利用设备信息化管理系统开展RBI分析的探索
浅谈RBI技术在大型起重机安全管理中的作用
检 测资源 集 中在最 需要 关注 的 区域 。 目前 采用 的 发 生 。 RBI 技 术 的核 心 概 念 是 风 险 , 风 险 不 同 于 危 方 法 虽然 对 起 重机 械 安 全运 行 起 到 了一 定 的保 险 , 风 险 是 危 险 发 生 的 概 率 和 危 险 发 生 后 造 成 后 障 作用 , 但 对起 重机 械生 产使 用的效率 及 经济效 果 的 综 合 结 果 , 风 险是 由这两 个 因素 共 同作 用 , 益 也有 一 定 的 负面 影 响 。 近 几 年来 , 我 国起 重机 具 体 的表 达 公 示 为 : 械数 量都 以 1 0 %以上 的速 度增长 , 在用 起重 机械
范 围和 要 求 。
基准来 计算 评价 失效概 率的概 念和 方法 , 提 高 了
在大 型起 重机 安全 管 理领 域 , RBI 技 术 的 具 RB1 分析 结果 的安 全性 。 文献【 4 】 介 绍 了RBI 技 术 体 应 用 可 分 为 定性 、 半 定量 和 定 量 三 种 , 三 种 方 法 在 国内外的起 源 及发展 , 着重 以案例 的形式 研 究 的关系是相互辅 助 , 而 不是 对 立 的 。 其 中定 性 方 法 分 析 了我 国RB I 技 术的应用现状 , 并 针 对 我 国RB I 可应 用在对 大型起 重机 整机 中 , 首 先 对 整 机 进 行 实施过程 中遇 到 的问题提 出了深层次 的思 考 。 对
风 险等 级的 划分 ; 在 每个 机构 的范 围内可 以使用 我 国RB I 工 作 现 状 进 行 了宏 观 诠 释 。 半 定量 的方法 进行 分析 ; 具 体到起 重机 中的每个 在机 电类特种 设备 , 尤其是 起重机 领域 , R B I 零 部件 或结构 则可 使用定 量 的方法进 行计 算 。 定 技 术 的 研 究 和 应 用 体 系 有 待 形 成 。 整 体 来 说 我 国 量 的计算 方法 工作 量 巨大 , 需要对 大量 原始 数据 在特 种机 电设 备风 险管理 方面起 步较 晚 , 其体 系 进 行具体 的分 析 , 在对 各零 部件和 机构 进行 分析 建 立 发 展 也 相 对 缓 慢 , 致 使 我 国对 整 个 体 系 的 认
浅谈RBI技术在特种设备检验中的应用

浅谈RBI技术在特种设备检验中的应用摘要:特种设备主要是指对人的生命安全有重大影响的设备,比如危险性极高的锅炉、压力管道、大型娱乐设施等。
正是基于此,国家对特种设备检验工作十分看重,相关检验机构也应用比较先进的技术来进行检验,以此确保所应用的所有的特种设备没有任何的质量隐患。
RBI技术是目前应用在特种设备检验中最为广泛的技术。
本文首先对该技术进行了研究,其次对其在特种设备检验中的应用进行了研究,最后提供了应用建议,仅供参考借鉴。
关键词:RBI技术;特种设备;检验;应用RBI技术从本质上来说就是风险检验技术,使用的基础就是风险的分析,对相应的风险进行详细的分析之后得出具体的结果。
相关的工作人员在检验的过程中,要对原有的缺陷进行定量和定性评估,对设备风险的级别进行确定,从经济和安全的角度对设备可能出现的问题进行优化,这样的方式可以减少检验的成本,减少设备检验的时间,在设备运行能力上可以得到大量的提升,保证了特种设备运行的安全性。
1.RBI的概念RBI检测技术是基于风险检测(RiskBasedInspection)的缩写,是近十年来发展起来的承压设备管理与检验新技术。
美国自1995年开始了对压力管道基于风险的检测(简称RBI)研究,2000年发布了API580(基于风险的检测)和API581(基于风险的检测的资源文件)标准,在化工和其他领域中得到了大量的应用。
该项技术对于降低设备风险,优化设备检测和备件计划,提供延长装置运行周期的决策依据发挥了重要作用[1]。
在API581中,RBI定义为:对设备实施风险评估和风险管理的过程,关注的重点有两方面:一是材料退化失效引起的压力设备(如压力管道)内容物泄漏的风险;二是通过检测实施风险控制。
20世纪90年代初期,西方国家开始RBI展开了深入研究,尤其是美国在这方面的研究取得了成效。
新世纪初,美国制定了两个标准文件,对RBI进行了系统性的阐释。
现阶段RBI技术已经在西方石油工业行业得到了普遍的应用,现如今已经发展成为相对成熟的评价软件,其评价风险已经相对完整。
RBI技术在石化企业设备管理中的应用ppt

RBI技术通过采用先进的传感 器和监测系统,对设备运行状 态进行实时监测和数据采集, 及时发现和预测设备潜在的故 障和异常。
同时,利用RBI技术的故障诊 断模型和方法,对采集到的数 据进行处理和分析,判断出故 障的类型、位置和原因,并给 出相应的处理建议和维修方案 。
通过这种应用,可以及时排除 设备故障隐患,提高设备的可 靠性和安全性,延长设备的使 用寿命。
06
总结与展望
rbi技术在石化企业设备管理中的应用成果总结
01
提高设备可靠性
பைடு நூலகம்
通过RBI技术对设备进行检测和评估,可以及时发现和解决潜在故障
,提高设备的可靠性和稳定性。
02
降低维修成本
RBI技术可以精准地确定维修内容和时间,避免了不必要的维修和浪
费,降低了维修成本。
03
优化设备管理
RBI技术可以帮助企业建立完整的设备管理体系,实现对设备的全面
rbi技术在石化企业设备管理 中的应用ppt
xx年xx月xx日
目录
• 介绍 • rbi技术应用背景 • rbi技术在石化企业设备管理中的应用 • rbi技术在石化企业设备管理中的实施流程
目录
• 成功案例介绍 • 总结与展望 • 参考文献 • 致谢
01
介绍
rbi技术概述
RBI(Reliability-Based Inspection )技术是一种基于设备可靠性的检 测方法,它通过对设备的历史运行 数据进行分析,预测设备在未来一 段时间内的故障概率,从而帮助企 业制定更加科学、合理的设备检测 和维修计划。
数据采集
通过现场调研、历史数据整理等方式获取设备相 关数据。
数据处理
对采集到的数据进行清洗、整合、转换等预处理 工作,以满足分析需求。
石化企业设备安全管理——基于风险的检验(RBI)技术

科教园地丨39基于风险的检验(RBI)是石化装置长周期运行保障的一项重要技术,是一种追求系统安全性与经济性统一的设备管理方法。
20世纪90年代初,欧美20余家石化企业为了在安全的前提下降低运行成本,开始了基于风险的检验(RBI)技术研究。
它是在对系统中固有的或潜在的危险发生的可能性与后果进行科学分析的基础上,以确保本质安全和减少运行费用为目标,给出风险排序,找出薄弱环节,优化检验策略的一种安全管理方式。
目前,基于风险的检验(RBI)技术在西方发达国家的化工、核电等行业得到了广泛的研究应用,包括亚洲的韩国、新加坡等国家和地区的石化炼油厂,也逐步应用了RBI技术进行成套装置中的承压设备的检验与维修。
20世纪末,国内开始引入RBI技术,并在一些石化企业装置试点,取得了较好效果。
2009年,原国家质检总局将RBI技术应用纳入《固定式压力容器安全技术监察规程》中,为进一步发展和广泛应用RBI 提供了法规保障。
2011年发布了《承压设备系统基于风险的检验实施导则第1部分:基本要求和实施程序XGB/T26610.1-2011),自此,RBI技术已成为行业内风险评估的标准规范。
我国石化企业的设备安全风险分析石油化工是我国目前现代制造业中危险性最大的行业之一。
其工作介质大都具有易燃、易爆、有毒、强腐蚀或高温高压等特征。
同时,石化企业随着发展,设备越来越大型化,工艺越来越复杂化,运行周期也越来越长,装置一旦发生严重安全问题,可能造成火灾、爆炸、环境污染等重大事故。
如2005年吉林石化双苯厂“11・13”事故,造成8人死亡,近60人受伤,还导致松花江水质污染,造成严重影响。
根据石化行业事故原因统计图(图1),41%的风险与机械设备失效有关。
大量的机械设备安全事故统计分析还表明,在一个由若干单元组成的系统中,约20%的关键单元,贡献了整个系统近80%的风险。
对此,应优先筛选出高风险设备,进行重点监管;对低风险设备,延长检验周期,实行差异化管理。
关于设备管理信息系统建设的分析与探讨

关于设备管理信息系统建设的分析与探讨摘要:论述了太原煤气化集团公司设备管理信息系统在企业应用中的意义、措施、功能和方法,以及应发挥的作用。
关键词:设备;管理;信息化;改革与创新引言最近几年来,国内一些企业在设备管理过程中逐步将设备管理信息系统引入其中,并获得很大成效。
事实证明,传统的企业设备管理模式已无法适应现代化企业改革的需求,将计算机技术与企业的设备管理制度、规程和方法相结合,不仅能够提高设备管理工作效率,还能彰显计算机在企业设备管理中的重要作用。
笔者以太原煤气化公司提高设备管理与效益对企业效率化、无纸化、网络化办公为研究对象,对设备管理现信息系统进行探讨,论述计算机技术在企业设备管理信息系统中的重要作用与意义。
一、设备管理现状与分析1.由于太原煤气化公司是属于一个煤炭综合利用型企业,所涉及煤矿、选煤、焦化、电厂、铁路运输、学校、多种经营等范围和领域,内容比较广泛,工作设施与设备环境涉及到大型设备、特种设备等诸多领域,造成企业设备种类繁多和精度要求较高,管理起来比较复杂。
2.由于技术水平的限制,企业的设备管理主要是靠人工登记、建账管理,传统的人工设备管理模式用人多、效率低、准确率差、设备信息传递慢、容易造成积压闲置,设备的利用率低,经济效益差。
3.虽然太原煤气化公司在以往的设备管理方面也采取了一些措施、方法,如:设立专门的设备资料档案库房、设备性能测试室及相关技术书籍管理与设备分类管理等,但就整体水平及实际应用情况来看还未达到预期的效果,所采用的管理模式还是传统的设备管理方式,多数工作还是依靠人工完成的。
例如:在以往的管理模式中对所属各单位设备进行全方位的管理日常维护、更新时,需要每天对其进行详细的性能检测及数据反馈更新,为每台重点大型设备配备履历技术档案,以便日常维护与查询等。
其结果虽然方便了长期以来技术人员对设备习惯性的管理模式,但在实际运行情况中,存在设备管理的工作运行效率、数据存储、工作量过大、档案查询不便、大量数据冗长重复以及人员调整等诸多问题。
RBI技术在我国企业的应用研究与改进思考

第8卷第6期2012年6月中国安全生产科学技术Journal of Safety Science and Technology Vol.8No.6June 2012文章编号:1673-193X (2012)-06-0191-06RBI 技术在我国企业的应用研究与改进思考陈庆娟,王三明(南京工业大学城市建设与安全工程学院,南京210009)摘要:基于风险的检测技术(RBI )是目前化工行业逐渐采用并得到认可的一种新的设备检测技术。
在对RBI 体系研究的基础上,阐述了RBI 的系统思想、实施步骤与应用价值;在工艺危害性分析的基础上,采用挪威船级社的ORBIT Onshore 软件对常减压装置进行了定量RBI 分析,识别出装置设备和管道的主要腐蚀损伤模式,确定设备和管道的风险大小分布以及风险检测策略;并根据RBI 在化工等行业企业的应用实践对RBI 技术在我国应用过程中存在的不足提出了相关改进建议。
关键词:基于风险的检测(RBI );定量风险分析;设备;改进中图分类号:X924.2文献标识码:AResearch and improvement on the application of RBItechnology in Chinese enterpriseCHEN Qing-juan ,WANG San-ming(School of Urban Construction and Safety Engineering ,Nanjing University of Technology ,Nanjing 210009,China )Abstract :Risk-based inspection (RBI )is a new equipment inspection technology being gradually adopted and rec-ognized by chemical industry these days.In this paper the system thought ,implementation steps and application value of RBI were expounded on the basis of the research on RBI system.ORBIT Onshore software of DNV was a-dopted to conduct quantitative RBI analysis on vacuum distillation unit based on process hazard analysis.Major cor-rosion damage modes were identified for the plant equipments and pipelines.Risk distribution and inspection strate-gy of equipments and pipelines were decided ,and the improvement recommendations for the shortcomings about ap-plication of RBI based on application practice in chemical industry enterprise in Chinese were also described.Key words :risk-based inspection (RBI );quantitative risk analysis ;equipment ;improvement收稿日期:2011-11-100引言基于风险的检测技术(简称RBI )是近30多年来在西方乃至全世界被逐渐广泛采用并得到企业认可的设备检测技术,它是对企业设备进行风险检测与维护的一种基于安全性和经济性的技术方法体系,RBI 经过多年的实践被证明是科学全面的设备风险管理方法系统。
《基于RBI技术的大型常压储罐预知性检验方法的研究》

《基于RBI技术的大型常压储罐预知性检验方法的研究》篇一一、引言在石油化工领域中,大型常压储罐作为重要的储存设备,其安全性和可靠性直接关系到生产运营的稳定性和经济效益。
因此,对储罐进行定期的检测和维护至关重要。
近年来,随着科技的不断发展,风险基础检验(Risk-Based Inspection,简称RBI)技术因其能高效识别并关注高风险区域的优势,已逐渐成为储罐检测的主要方法。
本文将重点研究基于RBI技术的大型常压储罐预知性检验方法。
二、RBI技术概述RBI技术是一种以风险评估为基础的检验方法,通过综合分析储罐的材料、设计、运行、维护等多方面因素,评估储罐各部分的潜在风险,并据此制定针对性的检验计划。
RBI技术的核心在于其能根据储罐的实际状况,对高风险区域进行重点检测,有效提高了检测的针对性和效率。
三、基于RBI技术的大型常压储罐预知性检验方法1. 风险评估:对储罐进行全面的风险评估是预知性检验的第一步。
风险评估需要考虑储罐的材料、设计、制造、运行、维护等多方面因素,通过定量和定性的方法,评估储罐各部分的潜在风险。
2. 制定检验计划:根据风险评估的结果,制定针对性的检验计划。
对高风险区域进行重点检测,降低检验的盲目性和重复性。
3. 预知性检测技术:利用RBI技术,结合先进的无损检测技术(如超声波检测、射线检测等),对储罐进行预知性检测。
通过分析检测结果,预测储罐的剩余寿命和潜在的风险。
4. 结果分析与处理:对检测结果进行分析和处理,确定储罐的维护和修理方案。
对于高风险区域,需要制定紧急处理措施,确保储罐的安全运行。
5. 持续监控与反馈:对储罐进行持续的监控,收集运行数据和检测结果,及时反馈给风险评估和检验计划制定环节,实现检验方法的持续优化。
四、研究意义与应用前景基于RBI技术的大型常压储罐预知性检验方法的研究具有重要的意义和广阔的应用前景。
首先,该方法能够准确识别储罐的高风险区域,提高检测的针对性和效率,降低了检测成本。
RBI技术在石化企业设备管理中的应用

茂名炼油系统修理费用变迁
年度 2002 2003 2004 2005 2006 2007
费用(万元) 33468 29304 24800 25679 24958 20000
占固定资产比例% 4.12 3.9 3.2 2.96 2.88 2.06
4、延长设备与装置的运行周期
在应用了RBI技术之后,就可以根据 风险评估的结果,如风险等级、腐蚀机 理、腐蚀速率以及破坏因子等来确定是 否可以将检验周期定为9年。而一些安 全状况等级定为3级的压力容器,经过 风险评估,若腐蚀速率和风险等级较低 的话,是可以将检验周期确定为6年的。
三、RBI技术的应用层次
1、风险评估 2、风险检验 3、在线降险 4、风险管理
1、风险评估
通过风险评估,可以清楚装置中的 风险分布状况,确定高风险设备及其部 位。因此,可以将设备管理的重点放在 高风险设备上,有针对性的控制和降低 风险,避免了浪费资源和管理不到位的 问题。
2、风险检验
1、石化装置的特点
目前,石化企业为了追求规模效益装置向大型化 和长周期运转发展、加工能力向深度发展;为了 解决资源瓶颈问题,原料向炼高硫、高酸的劣质 原油发展。很明显,传统的设备管理已经很难满 足石化企业这一新的需求。在设备管理方面,国 际上尤其是欧美工业发达国家,已从定性的经验 管理逐步向以风险为基础的管理转变。设备管理 的目的应该是最大化提高设备的可靠性、利用率 和可用性,合理、有效地降低设备风险,确保设 备风险总在可接受和可控制的范围内。风险管理 的目的是将危险转化为安全。
3、实现设备本质安全
所谓设备本质安全,就是在设备的一生中,风 险始终处于可控制的范围之内,而不会出现失控 的状态。因此,要有效地预防事故,就必须防线 前移,从经验型管理向科学管理过渡,从被动转 向主动,从事后处理走向积极预防。对与生产过 程相关的各个方面进行科学的安全评价,控制和 降低风险,从而把风险控制在可以接受的程度之 内。
超压泄放装置基于RBI方法确定校验周期的应用及有关问题探讨

帽1'A .yiiaAl.itV'.-if.iit.ff J l'i f f/l特拜设备安全风险评估超压泄放装置基于R B I方法确定校验周期的应用及有关问题探讨姜海一1比译2谢国山1李志峰1王辉1(1.中国特种设备检测研究院北京100029)(2•北京航空航天大学北京100191)幸商要:本文针对国内石化企业超压泄放装置中的安全阀和爆破片,介绍了基于RBI方法确定其校验周 期的法规要求、应用情况和计算流程,以一台安全阀为例,进行了基于API581 —2019标准定量风险评估的 算例研究,并对R BI国标GB/T26610—20】4《承压设备系统基于风险的检验实施导则》与相对应国外标准AP I 581 —2019《基于风险检验》的差异和不足以及评估过程中遇到的有关问题进行了探讨。
关键词:安全阀爆破片定量R B I校验周期标准比对Implementation and Research of Pressure Relief Devices’ Confirmation ofCalibration Period Based on RBI MethodJiang Haiyi1Bi Yi2Xie Guoshan1Li Zhifeng1Wang Hui1(1. China Specail Equipment Inspection & Research Institute Beijing 100029)(2. Beihang University Beijing 100191)Abstract For safety valves and rupture disks of pressure relief devices of domestic petrochemical factories, satisfied regulation, implementation and calculation process of confirmation of calibration period based on RBI method are introduced. An example of a safety valve's quantitative risk evaluation based on API581-2019 is calculated. The difference between domestic RBI standard (GB/T 26610-2014〈Guideline for implementation of risk-based inspection of pressure equipment system〉)and International RBI standard (API 581-2019〈Risk Based Inspection〉),the shortage of domestic RBI standard and some problems during calculations are also discussed.Keywords Safety valve Rupture disk Quantitative risk based inspection Calibration period Comparison of standard中图分类号:X933.4 文献标识码:B文章编号:1673-257X(2021 )04-0110-04 DOI :10.3969/j. issn. 1673-257X .2021.04.023安全阀和爆破片是防止承压设备在运行过程中发 生超压事故的安全泄放装置,是保障设备安全的重要 防线,在石化企业生产过程中广泛应用。
RBI技术在特种设备检验中的应用
RBI技术在特种设备检验中的应用摘要:由于“大生产”时代,特种设备长时期处于满负荷、超负荷作业,导致设备结构性能失去稳定性,故障发生率持续上升,严重影响了工业生产的安全性、效率性、持续性。
为了进一步提高特种设备的可操控性能,必须采取正确的检验与管理方式,确保设备性能符合标准化操作要求。
基于风险的检验(RBI)是工业设备检验与管理的重要技术,将其用于特种设备调度管理具有可行性价值。
文章针对RBI技术在特种设备检验中运用展开讨论,并提出合理化建议。
关键词:特种设备;检验技术;应用1引言从当前的特种设备生产情况来看,无论是类型上还是在功能上,都表现为持续丰富的特点,这对于检测工作的开展将会提出更多的要求,而且在满足的过程中,应坚持在技术的可靠性、可行性方面不断的转变。
由于工业大规模生产及发展,RBI用于特种设备调度管理更为普遍,体现了安全管理思想在特种设备检验与管理方面的价值。
同时,企业要及时建立RBI管理体系,实现设备与生产之间的协调发展。
同时,引入信息技术为支撑,构建现代化特种设备检验与管理模式。
2基于风险的特种设备检验技术实际应用情况依据现阶段我国施行的法律法规当中提出的要求,我国范围内特种设备检验方法是周期性固定管理检验模式。
这一体制实际运行的过程中,可以对特种设备运行持续性做出保证。
但是在这一项制度当中,有关于安全测试检验工作的体制刚度过高,因此会引发一定负面影响。
具体表现是,特种设备检验方法和设备实际风险水平之间不相适应,某些设备实际运行的过程中检验频率过高,另外一些设备的检验不充分,因此安全生产目标以及运行经济性没有办法得到保证。
会对处于运行状态当中的特种设备,特别是一些运行周期长的成套设备造成一定负面影响,依据这一个问题,只要引入有效性较强的RBI技术,就可以让这个问题得到解决,对设备的运行安全性及稳定性做出一定保证。
从整体的角度上对特种设备风险检验工作进行分析,其中存在的问题是,评价流程当中使用到的工具软件不具备自主知识产权,RBI技术正是因为其本身的软件系统优质功能,才会成为特种设备检验领域当中的一种重要工具。
基于RBI理念的化学实验室设备管理
基于RBI理念的化学实验室设备管理摘要:基于风险的检测技术(RBI)是化工等行业逐渐采用并得到认可的一种设备检测技术。
该文借鉴其理念,将其运用到实验室仪器设备的日常管理中,定性判断得到常规设备风险相对高低,除了检查仪器设备完好率,做好日常维护、维修管理等工作外,还利用改造气相色谱仪及新增自动电位滴定仪、X射线荧光光谱仪等项目,提高了工作效率并提升仪器设备整体水平。
关键词:RBI理念;化学实验室;仪器设备管理实验室仪器设备发生故障的随机性很强,它不仅与设备本身的设计、制造、安装、使用的条件和环境,操作人员的素质、水平等诸多因素有关,还与其管理模式、保养和维修等有关。
化学实验室的设备还涉及各种强酸、强碱、挥发性有机试剂等危险化学品、高温、真空(减压)、辐射等危险因素,如果不进行良好的管理和维护,仪器设备的寿命将大打折扣。
实验室管理和技术人员的主要任务之一是做好仪器设备维护保养工作,延长仪器设备的使用寿命、保持最佳性能,如能及时修复仪器设备的故障,则能够保证日常分析工作的正常进行。
因此将先进的管理理念运用到企业实验室的仪器设备管理很有必要。
1、RBI理念简介及运用RBI(risk-basedinspection)即以风险评估管理为基础的设备管理检验技术,它是一种基于兼顾系统安全性与经济性的风险评估与优化检验方法,在国内外石油化工领域得到了广泛运用,该技术通过对石化装置进行安全风险评估,确定装置各部件的风险等级,对高风险的部件有针对性地实施降低风险的措施,从而制订既安全又经济的检验计划。
新疆中泰矿冶有限公司质量检测中心实验室借鉴其理念,将其运用到实验室分析仪器设备的日常管理中,延长了分析仪器设备的使用寿命,提高了仪器设备的可靠性,节约了维修的时间、人力成本,并且提高了工作效率,促进了实验室仪器设备的日常维护工作。
实验室管理和技术人员应根据实验室实践经验,对全中心仪器设备进行风险评估及管理方面的分析,确定风险等级,包括仪器设备可能会出现哪种事故;出现故障的频率如何?做到有的放矢,给予高风险设备更多的关注,即分配给其更多的资源(数据备份、仪器配件),但也不忽视对低风险设备的管理。
基于RBI的化工特种设备检验方法研究

•矣会-§ W•此2020年第35期设备与安全基于R BI的化工特种设备检验方法研究仲林中国石油大港油田公司第五采油厂天津市大港300280摘要:传统的化工特种设备检验方法需要将检验人员的经验与检验设备相结合,导致检验效果不仅受检验人员经验技术水平的影响,还受到检验设备通用性、检验精度的限制,无法获得稳定的校验效果。
针对以上问题,研究了基于RBI的化工特种设备检验方法。
在建立RBI风险评估矩阵的基础上,计算特种设备可靠度。
根据R B I技术原理,对化工特种设备的失效风险进行定量和定性分析,完成对化工特种设备的检验。
通过实验验证,相比传统检验方法,基于RBI的检验方法查全率更高,检验效果更加稳定有效。
关键词:RBI;化工特种设备;检验方法;风险评估化工产业是我国国民经济的支撑性产业,在经济发展过程起着重要的基础性作用。
在化 工生产的各个环节中,化工特种设备有着广泛的应用。
化工特种设备是指在化工生产过程中涉及到人员、器材安全、危险性较大的锅炉、压力容器、管道等化工设施。
化工特种设备的安全性十分重要,一旦化工特种设备发生事故,不仅会威胁人员安全、造成经济损失,还会因化工产品泄漏造成环境污染。
所以,化工特种设备需要定期进行检验、维修以及养护。
传统 的化工特种设备检验方法主要依靠员工的经验和仪器设备来实现,但是这种检验方法通常是针对性地对某类化工特种设备具有较好的检验效果,并且,检验人员的经验水平和检验设备的校准精度都会对最终的检验结果产生影响,检 验不稳定,使用范围的局限性较大。
RBI是基于风险的检验技术的简称,通过对 整套装置中无法避免或者存在风险可能性较大的部位进行风险分析,实现对风险的模糊或量化的评价,从而划分出设备各个组成部分对应的风险等级。
根据评价的风险等级,确定装置中的安全薄弱环节,实现对装置日常检验频次、检验方式的优化,使装置的检验过程更加经济安全。
在以上内容分析的基础上,本文将研究基于R B I的化工特种设备检验方法。
利用设备信息化管理系统开展RBI分析的探索

l 2
3
4
减薄
未知原因 H C L腐蚀 高温硫化氢 , 氢腐蚀
C 一 1 0 2
D 一 2 0 1
D 一 1 0 2
D - 1 0 3
3
5
4
4
E
D
C
D
高
高
中高
中高
高温氢腐蚀
应力腐蚀 开裂
高温氢致 开裂
氢致 开裂/ 应力导 向氢致开裂
[ 责任编辑 : 周 娜]
( 上接第 1 3 6页) 神, 有助 于学生创造意识 的培养 。
乐 , 教 师 的 教 育 观 念 也 有 了 很 大 的 变 革 , 这 正 是 我 们 研 究 的 初 衷 。 e
【 参考文献】
5 研究得 出的结论
[ 责任编辑 : 王静 ]
( 上接 第 1 6 1 页)连续重整装置部分工段设备部件 的风 险矩阵 见 信息系统与 R B I 未建立起有效 的数据交互 。从信息集成化 的发展来 图2 、 图3 所示 。 看. 笔者认为有 必要在以下方 面进一步 开展相关工作 。 4 . 2 风 险排序 表 2 连续重整装置损伤机理
好 地 指 导 检 维 修 工 作 。 e
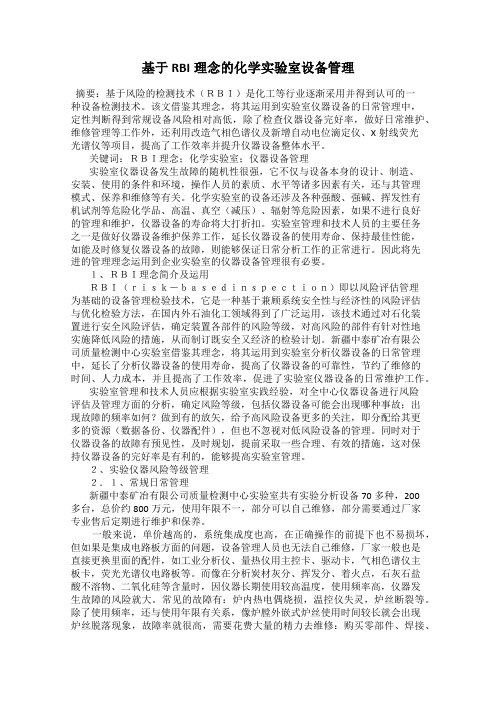
4 . 3 损伤机理的识 别 【 参考文献 】 软件分析 给出装置 中设 备潜在 的损 伤类别和主导 损伤机理见 表 [ 1 ] 左 尚志 , 等. 压力管 道的风险评估 原理 、 技术及 发展[ A 2 o o 6 年 全国失效 分 2 。 主要的损伤形式主要是酸性水腐 蚀、 湿硫化 氢腐蚀 、 保 温层 下腐蚀 、 析与安全生产高级研讨会论文集[ c 】 . 2 0 0 6 . ’ H C L 腐蚀 等。
《基于RBI技术的大型常压储罐预知性检验方法的研究》

《基于RBI技术的大型常压储罐预知性检验方法的研究》篇一一、引言在石油化工、油气存储等工业领域中,大型常压储罐作为重要的储存设备,其安全性和稳定性直接关系到企业的生产安全和经济效益。
因此,对储罐的检测和维护工作显得尤为重要。
近年来,随着科技的发展,基于风险基础检验(Risk-Based Inspection,简称RBI)技术逐渐成为储罐检测的重要手段。
本文将就基于RBI技术的大型常压储罐预知性检验方法进行研究,以期为相关领域的检测工作提供参考。
二、RBI技术概述RBI技术是一种以风险评估为基础的检验技术,通过对设备进行风险评估,确定设备的检验优先级和检验方法。
在大型常压储罐的检测中,RBI技术可以有效地识别储罐的潜在风险,提高检验的针对性和效率。
三、大型常压储罐的预知性检验方法1. 风险评估在进行预知性检验前,首先需要对大型常压储罐进行风险评估。
风险评估主要包括对储罐的材料、结构、使用环境、历史检修记录等因素进行综合分析,确定储罐的潜在风险点和风险等级。
通过风险评估,可以为后续的检验工作提供依据。
2. 制定检验计划根据风险评估结果,制定相应的检验计划。
检验计划应包括检验的目标、范围、方法、周期等内容。
在制定检验计划时,应充分考虑RBI技术的特点,优先对高风险区域进行检测。
3. 预知性检验预知性检验是基于RBI技术的核心环节。
在检验过程中,应采用先进的检测设备和手段,如无损检测、有损检测、理化检测等,对储罐的各个部位进行全面检测。
在检测过程中,应重点关注高风险区域,及时发现潜在的缺陷和问题。
4. 数据分析与处理在完成预知性检验后,需要对收集到的数据进行分析和处理。
通过数据分析,可以判断储罐的潜在风险点和风险等级,为后续的维护和修复工作提供依据。
同时,还应建立储罐的检测档案,记录每次检测的结果和情况,以便于对储罐的状态进行跟踪和监控。
四、研究结论基于RBI技术的大型常压储罐预知性检验方法,可以有效提高储罐检测的针对性和效率。
RBI分析技术交流

在线检验
受结构尺寸的限制或缺少入口,不可能进行内部检验 均匀腐蚀速率小于每年0.125mm、剩余寿命大于10年,并满足下列条件:
① 介质对容器的腐蚀特性起码累计了5年或有同类介质可比较的运行经验 ② 外部检验未发现问题 ③ 运行温度不超过材料蠕变温度范围的下限 ④ 不会有环境开裂和氢损伤 ⑤ 容器不是带极或极板堆焊
静设备所占比例达到85%!!!
1.4 为什么事故频发?--检验不足/无效检验
管板与管箱热应力
失效机理:SCC/HIC/SOHIC
失效机理:脆性断裂
失效原因:工艺波动引起低温, 失效原因:压力容器和管 线中大量SSC/HIC/SOHIC, 在存在未熔合缺陷的焊缝根部引 导致外漏、着火爆炸 起脆性断裂
►《承压设备系统基于风险的检验实施导则》(标准草案)、
《承压设备损伤模式判别》(标准草案)已提出,为建设我 国承压设备基于风险的法规标准体系提供良好开端。
2.4.1 198号试点文件中的RBI和在线检测内容
►根据RBI检验结果,系统分析设备的风险程度以及失效模式、
失效机理等因素,提出针对性检验方案,确定设备检验周期 和检验内容。对于检验结果确定为风险程度较低的装置,其
1.1 行业事故数量统计
400 350 300 Number of losses 250 200 150 100 50 0
炼油厂事故统计
天然气厂事故统计
Number of losses
45 40 35 30 25 20 15 10 5 0
1.2 事故原因统计
机械失效(由于腐 蚀、疲劳等原因) 41%
-API:允许用在线检验替代内部检验,但应满足如下条件:
2.3.3 安全评价分析的比较
rbi技术在石化企业设备管理中的应用

RBI技术在设备全生命周期管理中的应用前景
设备设计阶段的RBI评估
01
在设备设计阶段,运用RBI技术对设计方案进行评估,优化设备
设计,降低维修成本。
设备运行阶段的RBI监控
02
在设备运行阶段,通过RBI技术对设备性能进行实时监控,确保
设备安全可靠运行。
设备更新改造的RBI分析
03
在设备更新改造时,运用RBI技术对改造方案进行分析,为企业
问题总结:风险评估方法不合理 ,分析结果不准确,无法为维修 策略提供有效支持。
深入研究设备失效机理,建立合 理的风险评估模型;
结合企业实际,制定针对性的风 险接受准则,确保评估结果符合 现场需求。
设备检测与维修计划实施中的问题及解决方案
问题总结:检测与维 修计划制定不合理, 实施过程缺乏有效监 控,导致维修效果不 佳。
基于设备信息数据库,采用专业的风险评估方法和技术,识别出设备可能存在的 潜在风险。
风险分析
对识别出的风险进行深入分析,包括风险发生的概率、影响范围、严重程度等方 面,为后续制定针对性的维修计划提供依据。
制定设备检测与维修计划
检测计划
根据设备风险评估结果,制定相应的设备检测计划,明确检 测项目、检测周期、检测方法等。
成熟阶段
RBI技术逐渐在石化企业 设备管理中得到广泛应用 ,成为一种重要的设备管 理手段。
RBI技术的基本原理
风险评估
RBI技术通过对设备故障概率、 故障后果以及设备重要性等多个 因素进行综合风险评估,识别出
设备的关键风险点。
优化检验策略
基于风险评估结果,RBI技术提 供针对性的检验策略,明确检验 的频次、方法和范围,以提高设
实施RBI技术时,应注重 培养企业内部的技术力 量,提升员工的技能水 平;
RBI

基于风险的检验技术(RBI) 基于风险的检验技术( )
应用案例
RBI(Risk Based Inspection的缩写,即基于风险 ( 的缩写, 的缩写 的检验) 的检验),是一种追求系统安全性与经济性统一 的设备管理理念与方法, 的设备管理理念与方法,它是在对系统中固有的 或潜在的危险发生的可能性与后果进行科学分析 的基础上,给出风险排序找出薄弱环节, 的基础上,给出风险排序找出薄弱环节,以确保 本质安全和减少运行费用为目标, 本质安全和减少运行费用为目标,优化检验策略 的一种管理方式。 的一种管理方式。
风险的定义----API580-来自002 3.1.20 Risk-Based Inspection
SY/T6653-2006 SY/T6653-2006基于风险的检查(RBI)推荐做法 RBI
风险=失效概率×失效后果
RBI的定义---API580 3.1.25
RBI发展历史 发展历史
RBI流程 流程
实施过程:
失效可能性 失效可能性由六个单元构成: 等于设备系数、破坏系数、检验系数、条件系数、 过程系数和机械设计系数的和。 失效后果 与炼油和石化企业有关的主要潜在危害有两个: 火灾和爆炸风险、毒性风险。 火灾和爆炸风险引起的失效后果用破坏后果系数 表达; 毒性风险系数引起的失效后果用健康系数表达。
风险的表示方法有多种, 风险的表示方法有多种,在RBI分析中一般采用 分析中一般采用 风险矩阵表示,如下图所示。 风险矩阵表示,如下图所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
利用设备信息化管理系统开展RBI分析的探索
【摘要】本文采用基于风险的检验(rbi)方法与设备信息化管理系统相结合,利用设备管理系统的设备信息,对设备进行风险计算和评估,把评估结果及时反馈到设备管理系统,真正实现设备信息资源的共享及设备检维修方案的优化。
【关键词】rbi;设备管理;信息化;风险评估
0 引言
近年来,国内炼化企业根据设备完整性管理的理念,利用基于风险的检验技术(rbi)针对炼化企业多套装置的静设备进行定量风险分析,并根据风险等级和损伤模式制定有针对性的检验计划,通过更有针对性的风险管理措施,实现设备的完整性管理。
同时,炼化企业也开展了设备管理信息化建设,并取得了初步成效。
由于rbi 分析需要大量的基础数据,而设备管理信息化系统中已存在部分数据,因此有必要借助于设备管理信息化系统开展rbi分析工作。
1 rbi技术简介
20世纪90年代初,美国石油协会(api)开始在石化设备开展基于风险的检验(risk-based inspection, rbi),并提出了rbi技术的规范即api1580。
在英国、法国和德国等国家,也制定和发展了适合本国国情的rbi技术。
在亚洲,韩国和日本也采用了与其相同的一些措施。
目前,rbi技术在世界上已经得到了广泛的应用[1]。
rbi在国内作为一个新生事物,已经受到了石油石化行业高度重视。
目前,我国很多企业和科研院所都在为企业实施rbi进行宝贵
的探索。
结合对rbi的工作情况,下面谈一下对rbi中风险评估方法的一些认识。
rbi技术以风险为基础,rbi技术通过rbi评价实现它对风险的管理。
风险是事件发生的概率和与事件相关联的后果的结合:风险=概率×后果。
rbi风险评估分为定性、半定量和定量3种方法,这3种方法在ap1580里面有详细的介绍。
企业进行rbi风险评估的形式取决于环境、分析要求等因素。
便是对于所有的rbi风险评估方法必须包括的要素为:①rbi危险辨识;②rbi失效概率的评估;
③rbi失效后果评佑;④rbi风险计算;⑤rbi风险排序;⑥风险的再评估。
2 设备管理信息化发展
随着信息化技术的发展,国内部分炼化企业已开发并建立了设备管理信息化系统(如图1所示),既全面涵盖综合性业务管理范畴,也高度融合专业化管理要求。
以某炼化企业为例,其设备管理信息化系统共建立了10多个功能模块、700多个功能点。
通过实施该项目,建立了炼化企业统一的设备管理模式,将基于风险的管理、绩效管理、全寿命周期管理、预知维修管理等先进理念融入其中,让设备管理信息系统真正成为设备管理人员的工具,也为领导决策分析提供科学依据。
系统实现了对各企业系统基础数据、业务数据的查询、统计、分析,以及设备管理信息在系统间的高效传递及下达,极大地提升了炼化企业设备管理效率。
3 rbi技术在设备信息化管理系统的应用
rbi分析中需要进行基础数据的采集,需要耗费巨大的人力、物力来收集以下各方面的数据来进行设备的rbi工作[2]:
3.1 工厂及装置的通用数据,包括气候、地质条件、计划停车、工艺稳定性、管理水平等;
3.2 设计数据,包括设备、管道的规格、设计温度、压力、材料等;
3.3 工艺数据,包括与流体有关的物性参数,如:流体组份及含量、流速、ph值、操作温度、操作压力等;
3.4 检验数据,即历史检验数据,包括检验时间、检验方法、检验有效性、实测壁厚数据及应力腐蚀裂纹检测结果等。
目前,某炼化企业的设备管理信息化系统中已存在设计数据、工艺数据及部分检验数据。
因此只需要在设备管理信息化系统中添加相应模块,由各级设备管理人员负责对这些基础数据的录入及更新,就可以不必重复进行基础数据采集。
4 应用案例
某炼化企业对乙烯分馏系统的rbi分析工作中应用了以上办法,利用设备管理信息系统采集了装置的设计数据、工艺数据,将这些数据录入orbit-onshore软件,同时,分析人员又对其他基础数据进行了收集。
以下是对该装置的rbi评估结果。
4.1 风险分布
连续重整装置部分工段设备部件的风险矩阵见图2、图3所示。
4.2 风险排序
表1给出了连续重整装置中的高风险和中高风险但失效可能性大于3的静设备风险排序。
表1 连续重整装置高、中高风险设备排序(部分)
4.3 损伤机理的识别
软件分析给出装置中设备潜在的损伤类别和主导损伤机理见表2。
主要的损伤形式主要是酸性水腐蚀、湿硫化氢腐蚀、保温层下腐蚀、hcl腐蚀等。
5 结论与展望
在rbi分析中充分应用了设备信息化管理系统中已有数据,大大提高了rbi分析的效率。
在开展rbi分析过程中也认识到设备管理信息系统与rbi未建立起有效的数据交互。
从信息集成化的发展来看,笔者认为有必要在以下方面进一步开展相关工作。
5.1 在设备管理信息系统中添加rbi分析中可能用到的数据,一方面可以提高工作效率,另一方面可以实现动态的rbi分析。
5.2 rbi的评价结果也要在设备管理信息系统中反映出来,以便于更好地指导检维修工作。
【参考文献】
[1]左尚志,等.压力管道的风险评估原理、技术及发展[a]//2006年全国失效分析与安全生产高级研讨会论文集[c].2006.
[2]刘蕊,等.基于风险的检验技术在连续重整装置的应用研究[j].压力容器,2011(增刊).
[责任编辑:周娜]。