W4Mo3Cr4VSiN钢丝锥表面处理及应用
教授-机电学院-赵立新
赵立新申报晋升教授公示材料所在单位:机电学院任教学科:机械工程——————————————————————————————————学历、资历一、毕业证1、博士毕业证,毕业于中国矿业大学(北京),所学专业机械设计及理论,毕业时间2013年7月2、大学毕业证,毕业于太原理工大学,所学专业机械制造工艺及设备,毕业时间1991年7月……二、学位证1、博士学位证,授予时间2013年6月2、学士学位证,授予时间1991年7月……三、现专业技术职务任职资格名称及取得时间:副教授,2003.12.8外语、计算机能力一、职称英语考试等级、考试合格时间(免试注明免试原因):2007.7二、计算机应用能力考试等级、考试合格时间(免试注明免试原因):2014.7专业技术工作经历(能力)一、任现职以来年度考核情况:2006年度,2012年度,2013年度3次校级优秀,其他年度合格。
二、教学质量测评情况:2010-2011年度教学质量测评优秀三、高校教师资格证书编号及任教学科:20051300070002627,机械工程四、(其它材料,如多,序号顺延)业绩成果一、各种荣誉证书或证明材料1、荣誉称号名称,授予部门,获得时间,本人排名等2、第三届邯郸市青年科技奖,邯郸市委组织部和邯郸市人事局联合授予,获得时间2009年,本人排名第1……二、科研获奖情况1、获奖名称,授予部门,本人排序(证书编号)、时间、等级2、、原位聚合尼龙6/纳米Al2O3复合材料的研制,河北省人民政府,本人第2(2007ZR3001-2),2007.12,三等奖3、高性能复合梯度涂层金属陶瓷的关键技术研究,河北省人民政府,本人第2(2008JB3002-2),2009.3,三等奖4、仿生物骨/纳米聚合物复合材料,河北省人民政府,本人第2(2009ZR3001-2),2009.12,三等奖5、冶金型双金属复合管界面结构优化,河北省人民政府,本人第3(2012JB31002-3),2012.12,三等奖6、机械设计课件,河北省教育厅,本人第1(),2007.9,二等奖……三、科研立项、结项证书及科研成果鉴定、效益情况1、已鉴定科研项目情况1、项目(课题)名称,本人排序,立项时间,立项部门,鉴定(验收)部门,鉴定(验收)时间,完成及鉴定情况2、基于切削可靠性的高速刀具动态特性研究,主持,2009年,河北省自然基金委,省基金委,2012年,已完成会议验收。
刀具的牌号标准
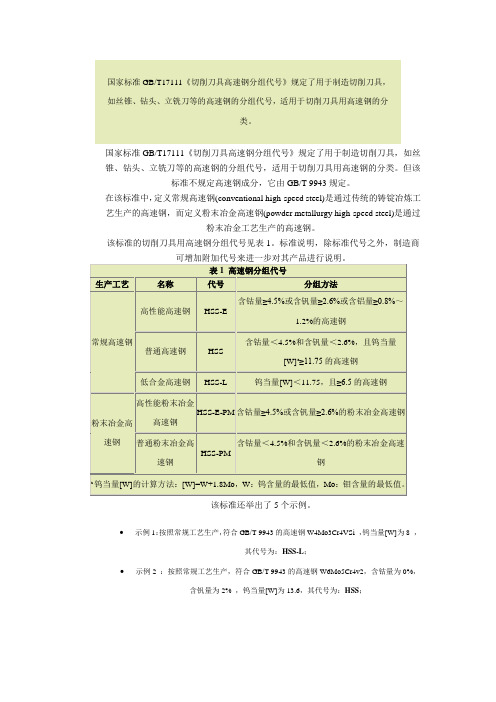
国家标准GB/T17111《切削刀具高速钢分组代号》规定了用于制造切削刀具,如丝锥、钻头、立铣刀等的高速钢的分组代号,适用于切削刀具用高速钢的分类。
国家标准GB/T17111《切削刀具高速钢分组代号》规定了用于制造切削刀具,如丝锥、钻头、立铣刀等的高速钢的分组代号,适用于切削刀具用高速钢的分类。
但该标准不规定高速钢成分,它由GB/T 9943规定。
在该标准中,定义常规高速钢(conventional high-speed steel)是通过传统的铸锭冶炼工艺生产的高速钢,而定义粉末冶金高速钢(powder metallurgy high-speed steel)是通过粉末冶金工艺生产的高速钢。
该标准的切削刀具用高速钢分组代号见表1。
标准说明,除标准代号之外,制造商该标准还举出了5个示例。
∙示例1:按照常规工艺生产,符合GB/T 9943的高速钢W4Mo3Cr4VSi ,钨当量[W]为8 ,其代号为:HSS-L;∙示例2 :按照常规工艺生产,符合GB/T 9943的高速钢W6Mo5Cr4v2,含钴量为0%,含钒量为2% ,钨当量[W]为13.6,其代号为:HSS;1:按照常规工艺生产,符合GB/T9943的高速钢W4Mo3Cr4VSi ,钨当量[W]为8 ,其代号为:HSS-L;∙示例2 :按照常规工艺生产,符合GB/T 9943的高速钢W6Mo5Cr4v2,含钴量为0%,含钒量为2% ,钨当量[W]为13.6,其代号为:HSS;3:按照常规工艺生产,符合GB/T9943的高速钢W6Mo5Cr4v2Co5,含钴量为5%,含钒量为2% ,其代号为:HSS-E;∙示例4 :按照粉末冶金工艺生产,符合ISO 4957的高速钢HS6-5-2(相当于我国GB/T 9943的高速钢W6Mo5Cr4v2),含钴量为0%,含钒量为1.8% ,其代号为:HSS-PM ∙示例5:按照粉末冶金工艺生产,符合ISO 4957的高速钢HS6-5-3-8,含钴量为8%,含钒量为3%,其代号为:HSS-E-PM该标准还给出了一个资料性附录,对列如国家标准的19种常用高速钢的代号进行了列举,见表2。
模具材料及表面处理课后习题部分答案

1、模具及模具材料一般可以分哪几类答:按照模具的工作条件分三类:冷作模具、热作模具、成形模具模具材料分类:(1)模具钢:冷作模具钢、热作模具钢、塑料模具钢(2)其他模具材料:铸铁、非铁金属及其合金、硬质合金、钢结硬质合金、非金属材料2、评价冷作模具材料塑性变形抗力的指标有哪些这些指标能否用于评价热作模具材料的塑性变形抗力为什么答:评价冷作模具材料塑性变形抗力的指标主要是常温下的屈服点σs或屈服强度σ;不能评价;因为评价热作模具材料塑性变形抗力的指标应为高温屈服点或高温屈服强度,热作模具的加工对象是高温软化状态的材料,所受的工作应力要比冷作模具小得多。
3、反映冷作模具材料断裂抗力的指标有哪些答:抗拉强度、抗压强度、抗弯强度等;4、磨损类型主要有哪些答:磨料磨损、粘着磨损、氧化磨损、疲劳磨损;5、模具失效有哪几种形式模具失效分析的意义是什么答:失效形式:断裂、过量变形、表面损伤、冷热疲劳;失效分析意义:模具的失效分析是对已经失效的模具进行失效过程的分析,以探索并解释模具的失效原因,其分析结果可以为正确选择模具材料、合理制定模具制造工艺、优化模具结构设计以及模具新材料的研制和新工艺的开发等提供有指导意义的数据,并且可预测模具在特定使用条件下的寿命。
第二章冷作模具材料6、冷作模具钢应具备哪些使用性能和工艺性能答:(1)使用性能:良好的耐磨性、高强度、足够的韧性、良好的抗疲劳性能、良好的抗咬合能力;(2)工艺性能:可锻性、可加工性、可磨削性、热处理工艺性;热处理工艺性包括:淬透性、回火稳定性、脱碳倾向、过热敏感性、淬火变形与开裂倾向等。
7、比较低淬透性冷作模具钢与低变形冷作模具钢在性能、应用上的区别。
答:低淬透性冷作模具钢:(1)碳素工具钢:性能:锻造工艺性好,易退火软化,热处理后有较高的硬度和耐磨性。
缺点:淬透性低,热硬性、耐磨性差,淬火温度范围窄;应用:适宜制造尺寸较小,形状简单,受载较轻,生产批量不大的冷作模具。
各种高速钢的力学性能和适用范围

W9Mo3Cr4V(W9) 刀具寿命比W18和M2有一定程度提高,适于加工普通轻合金,钢材和铸铁
9W18Cr4V(9W18) 9W6Mo5Cr4V2(CM2) 属高速高碳钢,常温硬度和高温硬度有所提高,适用于制造加工普通钢材和铸铁、耐磨性要求较高的钻头、铰 刀丝锥、铣刀、和车刀等或加工较硬材料(220~250HBS)M41) 属美国生产的M40系列,使用范围与M42类同
W12Cr4V5Co5(T15) W6Mo5Cr4V2Co8(M36) W12Mo3Cr4v3Co5Si(Co5Si) 常温硬度和耐磨性都很好,600摄氏度高温硬度接近M42钢,适用于加工耐热 不锈钢、高温合金、高强度钢等难加工材料、适合制造钻头、滚刀、拉刀、
铣刀等
W6Mo5Cr4V2Al(501) W10Mo4Cr4V3Al(5F-6) 属含铝超硬高速钢,切削性能相当于M42,宜于制造铣刀、钻头、铰刀、齿轮刀具和拉刀等,用于加工合 金刚、不锈钢、高强度钢和高温合金等
W12Cr4Mo(EV4) W6Mo5Cr4V3(M3) 属高钒高速钢,耐磨性很好,适合切削对刀具磨损极大的材料,如纤维、硬橡胶、塑料等,也用于加工不锈钢、高 强度钢和高温合金等,效果也很好
W2Mo9Cr4VCo8(M42) W10Mo4Cr4V3Co10(HSP-15) 属含钴超硬高速钢,有很高的常温和高温硬度,适合加工高强度耐热钢、高温合金、钛合金等难加 工材料。M42可磨性好,适于作精密复杂刀具,但不宜在冲击切削条件下工作
W12Mo3Cr4V3N(V3N) 含氮超高速钢,硬度、强度、韧性与M42相当,可作为含钴钢的代用品,用于低速切削难加工材料和低速高精加工
手用丝锥的选材和工艺流程

手用丝锥的选材和工艺流程手用丝锥是一种常用的切削工具,用于在金属材料上开螺纹孔。
选择合适的材料和采取适当的工艺流程对于制造出高质量的手用丝锥至关重要。
下面将详细介绍手用丝锥的选材和工艺流程。
首先,选材是制造手用丝锥的关键。
一般来说,手用丝锥需要具备一定的硬度、强度和耐磨性。
常用的手用丝锥材料包括高速钢(HSS)、合金钢和硬质合金等。
1. 高速钢(HSS)是一种常用的手用丝锥材料,具有良好的耐磨性和切削性能。
它通常用于加工普通的材料,具有较高的硬度和强度,能够承受一定的切削压力。
2. 合金钢是另一种常用的手用丝锥材料,具有较高的强度和硬度。
它通常用于加工高硬度的材料,可以更好地抵抗切削压力和磨损。
3. 硬质合金是一种非常硬的材料,具有优异的切削性能和耐磨性。
它通常用于加工硬度极高的材料,如不锈钢等。
在选择手用丝锥的材料时,需要根据具体的加工要求和钻孔材料的硬度来进行选择。
较硬的材料需要选用硬度和强度更高的材料,而较软的材料则可以选择高速钢等材料。
其次,制造手用丝锥的工艺流程如下:1. 切割:首先,制造手用丝锥所需的材料经过切割工艺,按照规定的尺寸进行材料切割。
切割工艺可以采用传统的手工切割方式,也可以使用数控切割设备。
2. 热处理:接下来,经过切割后的材料需要进行热处理。
热处理可以提高材料的硬度和强度,减少内部应力,提高丝锥的使用寿命。
热处理一般包括加热、保温和冷却三个步骤,通过控制不同的温度和时间来实现不同的硬度和强度要求。
3. 加工:经过热处理的材料需要进行外形加工和细节部分的加工。
外形加工可以采用车床、铣床等机械或数控设备进行,以保证手用丝锥的整体形状和尺寸准确。
细节部分的加工可以采用钻床、铣床等设备进行,以得到丝锥的刃口和牙型等细节部分。
4. 表面处理:经过加工后的手用丝锥需要进行表面处理,以提高其表面的光洁度和耐磨性。
表面处理可以采用研磨、抛光或电化学抛光等方式进行。
5. 淬火:最后,制造手用丝锥需要进行淬火处理。
W4Mo3Cr4VSi钢制麻花钻的热处理工艺

W4Mo3Cr4VSi钢制麻花钻的热处理工艺W4Mo3Cr4VSi钢在麻花钻、丝锥、铰刀等多种金属刀具中得到了广泛的应用。
它是我国自行研制的一种低合金高速钢,其综合性能与通用高速钢基本相当,但比后者节约合金元素(W、Mo、V)近40%。
该钢已列入GB/T 9943—2008《高速工具钢》。
以下简介W4Mo3Cr4VSi 钢制麻花钻的热处理工艺。
(1)钢材冶金质量取ϕ22mm原材料进行分析检测,化学成分见表1。
退火状态硬度为223HBW,脱碳层深度为0.12mm。
表1 W4Mo3Cr4VSi钢化学成分(质量分数)(%)注:W4Mo3Cr4VSi钢的Ms≈170℃。
高速钢中的碳化物分布不均匀,会使钢的强度降低,淬火时易引起过热、裂纹、硬度不均匀,刀具在使用中易产生崩刃等不良缺陷。
碳化物不均度级别越高,影响越大。
因此,各工具厂对高速钢碳化物的分布状态及颗粒的大小是非常重视的。
ϕ22mm的W4Mo3Cr4VSi 钢碳化物不均匀度为2级。
(2)热处理工艺试验试验是在高温盐浴炉中进行的,淬火温度分别为1160℃、1170℃、1180℃、1190℃和1200℃。
加热系数为15s/mm,冷却在中性盐浴炉中进行,试验结果见表2。
表2 W4Mo3Cr4VSi钢热处理工艺试验结果(3)切削性能试验刀具在切削过程中会产生磨损,影响刀具磨损的因素很多,为获得比较准确的试验结果,从成品库中任取ϕ10.5mm钻头3个,按照工具行业产品分等规定对钻头进行切削试验。
1)机床型号:Z5150A。
2)被钻材料:40Cr钢经调质,硬度为200~220HBW。
3)切削液:乳化油,冷却充分。
4)切削规范:主轴转速为710r/min,切削速度为23m/min,进给量为0.16mm/r,背吃刀量为20mm(不通孔)。
试验结果见表3。
表3 ϕ10.5mm钻头切削试验结果试验表明,3个钻头的质量已达到国家优等品水平(平均切削长度≥4m)。
(4)结论和W6Mo5Cr4V2钢相比,W4Mo3Cr4VSi钢热硬性稍差(600℃×4h条件下差0.3~0.5HRC)外,其余性能基本相当,韧性比W6Mo5Cr4V2好,高频热塑性好,轧制钻头不开裂,价格比W6Mo5Cr4V2钢便宜,是低速切削的理想刀具材料。
高速钢磨屑直接还原铁冶炼新型模具钢W4Mo3Cr4VRE
4 6 W.. 7 -. 0 r0 9 V)wi e nt mo n ca fhg p e te u ig 0 8 C 3 5 W.. 0 .. 0 r . 2 3 2 Mo2 2 C -. 8 t d f i a u tsrpo ih s ed se ltr n s( . 7 . . 0 1 3 Mo1 5 C . h i e n
d u l e e rd teHRC h rn s au S selWa ≥6 o be tmp e h ad e svle o E R te S f 0。tu h esi at ≥4 / m2 n dwi 5 ℃ o o g n s mp c 9J e 。a t 110 h r
Ab ta t A n w de s e Mo CrVBE ( . 8 —0 8 C.3 5 —4 5 W .2 5 —3 5 Mo . 0 —4 4 C . sr c e i t lW4 3 4 _ 0 7 e .8 .0 .0 .0 . O 。3 8 . 0 r
11 . 0 0 1 .0—16 V, . 5—02 R .5 E)W Ss l d b s ghg pe t l l g fgidn 砌 ( pn ei n0 4 C a mee yui ih sed s e i so r i D t n e fn i n g so g r .4 - o
了解这些就够了,丝锥热处理工艺与实践
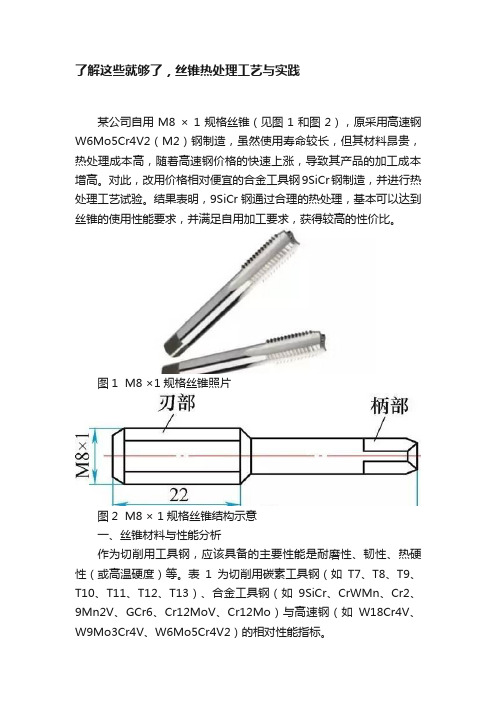
了解这些就够了,丝锥热处理工艺与实践某公司自用M8 × 1规格丝锥(见图1和图2),原采用高速钢W6Mo5Cr4V2(M2)钢制造,虽然使用寿命较长,但其材料昂贵,热处理成本高,随着高速钢价格的快速上涨,导致其产品的加工成本增高。
对此,改用价格相对便宜的合金工具钢9SiCr钢制造,并进行热处理工艺试验。
结果表明,9SiCr钢通过合理的热处理,基本可以达到丝锥的使用性能要求,并满足自用加工要求,获得较高的性价比。
图1 M8 ×1规格丝锥照片图2 M8 × 1规格丝锥结构示意一、丝锥材料与性能分析作为切削用工具钢,应该具备的主要性能是耐磨性、韧性、热硬性(或高温硬度)等。
表1为切削用碳素工具钢(如T7、T8、T9、T10、T11、T12、T13)、合金工具钢(如9SiCr、CrWMn、Cr2、9Mn2V、GCr6、Cr12MoV、Cr12Mo)与高速钢(如W18Cr4V、W9Mo3Cr4V、W6Mo5Cr4V2)的相对性能指标。
通过表1可以看出,在几种类型工具钢中,碳素工具钢(如T12)的耐磨性和热硬性最低,淬硬深度最浅,而且淬火畸变与开裂倾向大,但其价格低廉,故适宜制造形状简单的工具;合金工具钢(如9SiCr)与碳素工具钢在性能上大体相似,只是由于含有合金元素,故淬透性好,淬火时采用油冷或热浴冷却,以减少淬火畸变和开裂,同时有较高的力学性能和耐回火性,适用于制造形状较复杂的手工工具和切削性能要求不高的切削工具;高速工具钢(如W6Mo5Cr4V2)的耐磨性和热硬性最好,淬硬层深度深,淬火畸变与开裂倾向小。
但其韧性低,价格昂贵,故适宜制造切削速度较高的机用切削工具。
9SiCr钢作为典型的高碳低合金工具钢,其淬透性、淬硬性、韧性、耐磨性及耐回火性较好,热处理畸变小,可用于制造低速切削工具。
该钢的碳化物分布均匀,不易析出网状碳化物,并易于正火消除,通过正火可以消除网状及粗片状碳化物组织。
C、Mn、Si、S、P、Cr、Mo元素在钢中的作用和热处理时的影响
C、Mn、Si、S、P、Cr、Mo元素在钢中的作用和热处理时的影响第一篇:C、Mn、Si、S、P、Cr、Mo元素在钢中的作用和热处理时的影响1、铬(Cr)铬能增加钢的淬透性并有二次硬化作用。
可提高高碳钢的硬度和耐磨性而不使钢变脆;含量超过12%时。
使钢有良好的高温抗氧化性和耐氧化性介质腐蚀的作用。
还增加钢的热强性,铬为不锈耐酸钢及耐热钢的主要合金元素。
铬能提高碳素钢轧制状态的强度和硬度。
降低伸长率和断面收缩率。
当铬含量超过15%时,强度和硬度将下降,伸长率和断面收缩率则相应地有所提高。
含铬钢的零件经研磨容易获得较高的表面加工质量。
铬在调质结构钢中的主要作用是提高淬透性。
使钢经淬火回火后具有较好的综合力学性能,在渗碳钢中还可以形成含铬的碳化物,从而提高材料表面的耐磨性。
含铬的弹簧钢在热处理时不易脱碳。
铬能提高工具钢的耐磨性、硬度和红硬性。
有良好的回火稳定性。
在电热合金中,铬能提高合金的抗氧化性、电阻和强度。
(1)对钢的显做组织及热处理的作用A、铬与铁形成连续固溶体,缩小奥氏体相区城。
铬与碳形成多种碳化物,与碳的亲和力大于铁和锰而低于钨、钼等.铬与铁可形成金属间化合物σ相(FeCr)B、铬使珠光体中碳的浓度及奥氏体中碳的极限溶解度减少C、减缓奥氏体的分解速度,显著提高钢的淬透性.但亦增加钢的回火脆性倾向(2)对钢的力学性能的作用A、提高钢的强度和硬度.时加入其他合金元素时,效果较显著B、显著提高钢的脆性转变温度C、在含铬量高的Fe-Cr合金中,若有σ相析出,冲击韧性急剧下降(3)对钢的物理、化学及工艺性能的作用A、提高钢的耐磨性,经研磨,易获得较高的表面光洁度B、降低钢的电导率,降低电阻温度系数C、提高钢的矫顽力和剩余磁感.广泛用于制造永磁钢D、铬促使钢的表面形成钝化膜,当有一定含量的铭时,显著提高钢的耐腐蚀性能(特别是硝酸)。
若有铬的碳化物析出时,使钢的耐腐蚀性能下降E、提高钢的抗氧化性能F、铬钢中易形成树枝状偏析,降低钢的塑性G、由于铬使钢的热导率下降,热加工时要缓慢升温,锻、轧后要缓冷(4)在钢中的应用A、合金结构钢中主要利用铬提高淬透性,并可在渗碳表面形成含铬碳化物以提高耐磨性B、弹簧钢中利用铬和共他合金元素一起提供的综合性能C、轴承钢中主要利用铬的特殊碳化物对耐磨性的贡献及研磨后表面光沽度高的优点D、工具钢和高速钢中主要利用铬提高耐磨性的作用,并具有一定的回火稳定性和韧性E、不锈钢、耐热钢中铬常与锰、氮、镍等联合便用,当需形成奥氏体钢时,稳定铁素体的铬与稳定奥氏体的锰、镍之间须有一定比例,如Cr18Ni9等F、我国铬资源较少.应尽量节省铬的使用2、钼(Mo)钼在钢中能提高淬透性和热强性。
高速钢总括
高速钢是一种含多量碳(C)、钨(W)、钼(Mo)、铬(Cr)、钒(V)等元素的高合金钢,热处理后具有高热硬性。
当切削温度高达600℃以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。
高速钢按化学成分可分为普通高速钢及高性能高速钢,按制造工艺可分为熔炼高速钢及粉末冶金高速钢。
普通高速钢高速钢是制造形状复杂、磨削困难的刀具的主要材料。
普通高速钢可满足一般需求。
常见的普通高速钢有两种,钨系高速钢和钨钼系高速钢。
钨系高速钢典型牌号为w18Cr4V,热处理硬度可达63-66HRC,抗弯强度可达3500MPa,可磨性好。
• 钨钼系高速钢典型牌号为W6Mo5Cr4V2,目前正在取代钨系高速钢,具有碳化物细小分布均匀,耐磨性高,成本低等一系列优点。
热处理硬度同上,抗弯强度达4700MPa,韧性及热塑性比w18Cr4V提高50%。
常用于制造各种工具,例如钻头、丝锥、铣刀、铰刀、拉刀、齿轮刀具等,可以满足加工一般工程材料的要求。
只是它的脱碳敏感性稍强。
另一牌号的普通高速钢为W9Mo3Cr4V,这是中国近几年发展起来的新品种。
强度及热塑性略高于W6Mo5Cr4V2,硬度为HRC63-64,与韧性相配合,容易轧制、锻造,热处理工艺范围宽,脱碳敏感性小,成本更低。
这三个牌号的普通高速钢在中国市场的比例分别为:W18Cr4V,16.5%;W6Mo5Cr4V2, 69%;W9Mo3Cr4V,11%。
高性能高速钢高性能高速钢具有更好的硬度和热硬性,这是通过改变高速钢的化学成分,提高性能而发展起来的新品种。
它具有更高的硬度、热硬性,切削温度达摄氏650度时,硬度仍可保持在60HRC以上。
耐用性为普通高速钢的1.5-3倍,适用于制造加工高温合金、不锈钢、钛合金、高强度钢等难加工材料的刀具。
主要品种有4种,分别为高碳系高速钢、高钒系高速钢、含钴系高速钢和铝高速钢。
• 高碳系高速钢牌号为9w18Cr4V,因含碳量高(0.9%),故硬度、耐磨性及热硬性都比较好。
高速钢的钢种
高速钢的钢种
高速钢定义:工具钢的一类,以 WMoCrV,有时还有 Co为主要合金元素的高碳高合金莱氏体钢。有通用
型、高性能型、经济型(低合金高速钢,W 当量 +W +2Mo≥5%~12%)。高碳高钒、高钒高钴超级高速钢属
于特殊高性能高速钢。
目前见到最低的 W 量大约为 2%,如国内 D101,美国 M7、M42及 M34、瑞典 D950等。主要的高速钢牌
美国牌号 W6Mo5Cr4V4(M4)Mo8Cr4V2(M10)
(2)低合金高速钢
W3Mo2Cr4VSi(301)W4Mo3Cr4VSiN(F205)W2Mo5Cr4V(D101)
美国牌号 W2Mo4Cr4V2Si(VascoDyoc)
瑞典牌号 W2Mo5Cr4V2(D950)
(3)o
含 Co W18Cr4VCo10 W6Mo5Cr4V2Co
W12Mo3Cr4VCo3N(W12Co3N) W8Mo5Cr4VCo3N(W8Co3N)
含 Al W6Mo5Cr4V2Al(M2Al) W10Mo4Cr4V3Al(5F6)
VN
W12Mo3Cr4V3N(V3N)
(4)高性能高速钢
W18Cr4VCo5(T4) W18Cr4V2Co8 (T5) W6Mo5Cr4V2Co5 (M35) W7Mo4Cr4V2Co5 (M47)
·31·
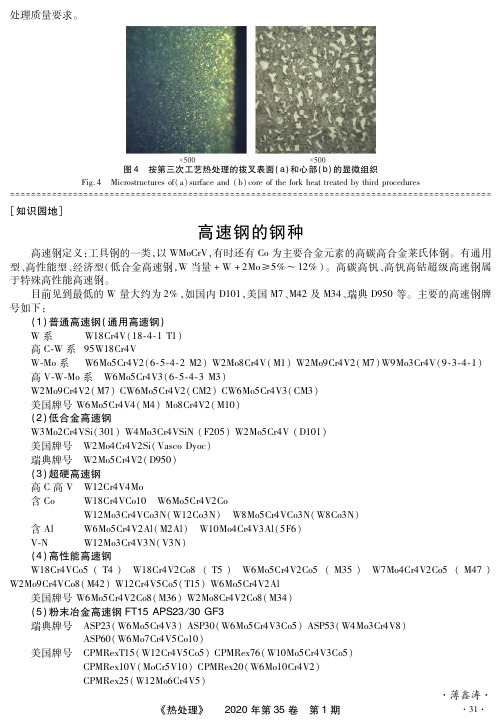
处理质量要求。
图 4 按第三次工艺热处理的拨叉表面(a)和心部(b)的显微组织 Fig.4 Microstructuresof(a)surfaceand(b)coreoftheforkheattreatedbythirdprocedures
櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊櫊 [知识园地]
各类钢车刀热处理工艺

各类钢车刀热处理工艺一、高速钢车刀的轧热淬火工艺形状简单的高速钢车刀可利用轧制余热进行淬火,即轧热淬火,除了能保证刀具标准所要求的热硬性外,切削寿命也有较大的提高,还可以省去耗电量很大的盐浴炉淬火生产线,从而带来可观的经济效益。
W6Mo5Cr4V2钢1220℃轧制(250mm轧机,50r/min),轧后趁热淬火,变形量增大时,硬度升高,30%形变时硬度最高能达67~68HRC,随形变增大硬度下降,50%~60%形变时,热硬性64HRC以上,从表1可以看出,不同热处理工艺参数对比,轧热淬火寿命最高。
表1 高速钢车刀切削寿命对比数据二、消除W6Mo5Cr4V2钢制车刀萘状断口的热处理工艺由于工作疏忽大意造成数百件断面尺寸为12mm×12mm的方形W6Mo5Cr4V2钢车刀产生萘状断口,是报废还是挽救?人们选择后者,采用二退二淬处理工艺,消除了萘状断口。
1)一退一淬。
850~870℃×4~5h,炉冷至500℃出炉空冷(随锻件一起退火)。
1225~1230℃×4min油淬,晶粒度为9~9.5级,550℃×1h×3次回火后硬度为65.5~66HRC。
2)二退二淬。
850~870℃×4~5h,炉冷至500℃出炉空冷,退火后硬度为220HBW。
1220~1225℃×4min油淬,晶粒度为9~9.5级,550℃×1h×3次回火后硬度为65.5~66HRC。
断口正常,呈细陶瓷状。
经消除萘状断口热处理的12方车刀做600℃×4h热硬性试验,硬度为62.5~62.7HRC,做切削试验仍达到一等品水平。
经试验证实,高速钢产生萘状断口可以通过锻造、多次重复退火或稳定化处理加以消除。
三、W4Mo3Cr4VSi钢制车刀的热处理工艺W4Mo3Cr4VSi钢属低合金高速钢,是过热敏感性不强的钢种,晶粒度即使达到8级,也不一定过热。
丝锥的种类与用途.

₱ 造成止规过的主要原因是回转与进给不同步 (简单的说就是是否采用浮动夹头,程序,机床刚性主轴丝杠有直接关系;
高速化的条件
机床
(1)普通的NC机床
・进给和旋转分别控制,所以有进给误差 ・由于进给误差导致切削量增加而使丝锥损伤,
为了消除进给误差需要采用攻丝浮动夹头
防止熔着(粘刀)
不锈钢
针对非金属→ 等同于氧化物
钛合金 低碳素钢
8/15/2019
丝锥做氮化处理
-- 无色・浅灰色 --
• 特征 处理层 30~50μm 表面硬度1000~
1300Hv →不针对软材 耐磨耗性提高 渗透至材质内部
8/15/2019
• 目的
耐磨损性
• 用途 磨损性大的被加工产品
铸铁・压铸合金 热硬化性树脂
6.65~ 6.91
7.34~ 7.41
0.26
大概是以上尺寸 的1/4~1/3左右
0.07
底孔的简单计算方法:切削丝锥:外径-螺距(底孔越大,丝锥寿命越长) 无沟槽丝锥(挤压丝锥):外径-1/2螺距
8/15/2019
盲孔螺纹加工时底孔
=有效螺纹长+切削锥部长+(丝锥顶尖长) (不完全螺纹长)
工件
8/15/2019
刃倾角丝锥
• 特征
• 刃倾角式沟槽 • 切屑向前排除 • 切屑不容易缠绕 • 抗折损强度高 • 切削性能好
• 用途
切屑容易形成卷曲状的材料
只能用于通孔→切削未 完成就反转容易折断
←向下排屑
8/15/2019
螺旋槽丝锥
• 特征
• 螺旋沟槽 • 能够加工到盲孔的底部 • 不残留切屑 • 容易进行螺纹加工 • 切削性能好
丝锥表面处理

高速钢丝锥表面处理加工技术分析摘要现代高效丝锥加工如何适应迅速发展的当今世界,尽可能达到效率最高化、赢利最大化、质量最优化,需要不断在关键技术上进行改进及创新。
本文介绍了氧化处理、氮化处理以及复合表面处理技术在高速钢丝锥中的应用以及发展趋势关键词机械加工高速钢丝锥表面处理技术一、引言丝锥是在与丝锥的导程相匹配的进给下,在底孔上形成螺纹的工具。
(见附图1)而在丝锥加工中经常会遇到一些问题。
如因为是孔的加工,所以容屑槽空间受到限制,切屑容易堵塞,不能调整尺寸,需要回转和进给的同步性,需要正传和逆转,尤其是底孔的精度会严重影响丝锥的寿命。
图1 丝锥各部的名称丝锥是内螺纹加工中不可或缺的重要工具,无论是普通机床,还是先进的数控机床(NC)、加工中心(MC)和柔性制造系统(FMC),都在很大程度上依靠丝锥才能完成内螺纹的加工。
丝锥的发展对提高内螺纹的生产效率和加工质量有直接的影响。
材料、结构和几何形状是决定丝锥切削性能的三要素,其中材料的性能起着关键性作用。
本文对高速钢丝锥表面处理技术的研究现状及其发展趋势进行了探讨。
高速钢是一种加入了较多W、Mo、Cr、V等合金元素的高合金工具钢,其含碳量为0.7%~0.15%(质量分数),具有良好的韧性和成形性,可用于制造几乎所有品种的刀具。
但高速钢材质的丝锥只能承受600℃以下的切削温度,切削速度也只能达到(20~25)m/min,故切削效率不够高,它对淬硬钢和冷硬铸铁的加工也不能胜任,且高速钢丝锥还存在耐磨性、耐热性较差等缺陷。
我公司制造的大量零件,如桥壳、减壳、过桥箱、差壳及平衡轴等都要进行较多的内螺纹加工,高速钢丝锥已经难以满足我公司内螺纹加工对丝锥越来越高的要求。
因此我公司决定对使用的高速钢丝锥使用表面处理技术,处理后的高速钢丝锥要求刃口锋利、表面硬度高、富有韧性、表面处理后变形要小。
另外,还要具有红硬性和耐蚀性能,降低零件加工后的粗糙度。
二、表面处理的的种类及特征高速钢丝锥表面处理的目的是提高工具性能:①耐磨耗性,即提高表面硬度,防止磨耗。
材料-高速钢刀具硬度与热处理

高速钢刀具硬度与热处理硬度是质料抵抗外貌层局部塑性变形的本领。
到如今为止,唯有硬度这个参数能直接反应质料外貌层以及外貌耐磨层的机器与工艺特性。
现就高速钢刀具的硬度与热处理标题,谈点浮肤见解。
表1 高速钢刀具硬度保举值1 常用高速钢刀具硬度保举值通用高速钢(HSS) 淬火回火后的硬度可达63~67HRC,高性能高速钢(HSS-E) 、粉末高速钢(SPM) 可达66~70HRC。
表1是局部高速钢刀具硬度的保举值。
从表1可以看出,对平常刀具来说,若采取HSS硬度控制在65~66HRC 较好,而M42之类的HSS-E硬度虽可到达69~70HRC,但实际上此类刀具的硬度最佳范畴为66~67HRC。
2 刀具的硬度和韧性的干系硬度和韧性是集结在刀具上一对最为突出的抵牾,刀具质料从碳素东西钢、合金东西钢、高速钢、硬质合金成长到当前的陶瓷、立方氮化硼等超硬质料,刀具的硬度越来越高,韧性却越来越差。
从某种意义上讲,钻营刀具的高韧性比高硬度可贵多。
在高速钢刀具产品中,只对硬度作具体法则,用HSS制造的刀具,除钻头、中央钻有下限硬度(HRCP63) 要求外,别的产品一概为63~66HRC,而对韧性未作任何要求。
几十年的实践证实,过高的硬度反而使刀具的寿命降落。
60年代初,天下东西行业总工程师聚会会议曾决定,高速钢刀具硬度超出66.5HRC 不得出厂。
由于当时超硬高速钢和粉末高速钢还未应用,那样的法则对促进刀具业的成长有教导意义。
到了70年代,日本学者发起“对付平常刀具把硬度控制在65~66HRC”的见解。
从天下积年刀具行评结果可知,凡获一等品、头等品的高速钢刀具,其硬度都在65HRC以上,足以阐明,低硬度不大概遐龄命。
国度法则的硬度下限指标,笔者以为只是合格品的最低程度,倘若联合格品准则也达不到,在市场竞争中就没有驻足之地。
这里应该特别指出的是,同规格刀具,常因质料差别而使热处理工艺不同,纵然硬度完全雷同,但刀具寿命不尽雷同,乃至有较大的差距,便是同炉号雷同质料制造的同规格刀具,也会出现上述环境。
各种牌号高速工具钢化学成分及热处理要求
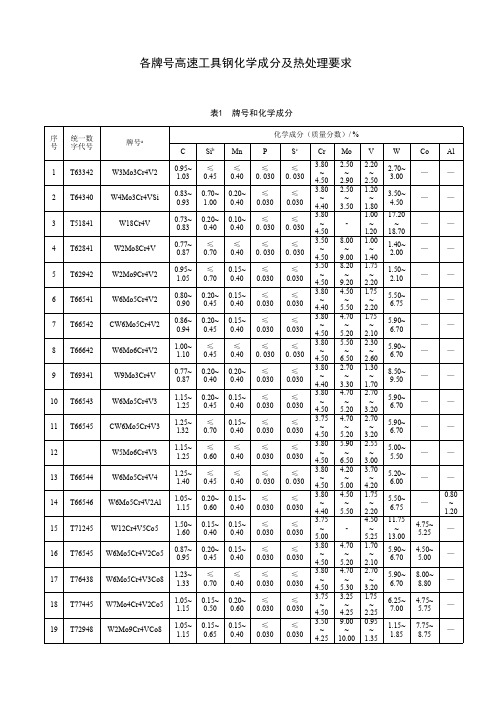
各牌号高速工具钢化学成分及热处理要求表1牌号和化学成分序号统一数字代号牌号a化学成分(质量分数)/%C Si b Mn P S c Cr Mo V W Co Al1T63342W3Mo3Cr4V20.95~1.03≤0.45≤0.40≤0.030≤0.0303.80~4.502.50~2.902.20~2.502.70~3.00——2T64340W4Mo3Cr4VSi0.83~0.930.70~1.000.20~0.40≤0.030≤0.0303.80~4.402.50~3.501.20~1.803.50~4.50——3T51841W18Cr4V0.73~0.830.20~0.400.10~0.40≤0.030≤0.0303.80~4.50-1.00~l.2017.20~18.70——4T62841W2Mo8Cr4V0.77~0.87≤0.70≤0.40≤0.030≤0.0303.50~4.508.00~9.001.00~1.401.40~2.00——5T62942W2Mo9Cr4V20.95~1.05≤0.700.15~0.40≤0.030≤0.0303.50~4.508.20~9.201.75~2.201.50~2.10——6T66541W6Mo5Cr4V20.80~0.900.20~0.450.15~0.40≤0.030≤0.0303.80~4.404.50~5.50l.75~2.205.50~6.75——7T66542CW6Mo5Cr4V20.86~0.940.20~0.450.15~0.40≤0.030≤0.0303.80~4.504.70~5.20l.75~2.105.90~6.70——8T66642W6Mo6Cr4V2 1.00~1.10≤0.45≤0.40≤0.030≤0.0303.80~4.505.50~6.502.30~2.605.90~6.70——9T69341W9Mo3Cr4V0.77~0.870.20~0.400.20~0.40≤0.030≤0.0303.80~4.402.70~3.301.30~1.708.50~9.50——10T66543W6Mo5Cr4V3 1.15~1.250.20~0.450.15~0.40≤0.030≤0.0303.80~4.504.70~5.202.70~3.205.90~6.70——11T66545CW6Mo5Cr4V3 1.25~l.32≤0.700.15~0.40≤0.030≤0.0303.75~4.504.70~5.202.70~3.205.90~6.70——12W5Mo6Cr4V3 1.15~1.25≤0.60≤0.40≤0.030≤0.0303.80~4.505.90~6.502.55~3.005.00~5.50——13T66544W6Mo5Cr4V4 1.25~1.40≤0.45≤0.40≤0.030≤0.0303.80~4.504.20~5.003.70~4.205.20~6.00——14T66546W6Mo5Cr4V2Al 1.05~1.150.20~0.600.15~0.40≤0.030≤0.0303.80~4.404.50~5.501.75~2.205.50~6.75—0.80~1.2015T71245W12Cr4V5Co5 1.50~1.600.15~0.400.15~0.40≤0.030≤0.0303.75~5.00-4.50~5.2511.75~13.004.75~5.25—16T76545W6Mo5Cr4V2Co50.87~0.950.20~0.450.15~0.40≤0.030≤0.0303.80~4.504.70~5.201.70~2.105.90~6.704.50~5.00—17T76438W6Mo5Cr4V3Co8 1.23~1.33≤0.70≤0.40≤0.030≤0.0303.80~4.504.70~5.302.70~3.205.90~6.708.00~8.80—18T77445W7Mo4Cr4V2Co5 1.05~1.150.15~0.500.20~0.60≤0.030≤0.0303.75~4.503.25~4.25l.75~2.256.25~7.004.75~5.75—19T72948W2Mo9Cr4VCo8 1.05~1.150.15~0.650.15~0.40≤0.030≤0.0303.50~4.259.00~10.000.95~1.351.15~1.857.75~8.75—序号统一数字代号牌号a化学成分(质量分数)/%C Si b Mn P S c Cr Mo V W Co Al20T71010W10Mo4Cr4V3Co101.20~1.35≤0.45≤0.40≤0.030≤0.0303.80~4.503.20~3.903.00~3.509.00~10.009.50~10.50—a表1中牌号W18Cr4V、W12Cr4V5Co5为钨系高速工具钢,其他牌号为钨钼系高速工具钢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图3 Fig. 3
不同温度下 Fe 与 H2 O 反应的状态图 H2 O at different temperatures
EguiIibrium diagram Of reactiOn between Fe and
确定保温时间的原则是应在零件充分加热的情况 下, 有足够的时间让零件表面进行氧化。不同蒸汽处 理时间对丝锥表面硬度的影响如表 l 所示。由表 l 可 知, 在相同的处理温度下, 随蒸汽处理时间的延长, 表 层硬度提高, 但超过 21 后硬度的增加随时间变化的比 较缓慢, 因此, 本试验保温时间选取 21。提高水蒸汽 的压力, 有利于氧化反应的进行。本试验蒸汽发生炉 压力控制在 0. 6Mpa 比较适宜, 压力再高, 促进作用已 不明显。
W4mo3cr4VsiN 钢丝锥表面处理及应用
2 赵立新 , 郑立允 , 吴炳胜l , 李海梅( 河北工程学院 l. 机电工程学院; 2. 资源学院, 河北 邯郸 056038 ) l l
摘要: 对 W4MO3cr4VsiN 低合金高速钢丝锥经 ll60C 真空加压气淬以及 560C X lh 回火 3 次后, 分别进行蒸汽 处理和离子镀 TiN 表面处理, 研究了其显微组织和性能, 并进行了寿命试验。结果表明, 蒸汽处理使丝锥表面获 且表层的显微硬度为 766HV, 比心部略低 ( 833HV ) , 但具有良好的润滑 得厚度为 (3 ~ 4) !m 的蓝色 Fe3 04 薄膜, 性和减摩性, 蒸汽处理丝锥的使用寿命比未表面处理的提高了 l. l5 倍。丝锥表面离子镀后, 获得约 2. 5 !m 厚的 金黄色 TiN 涂层, 与基体结合牢固, 均匀致密, 离子镀 TiN 丝锥的使用寿命比未表面处理的提高了 l. 66 倍。 关键词: 低合金高速钢; 蒸汽处理; 离子镀 中图分类号: TG13 文献标识码: A 文章编号: 0254-6051 ( 2005 ) 08-0057-03
参考文献: [ l ] MOIinari A, et aI. Effect Of deep cryOgenic treatment On the mechanicaI prOperties Of tOOI steeIs[ J] . JOurnaI Of MateriaIs PrOcessing TechnOIOgy, 200l , ll8 : 350-355. [ 2 ] Huang J Y, et aI. MicrOstructure Of cryOgenic treated M2 tOOI
[ 2, 3]
性价比很高的钢种, 日益受到人们的重视, 特别是在刃 具方面的应用不断扩大 。为了消除丝锥表面的残 余应力, 提高表面硬度或减少表面摩擦系数, 提高丝锥
l
1. 1
试验材料及方法
试验材料 试验用钢为热轧状态下低合金高速钢
作者简介: 赵立新 ( l969. ll —) , 男, 河北邯郸人, 副教授, 主要 从事 金 属 材 料 及 其 应 用 研 究。 联 系 电 话: 03l0-742980l , l3522078646 EmaiI: ZhaOIxll20@ l26. cOm 收稿日期: 2005-02-05
图2 Fig. 2
M8 丝锥的结构及尺寸
Structure and dimensiOns Of t1e M8 tap
2
试验结果与分析
在一定温度条件下, 水蒸汽与铁接触, 分解出初生
#" !$ 蒸汽处理 态氧原子, 氧原子与铁反应生成氧化物。铁质材料在 水蒸汽中加热至 400C ~ 700C 时, 发生如图 3 所示的 化学反应, 生成氧化物。当处理温度高于 570C 时, 从 图 3 中 可 明 显 看 到 FeO 和 Fe3 O4 共 同 生 成 区。在 570C 以上形成的 FeO, 当温度降低到 570C 以下时, 将 , 此铁易被腐蚀, 生成赤 发生共析分解 ( Fe3 O4 和 Fe ) 褐色铁锈 Fe2 O3 。所以处理温度一般不得超过 570C 。
度。经恰当时间的深冷处理, 抗拉强度、 硬度及伸长率 能同时提高, 对 AI-si 合金最佳处理时间为 72h。同时, 深冷处理还改善了合金的显微组织, 处理后合金组织中 的颗粒状硅及其它粒状化合物明显增多且均匀分布。 (2 ) 铝合金经深冷处理改善性能的机理主要是: 深冷处理后合金中出现大量的位错缠绕及处理过程中 弥散析出 si 颗粒等强化相。
《 金属热处理》 200丝锥的硬度 Hardness of the taps after steam treating with different time
图l Fig. l 原始材料金相组织 X 400 X 400
而在 300C 以 下, 氧 化 反 应 速 度 很 慢。加 热 温 度 在 560C 时生成的氧化膜厚度较适中, 而且氧化质量增加 率最高, 因此, 选择 560C 作为处理温度。
( a) 横向组织 ( b) 纵向组织
OpticaI micrOstructure Of OriginaI materiaI
《 金属热处理》 2005 年第 30 卷第 8 期
57
符合丝锥对原材料的要求, 如图 l 所示。W4MO3Cr4VSiN 钢的硬度为 ( 207 ~ 229 ) HB , 其化学成分要求标准 值 ( 质 量 分 数, %, 下 同 )为 0. 88 ~ 0. 96C 、 3. 80 ~ 4. 4Cr、 3. 4 ~ 4. 2W、 2. 4 ~ 3. 0MO、 l. 3 ~ l. 6V、 0. 70 ~ l. 0Si。实测值为 0. 897C、 3. 99 Cr、 3. 60 W、 2. 77 MO、 l. 52 V、 0. 72l Si。
W4MO3cr4VsiN, 尺寸为 !9. 8mm X 65mm, 原始组织为 在细球状索氏体基体上均匀分布着碳化物颗粒, 碳化 物沿轧制方向呈一定的带状分布趋势, 但并不严重,
steeI[ J ] . MateriaIs science and Engineering, 2003 , A339 : 24l-244. [ 3 ] MOhan LaI D, et aI. cryOgenic treatment tO augment wear resistance Of tOOI and die steeIs[ J ] . cryOgenics, 200l , 4l : l49-l55. [ 4 ] 袁根福, 黄曼平, 等. 粉末冶金模具的深冷处理 [ J] . 模具 技术, 2000 , (3) : 86-88. [ 5 ] 晋芳伟, 陈绍甫. 超低温处理改善高速钢刀具性能及机理 研究 [ J] . 新技术新工艺, l999 , (2) : 22-23. [ 6 ] 刘寿 荣, 刘 方. Wc-cO 硬 质 合 金 深 冷 处 理 强 化 机 理 [ J] . 金属热处理学报, l997 , l8 (4) : 57-60. [ 7 ] 汤光平, 黄文荣. 循环处理对铝合金力学性能和组织结构 的影响 [ J] . 金属热处理, l998 , 23 (5) : 36-38 , 45.
验。寿命试验条件为在 S40l2A 型台式攻丝机上加工 汽车联 轴 器 花 键 万 向 叉, 其 材 料 为 08AI 钢, 转速为 207 转 / min, 切削深度为 l0mm, 用油冷却并润滑。 表面处理后的试样在 OLYMpUS 显微镜上进行显 微组织观察分析, 用 HXS-l000AK 显微硬度计进行硬 度测试。
surface Treatment and Application of W4mo3cr4VsiN steel Taps
ZHA0 Li-xinl , ZHENG Li-yunl , WU Bing-shengl , LI Hai-mei2 ( l. cOIIege Of MechanicaI and EIectrOnic Engineering ; 2. cOIIege Of ResOurces, Hebei Institute Of Engineering, Handan Hebei 056038 , china) Abstract: The W4MO3cr4VsiN IOw aIIOy high speed steeI taps were steam treated and iOn pIated separateIy after guenching at ll60C and tempering at 560C X lh fOr 3 times. Its micrOstructure , prOperties and service Iife were aIsO investigated. The resuIts shOw that the bIue Fe3 04 Iayer Of 3 ~ 4 !m thick On the surface Of screw taps by steam treating was Obtained , and its hardness is 766HV which is IOwer than that Of the inner( 833HV ) . By iOn pIating, an abOut 2. 5 !m thick , gOIden yeIIOw TiN Iayer On the surface Of taps was Obtained. After steam treating and iOn pIating, the service Iife Of the tap is l. l5 times and l. 66 times IOnger respectiveIy than that withOut surface treatment. Key words: IOw aIIOy high speed steeI; steam treating; iOn pIating W4MO3cr4VsiN( F205 ) 钢中的 W、 MO、 V 元素总 量为一般高速钢的 3 / 5 , 而其性能却可以达到甚至超 过 M2 钢的水平