焊接材料烘焙记录
焊接材料烘焙

焊条:J522 4.0 J422 4.0 (酸性)焊丝:埋弧焊丝H08Mn¢4.0 H08A¢4.0 分条H08Mn¢3.2 H08A¢3.2 二保焊丝H08A¢1.2 焊剂:HJ431 (酸性)SJ101(烧结焊剂,碱性)焊条烘焙温度,回烘温度参考标准JB/T3223-96 《焊接材料质量管理规程》) 一、焊条烘干(以下为常用参数,对于不同厂家,有不同要求) 1、酸性低碳钢电焊条烘至150-200℃,保温0.5-1小时(如大西洋为150℃,0.5-1小时); 2、碱性低氢电焊条,烘至350℃-400℃,保温1-2小时(有的为350℃,1小时,有的380℃,1-2小时); 二、焊条保存 保存温度严格说应按照用途进行分级,对于钢结构焊条,要求较低,保存温度应不低于5℃,空气相对湿度不高于60%,存放时间通常为3年(超过三年不得在压力容器中使用),保证时间为2年,对于低氢焊条,即超过2年的要进行焊条的复验,严格是要求进行氢含量测定(有条件时参考本单位焊材质保等级要求)。
三、焊条回烘 一般可以重复烘焙2次,回烘温度和时间不变,超过2次须征求厂家意见再做决定(原则上不得超过2次)。
四、焊条报废 结构钢焊条,尤其低氢焊条,当出现药皮严重受潮,表面“白花”严重,发生药皮粘结结饼,或发现焊条药皮剥落时,可认为该焊条不具备使用功能,即报废。
五、焊条受潮后的影响 焊条受潮后,对焊接工艺的影响主要有: 1、电弧强烈,燃烧不稳定; 2、飞溅多、颗粒大; 3、熔深大,容易产生咬边; 4、熔渣的覆盖不均匀,焊缝形状粗糙,凸起、压坑出现; 5、熔渣清理困难,表面气孔增多; 6、致使焊缝表面出现裂纹。
焊条烘焙温度规范word格式序号型号烘焙温度(℃) 烘焙时间(小时) 保温温度(℃) 备注1 E5015 4002 100-150 结(J)5072 E4315 350 2 100-150 结(J)4273 E4303 200 1 100-150 结(J)4224 E5016 400 2 100-150 结(J)5065 E5515-B1 350 2 100-150 热(R)2076 E5515-B2 350 2 100-150 热(R)3077 E6015-B3 350 2 100-150 热(R)4078 E1-5MoV-15 350 2 100-150 热(R)5079 E0-19-10-16 200 1 100-150 奥(A)10210 E0-19-10Nb-16 200 1 100-150 奥(A)13211 E0-18-12Mo2-16 200 1 100-150 奥(A)20212 E1-23-13-16 200 1 100-150 奥(A)302 i813 E2-26-21-16 200 1 100-150 奥(A)402 Z14 E0-19-10-15 250 1 100-150 奥(A)10715 E0-19-10Nb-15 250 1 100-150 奥(A)13716 E0-18-12Mo2-15 250 1 100-150 奥(A)20717 E0-18-12Mo2V-15 250 1 100-150 奥(A)23718 E2-26-21-15 250 1 100-150 奥(A)40719 HJ401-H08A 250-300 2 100-150 焊剂(HJ)43120 HJ502-H10Mn2 250-300 2 100-150 焊剂(HJ)35021 烧结焊剂250-300 2 100-150 SJ10122 烧结焊剂250-300 2 100-150 SJ301J422,中“J”表示结构钢焊条,按用途分第一、二位数字“42”表示焊缝金属的抗拉强度等级(用MPa值的1/10表示),末位数字“2”表示药皮类型及焊接电源的种类A132中“A”表示奥氏体不锈钢焊条;第一、第二位数字表示焊缝金属主要化学成分组成末位数字表示药皮类型和焊接电源种类E4315中“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为MPa值的1/10;第三位数字表示焊条焊接位置,“0”及“1”表示用于全位置焊接(平、立、仰、横),“2”表示适用于平焊及平角焊,“4”适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
焊接材料烘焙规范及操作规程
焊材库管理人员岗位职责1、检查入库焊材的质量证件及包装质量是否符合要求。
2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放,作好标识。
3、掌握各类焊条的烘干要求。
根据焊材领用通知单,对所需要焊材烘干并作好烘干记录。
4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊接材料实行回收,作好焊条头、余留焊材回收登记。
5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度记录。
6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求,定期计量。
7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回收数量,上交物资管理部门。
8、对库内焊接材料定期进行质量检查,如发现焊接材料质量不符合要求协同焊接技术人员、质量人员作出处理。
附件16:焊接材料烘焙规范及操作规程焊接材料烘焙规范及操作规程1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
焊条烘焙技术及安全交底

焊条烘焙技术及安全交底引言:焊条是一种常用的焊接材料,广泛应用于各个行业的焊接工艺中。
在焊接过程中,焊条的质量直接影响焊接接头的强度和质量。
而焊条的烘焙技术是确保焊接质量的重要环节。
本文将介绍焊条烘焙技术的目的、方法及常见安全交底事项,以确保焊接操作的安全性和焊接接头的质量。
一、焊条烘焙技术的目的焊条烘焙技术的主要目的是去除焊条中的气体和水分,提高焊接质量和焊接接头的强度。
焊条在储存和运输过程中,容易受潮吸湿,一旦焊接时存在水分,会产生气孔和裂纹,影响焊接强度和质量。
通过烘焙焊条,可以去除焊条表面和内部的水分和气体,确保焊接接头的完整性。
二、焊条烘焙技术的方法1. 烘箱烘焙法烘箱烘焙法是最常见也是最常用的焊条烘焙方法。
将焊条放入预热的烘箱中,一般烘焙温度控制在100-150摄氏度,时间根据焊条类型和含水量而定,通常为1-2小时。
烘焙后的焊条要放置在密闭容器中,以防止潮气再次吸湿。
2. 置换烘焙法置换烘焙法是通过烘焙机主动传热和置换焊条中的湿气。
将焊条放入置换烘焙机中,烘焙机通过加热和排气的方式,将焊条中的湿气排出,达到烘焙的效果。
烘焙温度和时间同样根据焊条类型和含水量而定。
三、焊条烘焙的安全交底事项1. 操作人员必须具备相关的安全常识,知道烘焙时的危险性和应对措施。
2. 烘焙操作必须进行室外或通风良好的场所,以确保烟雾和有害气体能够迅速排出。
3. 操作人员必须佩戴好个人防护装备,包括防护眼镜、手套和防尘口罩等。
4. 在进行焊条烘焙时,必须保持焊条与热源之间的适当距离,以防止焊条过热和引发火灾。
5. 烘焙后的焊条必须放置在专用的密闭容器中储存,并要标记清楚焊条类型和烘焙日期。
结论:焊条烘焙技术是确保焊接接头质量和焊接强度的重要环节。
通过烘焙焊条,可以去除焊条中的水分和气体,有效减少焊接中的气孔和裂纹的产生,提高焊接接头的质量。
在进行焊条烘焙操作时,必须严格遵守安全操作规程,确保操作人员的人身安全和设备的安全性。
焊接材料烘焙规范及操作规程范文(二篇)
焊接材料烘焙规范及操作规程范文焊接材料烘焙是一项重要的工序,它对焊接质量和工件性能具有直接影响。
为了确保焊接材料的质量和稳定性,下面将介绍焊接材料烘焙的规范及操作规程。
1. 烘焙规范1.1 温度控制规范烘焙温度应根据焊接材料的种类和规格进行调整。
常用焊接材料的烘焙温度范围一般在80℃~150℃之间。
在整个烘焙过程中,应保持温度的稳定性,避免温度波动过大。
1.2 烘焙时间规范烘焙时间应根据焊接材料的吸湿性和规格进行确定。
一般情况下,焊接材料的烘焙时间在1小时左右。
但对于特殊材料,烘焙时间可能会有所不同,需要根据厂家提供的要求进行操作。
1.3 烘焙条件规范烘焙过程应在密封的设备或容器中进行,以防止外界空气对焊接材料的影响。
同时,烘焙设备或容器应具备良好的通风条件,以排除焊接材料中的潮气和有害气体。
2. 操作规程2.1 准备工作2.1.1 清洁工作台及烘焙设备:使用清洁布将工作台和烘焙设备表面进行擦拭,确保无灰尘和杂质。
2.1.2 准备焊接材料:按照具体焊接工艺要求准备焊接材料,确保材料的种类和规格与焊接工艺一致。
2.2 烘焙操作2.2.1 开启烘焙设备:根据烘焙要求,将烘焙设备预热至指定温度,开启设备排除潮气和有害气体。
2.2.2 焊接材料放置:将焊接材料按照要求放置在烘焙设备的托盘或容器中,确保材料间的间隔适当,以保证烘焙的均匀性。
2.2.3 烘焙时间控制:根据焊接材料的吸湿性和规格,设定烘焙时间,开始烘焙过程。
2.2.4 确认烘焙结束:烘焙时间到达后,关闭烘焙设备,取出焊接材料。
用温度计测量焊接材料的温度,确认是否达到烘焙要求。
2.3 封存操作2.3.1 封存包装:将烘焙结束的焊接材料迅速放入密封包装袋中,并将包装袋封闭,以防止外界湿气的侵入。
2.3.2 标签记录:在包装袋上标注焊接材料的种类、规格、烘焙时间和日期,并进行记录。
2.3.3 存放要求:封存好的焊接材料应存放在干燥、通风、无腐蚀性气体的库房中,避免阳光直射和与湿气接触。
[资料员考试密押题库与答案解析]资料员分类模拟题施工记录(五)
![[资料员考试密押题库与答案解析]资料员分类模拟题施工记录(五)](https://img.taocdn.com/s3/m/51e0e7336f1aff00bfd51edf.png)
B.200
C.300
D.350
答案:B
问题:3. 砖基础砌筑前,必须用皮数杆检查垫层标高是否合适,如果第一层砖下水平缝超过 时,应先用细石混凝土找平。
A.10mm
B.20mm
C.30mm
D.40mm
答案:B
问题:4. 混凝土养护测温起止时间是指 。
A.室外平均气温连续3天低于5℃时起,至室外平均气温连续5天高于5℃冬施结束
答案:ABCD
问题:11. 验槽时应侧重在( )。
A.桩基
B.墙角
C.承重墙下
D.其他受力较大部位
E.基坑 A B C D E
答案:ABCD
问题:12. 下列选项中,关于先张法的特点,说法正确的是 。
A.工艺简便,工序少
B.效率高,质量好
C.适用于工厂化大批量生产定型的中小型预应力混凝土构件
D.预应力的建立和传递是靠钢筋和混凝土间的黏结力完成的
问题:26. 下列选项中,关于钢筋的存放,说法正确的是 。
A.钢筋必须堆入仓库或料棚内
B.运进现场的钢筋经检验合格后必须严格按批分等级、牌号、直径、长度挂牌存放,并注明数量,不得混淆
C.堆放钢筋时下面须加垫木
D.加工后的钢筋成品要按不同的工程、不同的构件挂牌并分别堆放
E.远离有害气体生产车间 A B C D E
E.地基处理方式、依据、处理部位、深度及处理结果等 A B C D E
答案:ABCD
问题:14. 砖墙常用的砌筑形式包括 。
A.一顺一丁
B.全顺
C.三顺一丁
D.梅花丁
E.全丁 A B C D E
答案:ABDE
问题:15. 焊接材料烘焙记录内容包括 。
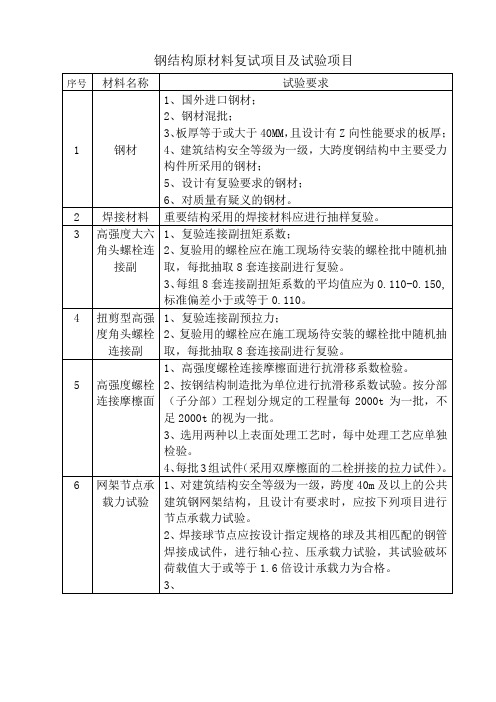
钢结构原材料复试项目
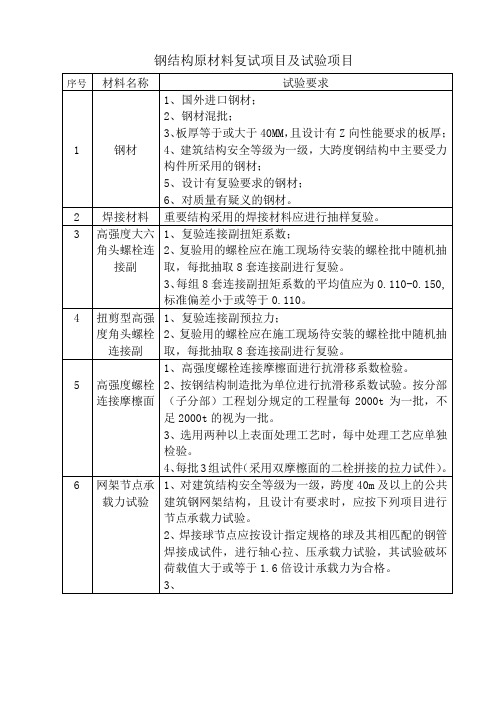
钢结构原材料复试项目及试验项目备注一、原材料合格证及复试项目(一)、钢材钢结构所用的钢材都应有质量证明书。
对属于下列条件之一的钢材,应进行抽样复验,且应是见证取样、送样的试验项目。
1、国外进口钢材。
对国外进口的钢材,应进行抽样复验;当具有国家进出口质量检验部门的复验商检报告时,可以不再进行复验。
2、钢材混批。
由于钢材经过转运、调剂等方式,供应到用户后容易产生混炉号,而钢材是按炉号和批号发材质合格证,因此对于混批的钢材应进行复验。
3、板厚等于或大于40mm,且设计有Z向性能要求的厚板。
厚钢板存在各向异形(X、Y、Z三个方向的屈服点、抗拉强度、伸长率、冷弯、冲击值等指标,以Z向试验最差),因此当板厚等于或大于40mm,且承受沿板厚方向拉力时,应进行复验。
4、建筑结构安全等级为一级,大跨度钢结构中主要受力构件所用的钢材。
(1)、大跨度:按照现行《网架结构设计及施工规程》(JGJ7-91)的规定,大、中、小跨度是指屋盖而言,大跨度指跨度60m以上,中跨度指30-60m,小跨度指跨度在30m以上。
(2)、对大跨度钢结构来说,弦杆或梁用钢板为主要受力构件,应进行复验。
5、当设计提出对钢材的复验要求时,应进行复验。
6、对质量有疑义的钢材。
对质量有疑义是指:(1)、对质量证明文件有疑义的钢材。
(2)、质量证明文件不全的钢材。
(3)、质量证明书中的项目少于设计要求的钢材。
(二)、焊接材料焊接材料应有质量证明书。
重要钢结构采用的焊接材料应进行抽样复验,且为见证取样、送样的检验项目。
1、本条中“重要”是指:(1)、建筑结构安全等级为一级的一、二级焊缝。
(2)、建筑结构安全等级为二级的一级焊缝。
(3)、大跨度结构中一级焊缝。
(4)、重要工作制吊车梁结构中的一级焊缝。
(5)、设计要求。
(1)、重要的房屋:指人员众多,流动频繁,造成经济损失和社会影响很严重的建筑物,建筑结构的安全等级为一级。
(2)、次要的房屋:指人流极少,所造成的影响不严重,建筑结构的安全等级为三级。
焊接材料烘焙规范及操作规程

焊接材料烘焙规范及操作规程1. 为保证焊接质量,施焊前必须按规定对焊条、焊剂进行烘焙和领用。
2.焊条、焊剂出库(一级库):已按有关规程、标准验收合格,并达到JB/T 3223《焊接材料质量管理规程》保管条件,存放期限不超过规定期限,按焊接工艺要求、烘焙设备能力及生产任务安排合理领用不同规格、型号的焊条、焊剂进行烘焙。
3.不同类型的焊接材料原则上应分别烘焙,但同时符合下列条件的可以同炉烘焙:1)烘焙规范相同;2)不同类型焊接材料之间有明显的标记,不至于混杂。
4.焊条、焊剂的烘焙温度、时间一般应按其说明书的要求进行,如无规定时可按下列规定进行:钛钙型焊条烘焙温度为150—200℃,恒温60--120分钟;低氢型焊条烘焙温度为300—400℃,恒温60—120分钟;熔炼焊剂烘焙温度为250—300℃,恒温120分钟;烧结焊剂烘焙温度为300—400℃,恒温120分钟。
5.焊条、焊剂烘焙时应打开排气口,便于排除烘箱内湿气和保持温度均匀。
焊接材料的放置至少应距离发热板(管)100mm以上,焊条堆放不应超过三层,焊剂散布在盘中的厚度最大不超过50mm。
6.焊条、焊剂烘焙结束后应在愠温箱内保存,愠温箱温度一般为80—110℃。
如焊材型号不同应有明显标记,谨防错用焊材。
7.焊条、焊剂烘焙、领用应有专人负责,并作好烘焙及领用纪录。
领用焊条时应依据焊接工艺规定及焊接工作量的需要用焊条保温筒随用随领。
焊剂应用专门的器具领用,施工现场应作好保温措施。
8.焊条烘焙后在常温下搁置4小时以上,在使用时应重新烘焙,重复烘焙一般不应超过两次,不锈钢焊条不应重复烘焙。
9.焊剂重复使用应满足以下条件:1)用过的旧焊剂与同批号新焊剂混合使用,且旧焊剂的混合比在50%以下;2)混合前用适当的方法清除了旧焊剂中的熔渣、杂质及粉尘;3)混合焊剂的颗粒度符合规定的要求。
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
焊接材料烘焙记录
项目专业技术负责人
专业质检员
记录人
本表由施工单位填写并保存.
山东省建设工程质量监督总站监制
焊接材料烘焙记录
焊接材料烘焙记录
鲁JJ—052
工程名称
焊材牌号
规格mm
焊材厂家
钢材材质
烘焙方法
烘焙日期
序号
施焊
部位
烘焙数
量kg
烘焙要求
保温要求
备
注
Hale Waihona Puke 烘干温度℃烘干
时间
h
实际烘焙
降至恒温℃
保温时间h
烘焙
日期
从
时分
至
时分
说明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干.
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱筒取出到施焊的时间不得超过2h,酸性焊条不宜超过4个小时.烘干温度250~300℃.
焊接材料烘焙规范及操作规程

行业资料:________ 焊接材料烘焙规范及操作规程单位:______________________部门:______________________日期:______年_____月_____日第1 页共5 页焊接材料烘焙规范及操作规程1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
第 2 页共 5 页焊接气焊施工安全要求1、电焊机要设在干燥、通风良好的地点,周围严禁存放易燃易爆物品2、电焊机应设置单独的开关箱,作业时应穿戴防护用品;施焊完毕,拉闸上锁3、在潮湿地点工作,电焊机应放在木板上,操作人员应站在绝缘胶板上或木板上工作4、严禁在带压力的容器和管道上施焊,焊接带点设备时,必须先切断电源5、储存过易燃、易爆、有毒物品的容器或管道,焊接前必须清洗干净,并将所有孔口打来保持空气畅通6、在密封的金属容器中施焊时,必须开设进出通风口。
容器照明电压不得超过36V。
焊条烘焙温度与时间

焊接材料烘焙标准及操作规程1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术标准要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术标准要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术标准,则按下表的烘干标准进行:注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干标准的焊条进行烘干,对烘干标准相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高〔一般为1~3层〕,以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
附件17:焊接材料回收制度焊接材料回收制度为了节省焊材,保证焊接工程质量,保持安全、清洁、文明的施工环境,特制定焊材回收制度。
1、每个焊工只允许领用、退回自己本人使用的焊材,不允许几个焊工所需的焊材由一个焊工领用、退回,并要求当天退回剩余焊材及焊材头。
2、焊工在焊接施工过程中,不得乱抛乱丢焊材头及剩余焊材,必须放回焊条保温筒内,下班后交回焊材库,由焊材管理人员点收,并填好《焊材回收记录单》。
3、焊接时,焊条头、焊丝头焊后余留长度不得超过60mm,特殊位置焊接时,允许部分焊材头剩余长度超过这个限度。
4、焊条回收率:要求地面组装阶段到达97%,安装阶段不得低于95%。
到达这个要求的,按实际回收数给予适当奖励;焊丝回收,一根焊丝回收带色标的两根焊丝头,回收要求同焊条头。
奖励金额按实际回收数给予适当奖励。
钢结构原材料复试项目
钢结构原材料复试项目及试验项目备注一、原材料合格证及复试项目(一)、钢材钢结构所用的钢材都应有质量证明书。
对属于下列条件之一的钢材,应进行抽样复验,且应是见证取样、送样的试验项目。
1、国外进口钢材。
对国外进口的钢材,应进行抽样复验;当具有国家进出口质量检验部门的复验商检报告时,可以不再进行复验。
2、钢材混批。
由于钢材经过转运、调剂等方式,供应到用户后容易产生混炉号,而钢材是按炉号和批号发材质合格证,因此对于混批的钢材应进行复验。
3、板厚等于或大于40mm,且设计有Z向性能要求的厚板。
厚钢板存在各向异形(X、Y、Z三个方向的屈服点、抗拉强度、伸长率、冷弯、冲击值等指标,以Z向试验最差),因此当板厚等于或大于40mm,且承受沿板厚方向拉力时,应进行复验。
4、建筑结构安全等级为一级,大跨度钢结构中主要受力构件所用的钢材。
(1)、大跨度:按照现行《网架结构设计及施工规程》(JGJ7-91)的规定,大、中、小跨度是指屋盖而言,大跨度指跨度60m以上,中跨度指30-60m,小跨度指跨度在30m以上。
(2)、对大跨度钢结构来说,弦杆或梁用钢板为主要受力构件,应进行复验。
5、当设计提出对钢材的复验要求时,应进行复验。
6、对质量有疑义的钢材。
对质量有疑义是指:(1)、对质量证明文件有疑义的钢材。
(2)、质量证明文件不全的钢材。
(3)、质量证明书中的项目少于设计要求的钢材。
(二)、焊接材料焊接材料应有质量证明书。
重要钢结构采用的焊接材料应进行抽样复验,且为见证取样、送样的检验项目。
1、本条中“重要”是指:(1)、建筑结构安全等级为一级的一、二级焊缝。
(2)、建筑结构安全等级为二级的一级焊缝。
(3)、大跨度结构中一级焊缝。
(4)、重要工作制吊车梁结构中的一级焊缝。
(5)、设计要求。
(1)、重要的房屋:指人员众多,流动频繁,造成经济损失和社会影响很严重的建筑物,建筑结构的安全等级为一级。
(2)、次要的房屋:指人流极少,所造成的影响不严重,建筑结构的安全等级为三级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JJ—052
工程名称
焊材牌号
规格(mm)
焊材厂家
钢材材质
烘焙方法
烘焙日期
序 施焊 号 部位
烘焙数 量(kg)
烘干 温度 (℃)
烘焙要求
烘干 时间 (h)
实际烘焙
烘焙 从 至 日期 时分 时分
保温要求
降至恒 温(℃)用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过 2h,酸 性焊条不宜超过 4 小时。烘干温度 250~300℃。
施工单位 项目(专业)技术负责人
本表由施工单位填写并保存。
专业质检员
记录人