6—5焊接材料烘焙记录
焊接材料烘焙规范及操作规程
焊材库管理人员岗位职责1、检查入库焊材的质量证件及包装质量是否符合要求。
2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放,作好标识。
3、掌握各类焊条的烘干要求。
根据焊材领用通知单,对所需要焊材烘干并作好烘干记录。
4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊接材料实行回收,作好焊条头、余留焊材回收登记。
5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度记录。
6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求,定期计量。
7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回收数量,上交物资管理部门。
8、对库内焊接材料定期进行质量检查,如发现焊接材料质量不符合要求协同焊接技术人员、质量人员作出处理。
附件16:焊接材料烘焙规范及操作规程焊接材料烘焙规范及操作规程1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
施工记录
工程施工资料管理填表说明5、施工记录资料施工记录是在施工过程中形成的,确保工程质量、安全的各种检查、记录的统称,包括通用施工记录和专用施工记录。
6.1 隐蔽工程检查记录(表C5-1)隐蔽工程检查记录为通用施工记录,适用于各专业。
按规范规定须进行隐检的项目,施工单位应填报《隐蔽工程检查记录》(表C5-1)。
主要隐检项目及内容如下。
1 地基基础工程与主体结构工程隐检(1)土方工程:基槽、房心回填前检查基底清理、基底标高情况等。
(2)支护工程:检查锚杆、土钉的品种、规格、数量、位置、插入长度、钻孔直径、深度和角度等。
检查地下连续墙的成槽宽度、深度、垂直度、钢筋笼规格、位置、槽底清理、沉渣厚度等。
(3)桩基工程:检查钢筋笼规格、尺寸、沉渣厚度、清孔情况等。
(4)地下防水工程:检查混凝土变形缝、施工缝、后浇带、穿墙套管、埋设件等设置的形式和构造。
人防出口止水做法。
防水层基层、防水材料规格、厚度、铺设方式、阴阳角处理、搭接密封处理等。
(5)结构工程(基础、主体):检查用于绑扎的钢筋品种、规格、数量、位置、锚固和接头位置、搭接长度、保护层厚度和除锈、除污情况、钢筋代用变更及胡子筋处理等。
检查钢筋连接型式、连接种类、接头位置、数量及焊条、焊剂、焊口形式、焊缝长度、厚度及表面清渣和连接质量等。
(6)预应力工程:检查预留孔道的规格、数量、位置、形状、端部预埋垫板;预应力筋下料长度、切断方法、竖向位置偏差、固定、护套的完整性;锚具、夹具、连接点组装等。
(7)钢结构工程:检查地脚螺栓规格、数量、位置、埋设方法、紧固等。
(8)外墙内、外保温构造节点做法。
2 建筑装饰装修工程隐检(1)地面工程:检查各基层(垫层、找平层、隔离层、防水层、填充层、地龙骨)材料品种、规格、铺设厚度、方式、坡度、标高、表面情况、密封处理、粘结情况等。
(2)抹灰工程:具有加强措施的抹灰应检查其加强构造的材料规格、铺设、固定、搭接等。
(3)门窗工程:检查预埋件和锚固件、螺栓等的规格、数量、位置、间距、埋设方式、与框的连接方式、防腐处理、缝隙的嵌填、密封材料的粘结等。
焊接材料烘焙规范及操作规程范文(二篇)
焊接材料烘焙规范及操作规程范文焊接材料烘焙是一项重要的工序,它对焊接质量和工件性能具有直接影响。
为了确保焊接材料的质量和稳定性,下面将介绍焊接材料烘焙的规范及操作规程。
1. 烘焙规范1.1 温度控制规范烘焙温度应根据焊接材料的种类和规格进行调整。
常用焊接材料的烘焙温度范围一般在80℃~150℃之间。
在整个烘焙过程中,应保持温度的稳定性,避免温度波动过大。
1.2 烘焙时间规范烘焙时间应根据焊接材料的吸湿性和规格进行确定。
一般情况下,焊接材料的烘焙时间在1小时左右。
但对于特殊材料,烘焙时间可能会有所不同,需要根据厂家提供的要求进行操作。
1.3 烘焙条件规范烘焙过程应在密封的设备或容器中进行,以防止外界空气对焊接材料的影响。
同时,烘焙设备或容器应具备良好的通风条件,以排除焊接材料中的潮气和有害气体。
2. 操作规程2.1 准备工作2.1.1 清洁工作台及烘焙设备:使用清洁布将工作台和烘焙设备表面进行擦拭,确保无灰尘和杂质。
2.1.2 准备焊接材料:按照具体焊接工艺要求准备焊接材料,确保材料的种类和规格与焊接工艺一致。
2.2 烘焙操作2.2.1 开启烘焙设备:根据烘焙要求,将烘焙设备预热至指定温度,开启设备排除潮气和有害气体。
2.2.2 焊接材料放置:将焊接材料按照要求放置在烘焙设备的托盘或容器中,确保材料间的间隔适当,以保证烘焙的均匀性。
2.2.3 烘焙时间控制:根据焊接材料的吸湿性和规格,设定烘焙时间,开始烘焙过程。
2.2.4 确认烘焙结束:烘焙时间到达后,关闭烘焙设备,取出焊接材料。
用温度计测量焊接材料的温度,确认是否达到烘焙要求。
2.3 封存操作2.3.1 封存包装:将烘焙结束的焊接材料迅速放入密封包装袋中,并将包装袋封闭,以防止外界湿气的侵入。
2.3.2 标签记录:在包装袋上标注焊接材料的种类、规格、烘焙时间和日期,并进行记录。
2.3.3 存放要求:封存好的焊接材料应存放在干燥、通风、无腐蚀性气体的库房中,避免阳光直射和与湿气接触。
焊接材料烘焙规范及操作规程(新版)

焊接材料烘焙规范及操作规程(新版)The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words.( 安全管理 )单位:______________________姓名:______________________日期:______________________编号:AQ-SN-0256焊接材料烘焙规范及操作规程(新版)1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:焊条类别酸性焊条碱性焊条碱性不锈钢焊条保温时间1h1h1h烘干温度70~150℃350-400℃150~250℃注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
XXX图文设计本文档文字均可以自由修改。
焊接材料烘焙规范及操作规程

焊接材料烘焙规范及操作规程1. 为保证焊接质量,施焊前必须按规定对焊条、焊剂进行烘焙和领用。
2.焊条、焊剂出库(一级库):已按有关规程、标准验收合格,并达到JB/T 3223《焊接材料质量管理规程》保管条件,存放期限不超过规定期限,按焊接工艺要求、烘焙设备能力及生产任务安排合理领用不同规格、型号的焊条、焊剂进行烘焙。
3.不同类型的焊接材料原则上应分别烘焙,但同时符合下列条件的可以同炉烘焙:1)烘焙规范相同;2)不同类型焊接材料之间有明显的标记,不至于混杂。
4.焊条、焊剂的烘焙温度、时间一般应按其说明书的要求进行,如无规定时可按下列规定进行:钛钙型焊条烘焙温度为150—200℃,恒温60--120分钟;低氢型焊条烘焙温度为300—400℃,恒温60—120分钟;熔炼焊剂烘焙温度为250—300℃,恒温120分钟;烧结焊剂烘焙温度为300—400℃,恒温120分钟。
5.焊条、焊剂烘焙时应打开排气口,便于排除烘箱内湿气和保持温度均匀。
焊接材料的放置至少应距离发热板(管)100mm以上,焊条堆放不应超过三层,焊剂散布在盘中的厚度最大不超过50mm。
6.焊条、焊剂烘焙结束后应在愠温箱内保存,愠温箱温度一般为80—110℃。
如焊材型号不同应有明显标记,谨防错用焊材。
7.焊条、焊剂烘焙、领用应有专人负责,并作好烘焙及领用纪录。
领用焊条时应依据焊接工艺规定及焊接工作量的需要用焊条保温筒随用随领。
焊剂应用专门的器具领用,施工现场应作好保温措施。
8.焊条烘焙后在常温下搁置4小时以上,在使用时应重新烘焙,重复烘焙一般不应超过两次,不锈钢焊条不应重复烘焙。
9.焊剂重复使用应满足以下条件:1)用过的旧焊剂与同批号新焊剂混合使用,且旧焊剂的混合比在50%以下;2)混合前用适当的方法清除了旧焊剂中的熔渣、杂质及粉尘;3)混合焊剂的颗粒度符合规定的要求。
焊接材料烘焙规范及操作规程范文

焊接材料烘焙规范及操作规程范文第一章总则第一条为确保焊接材料的质量,保证焊接工艺的稳定性和焊接接头的可靠性,制定本规范。
第二条本规范适用于焊接材料的烘焙和相关操作过程中各项工作的要求,包括焊接材料的烘焙设备、烘焙条件、操作步骤等。
第三条焊接材料包括焊条、焊丝、焊剂等。
第四条焊接材料的烘焙应符合相关国家标准和技术规范的要求。
第五条焊接材料的烘焙操作人员应经过培训,掌握本规范的内容,熟悉相关设备的操作方法和注意事项。
第二章焊接材料烘焙设备第六条焊接材料的烘焙设备应具备以下条件:(一)温度控制精度高,可靠性好,误差不超过±5℃;(二)加热方式应均匀,烘焙室内温度应均匀分布,不应有明显的热量集中现象;(三)设备外观应整洁,结构应稳固,安全防护措施完善。
第七条焊接材料烘焙设备的维护保养应按照设备说明书进行,定期检查设备的性能和功能。
第八条焊接材料烘焙设备应设置标识,明确设备的型号、厂家、制造日期等信息。
第三章焊接材料烘焙条件第九条根据焊接材料的种类和规格,通过试验确定烘焙条件。
第十条焊接材料的烘焙温度和时间应符合以下要求:(一)焊条:烘焙温度为50-350℃,烘焙时间为30-120分钟;(二)焊丝:烘焙温度为50-200℃,烘焙时间为30分钟;(三)焊剂:烘焙温度为50-200℃,烘焙时间为30-60分钟。
第十一条烘焙温度和时间的控制应通过设备的温度调节系统实现,确保焊接材料的烘焙效果。
第十二条焊接材料的烘焙温度和时间的设置应记录,作为质量追溯的依据。
第四章焊接材料的烘焙操作第十三条焊接材料的烘焙人员应按照操作规程进行操作,确保操作的准确性和稳定性。
第十四条在进行焊接材料的烘焙前,应检查烘焙设备的工作状态和参数设定是否正常。
第十五条将需要烘焙的焊接材料放入烘焙设备,注意放置的均匀和不堆积。
第十六条焊接材料的烘焙过程中,操作人员应定时观察设备的工作状态和温度变化,及时调整参数。
第十七条焊接材料烘焙完成后,操作人员应及时将热焊接材料取出,避免过长时间放置导致质量变化。
焊接材料烘焙规范及操作规程
焊材库管理人员岗位职责1、检查入库焊材的质量证件及包装质量是否符合要求。
2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放,作好标识。
3、掌握各类焊条的烘干要求。
根据焊材领用通知单,对所需要焊材烘干并作好烘干记录。
4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊接材料实行回收,作好焊条头、余留焊材回收登记。
5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度记录。
6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求,定期计量。
7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回收数量,上交物资管理部门。
8、对库内焊接材料定期进行质量检查,如发现焊接材料质量不符合要求协同焊接技术人员、质量人员作出处理。
附件16:焊接材料烘焙规范及操作规程焊接材料烘焙规范及操作规程1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
焊接材料烘焙记录
项目专业技术负责人
专业质检员
记录人
本表由施工单位填写并保存.
山东省建设工程质量监督总站监制
焊接材料烘焙记录
焊接材料烘焙记录
鲁JJ—052
工程名称
焊材牌号
规格mm
焊材厂家
钢材材质
烘焙方法
烘焙日期
序号
施焊
部位
烘焙数
量kg
烘焙要求
保温要求
备
注
Hale Waihona Puke 烘干温度℃烘干
时间
h
实际烘焙
降至恒温℃
保温时间h
烘焙
日期
从
时分
至
时分
说明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干.
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱筒取出到施焊的时间不得超过2h,酸性焊条不宜超过4个小时.烘干温度250~300℃.
焊接材料烘焙
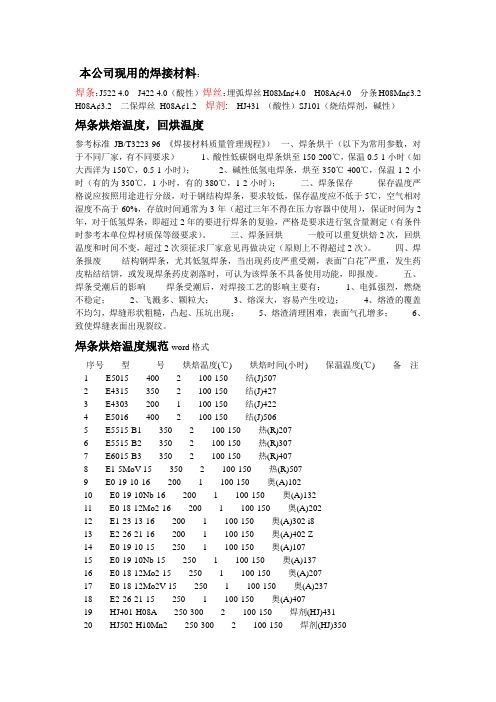
本公司现用的焊接材料:焊条:J522 4.0 J422 4.0 (酸性)焊丝:埋弧焊丝H08Mn¢4.0 H08A¢4.0 分条H08Mn¢3.2 H08A¢3.2 二保焊丝H08A¢1.2 焊剂:HJ431 (酸性)SJ101(烧结焊剂,碱性)焊条烘焙温度,回烘温度参考标准JB/T3223-96 《焊接材料质量管理规程》) 一、焊条烘干(以下为常用参数,对于不同厂家,有不同要求) 1、酸性低碳钢电焊条烘至150-200℃,保温0.5-1小时(如大西洋为150℃,0.5-1小时); 2、碱性低氢电焊条,烘至350℃-400℃,保温1-2小时(有的为350℃,1小时,有的380℃,1-2小时); 二、焊条保存 保存温度严格说应按照用途进行分级,对于钢结构焊条,要求较低,保存温度应不低于5℃,空气相对湿度不高于60%,存放时间通常为3年(超过三年不得在压力容器中使用),保证时间为2年,对于低氢焊条,即超过2年的要进行焊条的复验,严格是要求进行氢含量测定(有条件时参考本单位焊材质保等级要求)。
三、焊条回烘 一般可以重复烘焙2次,回烘温度和时间不变,超过2次须征求厂家意见再做决定(原则上不得超过2次)。
四、焊条报废 结构钢焊条,尤其低氢焊条,当出现药皮严重受潮,表面“白花”严重,发生药皮粘结结饼,或发现焊条药皮剥落时,可认为该焊条不具备使用功能,即报废。
五、焊条受潮后的影响 焊条受潮后,对焊接工艺的影响主要有: 1、电弧强烈,燃烧不稳定; 2、飞溅多、颗粒大; 3、熔深大,容易产生咬边; 4、熔渣的覆盖不均匀,焊缝形状粗糙,凸起、压坑出现; 5、熔渣清理困难,表面气孔增多; 6、致使焊缝表面出现裂纹。
焊条烘焙温度规范word格式序号型号烘焙温度(℃) 烘焙时间(小时) 保温温度(℃) 备注1 E5015 4002 100-150 结(J)5072 E4315 350 2 100-150 结(J)4273 E4303 200 1 100-150 结(J)4224 E5016 400 2 100-150 结(J)5065 E5515-B1 350 2 100-150 热(R)2076 E5515-B2 350 2 100-150 热(R)3077 E6015-B3 350 2 100-150 热(R)4078 E1-5MoV-15 350 2 100-150 热(R)5079 E0-19-10-16 200 1 100-150 奥(A)10210 E0-19-10Nb-16 200 1 100-150 奥(A)13211 E0-18-12Mo2-16 200 1 100-150 奥(A)20212 E1-23-13-16 200 1 100-150 奥(A)302 i813 E2-26-21-16 200 1 100-150 奥(A)402 Z14 E0-19-10-15 250 1 100-150 奥(A)10715 E0-19-10Nb-15 250 1 100-150 奥(A)13716 E0-18-12Mo2-15 250 1 100-150 奥(A)20717 E0-18-12Mo2V-15 250 1 100-150 奥(A)23718 E2-26-21-15 250 1 100-150 奥(A)40719 HJ401-H08A 250-300 2 100-150 焊剂(HJ)43120 HJ502-H10Mn2 250-300 2 100-150 焊剂(HJ)35021 烧结焊剂250-300 2 100-150 SJ10122 烧结焊剂250-300 2 100-150 SJ301J422,中“J”表示结构钢焊条,按用途分第一、二位数字“42”表示焊缝金属的抗拉强度等级(用MPa值的1/10表示),末位数字“2”表示药皮类型及焊接电源的种类A132中“A”表示奥氏体不锈钢焊条;第一、第二位数字表示焊缝金属主要化学成分组成末位数字表示药皮类型和焊接电源种类E4315中“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为MPa值的1/10;第三位数字表示焊条焊接位置,“0”及“1”表示用于全位置焊接(平、立、仰、横),“2”表示适用于平焊及平角焊,“4”适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
常用焊材烘焙要求

我司常用焊材烘焙要求一览表注:若超出上列表中所示的焊材类别,则按照产品说明书具体要求进行烘干处理min50100150200250300℃不锈钢焊条烘干温度时间曲线50100150200250300350400℃低氢碱性焊条烘干温度时间曲线二.焊材二级库应具备的条件1.根据焊材的库存情况,及时进行补充,保证焊材库存量,焊材质保书应该同焊条一起到货。
2.焊接材料入库时,应检查焊接材料的包装有无损坏,并核对牌号、批号、规格及数量,确认无误后方可入库。
3.焊接材料保管员必须将焊接材料的入库时间、品种、牌号、批号详细记录在焊接材料入库登记账上,并签名。
4.所有的焊接材料,要按种类、牌号、批号、规格和进货时间分类码垛存放,并应有明确标记,避免混放。
5.仓库内应设有经过检定合格并在有效期内的温度计,湿度计和良好的通风,除湿装置,湿度计和温度计放在去湿机的斜对面,并定期进行检查,保证库房的温、湿度符合存储要求。
6.焊条仓库室温不低于5℃,相对湿度保持在60%以下,每天上午下午各检查一次,并按下表做好记录,发现不符合要求时应及时调整。
7.焊材摆放离地面应在300mm以上,离墙壁也在300mm以上,码垛间距150mm便于经常检查,做到日清月洁。
搬运焊条时,要轻拿轻放,防止包装物破损药皮脱落。
8.焊条分类摆放到架上,要贴好标签,以便查看取用。
9.入库后的焊条如超过保存期(最长时间为一年),保管人员应书面通知质量管理部检验员进行检查,确认合格后方可继续发放使用,否则不准出库。
10.对特殊使用的材料,如奥氏体不锈钢、双相钢、镍基合金钢、铜及铜合金焊条等应单独存放,同时保管过程中防止锈蚀、失效和过期,并分类保管,严禁混杂。
三.烘焙的控制要求及焊材在温箱中的摆放要求1.焊条必须经过烘焙才能发放使用。
2.焊条的使用应根据日常需量进行启封烘焙,一次烘焙量不可过多,焊条启封后应立即烘焙。
3.焊条烘焙的具体方法按制造厂的说明书规定进行。
焊接材料烘焙规范及操作规程
仅供参考[整理] 安全管理文书
焊接材料烘焙规范及操作规程
日期:__________________
单位:__________________
第1 页共3 页
仅供参考[整理]
焊接材料烘焙规范及操作规程
1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:
注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h
3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
第 2 页共 3 页
仅供参考[整理] 安全管理文书
整理范文,仅供参考!
日期:__________________
单位:__________________
第3 页共3 页。
焊接材料烘焙

焊接材料烘焙焊接材料在使用前需要进行烘焙处理,以确保其质量和性能。
烘焙的目的是去除焊接材料表面和内部的水分、氧化物和有害气体,减少氢脆和氧化物对焊接的影响,提高焊接接头的质量和可靠性。
下面将详细介绍焊接材料烘焙的方法和注意事项。
一、焊接材料的选择。
在进行焊接前,首先要选择合适的焊接材料。
焊接材料应符合规范要求,具有良好的机械性能和化学性能,以及适合的烘焙温度和时间。
常见的焊接材料包括焊条、焊丝、焊剂等。
二、烘焙的方法。
1. 烤箱烘焙法。
将焊接材料放入预热好的烤箱中,根据不同的焊接材料和要求,设置合适的烘焙温度和时间。
烤箱烘焙法适用于焊接材料的批量烘焙,操作简便,效果稳定。
2. 火焰烘焙法。
利用火焰直接对焊接材料进行烘焙,通常用于焊接材料较小或需要局部烘焙的情况。
需要注意的是,火焰烘焙时要控制好火焰的温度和距离,以免对焊接材料造成损坏。
3. 真空烘焙法。
将焊接材料放入真空烘箱中进行烘焙,可以有效去除焊接材料内部的气体和水分,适用于对焊接材料质量要求较高的情况。
三、注意事项。
1. 温度控制。
烘焙温度要根据具体的焊接材料和要求来确定,一般不宜过高,以免影响焊接材料的性能。
同时,要注意控制好烘焙时间,避免过度烘焙造成焊接材料的变质。
2. 环境控制。
烘焙时要选择干燥通风的环境,避免焊接材料受潮或受到其它污染物的影响。
特别是对于易氧化的焊接材料,要尽量避免接触空气。
3. 安全措施。
在进行焊接材料烘焙时,要注意安全防护措施,避免发生火灾或其他意外。
特别是对于火焰烘焙法,要注意防火防爆,确保人身和财产安全。
四、总结。
焊接材料烘焙是焊接工艺中不可或缺的一环,对焊接接头的质量和可靠性起着至关重要的作用。
正确选择烘焙方法,严格控制烘焙温度和时间,注意环境和安全措施,可以有效提高焊接接头的质量,确保焊接工艺的顺利进行。
希望以上内容能够对焊接材料烘焙有所帮助。
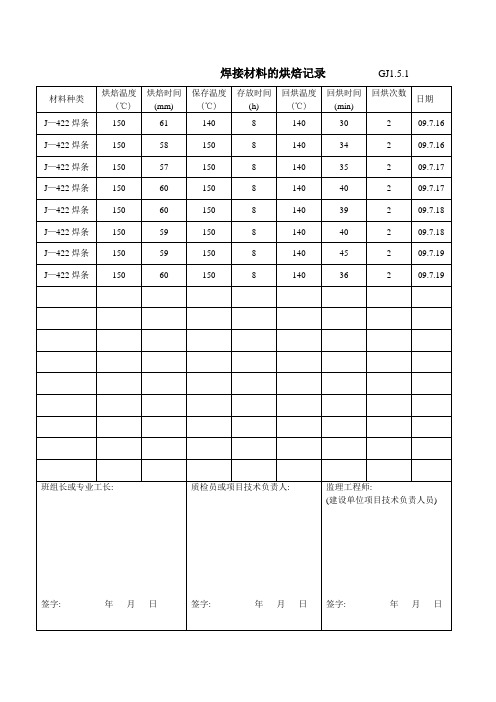
焊接材料的烘焙记录GJ1.5.1
09.7.17
J—422焊条
150
60
150
8
140
40
2
09.7.17
J—422焊条
150
60
150
8
140
39
2
09.7.18
J—422焊条
150
59
150
8
140
40
2
09.7.18
J—422焊条
150
59
150
8
140
45
2
09.7.19
J—422焊条
150
60
150
8
140
36
2
09.7.19
焊接材料的烘焙记录GJ1.5.1
材料种类
烘焙温度
(℃)
烘焙时间
(mm)
保存温度
(℃)
存放时间
(h)
回烘温度
(℃)
回烘时间
(min)
回烘次数
日期
J—422焊条
1பைடு நூலகம்0
61
140
8
140
30
2
09.7.16
J—422焊条
150
58
150
8
140
34
2
09.7.16
J—422焊条
150
57
150
8
140
35
埋弧焊剂
150
58
150
8
140
34
2
09.7.16
埋弧焊剂
150
57
150
8
140
35
2
09.7.17