不饱和聚酯树脂及玻璃钢的制备
不饱和树脂及玻璃纤维增强复合材料
不饱和树脂及玻璃纤维增强复合材料(玻璃钢)的制备实验目的1、 了解线形不饱和聚酯树脂及玻璃纤维复合材料的制备原理和影响因素。
2、 掌握线形不饱和聚酯树脂合成和增强复合材料制备实验的操作技能;熟悉树脂的特性测试和玻璃钢试样的性能实验方法。
实验原理不饱和聚酯树脂主要是有不饱和二元酸(酐)、饱和二元酸(酐)和二元醇,以一定的摩尔比在惰性气氛保护下,经酯化缩聚而制得线型聚合物,其聚酯主链上具有重复的酯键制制品及不饱和双键,即称不饱和树脂,化学结构式如下:O R C OOR O C CH制得的不饱和树脂和聚酯树脂主要用于制造玻璃纤维增强复合材料,也制造装饰涂料和油漆、压塑粉与片状和块状模压复合材料制品。
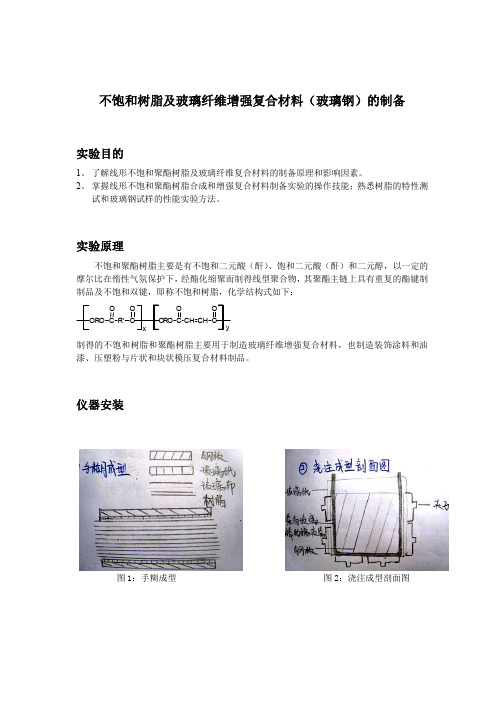
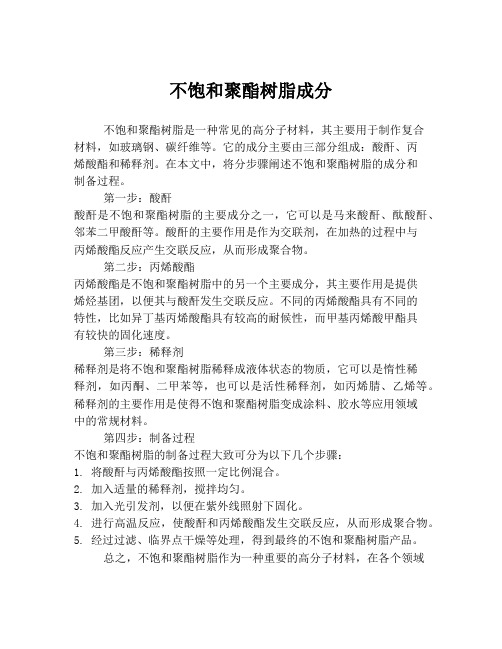
仪器安装图1:手糊成型 图2:浇注成型剖面图主要设备一览表表1:室温固化凝胶时间测定方法名称/序号树脂理论量g树脂实际量g 引发剂理论量g 引发剂实际量g 促进剂理论量g 促进剂实际量g1 2 3 4 5 50 50 50 50 5050.35 49.74 50.39 49.61 49.992.014 1.9896 2.0156 1.9844 1.99962.01 1.99 2.01 2.00 2.031.007 0.4974 0.3524 0.2481 0.14991.01 0.50 0.35 0.26 0.15表2:浇注成型配方 表3:手糊成型配方表4:室温固化凝胶时间测定设备 表5:浇注成型设备表6:手糊成型设备名称 理论用量g 实际用量g 树脂 引发剂促进剂 100 4 1.02100.33 4.01 1.01名称 理论用量g 实际用量g 树脂 引发剂 促进剂41.88 1.6724 0.188141.81 1.69 0.19序号 名称 规格 数量 1 2 3 4 5铁板 玻璃纸 橡胶管 玻璃棒 夹子180*180 150*3502个 1张 1根 1根 6个序号 名称 数量 1 2 3纸杯 玻璃棒 手表5个 5根 1块序号 名称 规格数量 1 2 3 4 铁板 玻璃纸 玻璃布 刷子 180*180200*200180*1802块 2张 10张 1个工艺流程数据记录表7:室温固化凝胶时间序号起始时间终止时间时耗/min 促进剂用量备注1 2 3 4 5 10:0410:0110:2010:009:5910:1610:2210:5910:5111:3012213951912%1%0.7%0.5%0.3%逐渐变粘稠凝胶放大量热测试①浇注成型样条中部尺寸: 宽:0.566cm 厚:0.742cm拉伸强度: 36 MPa②手糊成型样条1号样条:中部尺寸 宽:0.940cm 厚:0.130cm拉伸强度 101.4 MPa2号样条:中部尺寸 宽:1.050cm 厚:0.150cm拉伸强度 119.9 MPa3号样条:中部尺寸 宽:0.972cm 厚:0.150cm拉伸强度 167.7 MPa结果与讨论1.手糊成型制品质量较好。
不饱和聚酯树脂成分
不饱和聚酯树脂成分
不饱和聚酯树脂是一种常见的高分子材料,其主要用于制作复合
材料,如玻璃钢、碳纤维等。
它的成分主要由三部分组成:酸酐、丙
烯酸酯和稀释剂。
在本文中,将分步骤阐述不饱和聚酯树脂的成分和
制备过程。
第一步:酸酐
酸酐是不饱和聚酯树脂的主要成分之一,它可以是马来酸酐、酞酸酐、邻苯二甲酸酐等。
酸酐的主要作用是作为交联剂,在加热的过程中与
丙烯酸酯反应产生交联反应,从而形成聚合物。
第二步:丙烯酸酯
丙烯酸酯是不饱和聚酯树脂中的另一个主要成分,其主要作用是提供
烯烃基团,以便其与酸酐发生交联反应。
不同的丙烯酸酯具有不同的
特性,比如异丁基丙烯酸酯具有较高的耐候性,而甲基丙烯酸甲酯具
有较快的固化速度。
第三步:稀释剂
稀释剂是将不饱和聚酯树脂稀释成液体状态的物质,它可以是惰性稀
释剂,如丙酮、二甲苯等,也可以是活性稀释剂,如丙烯腈、乙烯等。
稀释剂的主要作用是使得不饱和聚酯树脂变成涂料、胶水等应用领域
中的常规材料。
第四步:制备过程
不饱和聚酯树脂的制备过程大致可分为以下几个步骤:
1. 将酸酐与丙烯酸酯按照一定比例混合。
2. 加入适量的稀释剂,搅拌均匀。
3. 加入光引发剂,以便在紫外线照射下固化。
4. 进行高温反应,使酸酐和丙烯酸酯发生交联反应,从而形成聚合物。
5. 经过过滤、临界点干燥等处理,得到最终的不饱和聚酯树脂产品。
总之,不饱和聚酯树脂作为一种重要的高分子材料,在各个领域
中有着广泛的应用,其成分和制备过程都具有一定的复杂性和技术性,需要专业知识和技术支持。
不饱和聚酯树脂生产工艺流程
不饱和聚酯树脂生产工艺流程不饱和聚酯树脂是一种常用的整装木家具涂料,以其具有良好的耐热、耐候、耐化学腐蚀、强度高等优良性能,被广泛应用于木质家具、门窗、地板等行业。
下面就不饱和聚酯树脂的生产工艺流程进行详细介绍。
一、原材料的采购:生产前需要将原材料准备好,主要包括聚酯树脂、填料、溶剂、稀释剂等。
然后进行原料的质检,确保原材料的质量符合要求。
二、车间的准备:排除车间中可能的风险,确保生产安全。
同时准备好必要的生产设备和工具,如反应釜、搅拌机、计量秤等。
三、预处理:将聚酯树脂进行预处理,主要包括除水和除酸。
首先将聚酯树脂进行加热,除去其中的水份;然后添加醋酸等强酸,对聚酯树脂进行除酸处理,以去除树脂中的有机酸。
四、配方调整:根据产品的要求,进行配方调整。
根据所需颜色、性能等要求,确定填料和溶剂的种类和比例。
五、反应制备:将经过预处理和配方调整后的树脂、填料等混合物,投入到反应釜中进行反应。
主要包括树脂与填料的分散和溶剂的挥发。
六、卧式流延:反应制备后的树脂进行卧式流延,即将树脂涂布在铺有离型纸的玻璃纤维网格上。
通过专用的涂布机具将树脂平均涂布在网格上,形成预卧涂层。
七、卧式光滑:将预卧涂层经过卧式光滑加工,提高其平滑度。
采用专用的光滑机具对预卧涂层进行光滑处理,确保其表面平滑。
八、升温固化:将光滑处理后的卧式涂料,进入固化烤房进行升温固化。
在高温条件下,使树脂发生固化和交联反应,形成成品树脂。
九、质量检验:对固化后的树脂进行质量检验。
主要包括外观质量、耐热性、耐候性、附着力等性能的检测。
十、包装和存储:对合格的产品进行包装和存储。
将成品树脂装入适当的包装袋或桶中,并储存在干燥通风的仓库中,以防止产品受潮变质。
以上就是不饱和聚酯树脂的生产工艺流程,请注意每个环节都需要严格控制,确保产品的质量和性能。
同时,加强安全生产管理,遵守相关法律法规,确保员工和环境的安全。
玻璃钢如何生产工艺
玻璃钢如何生产工艺
玻璃钢是一种由玻璃纤维和树脂组成的复合材料,具有重量轻、强度高、耐腐蚀、绝缘等特点,广泛应用于船舶、化工、建筑、交通等行业。
玻璃钢的生产工艺主要包括以下几个步骤:
1. 原材料准备:玻璃纤维、树脂和其他辅助材料是制作玻璃钢的主要材料。
玻璃纤维应选用高强度、高模量、无捻直纹的E
型电子玻璃纤维。
树脂一般选择不饱和聚酯树脂。
辅助材料包括填料、助剂、分散剂等。
2. 玻璃纤维制备:将玻璃纤维与树脂搅拌均匀,形成玻璃纤维浆料。
浆料中的树脂起粘合剂的作用,使纤维之间紧密结合。
3. 近型制备:将玻璃纤维浆料涂布在制作模具上,初步成型。
4. 施胶:在玻璃纤维浆料初步成型后,将涂布有树脂的玻璃纤维布覆盖在上面,形成胶层。
待胶层固化后,将其翻转,胶层朝下。
5. 施纤:将玻璃纤维覆盖在胶层上,使胶层均匀覆盖纤维。
6. 预缠绕:经过施胶和施纤后,将制作模具和复合材料从下至上沿轴向预缠绕。
7. 挤塑:将轴向预缠绕得到的预成型料带入挤出机,通过机械力挤压使其在模具内塑性弯曲,使其与制造模具相吻合,形成最终的形成料。
8. 固化硬化:经过挤塑后,将模具中的形成料放置一段时间,使树脂硬化,并将成品从模具中取出。
硬化可以通过自身反应、热固化或辐射固化等方式进行。
9. 后续加工:对成品进行切割、打磨、涂漆等后续加工,使其达到所需形状、尺寸和质量要求。
以上就是玻璃钢的主要生产工艺流程。
在实际生产中,还需要根据具体的产品要求进行相应的工艺调整和控制,以确保生产出符合要求的玻璃钢制品。
不饱和聚酯玻璃钢制品的成型
不饱和聚酯玻璃钢制品的成型方法发展很快,主要有手糊成型、纤维缠绕成型、模压成型、连续挤拉成型、喷射成型、SMC及BMC成型。
实验室通常采用手糊接触成型法。
成型方法对比,如表1.4-11所示。
1、手糊接触成型方法是目前应用最广也是较原始的玻璃钢成型工艺。
虽然国外已开始大有用喷射成型法部分取代的趋势,但困其工艺操作简易,无需专门的设备,可根据设计意图局部加强,对复杂部位的施工基本不受限制,具有实用、经济的意义。
1)实验室手糊成型制玻璃钢的基本原料组成为:不饱和聚酯树脂、引发剂(如BPO、CHP等)、促进剂(如二甲基苯胺或环烷酸钴等)、增强材料(以玻纤等粗格子布为主)、触变剂、增稠剂、色料、填充料等。
当要求生产几何尺寸稳定性高的制品时需加入低收缩剂,阻燃制品需加入阻燃剂,要求透明性的制品需加入光稳定剂。
从玻璃增强复合材料的基本组成可知,不饱和聚酯树脂实质上是胶粘剂;增强材料是赋予制品以综合强度的纤维或织物;填充料和触变剂的功用是改善加工性能、改进增强制品的物理机械性能与外观;色料能够使玻璃钢制品具有五彩缤纷的表现。
大多数填充料是非活性的,而且在任何固化速度都不会贡献热量,其效应是—个惰性稀释剂。
常用的有瓷土、二氧化硅、云母粉,氧化钛、碳酸钙、三氧化二锑、氧化铝、石英粉、石墨、石棉粉或纤维等,无机填充料能减小增强制品的收缩率,提高其热性能和自熄性(如氧化锑、硼锌盐、石棉粉或纤维)。
石墨能提高增强制品的导电能力。
云母粉能赋予电绝缘性能,石英粉和金刚砂能提高其耐磨性,常用胶剂有活性二氧化硅、聚氯乙烯树脂粉、渗入高粘度的树脂中,促进树脂液在外力作用下易于流动,而当外力取消后,便立即恢复到难于流动的冻胶状,这—性质有助于防止和减少大型制件垂直面或斜面(上薄下厚)施工时树脂的流失,玻璃钢成型工艺中,引入填充料具有降低成本和改善某些物性的作用,但也会降低制品耐水性和耐腐蚀性,因此使用量应适度。
常采用的无机色料有:铁红、钛青兰、钛青绿、镉黄、镉红、刚果红、碳黑等;氧化铝、锌钡白(立德粉)、锑白等是良好的白色颜料。
玻璃钢的制备方法
玻璃钢的制备方法
玻璃钢是一种新型的复合材料,由于其优良的物理、化学性能以及
低成本、高强度的特点,被广泛应用于船舶、电子、建筑等领域。
本
文将介绍玻璃钢的制备方法。
一、树脂的配制
玻璃钢制品的树脂是发挥着连接玻璃纤维的作用,而且还维持着整个
制品的强度和密度。
常用的树脂有环氧树脂、酚醛树脂、不饱和聚酯
树脂等。
其中,不饱和聚酯树脂的应用最为广泛。
制备不饱和聚酯树脂的原材料为、酸、单体和助剂。
一般采用酸碱配
和法制得转移酯交联型不饱和聚酯树脂。
具体操作方法为:先将脱水
后的异氰酸酯与助剂混合加热;然后将加热后的物料混合转移酯单体;再用酸将转移酯单体中的酯化反应催化。
最后获得不饱和聚酯树脂。
二、玻璃纤维的制备
在制备玻璃纤维的过程中,首先要将玻璃的成分熔融,然后通过喷嘴
将熔融玻璃喷出成细丝,再将细丝拉伸成细长的纤维。
最后,再将拉
伸后的玻璃纤维捆成纱。
玻璃纤维的品质对玻璃钢制品的强度和韧性
有着至关重要的影响。
三、玻璃钢的制备
制备玻璃钢的过程大致可以分为:制备浆料、制造模具、拉铸和固化等几个步骤。
首先将玻璃纤维与树脂混合搅拌制成浆料。
将浆料倒入模具中,借助于人工或机械将其充实并圆拱地拉铸成相应的形状。
接着,将拉铸好的制品进入烤箱进行固化处理,使其得到硬化,并取出来进行后续的打磨、修整和上漆处理。
最终就可以得到成品玻璃钢制品。
总之,玻璃钢的制备过程需要多个环节的精细处理,从原料配制到成品制作,每个环节的操作都需要一定的技术水平和经验。
不饱和聚酯树脂性能特点及玻璃钢固化机理
不饱和聚酯树脂性能特点工艺性能优良这是不饱和聚酯树脂最大的优点。
可以在室温下固化,常压下成型,工艺性能灵活,特别适合大型和现场制造玻璃钢制品。
固化后树脂综合性能好力学性能指标略低于环氧树脂,但优于酚醛树脂。
耐腐蚀性,电性能和阻燃性可以通过选择适当牌号的树脂来满足要求,树脂颜色浅,可以制成透明制品。
品种多品种多,适应广泛,价格较低。
缺点缺点是固化时收缩率较大,贮存期限短,含苯乙烯,有刺激性气味,长期接触对身体健康不利。
不饱和聚酯树脂的物理和化学性质物理性质不饱和聚酯树脂的相对密度在1.11~1.20左右,固化时体积收缩率较大,固化树脂的一些物理性质如下:⑴耐热性。
绝大多数不饱和聚酯树脂的热变形温度都在50~60℃,一些耐热性好的树脂则可达120℃。
红热膨胀系数α1为(130~150)×10-6℃。
⑵力学性能。
不饱和聚酯树脂具有较高的拉伸、弯曲、压缩等强度。
⑶耐化学腐蚀性能。
不饱和聚酯树脂耐水、稀酸、稀碱的性能较好,耐有机溶剂的性能差,同时,树脂的耐化学腐蚀性能随其化学结构和几何开关的不同,可以有很大的差异。
⑷介电性能。
不饱和聚酸树脂的介电性能良好。
化学性质不饱和聚酯是具有多功能团的线型高分子化合物,在其骨架主链上具有聚酯链键和不饱和双键,而在大分子链两端各带有羧基和羟基。
主链上的双键可以和乙烯基单体发生共聚交联反应,使不饱和聚酯树脂从可溶、可熔状态转变成不溶、不熔状态。
主链上的酯键可以发生水解反应,酸或碱可以加速该反应。
若与苯乙烯共聚交联后,则可以大大地降低水解反应的发生。
在酸性介质中,水解是可逆的,不完全的,所以,聚酯能耐酸性介质的侵蚀;在碱性介质中,由于形成了共振稳定的羧酸根阴离子,水解成为不可逆的,所以聚酯耐碱性较差。
聚酯链末端上的羧基可以和碱土金属氧化物或氢氧化物[例如MgO,CaO,Ca(OH)2等]反应,使不饱和聚酯分子链扩展,最终有可能形成络合物。
分子链扩展可使起始粘度为0.1~1.0Pa·s粘性液体状树脂,在短时间内粘度剧增至103Pa·s以上,直至成为不能流动的、不粘手的类似凝胶状物。
不饱和聚酯玻璃钢的制备
实验报告 课程名称:高分子物理实验 指导老师: 王幽香 成绩:实验名称: 不饱和聚酯玻璃钢的制备 实验类型: 同组同学: 毛红兵、贾南一、实验目的和要求(必填) 二、实验内容和原理(必填)三、主要仪器设备(必填) 四、操作方法和实验步骤五、实验数据记录和处理 六、实验结果与分析(必填)七、讨论、心得一、实验目的和要求 1、了解复合材料的基本结构。
2、了解不饱和聚酯树脂的固化成形过程及制备复合材料的基本工艺。
二、实验原理 不饱和聚酯树脂是指不饱和聚酯在乙烯基交联单体(如苯乙烯)中的溶液,通常,不饱和聚酯是由不饱和二元羧酸(或酸酐),饱和二元羧酸(或酸酐)与多元醇缩聚而成,并在缩聚反应结束后趁热加入一定量的乙烯类交联单体组成粘稠的液体树脂。
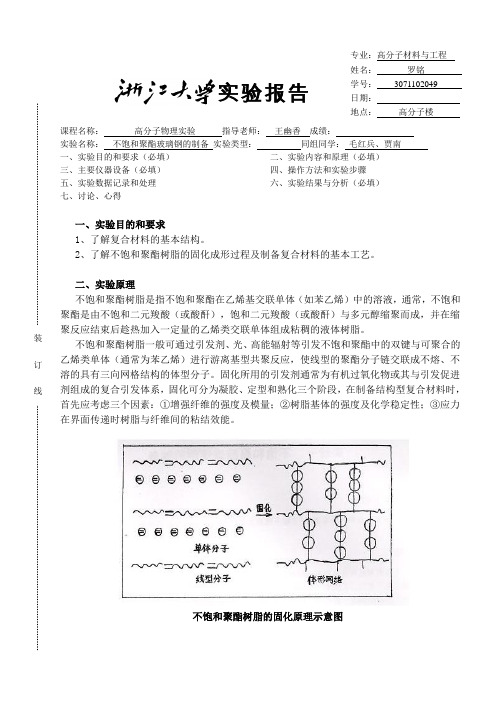
不饱和聚酯树脂一般可通过引发剂、光、高能辐射等引发不饱和聚酯中的双键与可聚合的乙烯类单体(通常为苯乙烯)进行游离基型共聚反应,使线型的聚酯分子链交联成不熔、不溶的具有三向网格结构的体型分子。
固化所用的引发剂通常为有机过氧化物或其与引发促进剂组成的复合引发体系,固化可分为凝胶、定型和熟化三个阶段,在制备结构型复合材料时,首先应考虑三个因素:①增强纤维的强度及模量;②树脂基体的强度及化学稳定性;③应力在界面传递时树脂与纤维间的粘结效能。
不饱和聚酯树脂的固化原理示意图专业:高分子材料与工程姓名: 罗铭学号: 3071102049日期:地点: 高分子楼 装订线本实验采用不饱和聚酯树脂为基体,以玻璃布为增强材料,进行复合材料的制备,树脂配方为:树脂100份,过氧化环己酮4份,萘酸钴溶液1~3份。
三、实验试剂树脂:30g;过氧化环己酮:1.2g;萘酸钴溶液:0.3-0.9g四、实验步骤1、玻璃布的预处理将清洁玻璃布在300℃~400℃烘烤半个小时左右。
2、涂覆在易脱模材料聚酯膜上铺上玻璃布,将按配方配好的树脂溶液均匀地涂在上面,然后再铺上一层玻璃布。
如此反复,至叠层总厚达3~5mm即可,然后在表面盖上聚酯膜3、固化将做好的材料在烘箱中烘烤半小时,使复合材料得到均匀完全固化。
不饱和聚酯树脂的制备
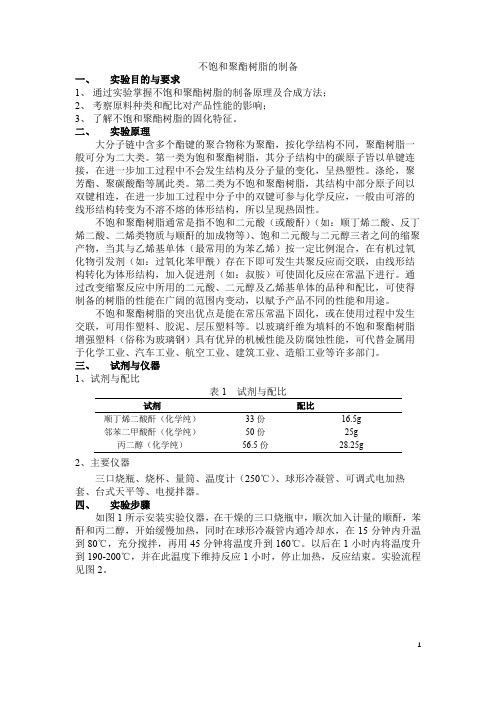
不饱和聚酯树脂的制备一、实验目的与要求1、通过实验掌握不饱和聚酯树脂的制备原理及合成方法;2、考察原料种类和配比对产品性能的影响;3、了解不饱和聚酯树脂的固化特征。
二、实验原理大分子链中含多个酯键的聚合物称为聚酯,按化学结构不同,聚酯树脂一般可分为二大类。
第一类为饱和聚酯树脂,其分子结构中的碳原子皆以单键连接,在进一步加工过程中不会发生结构及分子量的变化,呈热塑性。
涤纶,聚芳酯、聚碳酸酯等属此类。
第二类为不饱和聚酯树脂,其结构中部分原子间以双键相连,在进一步加工过程中分子中的双键可参与化学反应,一般由可溶的线形结构转变为不溶不熔的体形结构,所以呈现热固性。
不饱和聚酯树脂通常是指不饱和二元酸(或酸酐)(如:顺丁烯二酸、反丁烯二酸、二烯类物质与顺酐的加成物等)、饱和二元酸与二元醇三者之间的缩聚产物,当其与乙烯基单体(最常用的为苯乙烯)按一定比例混合,在有机过氧化物引发剂(如:过氧化苯甲酰)存在下即可发生共聚反应而交联,由线形结构转化为体形结构,加入促进剂(如:叔胺)可使固化反应在常温下进行。
通过改变缩聚反应中所用的二元酸、二元醇及乙烯基单体的品种和配比,可使得制备的树脂的性能在广阔的范围内变动,以赋予产品不同的性能和用途。
不饱和聚酯树脂的突出优点是能在常压常温下固化,或在使用过程中发生交联,可用作塑料、胶泥、层压塑料等。
以玻璃纤维为填料的不饱和聚酯树脂增强塑料(俗称为玻璃钢)具有优异的机械性能及防腐蚀性能,可代替金属用于化学工业、汽车工业、航空工业、建筑工业、造船工业等许多部门。
三、试剂与仪器1、试剂与配比表1 试剂与配比试剂配比顺丁烯二酸酐(化学纯)33份16.5g邻苯二甲酸酐(化学纯)50份25g丙二醇(化学纯)56.5份28.25g2、主要仪器三口烧瓶、烧杯、量筒、温度计(250℃)、球形冷凝管、可调式电加热套、台式天平等、电搅拌器。
四、实验步骤如图1所示安装实验仪器,在干燥的三口烧瓶中,顺次加入计量的顺酐,苯酐和丙二醇,开始缓慢加热,同时在球形冷凝管内通冷却水,在15分钟内升温到80℃,充分搅拌,再用45分钟将温度升到160℃。
玻璃钢生产工艺
玻璃钢生产工艺玻璃钢是一种新型复合材料,具有重量轻、强度高、耐腐蚀等优点,在建筑、船舶、化工等领域得到了广泛的应用。
下面我将介绍一下玻璃钢的生产工艺。
玻璃钢的生产工艺主要包括原材料准备、制备胶粘剂、玻璃钢制品成型、固化等工序。
首先,原材料准备。
玻璃钢的主要原材料包括玻璃纤维布和树脂。
玻璃纤维布是通过高温熔融玻璃纤维,然后通过纺织工艺制成纤维布。
树脂是玻璃钢的基础材料,常用的有环氧树脂和不饱和聚酯树脂。
在原材料准备阶段,需要根据不同产品的需求,选择合适的玻璃纤维布和树脂。
其次,制备胶粘剂。
胶粘剂是玻璃钢成型过程中的重要组成部分,它用于将玻璃纤维布和树脂粘合在一起。
常用的胶粘剂有环氧树脂胶粘剂和不饱和聚酯胶粘剂。
在制备胶粘剂的过程中,需要按照一定的比例将树脂、添加剂和催化剂混合,同时加入稀释剂和助剂,以提高胶粘剂的粘合性能。
然后,进行玻璃钢制品的成型。
成型主要有手工成型和模具成型两种方式。
手工成型适用于一些简单的产品,操作简单,成本低。
模具成型适用于一些复杂的产品,需要制作模具,并通过模具将玻璃纤维布和胶粘剂进行成型。
成型过程中需要注意控制胶粘剂的用量、均匀性和温度,以确保成型质量。
最后,进行固化。
固化是玻璃钢成品的最后一个工序,通过对成型的玻璃钢制品进行加热或者采用光固化的方式,使树脂固化并形成硬质的玻璃钢制品。
固化的温度和时间需要根据具体产品和树脂种类进行调整,以确保产品具有良好的性能和质量。
总之,玻璃钢的生产工艺包括原材料准备、制备胶粘剂、玻璃钢制品成型和固化等工序。
这些工序需要精心操作和控制,以确保制品的质量和性能。
随着技术的不断发展,玻璃钢的生产工艺也在不断创新,为各行业提供更多更优质的玻璃钢制品。
玻璃钢制作工艺
玻璃钢制作工艺玻璃钢是一种新型的复合材料,由玻璃纤维和树脂组成。
它具有超强的耐腐蚀性能和机械强度,广泛应用于建筑、公路、电力、化工、轻工等领域,是现代工程建设的重要材料之一。
本文将重点介绍玻璃钢制作工艺及其应用。
一、制作工艺1.材料准备玻璃钢的树脂由环氧树脂、不饱和聚酯树脂和酚醛树脂等组成,根据不同的产品特点和要求选择不同的树脂。
纤维也有不同种类,有玻璃纤维、碳纤维等。
在制作过程中,需要按照比例混合调制好树脂、纤维、添加剂等材料。
2.模具制作玻璃钢制品的形状一般采用模具制作,模具可以由木制、铸铁、钢板等材料制成。
模具制作时要准确测量和定位,保证产品形状和尺寸的准确性。
3.涂覆层制备玻璃钢表面需要涂覆一层表面涂层,以提高表面的耐久性和美观性。
涂层通常采用聚酯树脂、聚氨酯等涂料进行涂覆。
在涂层制备过程中,需要注意材料的均匀性和粘附性。
4.复合将事先调制好的树脂和纤维复合在一起,将其覆盖在模具上,并加上涂层,然后在恰当的温度和压力下进行固化。
完成后,将玻璃钢制品取出模具,去除不平整部位、进行打磨和修整。
二、应用领域1.建筑领域玻璃钢制品在建筑领域的应用非常广泛。
例如,可用于制作装饰雕塑、墙面板、屋顶、隔墙、护栏等构件。
2.公路领域玻璃钢制品可用于制作桥梁、护栏、隔离墩等建筑结构。
由于其轻量化、高强度和耐腐蚀性优异,可用于对交通运输设施进行加固和维护。
3.电力领域玻璃钢制品可用于制作输电线路支架、绝缘材料等部件。
此外,还可用于制作污水处理设备、化工设备、消防设备等。
4.轻工领域在现代轻工领域,玻璃钢制品也有广泛应用。
例如,可以用于制作食品加工设备、水处理设备、游泳池、温泉浴池等。
三、结语总的来说,玻璃钢制品在现代化建设中有着广泛的应用。
虽然制作工艺较为复杂,但随着科技的不断进步和工艺的不断提高,生产效率逐步提高,成本也逐步降低。
相信在未来,玻璃钢将会成为更为广泛应用的高性能材料。
有机玻璃钢配方及工艺.
有机玻璃钢配方及工艺1通用不饱和聚脂树脂配材料名称用量191#/196#不饱和聚脂树脂100份固化剂(购买树脂时配套购买2—4份促进剂(购买树脂时配套购买2—4份轻质碳酸钙(填料5-10份色糊(树脂用颜料酌量玻纤布(低碱0.2—0.4 幅宽900—1000mm第二种树脂制作33#胶衣树脂面层0.45mm相当于450g/m3固化剂、促进剂用量同上短切丝、面毡酌量苯已烯(稀释剂3-5份(2模具处理模具可以是水泥模,也可以是玻璃钢模。
模具表面打磨光后,用喷灯将模具表面烤热然后打蜡。
蜡可选8#蜡或棕榈蜡,先用粗砂纸打磨平整,然后逐步换用细砂纸打光,直至用到3000#砂纸抛光。
备好模具后先涂脱模剂脱模剂配方名称用量聚已烯醇8g已醇44mL水48mL丙酮5mL(3工艺首先将水中热浴搅拌的聚已烯醇完全溶解后降温过滤,然后涂刷到模具表面,一般涂二遍,待脱模剂干燥后上模。
然后将胶衣树脂、固化剂、促进剂分别计量后放入容器中,先将固化剂与容器中的胶衣树脂混合搅拌,待搅拌均匀后加入适量色糊搅拌均匀再兑入促进剂搅拌均匀,便可用毛刷在涂有脱膜剂的模具表面涂刷一层,胶衣树脂的厚度约0.4-0.5mm,然后铺一层短切毡,用刷子压实,待胶衣树脂不粘手时刷一层191#树脂,191#树脂的混合同胶衣一样,但需兑入轻质碳酸钙并继续均匀。
这一层刷完后铺一层玻纤布,刷一层191#树脂,然后按一层布一层树脂料糊制并以此类推,一般铺9层布可达到要求厚度,至最后一层时在树脂中加色糊。
在20℃以上的工作环境温度下,树脂固化时间一般为20—30分钟,待所涂刷的一层初凝后,再涂刷第二层;固化的速度和固化剂促进剂的加入量关系更直接,加入量大则固化速度快,但一般根据工艺需要20分钟左右初凝即可。
脱模时可以通过予埋到模具内腔的高压气将制品剥离;也可用竹板剥离产品,脱模后修边打磨即成为成品。
(3注意事项1、使用不饱和树脂材料在运输和贮存过中,应注意防火,其中固化剂、促进剂尤其重要。
玻璃钢的制作工艺
玻璃钢的制作工艺
玻璃钢(又称为玻璃纤维增强塑料)是由玻璃纤维和树脂(通常为环氧树脂、酚醛树脂或不饱和聚酯树脂)混合制成的材料。
其制作工艺主要包括以下几个步骤:
1. 原材料准备:准备一定比例的玻璃纤维和树脂。
2. 制作模具:根据产品的形状和尺寸,制作相应的模具。
3. 喷涂脱模剂:在模具表面均匀喷涂一层脱模剂,以防止玻璃钢材料与模具粘连。
4. 制作玻璃纤维布:将玻璃纤维用剪刀剪成所需形状和尺寸的布片,以备后续使用。
5. 涂布:将树脂和固化剂混合均匀,然后用刮板或刷子将混合物均匀涂布在模具的表面。
6. 铺设玻璃纤维布:在涂布的树脂上铺设玻璃纤维布,确保布片完全贴合在树脂上。
7. 充填树脂:用刷子或辊筒将树脂逐渐充填到玻璃纤维布上,确保布片完全浸透在树脂中。
8. 整平:用刮刀或辊筒将表面的树脂整平,确保表面光滑。
9. 固化:让树脂在恒定的温度和湿度下进行固化,通常采用烘箱或室温固化的方式。
10. 脱模:等待固化完全后,将模具拆卸,取出制成的玻璃钢制品。
11. 后处理:对制成的玻璃钢制品进行修整、打磨、抛光等工艺,以达到所需的表面平整度和光泽度。
以上是一般玻璃钢制品的制作工艺,具体的工艺步骤和材料比例可能会因产品的不同而有所变化。
高分子材料专业实验-不饱和聚酯树脂及玻璃钢的制备
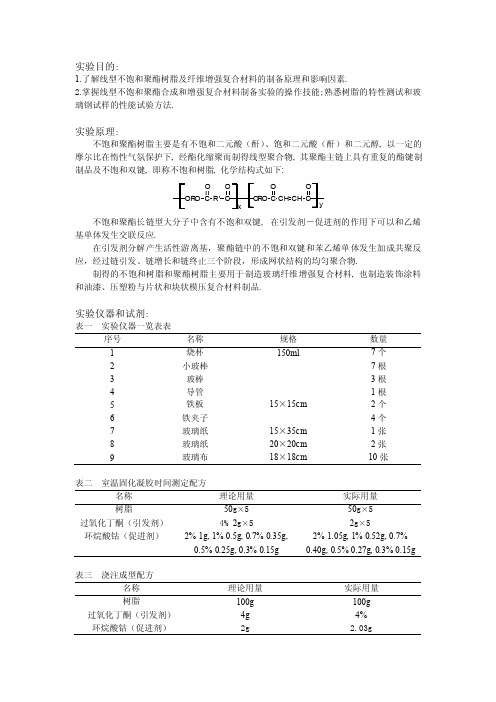
实验目的:1.了解线型不饱和聚酯树脂及纤维增强复合材料的制备原理和影响因素.2.掌握线型不饱和聚酯合成和增强复合材料制备实验的操作技能;熟悉树脂的特性测试和玻璃钢试样的性能试验方法.实验原理:不饱和聚酯树脂主要是有不饱和二元酸(酐)、饱和二元酸(酐)和二元醇, 以一定的摩尔比在惰性气氛保护下, 经酯化缩聚而制得线型聚合物, 其聚酯主链上具有重复的酯键制制品及不饱和双键, 即称不饱和树脂, 化学结构式如下:O R C OOR O C CH CH 不饱和聚酯长链型大分子中含有不饱和双键, 在引发剂-促进剂的作用下可以和乙烯基单体发生交联反应.在引发剂分解产生活性游离基,聚酯链中的不饱和双键和苯乙烯单体发生加成共聚反应,经过链引发、链增长和链终止三个阶段,形成网状结构的均匀聚合物.制得的不饱和树脂和聚酯树脂主要用于制造玻璃纤维增强复合材料, 也制造装饰涂料和油漆、压塑粉与片状和块状模压复合材料制品.实验仪器和试剂:表一 实验仪器一览表表序号 名称 规格 数量 1 烧杯 150ml 7个 2 小玻棒 7根 3 玻棒 3根 4 导管1根 5 铁板 15×15cm 2个 6 铁夹子4个 7 玻璃纸 15×35cm 1张 8 玻璃纸 20×20cm 2张 9玻璃布18×18cm10张表二 室温固化凝胶时间测定配方名称 理论用量 实际用量 树脂50g ×5 50g ×5 过氧化丁酮(引发剂) 4% 2g ×52g ×5环烷酸钴(促进剂) 2% 1g, 1% 0.5g, 0.7% 0.35g, 0.5% 0.25g, 0.3% 0.15g2% 1.05g, 1% 0.52g, 0.7% 0.40g, 0.5% 0.27g, 0.3% 0.15g表三 浇注成型配方名称理论用量 实际用量 树脂100g 100g 过氧化丁酮(引发剂) 4g 4% 环烷酸钴(促进剂)2g2.03g表四 手糊成型配方名称理论用量 实际用量 玻璃布(10层)树脂玻璃布重量的1.2倍54.5g 70.90g 4%过氧化丁酮(引发剂) 2.8g 3.01g 环烷酸钴(促进剂)0.35g实验操作流程图:图一 冷态触动法实验流程图图二 浇铸聚合实验流程图图三 手糊成型实验流程图实验记录:表五预聚合实验记录实验项目时间操作(备注)冷态触动法手糊成型浇铸成型10:0010:0510:2410:4711:0711:2912:0115:0015:03次日8:009:1514:4015:3015:0215:4316:3916:4316:455组分别加入树脂,引发剂和促进剂加料完毕第一组出现爬杆效应(19min)第二组出现爬杆效应(42min)第三组出现爬杆效应(62min)第四组出现爬杆效应(84min)第五组出现爬杆效应(116min)称量好树脂,引发剂,促进进,搅匀刷胶放入烘箱从烘箱取出,性能测试称量树脂约100g将浇注成型装置安装好加入引发剂,并搅拌加入促进剂,灌模用玻璃棒测试,表明硬度不够,铁板微热硬度足够,脱模,试样呈黄色试样放出大量的热测试与数据处理:1.促进剂与爬杆时间关系测试表六室温固化凝胶时间对应表促进剂百分含量室温固化凝胶时间(min)2% 191% 420.7% 620.5% 840.3% 116图四促进剂含量与爬杆效应出现时间关系图2.拉伸强度测试表七拉伸强度测试登记表类别序号宽/mm厚/mm面积/m2最大载荷/N 拉伸强度/Mpa浇铸聚合手糊成型12340.8001.1881.2081.1620.8840.1600.1680.8840.7072000.0178200.2029441.02720818.1*1032.93*1032.95*10315.04*103256164.9145.7146.4试样尺寸150*10 mm23.放热峰值测试(附页DSC图及解析表)测试条件:加入促进剂和不加入促进剂.分析与讨论:1.由做出的“促进剂用量比与树脂胶液凝胶时间的关系”图中可以看出,随着促进剂用量的增加,凝胶时间变短.促进剂是能促进有机过氧化物在室温下分解产生游离基的物质.引发剂的临界温度均在60摄氏度以上,如果设计采用室温固化成型工艺,单纯使用过氧化物引发剂时交联反应速度极慢,当采用引发剂—促进剂体系,则能大大加速交联固化速度,即可实现常温下成型加工.2.室温交联固化时树脂胶液的凝胶时间,是随引发剂的种类.用量比的变化而变化的,促进剂用量增加,放热峰温度提高,固化时间缩短.钴-氢过氧化物引发系统对反应条件的适应性较宽,即使交联固化不足时,以后还能继续交联固化.3.配制树脂胶液时,促进剂的实际用量比,根据施工过程所需要的时间,可以从图中跟踪出来,凝胶时间应足以保证手糊作业的全面完成.树脂胶液凝胶时间的过短或过长,对手糊作业不利,对制品的综合性能亦有不良影响.4.产品的测试结果显示,加入玻璃纤维粗格子布增强的不饱和聚酯比未增强的不饱和聚酯拉伸强度可高4倍之多.增强材料玻璃布赋予制品以综合强度,不饱和聚酯树脂实质上是联结剂.5.从DSC图纸可以看到:在84.2℃时开始固化,在120.9℃自加速效应最大.思考题:1.在凝胶时间的测定和成型加工中为什么不能将引发剂和促进剂一起加入?答:促进剂和过氧化物之间发生一种氧化还原反应,致使过氧化物的O-O键发生对称裂解,取代热裂解,亦称化学裂解.配胶操作中不允许将促进剂和引发剂直接相混合.否则反应猛烈而会引起爆炸.通常先将引发剂加入树脂中.搅拌混合均匀,最后加入促进剂并快速混合均匀,立即用于测定和成型.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验目的:
1.了解线型不饱和聚酯树脂及纤维增强复合材料的制备原理和影响因素.
2.掌握线型不饱和聚酯合成和增强复合材料制备实验的操作技能;熟悉树脂的特性测试和玻璃钢试样的性能试验方法.
实验原理:
不饱和聚酯树脂主要是有不饱和二元酸(酐)、饱和二元酸(酐)和二元醇, 以一定的摩尔比在惰性气氛保护下, 经酯化缩聚而制得线型聚合物, 其聚酯主链上具有重复的酯键制制品及不饱和双键, 即称不饱和树脂, 化学结构式如下:
O R C O
O
C CH CH 不饱和聚酯长链型大分子中含有不饱和双键, 在引发剂-促进剂的作用下可以和乙烯基单体发生交联反应.
在引发剂分解产生活性游离基,聚酯链中的不饱和双键和苯乙烯单体发生加成共聚反应,经过链引发、链增长和链终止三个阶段,形成网状结构的均匀聚合物.
制得的不饱和树脂和聚酯树脂主要用于制造玻璃纤维增强复合材料, 也制造装饰涂料和油漆、压塑粉与片状和块状模压复合材料制品.
实验仪器和试剂:
表一 实验仪器一览表表
序号 名称 规格 数量 1 烧杯 150ml 7个 2 小玻棒 7根 3 玻棒 3根 4 导管
1根 5 铁板 15×15cm 2个 6 铁夹子
4个 7 玻璃纸 15×35cm 1张 8 玻璃纸 20×20cm 2张 9
玻璃布
18×18cm
10张
表二 室温固化凝胶时间测定配方
名称 理论用量 实际用量 树脂
50g ×5 50g ×5 过氧化丁酮(引发剂) 4% 2g ×5
2g ×5
环烷酸钴(促进剂) 2% 1g, 1% 0.5g, 0.7% 0.35g, 0.5% 0.25g, 0.3% 0.15g
2% 1.05g, 1% 0.52g, 0.7% 0.40g, 0.5% 0.27g, 0.3% 0.15g
表三 浇注成型配方
名称
理论用量 实际用量 树脂
100g 100g 过氧化丁酮(引发剂) 4g 4% 环烷酸钴(促进剂)
2g
2.03g
表四 手糊成型配方
名称
理论用量 实际用量 玻璃布(10层)
树脂
玻璃布重量的1.2倍
54.5g 70.90g 4%过氧化丁酮(引发剂) 2.8g 3.01g 环烷酸钴(促进剂)
0.35g
实验操作流程图:
图一 冷态触动法实验流程图
图二 浇铸聚合实验流程图
图三 手糊成型实验流程图
实验记录:
表五预聚合实验记录
实验项目时间操作(备注)
冷态触动法手糊成型浇铸成型
10:00
10:05
10:24
10:47
11:07
11:29
12:01
15:00
15:03
次日8:00
9:15
14:40
15:30
15:02
15:43
16:39
16:43
16:45
5组分别加入树脂,引发剂和促进剂
加料完毕
第一组出现爬杆效应(19min)
第二组出现爬杆效应(42min)
第三组出现爬杆效应(62min)
第四组出现爬杆效应(84min)
第五组出现爬杆效应(116min)
称量好树脂,引发剂,促进进,搅匀
刷胶
放入烘箱
从烘箱取出,性能测试
称量树脂约100g
将浇注成型装置安装好
加入引发剂,并搅拌
加入促进剂,灌模
用玻璃棒测试,表明硬度不够,铁板微热
硬度足够,脱模,试样呈黄色
试样放出大量的热
测试与数据处理:
1.促进剂与爬杆时间关系测试
表六室温固化凝胶时间对应表
促进剂百分含量室温固化凝胶时间(min)2% 19
1% 42
0.7% 62
0.5% 84
0.3% 116
图四促进剂含量与爬杆效应出现时间关系图
2.拉伸强度测试
表七拉伸强度测试登记表
类别序号宽/mm厚/mm面积/m最大载荷/N 拉伸强度/Mpa
浇铸聚合手糊成型1
2
3
4
0.800
1.188
1.208
1.162
0.884
0.160
0.168
0.884
0.707200
0.017820
0.202944
1.027208
18.1*103
2.93*103
2.95*103
15.04*103
256
164.9
145.7
146.4
试样尺寸150*10 mm2
3.放热峰值测试(附页DSC图及解析表)
测试条件:加入促进剂和不加入促进剂.
分析与讨论:
1.由做出的“促进剂用量比与树脂胶液凝胶时间的关系”图中可以看出,随着促进剂用量的增加,凝胶时间变短.促进剂是能促进有机过氧化物在室温下分解产生游离基的物质.引发剂的临界温度均在60摄氏度以上,如果设计采用室温固化成型工艺,单纯使用过氧化物引发剂时交联反应速度极慢,当采用引发剂—促进剂体系,则能大大加速交联固化速度,即可实现常温下成型加工.
2.室温交联固化时树脂胶液的凝胶时间,是随引发剂的种类.用量比的变化而变化的,促进剂用量增加,放热峰温度提高,固化时间缩短.钴-氢过氧化物引发系统对反应条件的适应性较宽,即使交联固化不足时,以后还能继续交联固化.
3.配制树脂胶液时,促进剂的实际用量比,根据施工过程所需要的时间,可以从图中跟踪出来,凝胶时间应足以保证手糊作业的全面完成.树脂胶液凝胶时间的过短或过长,对手糊作业不利,对制品的综合性能亦有不良影响.
4.产品的测试结果显示,加入玻璃纤维粗格子布增强的不饱和聚酯比未增强的不饱和聚酯拉伸强度可高4倍之多.增强材料玻璃布赋予制品以综合强度,不饱和聚酯树脂实质上是联结剂.
5.从DSC图纸可以看到:在84.2℃时开始固化,在120.9℃自加速效应最大.
思考题:
1.在凝胶时间的测定和成型加工中为什么不能将引发剂和促进剂一起加入?
答:促进剂和过氧化物之间发生一种氧化还原反应,致使过氧化物的O-O键发生对称裂解,取代热裂解,亦称化学裂解.
配胶操作中不允许将促进剂和引发剂直接相混合.否则反应猛烈而会引起爆炸.通常先将引发剂加入树脂中.搅拌混合均匀,最后加入促进剂并快速混合均匀,立即用于测定和成型.。