过程能力分析报告(图表)
过程能力分析minitab版

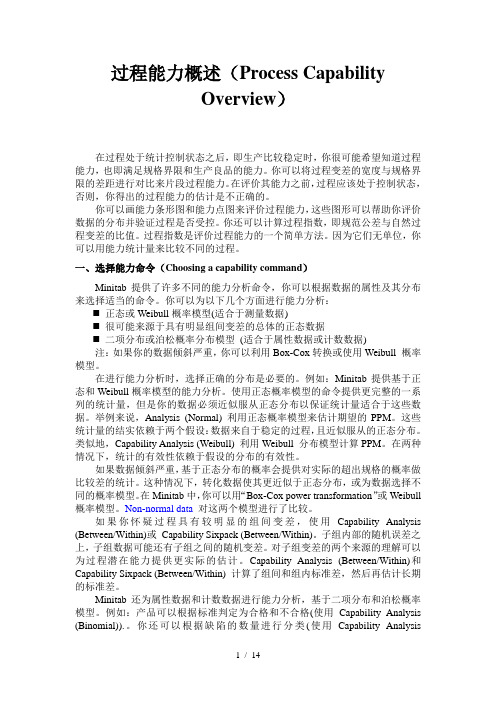
过程能力分析minitab版过程能力概述(Process Capability Overview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:正态或Weibull概率模型(适合于测量数据)很可能来源于具有明显组间变差的总体的正态数据二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab 提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
工序(过程)能力分析报告PPT课件( 39页)
27.05.2019
5
什么是工序能力指数
工序能力指数是衡量工序能力对产品规格要
求满足程度的数量值,记为Cp。通常以规格范围T
与工序能力B的比值来表示。即:
Cp
T B
T 6S
其中T=规格上限TU - 规格下限TL
x27.05.2019
6
工序能力与工序能力指数的区别
工序能力是工序的实际加工能力,而工序能 力指数是指工序能力对规格要求的满足程度。
2.20
2.30
2.40
2.50
2.60
2.70
2.80
27.05.2019
0.04 13.34 7.26 3.64 1.69 0.73 0.29 0.11 0.04 0.01 0.00
0.08 13.64 7.48 3.83 1.89 0.83 0.35 0.14 0.05 0.02 0.01
0.12 13.99 7.85 4.16 2.09 1.00 0.45 0.20 0.08 0.03 0.01 0.00
工序处于标准状态,是指设备、材料、工艺、环境、 测量均处于标准作业条件,人员的操作也是正确的。
工序的实际加工能力是指工序质量特性的分散(或波
动)有多大。以3σ原则这样的分散范围表示工序能力
既能保证产品的质量要求,又能具有较好的经济性。
工序能力:B=6σ 或 B≈6S
27.05.2019
4
谁影响工序能力
C
p
2 3
0 . 48 0 . 48
0 . 734
27.05.2019
22
工序能力的评价与处置
1 计件值 2 计点值
27.05.2019
过程能力分析minitab版
过程能力概述(Process CapabilityOverview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:⏹正态或Weibull概率模型(适合于测量数据)⏹很可能来源于具有明显组间变差的总体的正态数据⏹二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
这种情况下,转化数据使其更近似于正态分布,或为数据选择不同的概率模型。
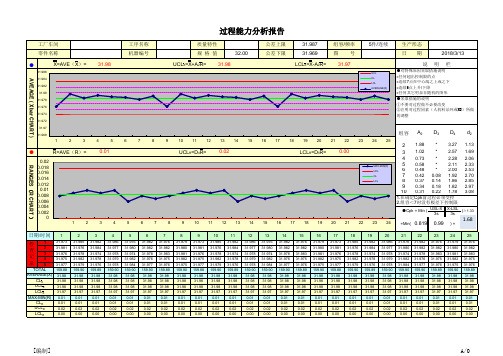
过程能力X-Bar图表

n1234567891011121314151617181920212223242512X-bar #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A s#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A0.000计量单位规格中心负 公 差规格上限日 期规格类型规格下限量具名称产品名称规 格0.000车 间部 门检查审核位置/时间产品信息量具信息子组样本量0.000料 号工 序量具编号正 公 差机台质量特性A B 0.000C 0.000 A0.0000.100 0.200 0.300 0.400 0.500 0.6000.7000.800 0.900 1.000 12345678910111213141516171819202122232425A v e r a g e数据点(X-bar 图)UCL+2σ线+1σ线CLx-1σ线-2σ线LCLX-bar0.000 0.0000.0000.100 0.200 0.300 0.400 0.500 0.600 0.7000.8000.900 1.000 12345678910111213141516171819202122232425R a n g e数据点(s 图)s UCLs CLs LCLs质量特性值双侧公差单侧公差(最小值)单侧公差(最大值)0.000计量单位规格中心负 公 差规格上限日 期规格类型规格下限量具名称产品名称规 格0.000车 间部 门检查审核位置/时间产品信息量具信息子组样本量0.000料 号工 序量具编号正 公 差机台质量特性双侧公差单侧公差(最小值)单侧公差(最大值)。
过程能力分析报告
0.01
0.01
0.02
0.02
0.00
0.00
1.68
10
31.985 31.976 31.978 31.982 31.979 159.90 31.98 31.98 31.98 31.97
0.01 0.01 0.02 0.00
11
31.982 31.984 31.974 31.978 31.976 159.89 31.98 31.98 31.98 31.97
0.02 0.018 0.016 0.014 0.012
0.01 0.008 0.006 0.004 0.002
0
4 0.73 * 2.28 2.06
MAX-MIN(R) UCL CL
5 0.58 * 2.11 2.33 6 0.48 * 2.00 2.53 7 0.42 0.08 1.92 2.70
2
31.985 31.976 31.978 31.982 31.979 159.90 31.98 31.98 31.98 31.97
0.01 0.01 0.02 0.00
3
31.982 31.984 31.974 31.978 31.976 159.89 31.98 31.98 31.98 31.97
0.01 0.01 0.02 0.00
24
31.979 31.980 31.981 31.982 31.975 159.90 31.98 31.98 31.98 31.97
0.01 0.01 0.02 0.00
25
31.976 31.982 31.983 31.975 31.976 159.89 31.98 31.98 31.98 31.97
0.01 0.01 0.02 0.00
minitab过程能力分析图制作
精品课件
13
过程能力分析------计数型
Step2. 点击“统计”--“质量工具”--“能力分析”--“二项B“。
精品课件
14
过程能力分析------计数型
Step3. 出现的”能力分析(二项分布)“工具栏内,在”缺陷 数“,双击”C3“,输入“不合格数”;在”实际样本量) “中双击”C2“,输入“数量”;单击”选项“。
精品课件
4
过程能力分析------计量型
Step1. 按要求测量得到一组数据后,输入工作表
连续输入60个数据
精品课件
5
过程能力分析------计量型
Step2. 点击“统计”--“质量工具”--“能力分析”--“”正态“。
精品课件
6
过程能力分析------计量型
Step3. 出现的”能力分析(正态分布)“工具栏内,在”单列“中双 击”C2“,填入”实测值“;在”子组大小(Z)“中输入”5“ ;在”规格下限“中输入10;在”规格上限“中输入10.1,单击 ”确定“。
MINITAB过程能力分析图制作
精品课件
过程能力概述
什么是过程能力
----------过程处于统计受控状态下(稳定生产),过程特性满足规 定要求的能力。
----------过程特性,往往表现为具体的计量型或计数型指标。 ---------规定要求,往往表现为实际尺寸在标准偏差范围的波动,是
否符合要求或通过、不通过,符合不符合,合格与不合格
精品课件
10
过程能力分析------计量型
Step7. 报告分析(略)
精品课件
11
过程能力分析------计数型
例题:我们研究11月份焊接件生产和检查数量。从发现的不合格数 ,来探讨焊接件的过程能力。
过程能力分析报告

过程能力分析报告在当今竞争激烈的市场环境中,企业要想保持竞争力,持续提高产品或服务的质量至关重要。
而过程能力分析作为一种有效的质量控制工具,可以帮助企业评估生产或服务过程的稳定性和能力,从而识别改进的机会,确保产品或服务满足客户的需求和期望。
一、过程能力分析的基本概念过程能力是指过程在一定时间内,处于控制状态(稳定状态)下的实际加工能力。
简单来说,就是过程能够生产出符合规格要求的产品或提供符合标准服务的能力。
过程能力通常用过程能力指数(Cp、Cpk 等)来衡量。
过程能力分析则是通过收集和分析过程的数据,评估过程的稳定性和能力,确定过程是否满足质量要求,并为过程改进提供依据。
二、过程能力分析的重要性1、质量控制帮助企业确定过程是否稳定,产品或服务的质量是否在可接受的范围内。
如果过程能力不足,能够及时发现问题,采取措施进行纠正,避免不合格产品或服务的产生。
2、成本降低通过优化过程,减少废品、返工和维修等成本,提高生产效率,降低生产成本。
3、客户满意度提升能够生产出更符合客户要求的产品或提供更优质的服务,从而提高客户满意度和忠诚度。
4、持续改进为企业提供了有关过程性能的量化信息,有助于确定改进的方向和重点,推动持续改进。
三、过程能力分析的步骤1、确定研究的过程明确需要分析的生产或服务过程,以及该过程的关键特性和质量要求。
2、收集数据通过抽样、测量等方法收集过程的相关数据。
数据的收集应该具有代表性,能够反映过程的真实情况。
3、绘制控制图使用收集到的数据绘制控制图,如均值极差控制图(XR 图)、均值标准差控制图(XS 图)等。
控制图可以帮助判断过程是否处于稳定状态。
4、计算过程能力指数根据控制图的数据,计算过程能力指数,如 Cp、Cpk 等。
这些指数可以反映过程的精度和准确度。
5、评估过程能力将计算得到的过程能力指数与预定的标准进行比较,评估过程能力是否满足要求。
6、分析原因如果过程能力不满足要求,需要分析原因。
过程能力X-Bar图表

n1234567891011121314151617181920212223242512X-bar #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A s#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A质量特性子组样本量0.000料 号工 序量具编号正 公 差机台车 间部 门检查审核位置/时间产品信息量具信息规格类型规格下限量具名称产品名称规 格0.000计量单位规格中心负 公 差规格上限日 期0.0000.000 A B 0.000C 0.000 A 0.0000.100 0.200 0.300 0.400 0.500 0.6000.700 0.8000.900 1.000 12345678910111213141516171819202122232425A v e r a g e数据点(X-bar 图)UCL+2σ线+1σ线CLx-1σ线-2σ线LCLX-bar0.000 0.0000.0000.100 0.200 0.300 0.400 0.500 0.600 0.7000.8000.900 1.000 12345678910111213141516171819202122232425R a n g e数据点(s 图)s UCLs CLs LCLs质量特性值双侧公差单侧公差(最小值)单侧公差(最大值)质量特性子组样本量0.000料 号工 序量具编号正 公 差机台车 间部 门检查审核位置/时间产品信息量具信息规格类型规格下限量具名称产品名称规 格0.000计量单位规格中心负 公 差规格上限日 期0.000双侧公差单侧公差(最小值)单侧公差(最大值)质量特性子组样本量0.000料 号工 序量具编号正 公 差机台过程能力研究报告(分析用)X-bar s图车 间部 门检查审核位置/时间产品信息量具信息规格类型规格下限量具名称产品名称规 格0.000计量单位规格中心负 公 差规格上限日 期0.000双侧公差单侧公差(最小值)单侧公差(最大值)。