focas
油份浓度计FOCAS-1800使用说明书

油份浓度计FOCAS-1800使用说明书
2. 规格标准、产品特征
3. 准备
4. 设置
5. 基本操作程序
5-1 使用时的注意事项
5-2 操作箱开、关方法
5-3 内部配置及名称
5-4 电源输入及运行方法
5-5 基本动作(时间排列)
5-6 运行时的表示及机能
5-7 油分浓度计报警接点的转换(任选件)
5-8 注入清水的方法
5-9 冲洗装置的使用方法(任选件)
5-10 试样水检出管的污染程度的表示功能
5-11 计时功能的观察及设定
5-12 使用记录的观测方法
6. 机器的检出、维护6-1 运行试验
6-2 报警用继电器的检查1REC输入、输出4-20mA的检查
6-3 试样水检出管的检查与清洗顺序(拆除方法)
6-4 过滤器的清洗顺序
6-5 干燥剂的更换时间及交换顺序
6-6 记录装置的记忆卡更换时间和方法
6-7 计时器电池的更换方法
6-8 保险丝的更换
6-9 重新设置键的使用方法
7. 机器出现异常及故障时的处理方法
8. 保管及运输
9. 参考资料
9-1 产品规格及说明
9-2 外形尺寸图
联系地址。
fanuc数控系统的机床数据采集
FANUC数控系统的机床数据采集(2012-05-24 14:13:55)转载▼分类:机床数据采集及监控标签:发那科fanuc数据采集0i16i18i同西门子数控系统一样,日本发那科(FANUC)生产的数控系统是全球数控机床上装备的主要的系统之一。
从上世纪70年代以来,其生产的系统种类较多,较常用的如早期的FANUC 0/6/15/18系统等,后随着数字驱动技术和网络技术等技术的发展,又推出了i系列的系统,如FANUC 0i/15i/16i/18i/21i/31i等数控系统。
早期的FANUC系统开放性差,通常使用宏程序和硬件连接方式进行数据采集,但采集的数据比较少,而且实时性差,对加工和操作带来影响。
但这类系统目前已逐渐淘汰,使用量比较小。
在i系列数控系统中,由于配置的不同,则可使用不同的方法进行数据采集。
在配有网卡的数控系统中可利用FANUC系统的数据服务功能实现数据采集。
在FANUC的许多系统中网卡都是选件,而在最新的系统上,网卡逐渐变成了标准配置,如FANUC 0i-D等。
制造数据管理系统MDC对于具有以太网的FANUC数控系统,可采集的数据量也非常多。
典型的数据包括:–操作方式数据:手动JOG、MDA、自动、编辑等–程序运行状态:运行,停止,暂停等–主轴数据:主轴转速、主轴倍率,主轴负载,主轴运转状态–进给数据:进给速度、进给倍率–轴数据:轴坐标,轴负载–加工数据:当前执行的程序号;当前使用的刀具–报警数据:报警代码、报警和信息内容所有数据均实时后台采集,不用任何人工干预。
制造数据管理系统M对于不具有以太网的FANUC i系列的数控系统,也可采集大量的数据。
典型的数据包括:–操作方式数据:手动JOG、MDA、自动、编辑等–程序运行状态:运行,停止,暂停等–主轴数据:主轴转速、主轴倍率,主轴负载,主轴运转状态–进给数据:进给速度、进给倍率–加工数据:执行的程序号;使用的刀具号–报警数据:NC报警和PLC报警状态所有数据均实时后台采集,不用任何人工干预,也无需修改NC程序。
数据采集

数控机床采集方式(MDC)一、FANUC系统(FOCAS API 接口)采用以太网进行数据采集。
通常要求FANUC 系统具有以太网功能,通过FANUC 的FOCAS 开发软件包进行开发数据采集软件。
采集的数据量比较大。
部分2000-2008 年左右系统,要添加FANUC 专用网卡,网卡费用较高,大致2000 元左右,订货周期长。
在线刀具补偿应用于批量生产中,根据测量数据。
在电脑控制端对刀具磨损值进行在线补偿,来修正产品尺寸公差,控制产品质量。
与刀具测量仪器对接,可在线输入刀具补偿,避免手工输入出错。
二、西门子系统1.西门子840D SL/828D 系统采用以太网进行数据采集,高档西门子系统 840D SL/828D,在 4.5 版本后都集成了最新工业协议 OPCUA,OPCUA 是一个开放标准工业协议,一般需要联系西门子把该协议授权打开,数据采集完全满足我们需求,包括状态、设备运行参数、PLC 点位、刀具参数、加工参数。
2.西门子 840D/810D 系列系统采用以太网进行数据采集。
通常要求西门子 840D 系列系统采用 PCU50 的人机计算indowsNT4.0 和 WindowsXP 操作系统,采用以太网卡进行数据采集。
在 PCU50 上安装采集软件,如西门子采用 OPCDA 接口或 DDE 技术进行数据采集。
再有采用 PLC 通信的方式。
就是通过对西门子 840D 系统机床的 S7-3 00/S7-200 的 PLC 进行远程访问,从而对机床的一部分数据进行采集。
该方式与数控系统的人机单元没有要求。
但机床的 PLC 因与具体的机床相关联,需要对每一台机床的 PLC 都比较熟悉,才能保证机床的正常运转不受影响。
对西门子中低档系统如 802D、802Dsl、828D(版本较低的)、808\802 C、802S 等机床都是采用访问 PLC(S7-200)方法。
可以通过西门子内部协议,如 S7 协议(网口), MPI 接口 PPI 串口协议进行访问。
发那科数控系统的编程与操作
发那科数控系统的编程与操作发那科(FANUC)是一家来自日本的全球性数控设备生产商,其生产的数控系统已经广泛应用于工业制造、自动化生产等领域。
本文将介绍发那科数控系统的编程与操作方法,希望能够帮助相关人员更快地上手使用该设备。
1. 发那科系统简介发那科系统是一款高性能的数控系统,不仅支持 CNC 编程和操作,还可以支持机器人、发动机控制和机械辅助设备的编程和操作。
该系统通过强大的数学计算、控制器、传感器和执行器来控制各种工业机器人和制造设备的运动。
2. 发那科系统编程2.1 编程语言发那科系统支持多种编程语言,常用的有 G 代码、M 代码、T 代码和 S 代码。
其中 G 代码用来控制工件的轴线运动,M 代码用来控制机床的辅助功能,T 代码用来控制工具头的切换,S 代码用来控制主轴转速。
下面以 G 代码为例,介绍其编程语法和示例。
2.2 编程语法G 代码需要使用坐标系来指定工件的位置,坐标系有绝对坐标和相对坐标两种。
绝对坐标是指工件相对于工件坐标系原点的位置,相对坐标是指工件相对于上一刀轨迹的位置。
同时,G 代码还包括数值、速度、切削深度等参数。
下面是 G 代码的一个编程示例:N1 G20 G40 G90 G94 G17N2 T1 M6N3 S1200 M3N4 G0 X-0.5 Y0.N5 Z0.5N6 G1 Z0. F5.N7 X0 Y1. F20.N8 G2 X1.5 Y-0.5 I1.5 J-1.5N9 G1 Z-0.5 F5.N10 X3. Y-1.5N11 G1 Z-1.5 F10.N12 X4. Y-0.5N13 G1 Z-2.N14 G0 Z3.N15 G28 G91 Z0.N16 G28 X0 Y0.N17 M30该代码的功能是控制机床切削一个圆形并穿孔。
2.3 编程工具发那科系统编程需要使用 FOCAS 编程软件,该软件内置了 G 代码编辑器、图形化界面等功能,并支持实时调试编码结果。
FOCAS简明教程

FOCAS1/2简明教程By–栗炜@北京发那科机电有限公司技术部FOCAS的概念FOCAS就是F ANUC O pen C NC A PI S pecifications version1or2的缩写,FOCAS1主要应用于0i和16i/18i/21i系列,FOCAS2则针对30i/31i/32i系列CNC。
FOCAS的功能CNC/PMC数据窗口功能可以通过HSSB或以太网(TCP/IP)接口在PC和CNC之间完成交换数据和信息共享,他的主要功能包括以下几部分:C:NC控制的伺服轴、主轴相关数据的读写包括绝对坐标、相对坐标、机床坐标、剩余移动量以及实际进给速度等。
C:加工程序相关的操作这些操作包括NC程序的上传/下载、程序校验、查找以及删除。
读取CNC程序目录以及通过电脑实现DNC加工。
C:读写CNC文件数据这些数据包括刀具偏置、工件坐标系偏置、参数、设定、用户宏程序变量、P-Code宏程序变量以及螺距误差补偿数值。
C:读写刀具寿命管理信息C:读取历史信息记录这些信息包括操作历史记录和报警历史记录。
C:读取伺服、主轴数据C:读写数据服务器、DNC1、DNC2、OSI-Ethernet(只能使用HSSB)相关信息C:读写波形诊断数据C:读写冲床CNC相关数据C:读写激光器CNC相关数据C:读写伺服学习控制相关数据(只能使用HSSB)C:读写其他数据这些数据包括连续工作状态数据、诊断数据、A/D转换数据、报警信息和操作提示信息等等。
13.PMC:读写PMC相关数据这些数据包括G、F、Y、X、A、R、T、C、D地址等14.PMC:读写PROFIBUS-DP相关内容使用以太网方式连接的相关设定FOCAS通过以太网方式连接电脑和CNC系统时,使用TCP/IP通讯协议。
在CNC上通常使用FANUC以太网板,或者FANUC快速以太网板。
对于16i/18i/21i系列或者30i/31i/32i 系列,还可以使用内嵌以太网功能。
focas 主轴倍率

focas 主轴倍率
FOCAS(Fanuc Open Control Architecture System)是发那科(Fanuc)公司推出的一种开放式控制系统。
在FOCAS系统中,主轴倍率是指主轴转速与编程设定转速之间的比例关系。
主轴倍率可以通过调整主轴驱动系统的参数来实现。
在FOCAS系统中,主轴倍率的调整方法如下:
1. 找到主轴倍率相关的参数。
通常在系统参数中,有一个名为“主轴转速倍率”的参数,其数值表示主轴实际转速与编程设定转速之间的比例关系。
2. 调整主轴倍率参数。
根据实际需求,增加或减少主轴倍率参数的值。
请注意,不同数控系统和机床可能具有不同的主轴倍率调整方法,具体操作请参考机床或系统的说明书。
3. 保存设置。
在调整主轴倍率后,确保将设置保存到系统中。
这可以通过保存参数设置或使用系统中的保存功能来实现。
4. 验证调整结果。
在调整主轴倍率后,运行程序并检查实际主轴转速是否符合预期。
如有需要,可以再次调整倍率以达到所需效果。
需要注意的是,不同数控系统和机床的主轴倍率调整方法可能有所不同,请务必参考具体设备的说明书进行操作。
此外,在调整主轴倍率时,要确保遵守机床的安全操作规程,以免发生意外。
2018 各系统CNC 数据采集方法
3)对西门子中低档系统如 802D、802Dsl、828D(版本较低的)、808\802 C、802S 等机床都是采用访问 PLC(S7-200)方法。可以通过西门子内部协议, 如 S7 协议(网口), MPI 接口 PPI 串口协议进行访问。
3.Heidenhain 系统 常见的对 iTNC530/620/640 等系统采用以太网进行数据采集。通常采用海德 汉的 DNCRemoTools 软件包进行数据采集。该方式采集的数据量比较大。其 缺点是机床的 DNC 功能选项必须打开,对于 NC 软件版本较高的系统如 3404 9x 以上的均需要向厂家购买授权。另外对主轴扭矩等不能直接进行采集,而且 DNCRemoTools 软件包针对不同版本的系统其能采集的数据也有较大的区别。
4/25/11 v1.1
Integrex jseries
–
–
–
1/1/12
v1.1
Integrex eseries
Matrix II
Win7
n/a
(VERSATECH)
1/1/12
v1.1
v140
Matrix II
Win7
n/a
(CyberTechTurn)
1/1/12
v1.1
CTT Dual Turrent only!
Fusion 640M/M-
Win95
设备联网对数控设备的要求

为保证信息化建设过程中,不被落后的设备所制约,建议在将来采购高端网卡数控设备时需要注意以下几点:
1.FANUC数控系统
●设备的数控系统是FANUC i系列带有以太网功能。
●系统必须具备FOCAS协议。
●如果需要支持网卡“在线加工”功能,还需机床厂家提供支持“网卡在线加
工”的数据服务器功能。
2.Siemens数控系统
●Siemens840D PCU50以上、XP系统以上。
●Siemens828D和840D SL系统版本V4.05+SP03以上,并开通网络驱动器和
OPC UA授权
●设备物理内存必须在512M以上。
3.Heidenhain数控系统
●购买iTNC530、620、640等版本。
●开通Heidenhain18号功能参数即“Heidenhain DNC”。
4.MAZAK数控系统
●XP系统及以上系统,具有网卡。
●MAZAK系统已安装MTConnect Adapter。
5.三菱数控系统
●M70及以上版本数控系统。
●具备网卡。
Fanuc-Focas_库函数

Read gear ratio of serial spindle Read servo load meter Read spindle load meter
Read tool tip coordinates for 3-dimensional handle feed
Read actual axis feedrate(F) Read absolute axis position Read machine axis position Read relative axis position Read distance to go Read position information
数量的工具在集团读取刀具寿命管理数据使用工具数量在集团data1读取刀具寿命管理数据工具读取刀具寿命管理数据工具data2data1写刀具寿命管理数据工具写刀具寿命管理数据工具data2读取刀具寿命管理数据工具组信息写刀具寿命管理数据工具组信息删除刀具寿命管理数据工具组数据插入刀具寿命管理数据工具工具删除刀具寿命管理数据数据明确刀具寿命管理数据工具生活计数器工具信息指定区域读取刀具寿命管理数据最大数量的工具组组内最大数量的工具生活的最大数量统计读取刀具寿命管理数据下一个最后使用工具组号读取刀具寿命管理数据工具组信息指定区域数据读取刀具寿命管理数据工具指定区域读取刀具寿命管理数据交易所必要工具组号readnumberspindle阅读数量的轴readoperationmodespindlesetting读操作模式主轴设置readpositiondeectionspindleadjustment阅读位置偏轴调整readpositiondeections1s2spindleadjustmentsynchronouscontrolreadpositiondeectiontappingaxisspindleadjustmentrigidtappingreadsynchronouserrorspindleadjustmentsynchronouscontrolmodereadsynchronouserrorspindleadjustmentrigidtappingmodereadspindlealarmspindlemonitor读为主轴轴报警监控readcontrolinputsignalspindlemonitor读取控制输入信号为主轴的班长readcontroloutputsignalspindlemonitor读取控制输出信号为主轴的班长readwaveformdiagnosisparameter读取波形诊断参数writewaveformdiagnosisparameter写波形诊断参数startsamplingwaveformdiagnosisdata开始采样波形诊断数据stopsamplingwaveformdiagnosisdata停止采样波形诊断数据readsamplingstatuswaveformdiagnosisdata读取采样波形诊断的状态数据readwaveformdiagnosisdata读取波形
《第1节 透镜》教案(附导学案、同步练习)

第五章透镜及其应用《第1节透镜》教案【教学目标】1.了解什么是凸透镜,什么是凹透镜,了解透镜的焦点、焦距.2.了解凸透镜和凹透镜对光的作用.【教学重点】:通过观察和实验,了解什么是凸透镜和凹透镜及对光的作用.【教学难点】:指导学生对实验进行仔细观察、分析,最后通过概括得出结论.【教学用具】透镜一组、光具座、光源、老花镜、近视镜、饮料瓶(无色透明、表面没有波纹、去底去瓶口上部)、香、火柴、实物投影仪、激光演示器、手电筒.【教学过程】一、导入新课有一批旅行家乘船在海上漫游。
不巧,在海上遇到了狂风,把船吹到一座孤岛旁,旅行家们只好下船来到岛上。
当时正是冬天,岛上冰天雪地,白茫茫的一片……旅行家们准备生火取暖,烧火煮饭。
意外的问题来了,火柴被海水浸湿了,打火机也丢了。
怎么办?正在这时,一个叫克劳波尼的物理学博士想到了一个办法。
同学们知道是什么办法吗?学生交流,教师引导学生说出解决办法。
扩展:早在我国西汉(公元前206年~公元25年)《淮南万毕术》中就有关于冰透镜的记载:“削冰令圆,举以向日,以艾承其影,则火生。
”说明:放大镜聚光的作用。
设计意图:能激发学生学习物理的兴趣,而且能有利于对学生进行科学方法的教育。
二、新课教学探究点一凸透镜和凹透镜透镜的种类及几个概念引导:同学们请观察透镜组,并借助于擦镜纸,摸一下透镜,根据透镜的厚薄程度给透镜分类。
讨论透镜能分几类?点评:透镜有两类。
中间厚、边缘薄的叫凸透镜。
中间薄、边缘厚的叫凹透镜。
问题:下列透镜哪些是凹透镜?哪些是凸透镜?戴眼镜的同学请判断:近视镜是什么透镜?远视镜是什么透镜?学生阅读教材,用自己的理解总结凸透镜和凹透镜的特点。
点评:透镜:至少有一个面是球面的一部分的透明玻璃元件(要求会辨认)。
凸透镜:中间厚、边缘薄的透镜,如:远视镜片、照相机的镜头、投影仪的镜头、放大镜等等;凹透镜:中间薄、边缘厚的透镜,如:近视镜片。
如果透镜的厚度远小于球面的半径,这种透镜叫薄透镜。
2018 各系统CNC 数据采集方法

(VNC, HCN, FJB- WinXP
D4
II)
Matrix Nexus (QTN-II, MTN, STN)
WinXP
D4
Matrix (INTEi150)
WinXP
C9
Matrix (INTEi200)
WinXP
D1
Matrix (INTE-J)
WinXP
D2
–
Matrix II (eSeries)
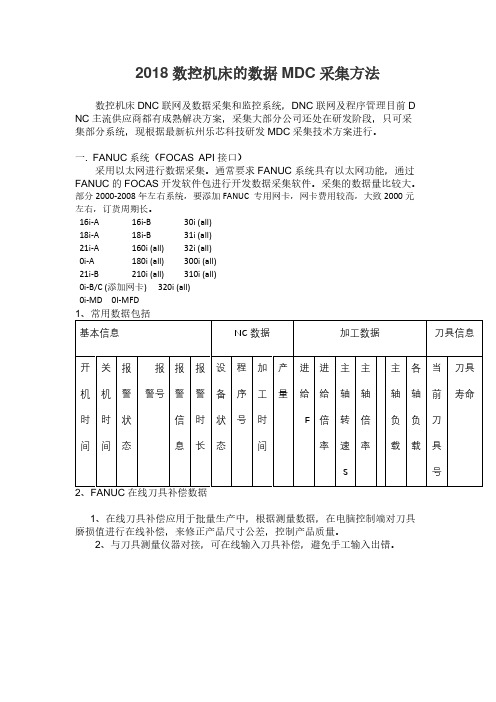
基本信息
NC 数据
加工数据
刀具信息
开 关 报 报 报 报 设 程 加 产 进 进 主 主 主 各 当 刀具
机 机 警 警号 警 警 备 序 工 量 给 给 轴 轴 轴 轴 前 寿命
时时状
信时状号时
F倍转倍 负负刀
间间态
息长态
间
率速率 载载具
S
号
调试测试软件
4、国产数控系统
国产数控系统采集 广州数控 980TDI/988 等网卡系列机床、华中数控 8 系 列、凯恩帝 KND 最新网卡系列机床都支持数据采集,并且数据采集都很全 面。
5. MAZAK 采集方式/大畏 OKUMA (O-API) MAZAK 官方方式必须开通 MTConnect,购买机床请要求开通,否则后期
费用较高。
大畏 OKUMA OSP200/300 开通(O-API)采集数据量很多。
Mazak
系统包括
CNC Model
CNC O/S
CNC Main s/w ver
二次开发。
–
–
Win7
n/a
8/20/10 v1.1
1/5/10
v1.1
VTC
11/5/10 v1.1
用FOCAS法促进销售
作者: NULL
出版物刊名: 化工管理
页码: 80-80页
主题词: 规模销售;传统交易方式;经济时代;销售团队;销售经理;销售人员;沟通效果
摘要:在新经济时代,销售这个职业会不会濒临灭亡?如果销售是指,大规模销售时期,以交易为中心的那种传统交易方式的话,答案无疑是肯定的。
那么,为了在新经济时代幸免遇难,销售经理们就必须实现他们销售团队的转型,将他们培养成一支训练有素的生意队伍。
培训内容之一,就是在销售开始之初,在销售人员通过电话与顾客联系,识别双方应该建立什么样的关系时,正确使用FOCAS问题。
要达到更好的沟通效果,推动之后的销售进程,还必须掌握好下面几个步骤。
第三章 透镜及其应用 教案
第一节透镜【教学目标】1.知识与技能●了解什么是凸透镜,什么是凹透镜,了解透镜的焦点、焦距.●了解凸透镜和凹透镜对光的作用2.过程与方法●通过观察凸透镜和凹透镜的实物及板图,得出两种透镜的两种不同构造,培养学生通过观察时抓住事物本质特征,通过观察能够识别不同事物的不同特点的能力.●通过实验培养学生研究、探索新问题的能力.3.情感态度和价值观●通过研究透镜的作用及特殊光线的作图,对学生进行色彩美和线条美的教育.●通过教师、学生的双边教学活动,培养学生学习物理的兴趣,能保持对自然界的好奇,初步领略自然现象的美好与和谐.【教学重点】通过观察和实验,了解什么是凸透镜和凹透镜及对光的作用.【教学难点】指导学生对实验进行仔细观察、分析,最后通过概括得出结论.【教学方法】观察法、讨论法、实验法.【教学用具】透镜一组、光具座、光源、老花镜、近视镜、饮料瓶(无色透明、表面没有波纹、去底去瓶口上部)、香、火柴、实物投影仪、激光演示器、手电筒.【课时安排】1课时【教学过程】一、创设情境,提出问题,引入新课同学们都见过放大镜,利用放大镜我们可以看清用肉眼看不清的小字;有些同学的视力不好,配上合适的眼镜就可以看清本来看不清的物体;假日外出旅游,用照相机可以把美丽的自然风光留为永恒的记忆;上课时,老师可以把教学内容事先绘制在胶片上用投影打在幕布上,方便了课堂教学;医院化验室的医生,在显微镜下可以看见血液中的各种细胞;科学家们利用巨大的天文望远镜来观察,接收来自宇宙的信息,通过对这些信息的分析,人们对宇宙越来越了解.前边所说的放大镜的镜片、眼睛的镜片、照相机的镜头、投影机、显微镜、望远镜等仪器的镜头,都是由透镜组成的.今天,我们就来研究透镜,同学们想了解有关透镜的哪些问题?[生]什么叫透镜?[生]近视眼镜和远视眼镜的镜片一样吗?若不一样,它们由什么透镜组成?[生]透镜对光有什么作用?[师]看来同学们对透镜很有兴趣,提出这么多的问题,要想得出答案,我们就要通过探究和实验来获得.二、进行新课教学[探究]什么叫凸透镜(convex lens)?什么叫凹透镜(concave lens)?[师]在我们的桌子上都有一盒透镜,它们的表面是球面的一部分.同学们认真观察,不要用手摸,看有什么不同,能分几类,找出它们的特征.[生]学生们在仔细观察、讨论,并进行比较.[师]通过观察和讨论,概括出它们的特征.[生]透镜有两面往里凹的,也有往外凸的.[生]透镜可以分为两类.[生]一类是两面往外凸,也就是中间厚边缘薄.[生]另一类是两面往里凹,也就是中间薄,边缘厚.[生]中间厚,边缘薄的叫凸透镜(convex lens).[生]中间薄,边缘厚的叫凹透镜(concave lens).[师]通过大家的观察、讨论和概括,我们认识了凸透镜和凹透镜.1.什么叫凸透镜?什么叫凹透镜?中间厚、边缘薄的叫凸透镜(convex lens),中间薄,边缘厚的叫凹透镜(concave lens).(板书)[师]凸透镜和凹透镜生活中常用到,我们桌子上放着帮助人们矫正视力,保护眼睛的近视眼镜的镜片和远视眼镜的镜片,看看它们是什么透镜(lens)?[生]远视镜的镜片是凸透镜.[生]近视镜的镜片是凹透镜.[师]学生们判断的很对,看投影,看看它们中哪些是凸透镜;哪些是凹透镜?再看(课本板图3.1—2所示),这是研究透镜时常用的两个科学术语,主光轴和光心.组成透镜的两个球的球心连线叫主光轴.在主光轴上有一个特殊的点,通过它的光线传播方向不变,这一点叫透镜的光心,可以认为透镜的光心就在透镜的中心.[想想做做][师]同学们现在从透镜盒中拿出一个凸透镜,正对着太阳光,再把一张纸放在它的另一侧,来回移动,观察有什么变化?[生]有亮点.[师]亮点是怎么形成的?[生]“亮点”亮说明它的光进入我们眼睛中的多.[生]太阳光通过凸透镜都聚到亮点上.[师]他们分析的特别好,咱们为他们鼓掌!现在,让光斑变得最小,最亮.测量这个最小、最亮的光斑到凸透镜的距离,记录下来,换另一个凸透镜,重做上面的实验.再换一个凹透镜,重做上面的实验,纸上能够得到很小、很亮的光斑吗?这说明了什么?[生]用凹透镜无论如何移动,都得不到很小、很亮的光斑.[生]亮点是光会聚的.[生]凹透镜不能使光会聚.[生]凸透镜能使太阳光会聚.[生]凹透镜不能使太阳光会聚.[师]同学们回答得非常好,这些现象说明凸透镜和凹透镜对光线有不同的作用.但是由于我们观察不到光的传播路径,所以为了对这个问题作进一步的研究,我们来设计一个实验. 做法一:把凸透镜放在光具座上,让光源正对照过去,移动光屏,有亮点.再换凹透镜重做,将怎么移动光屏都没亮点.做法二:将无色透明饮料瓶放在水平桌面上,在瓶中放置点燃的香头,在上面要放凸透镜或凹透镜,这就形成一个“烟室”,用手电筒对准透镜照射,适当调节手电筒和透镜的距离,观察透镜对光的作用,看到通过凸透镜的光相互靠拢,通过凹透镜的光相互远离.做法三:用激光演示器将平行光射向凸透镜和凹透镜,观察到经过凸透镜的光相互靠拢,经过凹透镜的光相互远离.[师]同学们刚才设计的方法都很好,也可行,我们来拍手表示祝贺.2.凸透镜对光有会聚作用,凹透镜对光有发散作用(板书)[师]射到地面的太阳光是相互平行的,叫做平行光,看投影(课本图3.1—4所示),凸透镜能使平行于主光轴的光会聚在一点,这个点叫做焦点(focas),用“F”字母表示,焦点到光心的距离叫做焦距(focal length).用“f”字母表示.(课本图3.1—5所示)凹透镜使平行于主光轴的光线发散,它没实焦点,但通过凹透镜的光反向延长也可以交在主光轴上一点,这点是凹透镜的虚焦点.[动手动脑学物理]拿一两个凸透镜试一试,怎样可以测得凸透镜的焦距.方法(1):拿一个凸透镜正对着太阳光,让光通过凸透镜照到白纸上,移动凸透镜使光斑很小很亮,用刻度尺量出光斑到凸透镜的距离.方法(2):在光具座上,让光源的光正照到凸透镜,移动光源和光屏,找出光屏上有很小很亮的点,用刻度尺测出光屏与凸透镜的距离. 2.如图A、B是两个直径相同的凸透镜,它们的焦距分别是3 cm和5 cm,按照实际尺寸画出平行光经过它们之后的径迹,哪个凸透镜使光偏折得更多些?学生们作图,教师巡视,并进行指导.[师]同学们都很认真,现在从图中能得出什么结论?[生]图A偏折得厉害,图B偏折得不厉害.[生]焦距的长短反映了凸透镜会聚作用的强弱,焦距短的会聚作用强.[生]凸透镜表面的凸起程度决定了它的焦距的长短:表面越凸,焦距越短,每个凸透镜的焦距是一定的.3.要想利用凸透镜使小灯泡发出的光变成平行光,应该把小灯泡放在凸透镜的什么位置?试试看,你在解决这个问题的时候实际利用了前面学过的什么原理?先猜测一下.[生]把小灯泡放在大于一倍焦距之外.[生]把小灯泡放在一倍焦距之内.[生]把小灯泡放在焦点处.[师]学生们都猜想,想不想知道你猜得是否正确,那么我们通过实验来证实,并说出理由. 方法(1):用激光演示器从焦点外射向凸透镜的光,通过凸透镜的光没变为平行光.方法(2):用激光演示器从焦点内射向凸透镜的光,通过凸透镜的光没变为平行光.方法(3):用激光演示器从焦点射向凸透镜的光,通过凸透镜后变为平行光.[师]通过实验得出什么结论?它利用了什么?[生]经过焦点的光通过凸透镜后变成平行光.[生]这是利用了前面学过的光路是可逆的知识.[生]光通过凸透镜两侧表面发生折射.折射时光路是可逆的.平行于主光轴的光通过凸透镜要会聚到焦点处,那么,焦点处射出的光通过凸透镜就会平行于主光轴出来.三、知识小结本节课我们学习了以下内容:1.我们认识了凸透镜和凹透镜,而且知道了凸透镜的焦点和焦距.2.凸透镜能使跟主光轴平行的光线会聚在焦点上.3.凸透镜能产生平行光.但是,凹透镜却能使平行光发散.四、布置作业 P62 1、2、3、4、5【教学反思】本节课教学要从透镜的外观及其对光线的作用两个方面认识凸透镜和凹透镜的区别,做好演示实验是关键。
法那科传输软件,FTPSERV软件DNC使用方法

FTPSERV软件DNC使用方法
1、CNC设定
参数:11630#1=1
14885#0=0
14885#1=1
20=9
其他:内嵌以太网选择
公共设定:IP地址:设定NC的IP地址(保证电脑IP地址与NC的IP地址在同一网段,即前三个字节相同,最后一个不同)
子掩码:255.255.255.0
路由器地址:如无路由器无需设定
FOCAS2设定:TCP=8193 UDP=8192 时间间隔=30
设备有效:内置板
TFP传送:
主机名:电脑IP地址
端口号:21
用户名:USER
密码:123
登陆地址:C:/FANUC
PING下测试下联通情况
2、电脑IP地址设定
本地连接IPV4:
IP地址:设定与NC的IP地址同一网段地址
子掩码:255.255.255.0
默认网关:无需设定
3、电脑其他:
关闭防火墙
关闭所有杀毒软件
关闭占用FTP的21号端口的软件(例如:三菱FTP传入软件) 4、打开软件
5、设定---用户设定
设定用户:USER
密码:123
目录:C:/FANUC
属性:不能勾选“没有数据”、“虚拟连接“,其他都勾上。
6、设定——设置
检查端口号为21号端口
7、设定——IP限制设定允许IP地址为:192.168.1.*。
focas2 备份和还原机床参数 -回复

focas2 备份和还原机床参数-回复备份和还原机床参数是机床维护和管理中非常重要的任务之一。
在操作机床时,有时会遇到需要重新设置、更改或恢复出厂设置的情况,这时备份和还原参数就显得至关重要。
下面将详细介绍备份和还原机床参数的步骤。
第一步:备份机床参数1. 确定备份数据的存储位置:备份数据通常存储在机床控制系统的存储设备(如硬盘、U盘等)中,可以根据实际需求选择适当的存储设备。
2. 进入机床参数备份界面:打开机床控制系统的操作界面,通常有一个“参数备份”或类似的选项,点击进入备份界面。
3. 选择备份类型:一般有自定义备份和全备份两种类型。
自定义备份可以选择需要备份的参数,而全备份则会备份所有参数。
根据实际需求选择相应的备份类型。
4. 开始备份:点击“开始备份”按钮,系统会开始备份参数。
备份时间因机床参数的大小和数量而异,一般需要数分钟到数十分钟。
5. 备份完成:备份完成后,系统会显示备份成功的提示信息。
此时,备份的参数已经保存在存储设备中,可以进行下一步的操作。
第二步:还原机床参数1. 确定还原数据的来源:还原数据通常来源于之前备份的参数数据。
将存储备份参数的设备连接到机床控制系统中。
2. 进入机床参数还原界面:同样,在机床控制系统的操作界面中点击“参数还原”或类似选项,进入还原界面。
3. 选择还原类型:通常有自定义还原和全还原两种类型。
自定义还原可以选择需要还原的参数,而全还原会还原所有参数。
根据实际需求选择相应的还原类型。
4. 开始还原:点击“开始还原”按钮,系统会开始还原参数。
还原时间也因参数的大小和数量而异,一般也需要数分钟到数十分钟。
5. 还原完成:还原完成后,系统会显示还原成功的提示信息。
此时,机床的参数已经被还原为之前备份的状态,可以进行下一步的操作。
备份和还原机床参数的重要性备份和还原机床参数的目的是为了在需要时能够方便地恢复到之前的设置或出厂设置。
以下是备份和还原机床参数的重要性:1. 防止设置丢失:在操作机床过程中,参数的设置可能会被误操作或错误设置,导致机床性能下降或无法正常工作。
FOCAS函数示例工程说明

伺服学习数据信息
○
CNC: Function related to Unsolicited messaging function
推送信息
●
PMC: Function related to PMC
PMC 信息ຫໍສະໝຸດ ○PMC: Function Reference related to PROFIBUS-DP
PROFIBUS 信息
●
CNC: Function related to others
其他信息
由于 FOCAS 函数众多,这次编写的这些函数例子只针对那些最常使用的功能。另外,由于 FOCAS 函 数的使用离不开对系统功能的理解,因此,在实际使用中: (1)使用时请参考 FOCAS 函数光盘(订货号为 A02B-0207-K737)中的说明文件; (2)函数例子只是提供了一个调试平台,使用时还应根据实际需求以及系统功能来灵活使用。 总的来说,希望这份函数说明可以起到抛砖引玉的作用,帮助使用者更快地上手与应用 FOCAS 函数。
下面将以用函数 cnc_machine 读取机床机械坐标为例,介绍《说明文档》使用方法。
1、PC 与 CNC 的以太网连接
建立 PC 与 CNC 的以太网连接,本文测试用 CNC 的 IP 地址为 192.168.0.224,PC 侧 IP 地址 为 192.168.0.1。具体配置方法不再赘述,请参考相关技术文档。
激光信息
○
CNC: Function related to WIRE CUT
线切割信息
○
CNC: Function related to Data Server DNC1 DNC2
数据服务器信息
○
CNC: Function Reference related to servo learning data
fanuc focas 温度

fanuc focas 温度关于Fanuc Focas温度的文章Fanuc Focas温度是指Fanuc Focas系统中的温度参数。
Fanuc Focas 是一种广泛应用于数控机床的通讯协议,用于实现机床与上位机之间的数据交换和控制。
在操作Fanuc Focas系统时,了解和掌握机床的温度情况是非常重要的。
温度对机床的运行和精度都有着重要的影响。
因此,Fanuc Focas系统会实时监测和记录机床的温度变化。
温度数据可以帮助操作员了解机床的工作状态,并及时采取相应的措施来保证机床的正常运行。
Fanuc Focas系统中的温度参数包括主轴温度、伺服驱动器温度、电源温度等。
这些参数都是通过传感器实时采集的。
通过监测这些温度参数,操作员可以判断机床是否存在过热的情况,以及是否需要对机床进行冷却或其他措施。
在Fanuc Focas系统中,温度的变化还会影响机床的精度。
温度的升高会导致机床的热膨胀,从而使得机床的尺寸发生变化。
这对于需要高精度加工的工件来说是非常不利的。
因此,在进行精密加工时,操作员需要注意控制机床的温度,以确保工件的尺寸精度。
为了更好地控制机床的温度,Fanuc Focas系统还提供了温度报警功能。
当温度超出设定的范围时,系统会自动发出警报,提醒操作员进行处理。
这样可以及时发现和解决机床温度异常的问题,保证机床的正常运行和加工质量。
Fanuc Focas温度是机床运行过程中不可忽视的重要参数。
了解和掌握机床的温度情况,可以帮助操作员及时采取措施,保证机床的正常运行和加工质量。
通过Fanuc Focas系统提供的温度监测和报警功能,操作员可以更好地控制机床的温度,提高加工的精度和质量。
FOCAS函数示例工程说明文档
Title FOCAS 函数示例工程说明文档
1.0 2013-12-01
Ver
Date
.
林鹏涛 Design
FOCAS 函数示例工程说明文档 No. Description
Pag 5 / 7 e
图 4. 经过覆盖后的程序画面
2.4 调试工程文件 系统侧的位置画面如下图:
图 5. 系统侧坐标信息(红框内为当前机械坐标) 这时,使用 Ctrl+F5 生成工程,便可得到相关结果:
线切割信息
○
CNC: Function related to Data Server DNC1 DNC2
数据服务器信息
○
CNC: Function Reference related to servo learning data
伺服学习数据信息
○
CNC: Function related to Unsolicited messaging function
Title FOCAS 函数示例工程说明文档
1.0 2013-12-01
Ver
Date
.
林鹏涛 Design
FOCAS 函数示例工程说明文档 No. Description
Pag 6 / 7 e
图 6. 由 FOCAS 函数读取系统侧机械坐标信息 由上图可以看到我们读出了系统侧 X、Y、Z 三个轴的机械坐标。
关键词:
FOCAS、实验、软件工程
类别 技术说明文档
发布日期 2013-12-01
编写人 签字 林鹏涛
日期 12.01
审核 签字 许文娟
日期 12.01
批准 签字 许文娟
日期 12.01
FOCAS 测试工程说明文档
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Fanuc Focas Libraries1Data we can obtain from a FANUC CNCContentsAxis and Spindle Data (2)基准与轴的数值CNC Program Functions (3)CNC 程序功能CNC File Data (5)CNC 文件数据Tool Life Management Functions (6)工具寿命管理功能Tool Life Management Data (7)工具寿命管理寿命CNC Operation History (8)CNC 操作历史记录Servo / Spindle Data (8)伺服/轴数据Waveform Diagnosis Data (9)波形诊断数据Punch Press Data (9)猛击压力数据Laser Data (9)激光数据Wire Cut Data (10)线切割数据Data Server, DNC, Ethernet Functions (11)数据服务器,DNC,以太网功能Servo Learning Data (15)伺服学习数据Unsolicited Message Function (15)主动信息功能PMC Functions (16)PMC功能Profibus Data (17)过程现场总线数据Other CN C Functions (18)其他CNC功能Fanuc Focas Libraries2CNC: Function related to controlled axis/spindle 功能相关控制基准/轴Brief description 实时描述Read actual axis feedrate(F) 读取真实轴进给率Read absolute axis position 读取绝对轴位置Read machine axis position 读取机器轴位置Read relative axis position 读取相对轴位置Read distance to go 读取走刀距离Read position information 读取位置信息Read various data relating servo axis or spindle axis 读取各种相关伺服轴或主轴数据Read skip position 读取跳步位置Read servo delay value 读取伺服延迟值Read acceleration/deceleration delay value 读取加速/减速延迟值Read all dynamic data 读取所有动态数据Read actual spindle speed(S) 读取真实主轴速度Read constant surface speed data 读取常量表面速度数据Read speed information 读取速度信息Set origin/preset relative axis position 设置原点/预设相关坐标位置Preset work coordinate 预设工作坐标Read manual overlapped motion value 读取人工重叠运动值?Cancel manual overlapped motion value 取消人工重叠运动值?Read manual overlapped motion information 取人工重叠运动信息Read load information of serial spindle 读取系列轴的负载信息Read maximum r.p.m. ratio of serial spindle 读取最大系列轴的r.p.m比率Read gear ratio of serial spindle 读取系列轴传动比率Read servo load meter 读取伺服负载计Read spindle load meter读取轴负载计Read tool tip coordinates for 3-dimensional handle feed 读取工件末端坐标的3D手动反馈Read handle interrupt pulse amount for 3-dimensional handle feedRead handle interrupt move amount for 3-dimensional handle feedRead the modification of tool length compensation amount in tool axis dir. for 3- dimensional handle feedClear handle interrupt pulse and move amount for 3-dimensional handle feedRead axis name 读取轴名称Read the name of controlled axis and spindle name 读取控制轴和主轴名称Read spindle name 读取主轴名称Read the data for the manual feed for 5-axis machiningRead the machine axis movement for the manual feed for 5-axis machiningClear the pulse amount for manual feed for 5-axis machiningFanuc Focas Libraries3CNC: Function related to CNC programBrief descriptionDownload NC programDownload NC program(conditional)Verify NC programVerify NC program(conditional)Read buffer status for downloading/verification NC program Download DNC programDownload DNC program(conditional)Read the diagnosis data of downloading DNC programUpload NC programUpload NC program(conditional)Search specified programDelete all programsDelete specified programDelete specified program(area specified)Read program directoryRead program informationRead program number under executionRead program name under executionRead sequence number under executionSearch specified sequence numberRewind cursor of NC programRead block counterRead program under executionWrite program for MDI operationRead execution pointer for MDI operationWrite execution pointer for MDI operationGet MDI program informationRead processing time stamp dataRead directory for processing time stamp dataCopy programMerge programChange program numberCondense programRead NC program by line basisWrite NC program by line basisDelete NC program by line basisSearch string in NC programGet result of string search in NC programSet the protection of running/editing of NC programReset the protection of running/editing of NC programGet the status of running/editing of NC program Fanuc Focas Libraries 4Get execution pointerSet execution pointerRead execution pointerRead information of Program memory driveRead information Program memory fileRead information of current folderSet current folderRead information of subfolderRead file informationRead number of subfolders or filesCreate folder or fileDelete folder or fileRename folder or fileCopy fileMove fileRearrange the contents of the programChange attribute of folder or fileRead main programSelect main programRead NC program by line basis(For arbitrary file name)Write NC program by line basis(For arbitrary file name)Delete NC program by line basis(For arbitrary file name) Search string in NC program(For arbitrary file name)Get result of string search in NC program(For arbitrary file name) Get execution pointer(For arbitrary file name)Set execution pointer(For arbitrary file name)Fanuc Focas Libraries5CNC: Function related to CNC file dataBrief descriptionRead tool offset valueWrite tool offset valueRead tool offset value(area specified)Write tool offset value(area specified)Read tool offset informationRead the effective setting range of tool offset valueRead work zero offset valueWrite work zero offset valueRead work zero offset value(area specified)Write work zero offset value(area specified)Read work zero offset informationRead the effective setting range of work zero offset valueRead parameterWrite parameterRead parameter(area specified)Write parameter(area specified)Read random number parametersGet information for high-speed read of parameterHigh-speed read of parameterRead parameter informationRead minimum, maximum, total number of parameterRead setting dataWrite setting dataRead setting data(area specified)Write setting data(area specified)Read setting data informationRead minimum, maximum, total number of setting dataRead pitch error compensation data(area specified)Write pitch error compensation data(area specified)Read pitch error compensation data informationRead 3-dimensional error compensation dataWrite 3-dimensional error compensation dataRead 3-dimensional error compensation value at current position Read custom macro variableWrite custom macro variableRead custom macro variables(area specified)Write custom macro variables(area specified)Read custom macro variables(double precision)Write custom macro variables(double precision)Read custom macro variable informationGet type of custom macro variable Fanuc Focas Libraries6Set type of custom macro variableRead P code macro variableWrite P code macro variableRead P code macro variables(area specified)Read P code macro variables(double precision)Write P code macro variables(area specified)Write P code macro variables(double precision)Read P code macro variable informationRead P code macro variable information(2)Get type of P code macro variableSet type of P code macro variableRead M code group dataWrite M code group dataRead M code group data(executing,executed M code)Read M code group data(for program restart)Read setting data for High-speed and high-precision machining Write setting data for HPCCSet setting data for HPCC automaticallyRead tuning data(parameter input) for HPCCWrite tuning data(parameter input) for HPCCRead tuning data(acc./dec. input) for HPCCWrite tuning data(acc./dec. input) for HPCCTune up tuning data for HPCC automaticallyRead fine level for HPCCSelect fine level for HPCCRead active fixture offsetRead fixture offset value(area specified)Write fixture offset value(area specified)Read interference check data(area specified)Write interference check data(area specified)Read interference check data informationRead work coordinate shift valueWrite work coordinate shift valueRead work coordinate shift measured valueWrite work coordinate shift measured valueRead the effective setting range of work coordinate shift valueRead tool offset value for B axis(area specified)Write tool offset value for B axis(area specified)Read tool offset information for B axisRead command data for B axisFanuc Focas Libraries7CNC: Function related to tool life management dataBrief descriptionRead tool life management data(tool group number)Read tool life management data(number of tool groups)Read tool life management data(number of tools)Read tool life management data(tool life)Read tool life management data(tool life counter)Read tool life management data(tool length number-1)Read tool life management data(cutter compensation num.-1)Read tool life management data(tool information-1)Read tool life management data(tool number)Read tool life management data(tool number, tool life, tool life counter)(area specified)Read tool life management data(all data within group)Write tool life management data(tool life counter)(area specified)Read tool life management data(used tool group number)Read tool life management data(max. number of tool groups)Read tool life management data(max. number of tool within group)Read tool life management data(used tool number within group)Read tool life management data(tool data1)Read tool life management data(tool data2)Write tool life management data(tool data1)Write tool life management data(tool data2)Read tool life management data(tool group information)Write tool life management data(tool group information)Delete tool life management data(tool group)Insert tool life management data(tool data)Delete tool life management data(tool data)Clear tool life management data(tool life counter, tool information)(area specified)Read tool life management data(maximum number of tool groups, maximum number of tool within group, maximum number of life count)Read tool life management data(next/current/last used tool group number) Read tool life management data(tool group information) (area specified) Read tool life management data(tool data) (area specified)Read tool life management data(Exchange necessary tool group number)Fanuc Focas Libraries8CNC: Function related to tool management dataBrief descriptionNew registration of Tool management dataDelete Tool management dataRead Tool management dataWrite Tool management dataWrite individual data of Tool management dataNew registration of Magazine management dataDelete Magazine management dataRead Magazine management dataWrite individual data of Magazine management dataWrite tool geometry dataRead tool geometry dataCNC: Function related to history dataBrief descriptionStop logging operation history dataRestart logging operation history dataRead number of operation history dataRead operation history dataClear operation history dataRead signals related operation historyWrite signals related operation historyRecord of key strokeRead number of alarm history dataRead alarm history dataStop logging external operator's message history dataRestart logging external operator's message history dataRead external operator's message history data informationRead number of external operator's message history dataRead external operator's message history dataClear external operator's message history dataFanuc Focas Libraries9CNC: Function related to servo/spindleBrief descriptionRead loop gain for servo adjustmentRead real current for servo adjustmentRead real speed for servo adjustmentRead number of spindleRead operation mode for spindle settingRead position deflection S for spindle adjustmentRead position deflection S1,S2 for spindle adjustment(synchronous control) Read position deflection Z of tapping axis for spindle adjustment(rigid tapping) Read synchronous error for spindle adjustment(synchronous control mode) Read synchronous error for spindle adjustment(rigid tapping mode)Read spindle alarm for spindle monitorRead control input signal for spindle monitorRead control output signal for spindle monitorCNC: Function related to waveform diagnosisBrief descriptionRead waveform diagnosis parameterWrite waveform diagnosis parameterStart sampling waveform diagnosis dataStop sampling waveform diagnosis dataRead sampling status of waveform diagnosis dataRead waveform diagnosis dataCNC: Function related to PUNCH PRESSBrief descriptionRead tool control dataWrite tool control dataRead tool information dataRead tool dataWrite tool dataRead multiple tool dataWrite multiple tool dataRead safety zone dataWrite safety zone dataRead tool zone dataWrite tool zone dataRead actual tool zone dataRead number of automatic setting zoneWrite number of automatic setting zone Fanuc Focas Libraries10CNC: Function related to LASERBrief descriptionRead cutting condition file(cutting data)Write cutting condition file(cutting data)Read cutting condition file(piercing data)Write cutting condition file(piercing data)Read cutting condition file(edge cutting data)Write cutting condition file(edge cutting data)Read cutting condition file(slope control data)Write cutting condition file(slope control data)Read duty data for power controlWrite duty data for power controlRead laser power dataRead power compensation coefficientWrite power compensation coefficientRead assist gas selectionWrite assist gas selectionRead assist gas flowWrite assist gas flowRead laser power for contouringWrite laser power for contouringRead laser power for piercingWrite laser power for piercingRead command data of laserRead command data of reference displaceWrite command data of reference displaceRead error of Z-axis tracingRead active cutting number/piercing number/slope numberRead comment dataRead laser power selectionWrite laser power selectionRead laser power controlWrite laser power controlRead the history data of power compensation coefficientRead the management timeWrite the management timeRead data related to electrical discharge at power compensation ends Read alarm history data related to electrical dischargeFanuc Focas Libraries11CNC: Function related to WIRE CUTBrief descriptionSet wire vertical positionRead the measured point type dataWrite the measured point type dataFanuc Focas Libraries12CNC: Function Reference related to dataserver,DNC1,DNC2,OSI-EthernetBrief descriptionTransfer file from host to DATA SERVERTransfer file from DATA SERVER to hostRead status of file transfer between host and DATA SERVER Read directory in DA TA SERVERDelete file in DATA SERVERDownload from DATA SERVER to CNCUpload from CNC to DA TA SERVERRead upload/download status between DATA SERVER and CNC Get DNC operation file name in DATA SERVERSet DNC operation file name in DATA SERVERRead setting data for DATA SERVERWrite setting data for DATA SERVERCheck hard disk on DATA SERVERFormat hard disk on DA TA SERVERSave I/F buffer for DATA SERVERRead I/F buffer for DATA SERVERRead maintenance information for DA TA SERVERGet mode of DA TA SERVERSet mode of DATA SERVERRead error message for DATA SERVERTransfer file from personal computer to DATA SERVER Transfer file from DATA SERVER to personal computerRead DNC file name for DNC1, DNC2, OSI-EthernetWrite DNC file name for DNC1, DNC2 ,OSI-EthernetRead communication parameter for DNC1, DNC2 , OSI-Ethernet Write communication parameter for DNC1, DNC2, OSI-Ethernet Read logging message for DNC2Read operator's message for DNC1,DNC2Read receipt message for OSI-EthernetRead sending message for OSI-EthernetSend message for OSI-EthernetClear message buffer for OSI-EthernetRead receipt status of message for OSI-EthernetGet Ethernet board parameterSet Ethernet board parameterGet error message of Ethernet boardGet DA TA SERVER modeSet DATA SERVER modeGet hard disk information of DATA SERVERGet hard disk file list of DATA SERVER Fanuc Focas Libraries 13Delete hard disk file of DATA SERVERCopy hard disk file of DATA SERVERChange of hard disk file name of DATA SERVERPUT of hard disk file of DATA SERVERMPUT of hard disk file of DATA SERVERGet host login directory information of DA TA SERVERGet host file list of DA TA SERVERGet host file list of DA TA SERVER (2)Delete host file of DA TA SERVERGET of host file of DA TA SERVERMGET of host file of DATA SERVERGet execution result of function of DATA SERVERStop function for DA TA SERVERInput of NC file in DATA SERVERInput of NC file in DATA SERVER (2)Output of NC file in DATA SERVERInput of NC file in DATA SERVER (DATA SERVER -> PC) Output of NC file in DATA SERVER (PC -> DATA SERVER) Get hard disk file name of DATA SERVER for DNC operation Set hard disk file name of DATA SERVER for DNC operation Get host file name of DATA SERVER for DNC operationSet host file name of DA TA SERVER for DNC operationGet connected host of DATA SERVERSet connects host of DA TA SERVERGet maintenance information of DATA SERVERCheck of hard disk of DATA SERVERFormat of hard disk of DATA SERVERMake hard disk directory of DATA SERVERDelete hard disk directory of DATA SERVERChange of current directory of hard disk of DATA SERVER LIST-PUT of hard disk file of DA TA SERVERLIST-DELETE of hard disk file of DA TA SERVERLIST-GET of host file of DATA SERVERGet directory of DATA SERVER for M198 operationSet directory of DATA SERVER for M198 operationGet connected host of DATA SERVER for M198 operationSet connects host of DA TA SERVER for M198 operationSearch string in NC program in DATA SERVERGet result of string search in NC program in DATA SERVERDownload to DATA SERVERGet the parameter of EthernetSet the parameter of EthernetGet the mode of DATA SERVERSet the mode of DATA SERVERGet the maintenance information on DATA SERVER Fanuc Focas Libraries 14Get the connection host number of EthernetSet the connection host number of EthernetGet the folder for M198 operation of DATA SERVERSet the folder for M198 operation of DATA SERVERGet the host for M198 operation of DATA SERVERSet the host for M198 operation of DATA SERVERGet the format form of the ATA card of DA TA SERVERFormat of the ATA card of DATA SERVERCheck disk of the ATA card of DATA SERVERGet file for DNC operationSet file for DNC operationGet memory device information on DATA SERVERGet current folderGet file list informationMake folderDelete folderDelete fileChange current foledrChange folder name or file nameCopy file of DATA SERVERRead file transfer result of DATA SERVERStop file transfer of DA TA SERVERFanuc Focas Libraries15CNC: Function Reference related to servo learning dataBrief descriptionReading of the data from I/F buffer for the servo learning dataWriting of the data to I/F buffer for the servo learning dataStop of reading/writing of the servo learning dataCNC: Function related to Unsolicited messaging functionBrief descriptionSet the unsolicited messaging parametersSet the unsolicited messaging parameters (2)Get the unsolicited messaging parametersGet the unsolicited messaging parameters (2) Initiate the unsolicited messaging session Terminate the unsolicited messaging sessionRead the unsolicited messaging dataRead the unsolicited messaging data (2)Fanuc Focas Libraries16PMC: Function related to PMCBrief descriptionRead message from PMC to MMCWrite message from MMC to PMCRead message from PMC to MMC (conditional) Write message from MMC to PMC (conditional) Read PMC data(area specified)Write PMC data(area specified)Read data from extended backup memoryWrite data to extended backup memoryRead maximum size of extended backup memory Read PMC data informationRead control data of PMC data tableWrite control data of PMC data tableRead the sum total group of control dataWrite the sum total group of control dataSet the PMC timer tipeGet the PMC timer tipeGet detail error for PMCRead PMC alarm messagesRead PMC title dataUpload PMC parameterDownload PMC parameterSelect the PMCGet the current PMC unit typeRead the number of existing PMC pathsRead the PMC system informationFanuc Focas Libraries17PMC: Function Reference related to PROFIBUS-DPBrief descriptionRead series/version of PROFIBUS softwareRead bus parameter of master functionWrite bus parameter of master functionRead slave parameter of master functionWrite slave parameter of master functionRead address allocation of master functionSet address allocation of master functionRead address allocation of slave functionSet address allocation of slave functionRead state of slave functionReads slave index data of master functionWrites slave index data of master functionReads slave parameter of master function(2)Writes slave parameter of master function(2)Reads DI/DO address data of master functionWrites DI/DO address data of master functionReads indication address for communication mode of master function Writes indication address for communication mode of master function Reads operation mode of master functionWrites operation mode of master functionReading of the parameters of the PROFIBUS master functionSetting the parameters of the PROFIBUS master functionInitialization of the specified parameters of the PROFIBUS master function Reading of all slave tableExecution of sub-functionReading of the setting assistant parametersReading of an error codeChange of the operation modeReading of the communicating informationReading of status of connected slaveReading of the information of slave stationReading of the number of slot on master functionReading of the slot information on master functionReading of the parameters of the PROFIBUS slave functionSetting of the parameters of the PROFIBUS slave functionInitialization of the parameters of the PROFIBUS slave function Reading of the communication state of the PROFIBUS slave function Reading of the parameters of the PROFIBUS slave function(2)Setting of the parameters of the PROFIBUS slave function(2)Reading of the communication state of the PROFIBUS slave function(2) Fanuc Focas Libraries18CNC: Function related to othersBrief descriptionRead CNC system informationRead CNC status informationRead alarm statusRead alarm informationRead alarm messageRead modal dataRead G modal codeRead commanded dataRead diagnosis dataRead diagnosis data(area specified)Read random number diagnosis dataRead diagnosis data informationRead minimum, maximum, total number of diagnosis dataRead A/D conversion dataRead operator's messageSet path number(for multi-path)Get path number(for multi-path)Read CNC configuration informationRead program restart informationSearch sequence number for program restartRead output signal image of software operator's panelWrite output signal of software operator's panelRead general signal image of software operator's panelWrite general signal image of software operator's panelRead general signal name of software operator's panelWrite general signal name of software operator's panelGet detail error for CNCRead maximum valid figures, number of decimal placesRead block restart informationRead menu switch signalWrite menu switch signalRead internal position compensation data(cutter compensation/tool nose radius compensation)Read internal position compensation data(tool length compensation)Read internal position compensation data(canned cycle)(canned cycle)Read internal position compensation data(coordinate rotation)Read internal position compensation data(3-D coordinate conversion)Read internal position compensation data(programmable mirror image)Read internal position compensation data(scaling)Read internal position compensation data(3-D tool compensation)Read internal position compensation data(tool position compensation) Fanuc Focas Libraries 19Read series/version of CNC system softwareRead series/version of CNC system software (2)Read series/version of CNC system software (3)Read of CNC hardware configurationRead module configuration of CNC system。