45号钢焊接工艺
45号钢拉杆TGS-50焊丝TIG焊接工艺研究
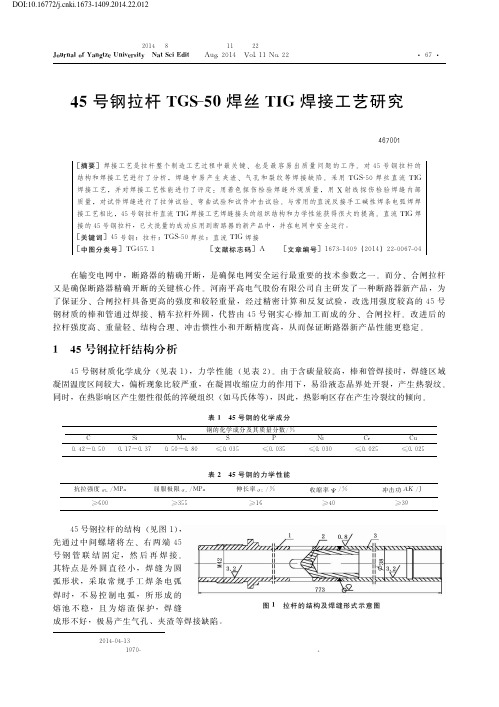
图 1 拉杆的结构及焊缝形式示意图
ቤተ መጻሕፍቲ ባይዱ
·6 8·
理工上旬刊 * 机械与材料工程
2 0 1 4年8月
5 号钢拉杆焊缝质量对表面光洁 度 和 形 位 公 差 都 有 很 高 的 要 求 , 包 括 焊 缝 在 内 的 拉 杆 外 圆 有 滑 动 4 密封要求 。 焊后 , 拉杆外圆 整 体 数 控 精 车 4 mm, 精 车 后 的 焊 缝 和 其 他 外 圆 表 面 不 允 许 存 在 任 何 缺 陷 。 表面处理采取磷化后涂油 。
表 1 4 5 号钢的化学成分
C 0 . 4 2~0 . 5 0 S i 0 . 1 7~0 . 3 7 M n 0 . 5 0~0 . 8 0 钢的化学成分及其质量分数/% S P . 0 3 5 ≤0 . 0 3 5 ≤0 N i . 0 3 0 ≤0 C r . 0 2 5 ≤0 C u . 0 2 5 ≤0
1 4 5 号钢拉杆结构分析
,力学性能 ( 。 由于含碳量较高 , 棒和管焊接时 , 焊缝区域 见表 1) 见 表 2) 4 5 号钢材质化学成分 ( 凝固温度区间较大 , 偏析现象比较严重 , 在凝固收缩应力的作用下 , 易沿液态晶界处开裂 , 产生热裂纹 。 , 因此 , 热影响区存在产生冷裂纹的倾向 。 同时 , 在热影响区产生塑性很低的淬硬组织 ( 如马氏体等 )
DOI:10.16772/ki.1673-1409.2014.22.012
长江大学学报 ( 自科版 ) 2 0 1 4 年 8 月号理工上旬刊 第 1 1卷 第2 2期 ) A J o u r n a l o f Y a n t z e U n i v e r s i t N a t S c i E d i t u . 2 0 1 4,V o l . 1 1N o . 2 2 g g y(
45号钢埋弧焊堆焊工艺
45号钢埋弧焊堆焊工艺主要包括以下步骤:
准备材料:确保45号钢材料表面干净、无油污、锈迹和其他杂质。
预处理:对45号钢进行预处理,包括切割、打磨和坡口加工等,以准备焊接。
埋弧焊剂:选择合适的埋弧焊剂,根据工艺要求进行配制。
焊接参数设定:根据45号钢的特性和工艺要求,设定合适的焊接电流、电压、焊接速度等参数。
装配定位:将45号钢装配并固定在适当的位置,确保焊接过程中不会移动。
焊接操作:按照预定的焊接参数进行焊接,注意观察和控制熔池的形成,确保焊缝质量。
后处理:焊接完成后,清理焊缝表面的焊渣和飞溅物,并进行必要的检验和修整。
在实施堆焊工艺时,需要注意以下几点:
焊剂的选择:根据45号钢的化学成分和机械性能要求,选择合适的埋弧焊剂。
焊接参数的调整:根据实际情况对焊接电流、电压、焊接速度等参数进行调整,以达到最佳的焊接效果。
焊缝质量控制:注意观察和控制熔池的形成,确保焊缝质量符合要求。
安全操作:在焊接过程中,要注意安全操作,防止烫伤和电击等事故的发生。
以上是45号钢埋弧焊堆焊工艺的基本步骤和注意事项,供您参考。
具体操作可根据实际情况进行调整。
45号钢液压缸MAG自动焊无预热焊接工艺

2 . 2 焊接 工艺参 数
对接 管定位 采 用 小 电流 均 匀 点 焊 4点 , 点 焊 后 立
即进 行第 1道 、 第 2道 焊 接 , 无 摆 动 。第 3道 填 充 加 1 . 5 m m 摆动 , 第 4道 盖 面 加 2 . 0 mm 摆 动 , 频率 为 5 Hz 。层 间温 度控 制 在 ( 2 0 0- 4 - 1 0 )℃ , 具 体 焊 接 参 数 见
高 的技术 要求 。由于其 筒 径 大 、 筒 壁厚 , 增加 了焊 接 难 度 。4 5号钢 焊接 时通 常 采 用 预热 、 焊 后 热 处 理 等工 艺 措施 以避 免产 生裂 纹 。试验 证 明 , MA G 自动 焊在 4 5号
钢液 压缸 筒 的 焊 接应 用 中 , 通 过 采 用 适 当 的焊 接 接 头 形式 和焊 接工 艺 , 不需 进行 焊 前 预 热及 焊 后 热 处理 , 不
中 图分 类 号 : r G 4 4 4+. 2
0 前
言
但 提高 了焊 接 生 产效 率 , 而 且 还保 证 了 焊 接 接 头 的 优
良性 能 。
1 试 验材 料及 方法
近年 来 , 随着 国 内工程 机 械 行业 的迅 猛 发 展 , 液 压
机较 传统 机 械 压 机具 有更 广 泛 的应 用 , 由于 其 具 有 传 动功 率范 围大 、 可 靠性 好 、 寿命长 、 噪音 低 、 机 械 效 率 高 及安 全 性 能 好 等 特 点 , 广 泛 地 应 用 于 冲 制 大 型 冲 压
表1 试验 用 4 5号 钢 的 钢 管 化 学 成 分 及 力 学 性 能
O. 0 9 0. 6 9 1 . 71 0 . 1 6 8 0 . 1 0 5 0 . 0 0 3 0 . 0 0 8 0. 2 9
45钢焊接方法

45#(中碳钢)焊接⑴预热预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。
若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
⑵焊条条件许可时优先选用碱性焊条。
⑶坡口形式将焊件尽量开成U形坡口式进行焊接。
如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
⑷焊接工艺参数由于母材熔化到第一层焊缝金属中的比例最高达30%左右,所以第一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。
⑸焊后热处理焊后最好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。
消除应力的回火温度为600~650℃。
若焊后(即温度≮200℃时)不能进行消除应力热处理,应立即进行后热处理(即消氢处理,一般加热温度约为150℃保温2h缓冷)。
焊接工艺基础知识焊接是通过加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。
焊接应用广泛,既可用于金属,也可用于非金属。
金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。
熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。
熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。
大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。
为了提高焊接质量,人们研究出了各种保护方法。
例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得优质焊缝。
钢结构立柱45度焊接

钢结构立柱45度焊接钢结构立柱是建筑中重要的构件之一,它承受着楼层荷载的重量,并通过焊接连接着不同部位的钢构件。
45度焊接是一种常见的焊接方式,其特点是焊缝斜角为45度,适用于连接两个相交面呈45度夹角的工件。
下面是关于钢结构立柱45度焊接的相关参考内容。
一、焊接材料及工艺要求:1. 焊接材料:一般采用E70系列焊条,如E7018焊条,具有较高的强度和良好的塑性。
同时,还需选择合适的焊剂。
2. 焊接工艺:采用手工电弧焊接,焊接方法一般是垂直向下焊接。
二、焊接设备及工具:1. 焊机:选择适合焊接电流和电压的焊机,确保焊接过程中电弧稳定,焊缝质量良好。
2. 焊接电缆:使用足够长度的焊接电缆,使焊工操作方便,并保证电缆质量良好,能承受焊接电流。
3. 手工工具:焊接过程中需要使用锤子、扳手、刷子等工具,以进行对焊缝的治理和清理。
三、焊接准备工作:1. 清洁工作区域:将焊接区域周围的灰尘、油污等杂物清除干净,以确保焊接区域干净,有利于焊接质量的保证。
2. 都市准备:根据焊接材料和焊接工艺的要求,选择合适的焊丝直径,将焊丝装入焊条芯部分。
3. 焊接位置确认:进行焊接前,首先确认焊接位置,确保焊接方向正确,并进行相应的标记。
四、焊接操作步骤:1. 焊条预热:将焊条在火焰下加热至均匀红色,使焊条表面达到适宜的燃烧温度。
2. 焊接位置确认:将预热好的焊条放在焊接位置上,确认焊接角度与预定的焊接角度相符,并加以固定。
3. 焊接开始:将焊条贴近焊缝起始处,点燃火焰,开始焊接。
焊条与焊缝之间的角度为45度,保持均匀前进的速度。
4. 焊接连续:焊接时,焊工需保持坚定的手臂姿势,通过手腕的转动实现焊条与焊缝之间的角度控制。
焊接过程中,焊缝左右方向的速度应保持一致。
5. 焊接结束:在将焊条移出焊缝末端时,缓慢熄灭焊条的火焰,使焊接结束。
然后迅速用锤子将焊缝敲平,并使用扳手进行检查和扭转。
以上是关于钢结构立柱45度焊接的相关参考内容。
45号钢的规格
45号钢的规格45号钢是一种常见的钢材规格,具有广泛的应用领域。
本文将从45号钢的材质、性能、加工工艺和应用领域等方面进行介绍。
一、45号钢的材质和性能45号钢是一种碳素结构钢,其主要材质成分为碳(C)含量为0.42-0.50%,硅(Si)含量为0.17-0.37%,锰(Mn)含量为0.50-0.80%,磷(P)和硫(S)含量分别不超过0.035%。
这些成分使得45号钢具有一定的强度和硬度,并具有良好的可塑性和焊接性。
45号钢具有较高的屈服强度和抗拉强度,其屈服强度为≥450 MPa,抗拉强度为≥750 MPa。
同时,45号钢的硬度为≤207HB,耐磨性能较好。
此外,45号钢具有良好的冷热加工性能,易于切削加工和冷镦加工。
二、45号钢的加工工艺1. 切削加工:45号钢的切削加工性能较好,可以通过车削、钻孔、铣削等方式进行加工。
在切削过程中,应选择合适的切削速度和刀具材料,以获得最佳的加工效果。
2. 冷镦加工:45号钢适用于冷镦加工,可用于生产各种螺纹、螺栓、销钉等零部件。
冷镦加工时,应选择合适的模具和冷镦设备,严格控制加工工艺参数,以确保产品的质量。
3. 焊接加工:45号钢具有良好的焊接性能,可通过电弧焊、气焊、激光焊等方式进行焊接。
在焊接过程中,应选择合适的焊接材料和焊接工艺,进行适当的预热和后续热处理,以避免焊接产生的裂纹和变形。
三、45号钢的应用领域由于45号钢具有较高的强度和硬度,以及良好的可塑性和焊接性,因此在各个领域都有广泛的应用。
1. 机械制造:45号钢常用于制造机械零部件,如轴承、齿轮、螺杆、螺母等。
其高强度和耐磨性能使得这些零部件具有更好的使用寿命和可靠性。
2. 模具制造:45号钢适用于制造冷模具和热模具。
冷模具常用于冷镦、冷挤、冷冲等加工过程中,而热模具常用于热压、热拉、热冲等加工过程中。
45号钢具有良好的耐磨性和热稳定性,使得模具具有更长的使用寿命和稳定的加工效果。
3. 建筑领域:45号钢常用于制造建筑结构件,如钢梁、钢柱、钢板等。
20MnTiB钢与调质45钢焊接工艺
26·工艺与新技术·焊接技术第42卷第2期2013年2月文章编号:1002—025X(2013)02—0026—0420M nT i B钢与调质45钢焊接工艺熊健1,左舜贵2,张春枝1,杨梅1,李志军1,唐植国1,艾正元1 (1.中联重科湖南特力液压有限公司,湖南常德415106;2.上海交通大学材料科学与工程学院,上海200240)摘要:本文通过理论分析与试验结合的方法,对调质45钢与20M nT i B钢异种钢接头的焊接工艺进行了研究。
分析表明:2种材料的碳当量都大于0.4%,钢材淬硬性和冷裂倾向较大,20M nT i B钢的H A Z区域极易因焊接热输入大而软化。
要确保焊接质量.必须采取合理的焊前预热、道间保温、焊后热处理以及控制热输入等工艺措施。
试验结果表明,本文拟定的工艺方案完全达到了设计要求。
并已投入焊接生产。
关键词:20M nTi B钢;调质45钢:焊接工艺中图分类号:TG444.77文献标志码:B0引言近年来,随着新材料兴起,油缸轻量化成为油缸领域的研究热点。
20M nT i B钢由于其具有优异的力学性能和加工性能而逐渐替代20C r M nn钢而应用到齿轮和轴承的制造当中,其无缝管也逐渐用于液压件制造领域。
液压油缸作为工程机械的执行机构,具有多种结构形式,基本由缸筒、缸底、活塞杆、吊耳等组成。
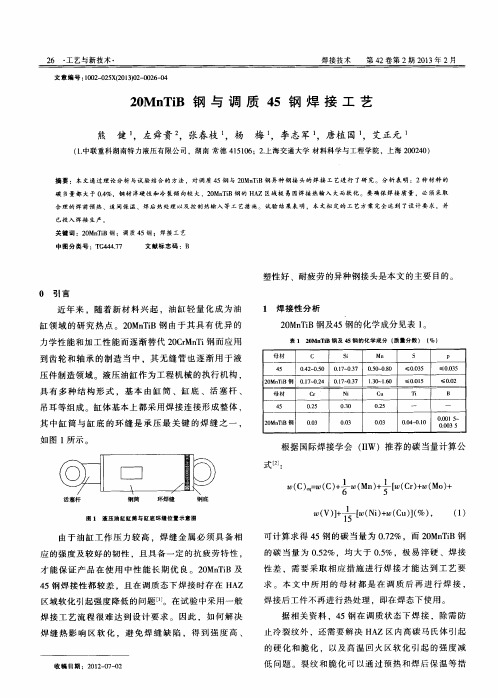
缸体基本上都采用焊接连接形成整体,其中缸筒与缸底的环缝是承压最关键的焊缝之一,如图1所示。
g厂—]重墓\/圈、一鲁活塞杆钢筒环焊缝钢底图l液压油缸缸筒与缸底环缝位置示意图由于油缸工作压力较高,焊缝金属必须具备相应的强度及较好的韧性.且具备一定的抗疲劳特性.才能保证产品在使用中性能长期优良。
20M nTi B及45钢焊接性都较差,且在调质态下焊接时存在H A Z 区域软化引起强度降低的问题…。
在试验中采用~般焊接工艺流程很难达到设计要求。
因此,如何解决焊缝热影响区软化,避免焊缝缺陷,得到强度高、收稿日期:2012—07-02塑性好、耐疲劳的异种钢接头是本文的主要目的。
焊接工艺评定-Q235_Q345
2016/3/5
35
焊接材料匹配
Q235钢焊接及焊接材料
一般不预热,碳含量在0.18~0.22%时,厚度≥30mm,环 境温度≤0℃时应考虑预热100~150℃。
手工电弧焊
一般结构:E4303、E4315、E4301、E4320、E4311; 动载荷、复杂和厚板结构: E4315、E4316、 E4303、 E4301、E4320、E4311;
⑧实际环境温度、相对湿度。
2016/3/5 16
焊接工艺评定报告(PQR)
⑨预热温度、层间温度。 ⑩焊后热处理温度和保温时间。 ⑪每条焊道实际的焊接工艺参数和施焊技术。 ⑫焊接接头外观和无损检验的结果。
⑬焊接接头的拉伸、弯曲、冲击韧度的试验报告编号和 金相试验报告编号,试验方法的标推和试验结果,角焊缝 的断面宏观检验结果。 ⑭焊接工艺评定的结论。
2016/3/5
4
质量标准
2016/3/5
5
质量标准
国内标准
《焊接质量要求 金属材料的熔化焊—第1部分:选择及使 用指南》(GB/T12467.1-1998) 《焊接质量要求 金属材料的熔化焊—第2部分:完整质量 要求》(GB/T12467.2-1998) 《焊接质量要求 金属材料的熔化焊—第3部分:一般质量 要求》(GB/T12467.3-1998) 《焊接质量要求 金属材料的熔化焊—第3部分:基本质量 要求》(GB/T12467.4-1998) 《焊接质量保证 钢熔化焊接头的要求和缺陷分级》 (GB/T12469-1990) 《钢熔化焊焊工资格考核方法》(GB/T15169-1994) 《钢制件熔化焊工艺评定》(JB/T6963-1993)
2016/3/5 20
焊接工艺评定规则
Q345R钢的焊接工艺

源或变压器的倒换工作,首先保证供电,若无法倒换的安排人员及时进行维护抢修,尽量缩短停电时间。
3.6.2对检修工作按工作票要求及时地停送电,值班人员须随时了解现场的工作进度,提前做好操作的准备工作,一旦现场工作提前结束,应做到随时能恢复送电的操作,工作票、操作票能在本班完成的要抓紧时间,不能无故耽误推延到下一班。
接班人员接班后根据接班情况,及时安排本班的工作任务,发现问题要以现场为主,与动力调度沟通,及时解决,不得推诿。
4结束语变电所运行的可靠性是供电系统的重要环节,可靠的供电是保证企业正常安全生产的前提和保障。
根据我公司供电系统目前运行现状,加强日常基础管理、组织措施及技术措施还需进一步的完善和努力。
参考文献:[1]国家电网公司.国家电网公司电力安全工作规程[M].北京:中国电力出版社,2005.03.[2]国家电力监管委员会电力业务资质管理中心编写组.电工进网作业许可考试参考教材[M].北京:中国财政经济出版社,2006.07.[3]砮秦华等编著.工业企业安全用电问答[M].北京市:金盾出版社,1992.07.作者简介:杨冠星(1961-),男,重庆人,动力调度,工程师,大学本科,研究方向:电器运行管理。
摘要:Q345R钢是低合金高强度结构钢,是目前我国用途最广、用量最大的压力容器专用钢材,具有良好的综合力学性能和工艺性能,适合于重要的焊接结构,特别是压力容器。
本文主要通过阐述Q345R钢焊接性分析及制定合理的焊接工艺,满足了产品的质量要求,提高了焊接生产效率和焊接质量、降低了生产成本。
关键词:Q345R碳当量焊接缺陷焊接变形和应力焊接工艺Q345R钢材表示低合金高强度结构钢,用屈服强度值“屈”字和压力容器“容”字的汉语拼音首位字母表示,Q———“屈”汉语拼音首位字母;345———屈服点值MPa;R———“容”汉语拼音首位字母。
Q345R钢是一种含有锰和硅的低合金钢,它比低碳钢Q235增加了1%左右的含锰量,但屈服点却增加了近50%。
45号钢文档
45号钢简介45号钢是一种常见的碳素结构钢,主要用于制造机械零件和工程结构部件。
它具有良好的综合机械性能和可焊性,广泛应用于各个领域。
本文将介绍45号钢的化学成分、机械性能、热处理工艺以及应用领域。
化学成分45号钢的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素。
其典型化学成分如下:•碳(C):0.42% - 0.50%•硅(Si):0.17% - 0.37%•锰(Mn):0.50% - 0.80%•磷(P):≤ 0.035%•硫(S):≤ 0.035%化学成分的合理控制可以确保45号钢具备良好的力学性能和焊接性能。
机械性能45号钢具有一系列良好的机械性能,以下为其典型的机械性能指标:•屈服强度(σs):≥ 600 MPa•抗拉强度(σb):≥ 800 MPa•延伸率(δ5):≥ 16%•断面收缩率(ψ):≥ 40%•冲击韧性(AKV):≥ 39 J机械性能的好坏决定了该钢材是否能够满足具体工程的使用要求。
热处理工艺45号钢的热处理工艺对其机械性能的提升具有重要影响。
一般情况下,45号钢常采用正火+表面渗碳处理的热处理工艺。
具体步骤如下:1.预热:加热至适当温度,保持一段时间,使温度均匀分布。
2.加热:将钢材加热至适当温度,保持一段时间,使组织发生相应改变。
3.正火:冷却速度较慢,以保证组织的均匀性和稳定性,提高钢材的强度和硬度。
4.表面渗碳处理:将正火后的钢件进行表面渗碳处理,以提高钢件的耐磨性和硬度。
5.淬火:将渗碳后的钢件进行淬火处理,以增加钢件的硬度和强度。
6.回火:对淬火后的钢件进行回火处理,以调整硬度和降低脆性,提高韧性和塑性。
通过合适的热处理工艺,可以使45号钢的机械性能得到进一步改善。
应用领域由于45号钢具有较高的强度和硬度,以及良好的可焊性,因此被广泛应用于各个领域。
以下是45号钢的一些应用场景:1.机械制造业:45号钢可以用于制造机床零件、轴承、齿轮、销轴等,其高强度和硬度保证了机械元件的使用寿命和稳定性。
(完整版)Q345对接工艺
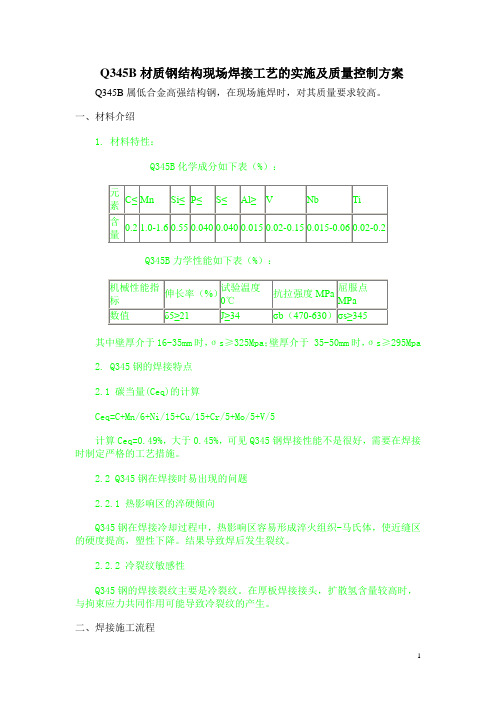
Q345B材质钢结构现场焊接工艺的实施及质量控制方案Q345B属低合金高强结构钢,在现场施焊时,对其质量要求较高。
一、材料介绍1.材料特性:Q345B化学成分如下表(%):Q345B力学性能如下表(%):其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于 35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
在厚板焊接接头,扩散氢含量较高时,与拘束应力共同作用可能导致冷裂纹的产生。
二、焊接施工流程坡口准备→点固焊→预热→焊道施焊→焊道清理→焊后热处理→自检/专检→无损检验三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用采用CO气体保护焊时,焊丝牌号选用的是JM-56(GB ER50-6),其材质为2H08Mn2Si。
JM-56 熔敷金属化学成分见下表(%):JM-56熔敷金属力学性能见下表:焊条手工电弧焊,选用低氢型碱性焊条E5015 (J507)或E5016(J506)型电焊条。
手工电弧焊电焊条性能见下表:2.焊条的烘干:低氢型焊条烘干温度应为350~380℃,保温时间应为1.5~2小时,烘干后缓冷放置于110~120℃的保温箱中存放待用,焊条重复烘干次数不宜超过两次。
3.坡口形式:(根据图纸和设备供货)柱与柱对接翼缘对接破口及梁柱连接翼缘对接破口形式::柱与柱对接腹板对接破口形式:4. 焊接方法:采用手工CO 2气体保护焊,手工电弧焊。
20号钢与45号钢焊接工艺的改进
工艺•装备20号钢与45号钢焊接工艺的改进□周宗义□陈雷洲□胡正德江苏精亚集团江苏江阴214426摘要:针对20号钢和45号铜在焊接中出现的质量问题,分析了异种钢材焊接的特点。
从焊条、焊机、焊后热处理等方面对20号钢与45号钢的焊接工艺进行了改进,并提出了焊接的注意事项。
关键词:钢焊接工艺中图分类号:TH142. 1;T G457. 1 文献标志码:B 文章编号:1000 -4998(2020)07 -0075 -03Abstract: In view of the quality problems in the welding of 20 # steel and 45 # steel, the welding characteristics of dissimilar steels were analyzed. The welding process of 20# steel and 45# steel had been improved from the aspects of electrode, welding machine, and post-w eld heat treatment, and the precautions for welding were put forward.Keywords:Steel Welding Process1研究背景焊接结构在海洋工程、交通、航空航天、化工、机械等工业部门得到广泛应用。
在焊接生产过程中,焊接工艺起至关重要的作用,决定产品的焊接质量。
针对中心轴两端插人管体的焊接问题,轴为45号钢,管体为20号钢。
焊接时,焊接技师一般采用普通的Q235 A结构钢焊接工艺方法。
焊接结束后,发现熔敷金属出现裂纹。
中心轴是整个机组中的关键部件,需要承受轴向扭转力,焊接裂纹会大大缩短零件寿命。
笔者就此问题展开异种钢材焊接工艺改进,工艺改进的关键点在于焊前预热、焊后去应力缓冷处理及焊接水平。
45号钢焊接工艺要求

一、请问45#钢与20#钢焊接应采用什么焊接材料?如果45#已经是调质后的焊接用J507、J506、J427恐怕不行。
还要用异种刚焊条焊接比较好,比如A302.焊条必须烘干,焊前预热,焊后热处理,采用小电流,,焊丝h08a一般情况下采用手工电弧焊,使用J507、J506、J427等碱性结构钢焊条就行。
如果没有特殊要求,一般的J422焊条也可凑活。
我们公司设计都要求预热150度,然后用E5016焊条进行施焊焊条用E5016 预热150度左右焊后注意缓冷1、welding part1) co2-gas arc welding2) welding must be don efficiently3) must be preheating at welding part4) don’t exist undercut and gas pocket5) overlap is more than 2mm6) welding bead must be smooth2、welding penetration rate is more than 120%3、finish: chassis enamel black(dsem611),except rubber region,salt spray test:min24ohrs,one side 3mm4、marking about each torque rod is following under part, sticking location is suitablelocktion on pipe推力杆焊接(接头与无缝管)1、焊接零件要求1) 必须使用二氧化碳气体电弧焊接2) 焊接必须是高效率地穿上3) 焊接零件部位必须先预热4) 不能有积瘤、烧边和气囊5) 交叠层超过2mm6) 焊接面一定是光滑的2、焊缝深度率是超过120%3、烤漆搪瓷黑色(标准dsem611),除了橡胶区域。
45号钢焊接工艺要点

45号钢焊接工艺要点
嘿,朋友们!今天咱就来好好唠唠 45 号钢焊接工艺要点。
你可别小瞧这焊接,就好比搭积木,一块没安好,整个就可能垮掉!
先说焊接前吧,那得把钢材表面清理得干干净净的,就像给它洗了个澡一样。
你想想,要是上面有脏东西、铁锈啥的,能焊得好吗?这可不是闹着玩儿的呀!
焊接电流和电压可得调好喽,这就跟调火候做饭似的。
电流太大,那不就焊穿啦;电流太小,又焊不牢,你说愁人不愁人。
焊接速度也很关键呀!太快了,焊缝不饱满;太慢了,又容易出问题。
咱得掌握好那个节奏,就跟跳舞似的,有快有慢,恰到好处才行。
还有那焊条角度,得根据情况随时调整,这可没有固定的死规矩。
就好像走路,得看着路怎么走合适就怎么走呗!
总之,要把45 号钢焊接好,每一个环节都不能马虎,都得用心去对待。
咱可不能随随便便就对付,那最后倒霉的不还是自己嘛!我的观点就是:焊接 45 号钢,就得认真细致,严格按照要求来,这样才能保证焊接质量呀!。
45号钢焊接工艺

45号钢焊接工艺
45号钢焊接工艺
⑴预热:预热温度250℃左右。
⑵优先选用低氢(碱性)焊条/焊丝。
⑶坡口形式:将焊件尽量开成U形坡口式进行焊接。
其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
⑷焊接工艺参数:由于母材熔化到第一层焊缝金属中的比例最高达30%左右,所以第一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。
⑸焊后热处理。
焊后最好对焊件立即进行消除应力热处理,消除应力的回火温度为600~650℃。
若焊后不能进行消除应力热处理,应立即进行后热处理。
45号钢焊接工艺要求

45号钢焊接工艺要求45号钢是一种常用的结构钢,具有较高的强度和耐腐蚀性能,广泛应用于建筑、桥梁、船舶、汽车、机械制造和石油化工等领域。
为了保证焊接接头的质量和可靠性,以下是对45号钢焊接的工艺要求。
1.材料准备焊接前需要对45号钢材进行准备。
首先,材料的质量必须符合相关标准和规范的要求。
材料需要进行清理,除去表面的油污、氧化物和焊渣。
焊接材料应选择适合45号钢的电焊条或焊丝。
2.焊接设备焊接设备要选择合适的电弧焊机或气体保护焊机。
焊机的电流和电压要根据焊接材料和厚度进行合理调节。
焊接工作地点需要保持干燥、无风、无水、无烟尘,并有良好的通风。
3.焊接参数焊接参数是保证焊缝质量的关键。
焊接电流、电压、焊接速度和焊接气体流量都需要根据焊接材料和焊接厚度进行调整。
过高的电流会引起焊缝气孔和熔焊侧面的烧穿;过高的电压会导致电弧不稳定和焊缝质量下降。
焊接速度过快会引起焊缝太窄和不充实,速度过慢会导致焊缝过宽和熔渣残留。
对于角焊缝,要注意角度和焊枪的位置。
4.预热和热处理对于较厚的45号钢板焊接,需要进行预热处理。
预热温度一般为150-200℃,可以提高焊接强度和韧性。
焊接完毕后,要进行适当的热处理,以减小焊接接头的残余应力。
5.检查和评定焊接完毕后,要对焊缝进行检查和评定。
常见的检查方法包括目视检查、超声波检测、射线检测等。
焊缝的质量评定标准要根据相关规范进行确定。
以上是对45号钢焊接的一些基本要求。
在实际焊接操作中,需要根据具体情况进行调整和优化,同时注意安全操作,避免产生焊接缺陷和事故。
球墨铸铁和45号钢焊接工艺_概述说明以及解释
球墨铸铁和45号钢焊接工艺概述说明以及解释1. 引言1.1 概述球墨铸铁和45号钢是制造业中常用的材料,它们具有优异的性能和广泛的应用领域。
焊接工艺在制造过程中扮演着重要的角色,球墨铸铁和45号钢焊接工艺也成为研究和应用的热点领域。
本文将对球墨铸铁和45号钢焊接工艺进行全面概述、说明及解释,以帮助读者更好地了解这两种材料的焊接特性。
1.2 文章结构本文共分为五个章节,每个章节都对焊接球墨铸铁和45号钢所需关注的关键要点进行详细介绍。
具体包括:引言、球墨铸铁和45号钢焊接工艺概述、焊接球墨铸铁的关键要点、焊接45号钢的关键要点、结论与展望。
1.3 目的本文旨在提供关于球墨铸铁和45号钢焊接工艺方面的全面信息,包括材料准备与预热要求、焊接方法选择与参数调整以及前后处理及质量检验控制等方面的要点。
通过对这些关键要点的说明和解释,读者可以了解到如何正确选择焊接工艺并实施高质量的焊接操作。
此外,还将对当前工艺存在的问题提出改进建议,并展望未来焊接技术可能的发展趋势。
以上是“1. 引言”部分内容的详细清晰撰写,请核对。
2. 球墨铸铁和45号钢焊接工艺概述:2.1 球墨铸铁介绍球墨铸铁是一种特殊的铸造材料,具有优异的机械性能和耐腐蚀性能。
它由含有球状石墨的铸模所形成,这种球状石墨作为强度增强因素,使得球墨铸铁具有较高的韧性和抗拉强度。
球墨铸铁在工业领域广泛应用于制造车辆零部件、机器设备等。
2.2 45号钢介绍45号钢是一种碳素结构钢,具有中等强度和较好的塑性。
它广泛应用于建筑、桥梁、机械制造等领域。
由于其适中的含碳量和良好的可焊性,45号钢易于进行焊接加工。
2.3 焊接工艺概述球墨铸铁和45号钢属于不同材料,在进行焊接时需要选择适合的焊接方法和参数以确保焊缝质量。
对于球墨铸铁,常用的焊接方法包括手工电弧焊、气体保护焊、激光焊等。
在选择焊接方法时,需要考虑到焊接位置的限制和工艺要求。
对于球墨铸铁的预热要求较为严格,通常需进行预热以提高材料的可焊性。
45钢低温焊接技术要求

45钢低温焊接技术要求
低温焊接是指焊接温度较低的焊接工艺,一般温度低于650℃。
针对45钢的低温焊接,以下是一些技术要求:
1.焊接材料选择:选择与45钢具有良好相容性的焊接材料,
如低合金钢焊条或焊丝。
2.预热:对于较厚的工件,应进行适当的预热,预热温度一般
为150-250℃,以防止产生冷裂纹。
3.焊接参数控制:需控制好焊接电流、电压、焊接速度等参数,确保焊接质量和熔深。
4.焊接层间温度控制:在低温焊接过程中,应尽量减少焊接区
域的热输入,以控制焊接区域的温度。
5.焊接气氛选择:选择适合的气氛,如惰性气体保护或真空焊接,以避免氧化或污染。
6.控制冷却速率:焊接结束后,需控制冷却速率,避免产生冷
裂纹或变形。
可采用缓慢降温或局部加热的方式。
7.焊后热处理:对于需要提高焊接接头性能的情况,可进行焊
后热处理,如退火或正火处理。
8.焊接质量检验:焊接完成后,需进行质量检验,包括焊缝外
观检查、焊接强度检测等。
以上是一些常见的45钢低温焊接技术要求,具体需要根据具体情况进行调整和合理安排。
同时,为了保证焊接质量,建议在实际操作中遵循相关的焊接规程和操作规范。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
⑶、焊接工艺参数由于母材熔化到第一层焊缝金属中的比例最高达30%左右,所以第一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。
பைடு நூலகம்45号钢焊接工艺
一、所用焊材:J507
二、焊接要注意:
⑴、预热预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。 若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
⑷、焊后热处理焊后最好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。