补料单),营业部1小时内回复客户最终送货时间。
当处理意见为让步接收时,品质部将工件转入出货区,并附上《品质异常联络单》和客户回复的处理意见,出货时此工件不贴合格标签。
5.2.7
制程品质异常开立时机。
5.2.7.1
制程异常属材料所致,需第一时间通知责任单位、品质前往确认,双方判定标准一致,确认异常成立,则开立《品质异常联络单》要求责任单位改善。
5.2.7.2
产品制造过程中如发现产品不良时,品质应开出《检测不良记录表》待工程、品质、制造担当分析出原因找出责任单位后由责任单位进行对策,品质部监控对策实施有效性
5.2.7.3
当产品制造不良时,品质应立即召集工程、品质等单位对问题点进行分析,找出原因和对策,等问题点解决后,方可再生产。
相关不合格品的控制见《不合格处理流程》。
5.2.7.4
品质再现(品质异常重复发生)时,开立《检测不良记录表》,通知生产单位整改。
5.2.8
所有制程中《检测不良记录表》需生产部、工程部进行会签,生产、工程接到品质异常
信息后半小时内需针对异常现象提出临时对策。
5.2.9
责任单位需于《品质异常联络单》或《检测不良记录表》要求期限前,针对异常现象提出长期改善方案。
5.2.10
品质部对责任单位回复内容进行确认,针对改善措施不合格部分予以退件,要求责任单位重新回复。
改善措施合格,则报告予以归档,由品质跟踪后续进料品质状况,依5.2.11
执行。
5.2.11
返工OK产品需重新送品质检验,重新检验合格转入出货区,检验不合格依《不合格处理流程》要求执行。
5.2.12
针对异常改善后产品,品质加严检验,连续追踪3批无异常后予以结案,转正常检验。
5.2.13
如异常发生后连续2个月无生产,则强制结案,后续生产依正常检验执行。
5.3
出货品质异常:
5.3.1
客户投诉或抱怨,由营业将投诉或抱怨内容0.5小时内发给品质部,抄送到生产、工程。
5.3.2
如客户退货返修,依5.2.4.1执行。
5.3.2.1
如客户判定重做时,依5.2.4.2执行。
5.3.3
品质部24小时内分析外流原因及预防措施,并回复给营业部,抄送到生产、工程。
5.3.4
营业部1小时内将品质回复内容确认,并回复给客户。
5.3.5
异常单回复后,由文员统一归档整理/追踪。
5.3.6
改善对策执行后,品质部依对策内容进行追踪确认,连续1个月内无同样异常外流再发,则予以结案。
5.3.7
追踪期内再发则重新开立《检测不良记录表》,依5.3.4-5.3.6执行。