PowerMILL二次开发演讲-杨成老师主讲
PowerMILL二次开发在机床仿真碰撞中的应用

Байду номын сангаас
先 的专 业 数控 加 工 编程 软件 , 现 已成 为 国 内汽 覆 盖件 冲压模 具加 工 行业 中主 流的 C A M 软件 之 一 。其 特 点是 简 单 易 . :计算 速 度 快 , 刀 具路 径安 全 无 过 切 , 无碰撞 , 加工策略丰富 , 刀路编辑功能强大 , 非 常适 合 于高 速及 多轴 加工 的需 求 。但 随 着 加工 行 的 细分 , 各个 加工 厂 家对 软 件 的功 能 有 了更 高 的要 求 。 因此 软件 制 作 商为 用 户提 供 了二 次 开 发平 台 , 用户 可 借 此 平 台进 行 二次 开 发 来实 现 软 件 更 多 的功 能 。本 文讲 述 运用 P o w e r MI L L软 件 的二 次 开 发模 块 , 解 决 常 规 编程 中机床仿真 只能逐一操作 的问题, 减少用户繁琐操作 , 达到效 率提升。 1常 规 编程 操 作 中机 床仿 真 问题 现阶段 , 大 部 分 汽 车模 具 制 造 厂 家 , 由于 现 场 加 工 机 床 规 格 型 号参差不齐 , 不 同机床执行同一程序对刀具长度的要求不同。针对 机 床 型 号不 同的 问题 , 各 厂家 做 了相 应 对 策 。大致 分 为 以下 几种 : 1 . 1刀具 夹 持设 置 在 编程 软件 内部 将 刀具 夹 持部 分 增 加 机床 头 护 板部 分 , 以一 截 圆柱 形 式设 计 且 要求 圆柱部 分 能 包裹 住 现 场最 大机 床 主轴 护 板 , 以 此 刀具 编程 , 程序 编制 完 毕 后 碰 撞 检查 , 参 考 碰撞 信 息 最 终 确 定 刀 具长 度 。 PM I LL . Ex e c u t e Ex f t I S I M ULAT E TOOLPATH ” & t o o l p a t h. 1 . 2 现 场指 定 机床 加 工 To S t r i ng & ” TOOLBAR S I M UL ATI ON RAI SE” 1 现 场计 划 安 排 明确 指定 各 个 部件 的加 工 机 床 , 程序 编 制 完毕 调 i n f o= i n f o& P M I L L . E x e c u t e E x( ” S I M U L A T E P L A Y ” ) 报 告 碰 用相应型号的机床主轴模型进行仿真碰撞 , 参考碰撞信息最终确定 撞 结 果 加 工刀 长 。 部分 实 例代 码 1 - 3程 序 员逐 个 机床 碰 撞对 比后指 定 现 场加 工 机床 2 - 3 调试 封装 程序员编制程序后 , 将机床主轴头模型根据外形尺寸 由大到小 命令 代码 设 置 完 毕进 行 调试 作 业 , 以便 验证 执 行 过 程及 结 果 是 顺 序逐 个 调 入进 行 仿 真碰 撞 ,若 外 形 尺 寸最 大 的 机床 满 足 加 工 , 就 否达 到预 期 效 果 , 对 应 问 题 逐步 完善 , 最终 达 到 预 期 效 果 后 进 行 封 可以 判定 现 有 刀具 长度 满 足 全部 机 床 , 不 满 足则 选 用 小 一 型号 机 床 装 。 仿 真碰 撞 , 直 至 选 出符 合要 求 的机 床 。 通 过 以上 二次 开 发 , 一 方面 , 增 强 了软件 的部 分 功 能 , 简化 了编 以上 策 略 中 , 对 于 刀 具 加 持 设 置 的方 法 , 由于 参 考 最 大 尺 寸 主 程 员 的操 作 步 骤 , 将 编 程 员 从 繁琐 的操 作 过 程 r { I 解 放 出来 , 大 大 降 轴 头 进 行 刀 具设 置 , 碰撞 报告 结 果 与 现 场 实 际差 距 较 大 , 偶 尔存 在 低 了工 作 强 度 , 并 将 等 待 时 间转 换 为其 它 : [ 作, 整 体 提 高 了工 作 效 现 场 机 床全 不 满 足要 求 的情 况 , 不 能使 现 场 机 床及 刀具 得 到充 分 有 率 ; 另一 方 面 , 实现 多 个 程 序或 机 床 仿真 碰 撞 , 仿 真 完 毕后 将 各 个 程 效利用 ; 而对 于现 场 指 定 机 床加 工 方 法 中 , 首 先 需 要 精 细 的 计 划 安 序/ 机 床 的碰 撞 信 息整 体 报 告 给用 户 ,可协 助用 户 综 合 比较 各 方 面 排, 其 次 对计 划 安 排 人 员 技 能要 求 较 高 , 需 做 到对 工 件 结 构 和 机 床 因 素 , 正 确 更 改 刀具 长 度 和 布 置 加工 机 床 . 使 机 床及 刀具 得 到 合 理 参 数 以 及加 工进 度 非 常 了解 , 实 施 非 常 困难 ; 如今 , 对 于 程序 员 逐 个 有效 利 用 , 提 高用 户 整体 加 1 二 效益。 机 床 碰撞 对 比后指 定 现场 加 工 机 床 的策 略各 个 厂 家 应用 较 广 , 此 方 3 结束 语 法可 以使 现场 机 床及 刀具 得 到 合 理有 效 利 用 , 总 体促 进 企 业 加工 效 二次 开 发 程 序 中 的几 个 简 单 操 作 就 能 取代 常规 编程 中 大量 繁 率 的提 高 , 但 也存 在 不 足 之 处 , 例 如 程 序 员需 逐 个 机 床 逐 个 程 序 进 琐 操作 , 而 且 部分 功 能 常规 编 程 是根 本 无 法 实现 的 , 展望未来, 软件 行仿真最终选择机床和确定刀具长度 , 存在操作繁琐 , 占用时问长 , 的二次开发将逐步成为降低程序 员劳动强度和提高编程效率 的主 工作 强 度 加大 等 弊端 。 减少 操 作 步骤 及 减轻 劳 动强 度 的 问题 有待 解 要 途径 。 通 过对 软件 的二 次 开发 , 完 善 并提 高 软件 的功能 , 打造 符合 决 。软件 常 规 操作 的局 限性 用 户要 求 的 软件 , 必 将 给企 业 的 编程 效 率 及 加工 质 量 的提 高 带 来 质 已成 为 制 约 用 户 效 率 提 高 的飞 越 。 的瓶 颈 , 自动批 量操 作 已成 参 考文 献 为 用 户 更 高 的需 求 , 若 实 现 『 1 1 杨书荣 , 周敏 . 深入浅 出 P o w e r M I L L数 控 编程 『 M 1 . 北京: 中国电力 此功能 , 只能借 助软件 的二 出版 社 , 2 0 0 8 . 次 开 发来 实 现 。 『 2 ] 刘炳 文 . V i s u a l B a s i c程 序 设 计 教 程 【 M] . 北京 : 清 华 大 学 出版 社 , 2 通 过 二 次 开 发 实 现 2 0 0 9. 批量执行机床仿真碰撞 作 者 简介 : 王海东, 男, 河北 工业 职 业技 术 学 院 , 助 理 工程 师 。 针 对 常 规 编 程 操 作 的 机 床 仿 真 碰 撞 中 的 问题 , 运 用第 三方 软 件 V B . N E T 对 P o w e r MI L L软 件 进行 二次 开 发, 最终实现批量执行机床 仿 真 碰 撞 ,减 少 了 操 作 步 骤, 降低 了劳动强 度 , 实 现 效 率 最 大化 。 大 致 分为 以下
PowerMILL-培训教程-特征设置
15. 特征设置/二维加工简介PowerMILL中包含有一些专门用来加工称之为特征的垂直和突出形状的二维策略。
这些策略独立于CAD模型,为此它们都没有参照基础CAD模型进行过切检查。
特征通过垂直延伸参考线和线框产生,也可通过多种不同模型文件格式输入。
特征产生后,它显示为由垂直线连接上下轮廓的三维形状。
激活的特征以紫色标记,未激活的特征用浅灰色标记。
和曲面CAD模型不一样的是,不能对特征阴影着色。
1.特征特征由二维几何形状产生,可单独定义为型腔、切口、凸台和孔。
也可直接通过曲面或实体模型提取孔特征,同时还可使用区域清除策略中的Z轴下切域中的钻孔选项产生孔特征。
2.区域清除 (二维加工策略)特征产生后可使用二维区域清除策略来产生包括粗加工、半精加工和精加工策略在内的全部二维加工策略。
3.钻孔钻孔选项仅可应用于孔特征,PowerMILL所支持的孔循环类型有:标准钻、镗孔、螺旋铣和攻螺纹。
特征有六种不同类型的特征分别用来对应各个不同的二维加工选项,它们分别是:1.型腔 -定义轮廓的内部区域,刀具仅加工特征的内部区域。
2.切口 -一条定义刀具路径的曲线(带或不带刀具补偿)。
3.凸台 -一个竖柱。
刀具仅加工凸台的外侧表面。
4.孔 -一种通过点、圆圈、曲线或直接通过CAD模型数据定义的专门用于钻孔操作的特征。
5.圆形型腔 - 一种由点、圆圈或曲线定义的圆形型腔。
6.圆形凸台 - 一种由点、圆圈或曲线定义的圆形凸台。
Issue PMILL 7.0 217218Issue PMILL 7.0可直接将包含圆圈/曲线对或是圆柱体曲面的二维数据(如 dxf 文件) 输入到PowerMILL ,然后直接根据这些数据定义孔特征,这样省去了手工输入坐标值的麻烦,避免手工操作产生错误的可能性。
通过线框产生特征钻孔特征产生∙ 全部删除并重设表格。
∙ 通过范例文件输入模型 PM_holes.dgk 。
∙ 通过PowerMILL 浏览器定义一个新的特征设置。
2024版PowerMill软件教程

利用机器人加工技术,可以实现复杂曲面和零件的自动化加工, 提高生产效率和灵活性。
05
PowerMill软件与其他系 统集成
CAD/CAM系统集成
导入CAD模型
PowerMill可以直接导入各种CAD软件创建的 模型,如SolidWorks、CATIA、Pro/E等,实 现无缝集成。
PowerMill可以与自动化生产线规划软件集成,实现生产线的整体 优化和布局。
物料管理
通过与ERP、MES等系统的集成,PowerMill可以实现物料信息的 自动获取和更新,提高生产效率。
自动化控制
PowerMill可以与PLC、机器人等自动化设备集成,实现生产线的自 动化控制和运行。
06
实际案例分析与操作演示
工具栏
提供常用命令的快捷按钮,方便用户快速执行操 作。
快捷键
通过键盘快捷键可以快速执行常用命令,提高工 作效率。
自定义快捷键
用户可以根据自己的习惯自定义快捷键。
文件管理与项目设置
01
文件打开与保存
支持多种文件格式,方便用户导入 和导出数据。
图层管理
通过图层管理可以方便地组织和管 理模型数据。
03
02
特殊加工策略
针对特定需求和材料,如五轴联动加 工、高速铣削等。
刀具路径生成与优化
刀具选择
切削参数设置
根据加工需求和材料特性选择合适的刀具类 型和规格。
设置合理的切削速度、进给量、切削深度等 参数,以确保加工效率和刀具寿命。
路径优化
碰撞检测与避免
通过调整刀具路径的生成方式和参数,减少 空行程、提高切削效率,并降低对机床的磨 损。
02
PowerMill软件基本操作
PowerMILL课程

五轴机床类型
• Table-Head 两个旋转轴分别放在主轴和工作台上,工作台旋转,可装夹较大的工件;主轴摆动,改 变刀轴方向灵活
五轴加工的优点
• • 一次装夹完成三轴加工多次装夹才能完成的加工内容。如斜顶、滑块和电极。 提高加工效率,减少装夹和装配出错率
五轴加工的优点
• 用更短的刀具伸长加工深型腔/型芯,提高加工的表面质量和效率。
‘賽車線’Raceline Machining
摆线加工
——避免全刀宽切削
使用端銑刀力挖槽
cutting angle cutting angle
傳統方法
DIA. DIA.
鉈螺擺線加工
DIA.
DIA.
低效率
高效率
自动摆线加工
——恒定的切削负载和切削量
高效率側刃加工演示
区域清除
—— 高度层优化
五轴机床类型
• Head-Head 工作台不动,两个旋转轴均在主轴上。机床能加工的工件尺寸比较大。
俯垂型:旋转轴不与直线轴相垂直
五轴机床类型
• Head-Head 工作台不动,两个旋转轴均在主轴上。机床能加工的工件尺寸比较大。
五轴机床类型
•
Table-Head 两个旋转轴分别放在主轴和工作 台上,工作台旋转,可装夹较大 的工件;主轴摆动,改变刀轴方 向灵活
完美的粗加工
. 任意3D毛胚設定 . 螺旋区域清除粗加工 . 轉角位,连接处圓弧化 . ‘賽車線’開粗刀路 . 高效率側刃開粗(自动摆线) . 智能化餘料粗加工-残留模型
任意3D毛胚設定
——減少空刀的有力保障
轉角位,连接处圓弧化
——保持切削流畅,避免弹刀
螺旋区域清除粗加工
使用螺旋策略来替代偏置策略,使刀具做连续、平滑移动,从而可最小化刀 具的空程移动,减小整体加工时间,同时刀具负荷更稳定,减少刀具的加速和减 速,保持更稳定的切屑负荷,从而减少刀具的磨损和损坏。
官正版全套powermill教程

模具型芯铣削加工实例
导入模具型芯模型
将模具型芯的三维模型导入到PowerMILL中 ,进行后续编程和加工。
设定加工参数
选择合适的刀具、切削参数、加工策略等,确 保加工质量和效率。
生成刀具路径
根据设定的加工参数,生成合理的刀具路径,并 进行模拟验证。
输出NC程序
将生成的刀具路径转换为NC程序,传输到数控机床 进行实际加工。
常见问题解决方法
提供针对常见问题的解决方法,以帮助用户 快速解决问题并提高加工效率。
THANKS
感谢观看
REPORTING
查是否存在过切、欠切或碰撞等问题。
材料去除模拟
通过材料去除模拟功能,用户可以直观地 看到加工过程中材料的去除情况,以便及
时调整加工参数和策略。
碰撞检测
在仿真过程中,软件会自动检测刀具、夹 具和机床之间的碰撞,确保加工过程的安 全性。
机床运动模拟
PowerMill支持机床运动模拟,可以模拟 机床的实际运动情况,帮助用户更好地理 解和优化加工过程。
特殊材料介绍
阐述特殊材料的概念、分类和特点,以及加工过程中可能遇到的问 题和挑战。
特殊材料加工技术
讲解针对特殊材料的加工技术和方法,包括难加工材料的切削技术 、脆性材料的加工技术、复合材料的加工技术等。
特殊材料加工案例
通过案例分析,展示特殊材料加工技术的实际应用和效果,包括加 工过程中的注意事项和经验分享。
模具型腔铣削加工实例
导入模具型腔模型
将模具型腔的三维模型导入到PowerMILL中 ,进行后续编程和加工。
生成刀具路径
根据设定的加工参数,生成合理的刀具路径 ,并进行模拟验证。
设定加工参数
选择合适的刀具、切削参数、加工策略等, 确保加工质量和效率。
2024版编程必看PowerMILL必懂的应用技巧

快捷键使用
掌握常用功能的快捷键,可提高操作效率。 例如,Ctrl+N新建项目、Ctrl+O打开项目
等。
自定义界面
用户可根据个人习惯自定义界面布局,如 调整工具栏位置、隐藏不必要的窗口等。
操作习惯
建议养成先保存项目再进行其他操作的习 惯,避免意外丢失数据;同时,定期备份 项目文件以防万一。
确保安装的PowerMILL版本与操作系 统兼容,并及时更新软件至最新版本。
更新显卡驱动 显卡故障可能导致软件崩溃或卡顿, 定期更新显卡驱动以保持系统稳定性。
重置软件配置 在软件设置中重置配置,以恢复默认 设置并解决可能的配置冲突问题。
刀具路径异常问题定位
检查刀具设置
核对刀具参数设置,确保刀具类型、直径、长度等参数正确无误。
通过材料去除模拟功能,预览加工过程中的材料去除 情况,以便及时调整加工策略。
碰撞检测
在模拟仿真过程中进行碰撞检测,及时发现并 解决潜在的碰撞问题,保障加工顺利进行。
后处理文件输出设置
01
后处理器选择
根据所使用的数控系统和机床型 号选择合适的后处理器,确保输 出代码的正确性。
02
03
输出参数设置
代码优化
精通批处理编程技术
利用批处理技术,实现多个零件的自动加工,提高生产效率。
定制化开发需求解决方案
根据企业实际需求进行定制化开发
01
针对企业的特殊加工需求,进行定制化开发,满足企业
的个性化需求。
掌握PowerMILL二次开发技术
02
利用PowerMILL提供的API接口进行二次开发,实现更
高级的功能拓展。
未来数控编程将更加注重智能化和自动化,提高编程效率和加工精度
Powermill中文教程全集

引言PowerMILL 是一独立的加工软件包,它可基于输入模型快速产生无过切的刀具路径。
这些模型可是由其它软件包产生的曲面,可是IGES 文件,STL 文件,三角形文件, OLE 模型或是来自 PowerSHAPE 的模型(实体或曲面)。
PowerMILL 界面双击 PowerMILL 图标装载 PowerMILL.下拉菜单位于PowerMILL视窗的顶部。
将光标置于菜单上,点取左鼠标键可调出子菜单。
沿右箭头移动光标可调出更底层的菜单选项。
下图是PowerMILL中的一些常用图标,每个图标均对应于一相应的功能。
将光标停留于图标上,将调出该图标所对应功能的简单描述(或称工具提示)。
屏幕的右边是查看工具栏。
使用此工具栏中的图标可改变模型的查看方式。
点取不同图标后,模型将以不同的查看方式显示在屏幕上,世界坐标系也将显示在视窗或图形的中央。
鼠标键在PowerMILL中,鼠标的三个按键分别有其不同的功用。
鼠标键 1: 点取和选取键使用此按键可从主菜单的下拉菜单中选取选项,填写表格,选取几何元素。
鼠标键 2: 动态键放大和缩小: - 同时按下CTRL键和鼠标键2,上下移动鼠标,可放大或缩小视图。
平移模型: -同时按下SHIFT键和鼠标键2,移动鼠标,可将模型按鼠标移动方向平移。
方框放大-同时按下 Ctrl 和 shift 键以及鼠标中键,画出一个方框,可放大方框所包含的区域。
旋转模型-按下并保持鼠标中键,移动鼠标,于是屏幕上出现一跟踪球,模型可绕跟踪球中心旋转。
旋转查看-动态旋转查看并快速释放鼠标键即可进行动态旋转查看。
移动鼠标键的速度越快,旋转速度就越快。
此功能的缺省设置为关。
· 从主菜单的工具菜单中选取选项,打开选项表格,在表格中点取查看标签并点取旋转查看选项,可打开旋转查看功能。
鼠标键 3: 特殊菜单及 PowerMILL 浏览器选项键按下此按键后将调出一个新的菜单,菜单的内容取决于光标所处位置。
PowerMILL二次开发教程
3.2.6 返回元素的属性—GetEntitySize 方法..........................................................12
3.2.7 3.2.8 3.2.9
获取 PowerMILL 资源管理器中存在的元素列表—GetEntitylist 方法......14 刀具路径变换 ................................................................................................. 14 连接刀具路径 ................................................................................................. 15
1.3 帮助...............................................................................................................................2
2 开始使用 PowerSolutionDOTNetOLE ....................................................................................3 2.1 添加 PowerSolutionDOTNetOLE 引用 .......................................................................3 2.2 修复错误的引用...........................................................................................................4
POWERMILL二次开发

POWERMILL关键字: CNC编程塑胶模具电极自动编程提高编程效率POWERMILL♎软件是英国DELCAM公司的产品。
是目前市面上发展最快的CAM软件。
它的安全实用和简单易学,使越来越多的CAM编程工程师开始使用这个软件。
POWERMILL♎的二次开发,软体本身提供了两种接口:1.VB ;2.宏命令。
在实际中,由于每一个使用人,遇到的工件难易不同,加工的方法不同。
很难做出一个通用的自动化编程二次开发软件。
但在一些特定的加工领域,是可以做出自动化编程的二次开发软件.拿塑胶模具行业来说,EDM电极占CNC加工量的20%--40%.对CNC编程人员来讲, EDM电极的编程量要占到40%--50%.而这些EDM电极80%是简单类型的. POWERMILL♎L二次开发软件就是针对这些EDM电极而设计的。
一个编写过EDM电极CNC程序的人都知道,一般每个电极的加工工艺,从开粗到最后光刀,基本是用到的参数都是一样的.区别只是一些二次开粗和二次光刀的使用多少。
如何使我们的编程人员在编写程序时,缩短每一电极在相同参数的地方使用的时间.也就是实现自动化编程.是每一个管理者思考的问题。
POWERMILL♎就提供了一个功能:宏命令。
具体如何使用宏命令在这里就不做详细的介绍。
但那些宏命令只能提高一部分效率。
可不可以提高的更多更智能化?回答是肯定的。
这就需要通过专业的编写软件人员的协助。
有些公司自身条件的限制,实现这些就有一定的困难。
为了提高大家对POWERMILL♎这个CAM软件的认识,以及编程人员的效率。
我和我的朋友根据自己的经验,和对POWERMILL♎二次开发功能的认识。
做出一个自动化编程的小软件。
目前主要是应用在编写EDM电极CNC程序上(软件是开放性的,里面的参数可以根据不同的使用,来随意更改)。
具体的功能如下:1.自动把IGS,PAT….文件转换为DGK文件,并自动生成一个和工件名相同的文件夹,并自动保存。
powermill过切处理方法
powermill过切处理方法PowerMill是一款专业的数控加工软件,用于模具、刀具和复杂零件的加工。
过切处理是指在加工过程中,刀具在零件轮廓外部进行一定的过切,以确保零件表面的光洁度和加工精度。
以下是关于PowerMill中过切处理方法的全面回答:1. 刀具过切参数设置:在PowerMill中,可以通过刀具路径策略来设置过切参数。
用户可以指定过切的距离、角度和过切方式等参数。
通过合理设置这些参数,可以确保在加工过程中达到预期的过切效果。
2. 过切方式选择:PowerMill提供了多种过切方式,如径向过切、切削深度过切等。
用户可以根据具体加工要求选择合适的过切方式。
不同的过切方式对加工效果有着不同的影响,因此需要根据具体情况进行选择。
3. 刀具路径优化:在进行过切处理时,PowerMill可以通过优化刀具路径来最大程度地减少加工过程中的振动和切削力,从而提高加工质量和效率。
通过合理的路径优化,可以使过切处理更加稳定和可靠。
4. 加工参数设置:除了过切参数外,还需要合理设置切削速度、进给速度、切削深度等加工参数。
这些参数的合理设置对于过切处理同样至关重要,可以影响加工表面质量和加工效率。
5. 模拟和验证:在设置完过切参数后,建议进行模拟和验证。
PowerMill提供了强大的模拟功能,可以直观地观察刀具的过切轨迹和加工效果,确保过切处理的准确性和稳定性。
总之,PowerMill中的过切处理方法涉及到多个方面的参数设置和路径规划,需要综合考虑加工对象的特点和加工要求,合理设置参数并进行充分的模拟验证,以确保最终的加工效果符合预期。
希望以上回答能够满足你的需求。
powermill教程

再说说雕刻机和A轴的选择对雕刻机的要求是龙门高度可以安装A轴,Z轴行程够大(考虑到刀具长度不同,Z行程比最大夹持直径还要大20mm以上)XYZA垂直精度高。
因为不像3轴,雕同一个点XYZ只能是同一个坐标,4轴雕同一个点XYZA会有不同的组合,如果垂直精度不高,就会有明显的接缝。
要求最高的是A轴安装一定要平行于X轴。
A轴调整后,可以分别用铣刀在顶端和在侧面回转铣两个圆柱,量量每个圆柱的两端直径是不是一样,如果小于5丝,就差不多了。
另外速度最好快一点,一个雕塑用f1600跑完2个小时,f400就要8个小时了A轴的选择A轴通常有这几种方案:直驱,同步带减速,谐波减速,蜗杆减速,行星减速4轴最有效率的加工方式应该是四轴全联动(powermill支持不好),就是XYZA都是连续运动,这种情况对A轴的速度,精度,回差要求都比较高。
回差比较小的有谐波减速,直驱,同步带(同步带不知道刚性是否满足要求),其中谐波减速有点慢,直驱和同步带精度太低。
蜗杆传动和行星减速速度和精度比较平衡,可是却有回差。
虽然mach里可以消除,不过在频繁换向的情况下多少影响一点速度。
所以A轴还没找到完美的方案不过如果不追求四轴联动(比如可以用3+1轴,即XYZ连续运动,A间断运动),通过刀路的设计可以克服这些缺点。
速度慢的就3+1轴的方式,A轴就间断转动,以及旋转加工时X轴优先动精度差的用来翻面没问题,旋转加工的时候旋转步距和A轴步距设成一致有回差的单向转动就可以了。
绝大部分情况单向转动都能搞定,或者通过mach消除回差下面慢慢写点做3D雕塑的方法和感想。
有空就写一点,大家不用等我在机械方面刚入门,只是一个爱好者。
说的有什么不对的不周的老鸟们多指教先说题材。
有了四轴,三轴时需要翻面雕刻的东西就会很方便,尤其是需要翻多面的情况。
此外还可以加工其他设备难以加工的工件,比如长螺距的螺纹在一些情况下(比如不掏洞,不车内螺纹),四轴还能够替代车床加工一些工件不过四轴最擅长的应该还是人体雕塑(比如手办,佛像)以及头部雕塑下面主要就这类题材谈谈想法。
基于PowerMILL二次开发的宏程序应用技术

•模具制造技术•\模具制造技术』基于PowerMILL 二次开发的宏程序应用技术高强,周震华中国华录•松下电子信息有限公司(辽宁大连116023)【摘要】针对宏制作的主要内容、基本思想和实用方法,利用PowerMILL 软件本身的特点,对宏程序的二次开发进行了描述。
提高PowerMILL 软件的效率,简化数控编程过程,达到高速切削的特殊工艺性和自动控制的一项综合性高新技术。
关键词:PowerMILL;宏程序;二次开发;高速切削中图分类号:TG659 文献标识码:BDOI :10.12147/ki.1671-3508.2020.04.017Macro-program Application Technology Based on Secondary Development of PowerMILL[Abstract] Aiming at the main contents , basic ideas and practical methods of macro making,this paper describes the secondary development of macro-program by using the characteristics ofPowerMILL software itself. It improves the efficiency of PowerMILL software , simplifies the NC programming process , and achieves the special process of high speed cutting and a comprehensive high and new technology of automatic control.Key words : PowerMILL; macro-program; secondary development; high speed cutting1引言宏是PowerMILL 软件的语言,使用固定而简单的语模具主要成型部分的工作零件采用镶件分别镶 入动、定模内的结构形式,如压铸件坯件上预留的3处90。
PowerMILL软件的二次开发

PowerMILL软件二次开发摘要]:本文简要介绍了PowerMILL软件的特点,详细介绍了PowerMILL软件二次开发的接口知识和进行二次开发的方法。
[关键词]:二次开发、接口一、前言PowerMILL是英国DELCAM公司开发的一款优秀的、独立的、基于知识的专业三维加工软件,其技术在同行业中居世界领先地位。
PowerMILL软件的主要特点如下:★ 与CAD系统的无缝接口现代的产业结构以及产品开发周期的缩短,极大的增加了CAD与CAM的异地化生产,这就使得CAD模型的转换成为现代生产的关键环节。
PowerMILL能够接受的CAD模型类型包括AutoCAD、CATIA、CIMATRON、ID EAS、IGES、UNIGRAGHICS、PRO/ENGINEER、SOLIDWORKS、STEP、 SOLIDEDGES以及VDA等多种模型格式,很好的做到了与CAD系统的无缝连接。
★ 面向高速加工1、智能化全程过切保护现代的高速加工与传统加工相比,其切削速度提高了8倍左右,更有甚者可能达到10倍以上。
在这种情况下一旦有过切现象发生,其冲击力将对机床、刀具带来极大的损害,甚至对人身安全造成伤害。
PowerMIL L充分考虑了这些因素,采用了智能化的全程防过切处理,不需人工干预而是全部由系统自动完成。
我们的实际加工证明,PowerMILL可靠性高,完全防过切,使用起来让我们特别放心。
2、刀具过载保护在型腔类工件的粗加工中,刀具与工件第一刀的接触不可避免的会有全刀宽切削,这种全刀宽切削对刀具的使用寿命有很大的危害。
为解决这种问题,PowerMILL给用户提供了刀具过载保护功能--摆线加工,即当发生全刀宽切削时,PowerMILL会优化刀具路径,自动以摆线加工策略进行处理,避免刀具过载。
3、丰富的适合高速加工的细节处理为了避免刀具在加工过程中走刀方向的突然变化和保证刀具切削的平稳性,PowerMILL允许用户采用水平圆弧、垂直圆弧、斜向等多种进刀方式,使刀具能够高速地切入切出工件,同时PowerM ILL在多种策略的刀具路径的尖角处可采用圆弧光顺优化处理,这些细节处理正是高速加工所要求的★ 刀杆、刀柄碰撞检查在实际加工中,人们总是希望采用尽可能短的刀具对工件进行加工来解决因刚性问题带来的"让刀"现象。
2024年度PowerMILL中文资料三轴使用入门

根据加工精度选择
刀具的精度等级应与加工 工件的精度要求相匹配。
根据加工效率选择
在满足加工质量和刀具耐 用度的前提下,尽可能选 择直径较大的刀具。
技巧
选择刀具时,还需考虑刀 具的刚性、耐磨性、刃口 形状等因素。
2024/2/2
13
常用三轴加工策略介绍
粗加工策略
采用较大的切削深度和进给量,快速去除 工件余量,提高加工效率。
理解三轴加工基本概念和原理
对三轴加工的基本概念和原理有了深入的理解,能够根据不同的加工 需求选择合适的加工策略。
掌握常用三轴加工策略及参数设置
熟悉了PowerMILL中常用的三轴加工策略,如粗加工、半精加工、精 加工等,并掌握了相关参数的设置方法。
学会基本的刀具路径生成及优化
能够利用PowerMILL生成基本的刀具路径,并对其进行优化,以提高 加工效率和质量。
清角加工策略
针对工件的角落部分进行加工,避免刀具 与工件发生干涉。
2024/2/2
精加工策略
采用较小的切削深度和进给量,保证工件 和孔深选择合适的钻头及切削参 数,保证孔的加工质量。
14
刀具路径优化方法
减少空行程
合理规划刀具路径,减少 不必要的空行程,提高加 工效率。
03
积极参加相关的专业培训和交流活动,与同行进行经
验分享和技术交流,拓宽自己的视野和知识面。
2024/2/2
27
THANKS
感谢观看
2024/2/2
28
注意事项与安全规范
强调在使用PowerMILL进行三轴加工时需要注意的事项和安全 规范,确保加工过程的安全可靠。
23
06
总结与展望
2024/2/2
基于PowerMILL智能编程模块的开发与应用

软件
Autodesk 公司的 PowerMILL 软件是一款独立的非
Copyright©博看网. All Rights Reserved.
《模具制造》2023 年第 2 期
·模具制造技术·
2.1
PowerMILL 软件特点
现代的产业结构以及产品开发周期的缩短,极大
的增加了 CAD 与 CAM 的异地化生产,PowerMILL 能够
的宏文件。
b.读取 PowerMILL 窗体数据的方法。
例如编制曲面粗加工转换刀路宏:
CREATE PATTERN ;
EXPLORER
000000000" NEW
EDIT
TOOLPATH ;
SELECT
PATTERN
Pattern
"000000000"
PowerMILL 软 件 的 二 次 开 发 ,就 必 须 能 读 取
策 略 3,清 角 精 加 工, 刀 具 D4,转 速 进 给
S5000F1200,留量 0,公差 0.001mm。
过载保护,这些软件优点极大的提升编程效率及程序
功能:启动 PowerMILL。
的安全性。
2.2
执行函数 PMILL.Execute
PowerMILL 的二次开发
用法:PMILL.Execute
PowerMILL 为用户提供了两种二次开发形式:宏
功能:向 PowerMILL 发送命令。
指令(MACRO)和 Visual Basic 接口。
编程和加工一体化,从而降低编程员和操作者的劳动强度,大幅提升编程工作效率和模具
加工质量,
降低模具加工成本。
关键词:
PowerMILL 二次开发;数控编程智能化;数控加工自动化;编程和加工一体化
PowerMILL模型 model介绍 PowerMILL基本设定(2)
PowerMILL模型model介紹PowerMILL基
本設定(2)
直線Line
1)檔案->全部刪除。
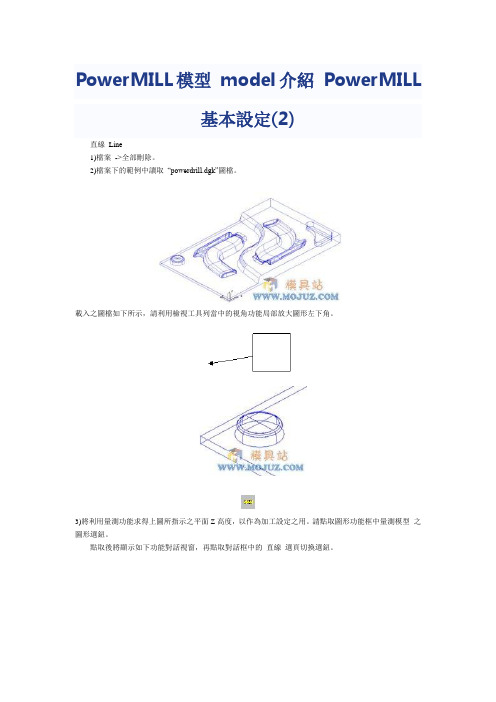
2)檔案下的範例中讀取“powerdrill.dgk”圖檔。
載入之圖檔如下所示,請利用檢視工具列當中的視角功能局部放大圖形左下角。
3)將利用量測功能求得上圖所指示之平面Z高度,以作為加工設定之用。
請點取圖形功能框中量測模型之圖形選鈕。
點取後將顯示如下功能對話視窗,再點取對話框中的直線選頁切換選鈕。
4)用滑鼠左鍵框選拖曳點取如下圖之角落點位置。
5)對話視窗將顯示上述點取之角落點之相關尺寸如下圖。
6)所選取的第一點稱爲定位點,其座標出現在表格中。
若要量測直線距離可依上述說明再框選其它區域的點,就可由表單中得知結束點與差異值、角度、距離與仰角相關資料。
圓弧量測
通過在圓弧或圓圈上選取三個點的資料可量測圓弧。
放大圖形
1)將量測此圓的圓角半徑,以决定可使用的球刀直徑。
2)點取量測模型表格中的圓弧選頁,開啓圓弧量測功能。
3)依下圖所示的圓角選取起始點,中間點和結束點。
於是螢幕上出現一通過此三點的圓。
4)如下圖所示,量測模型表格中會出現此圓的詳細資訊。
半徑值爲 3.1mm。
文章来源:Powermill视频教程/。
PowerMill培训总结

PowerMill培训2013年7月22日参加学院组织的五轴联动机床的培训课程,在培训期间在教师循序渐进的教导下,逐渐对五轴联动机床有了实质性的了解。
在培训过程中,首先对powermill软件尽心了了解,DelcamPowerMILL独有的最新5 轴加工策略、高效初加工策略以及高速精加工策略,可生成最有效的加工路径,确保最大限度地发挥机床潜能。
DelcamPowerMILL计算速度极快,同时也为使用者提供了极大的灵活性。
先进的加工切削实体仿真,可节省上机床实际试切的加工成本。
独特的 5 轴加工自动碰撞避让功能,可确保机床和工件的安全。
先进的集成一体的机床加工实体仿真,方便用户在加工前了解整个加工过程及加工结果,节省加工时间。
在进行课程讲解过程中,对软件有了进一步的了解,首先是软件开发思路,powermill软件是以应用、使用为主要设计思路开发的产品,凭借软件的高效性和高自由度,可以通过设置各种不同的参数来满足用户的不同需求,首先,依照设计思路,需要对软件使用起始端设置毛坯尺寸,并且在实际装夹中可以以工件的实际尺寸进行设置,通过对毛坯尺寸的设定,软件会识别毛坯,并进行透明化处理,在接下来的操作步骤中是用户清晰地看到切削减料这一过程。
再接下来的操作过程中,是非常人性化的过程,它具有良好的容错能力,即使输入模型中存在间隙,也可产生出无过切的加工路径。
如果模型中的间隙大于公差,DelcamPowerMILL将提刀到安全Z 高度;如果模型间隙小于公差,刀具则将沿工件表面加工,跨过间隙,支持可视化多种毛坯定义与编辑,同时也支持任意毛坯几何数据读入,提高加工效率。
支持包括球头刀、端铣刀、键槽铣刀、锥度端铣刀、圆角偏心端铣刀和刀尖圆角端铣刀在内的全部刀具类型。
全部刀具均通过软件自带的使用方便的刀具数据库管理,用户可通过该数据库来寻找所需刀具,系统将自动根据刀具提供商所建议的值给出进给率和转速。
用户也可根据车间的实际情况自定制刀具数据库。
PowerMILL的后处理应用技巧

1引言PowerMILL是一种专业的数控加工自动编程软件, 由英国Delcam公司研制开发.从PowerMILL的使用来看, PowerMILL可以说是世界上功能最强年夜、加工战略最丰富的数控加工编程软件系统之一, 同时也是CAM软件技术最具代表性的、增长率最快的加工软件.它实现了CAM系统与CAD系统的分离, 可以更充沛发挥CAM和CAD各系统的优势, 可在网络下完成一体化集成, 所以更能适应工程化的要求.其广泛应用于航空航天、汽车、船舶、家电以及模具等行业, 尤其对各种塑料模、压铸模、橡胶膜、锻模、冲压模等具有明显的优势. 软件的数控自动编程主要是软件经过刀位等自动计算发生加工刀具路径文件, 但刀路文件其实不是数控法式.需要从加工刀具路径文件中提取相关的加工信息, 并根据指定命控机床的特点及要求进行分析、判断和处置, 最终形成数控机床能直接识另外数控法式, 这就是数控加工的后置处置.本文针对PowerMILL自动编程软件后处置方面的技巧进行探讨.2 PowerMILL后处置使用技巧在PowerMILL生成刀具路径后, 提供了两种后处置方法:NC法式和PM-Post后处置.2.1 NC法式NC法式模块存在于PowerMILL浏览器中, 如图1所示,没有工具栏也没有快捷图标, 只能通过"NC法式"菜单和NC法式对象菜单进行参数设置.NC法式生成的主要步伐如下:(1)右键单击发生的每个刀具路径, 在弹出的菜单、中选择"发生自力的NC法式";或者右键单击PowerMILL浏览器中的"NC法式", 在弹出的菜单路径, 在弹出的菜单中选择"增加到NC法式"选项. (2)右键单击生成的每个NC法式, 在弹出的菜单中选择"写人";或者右键单击Poirer112ILL浏览器中的"NC法式",在弹出的菜单中选择"全部写人"选项.2.2 PM-Post后处置PM-Post是Delcam提供的专用后处置模块, 其后处置把持步伐如下: (1)在PowerMILL的"选项"中将NC法式输出文件类型改成"刀位", 输出后缀名为cut的刀具路径文件. (2)启动PM-Post进人PostProcessor模块, 如图2所示, 分别添加NC法式格式选项文件Option files和第一步发生的刀具路径文件CLDATA Gles.(3)右键单击某个刀具路径文件, 在弹出的菜单中选择Process选项, 实现该刀具路径文件的NC法式的输出. 可以看出, NC法式方法简单, 当法式后处置设置为固定无需改动时, 只需要选择相应的后处置选项文件, 即可快速生成所需的NC法式代码.这种方法适用于单元设备固定统一, 软件后处置对应性较强的情况.PM-Post方法不单可以生成所需的NC法式, 还可以通过PM-Post中的Editor模块对NC法式格式选项文件进行设置, 有利于生成更加简洁高效的NC法式代码.这种方法比力适合单元设备的种类型号较多, 且自动数控编程由工艺组统一负责, 然后再根据设备分配情况生成NC加工法式等场所.3 PowerMILL后处置设置技巧早期的PowerMILL后处置法式DuctPost以及其它数控编程软件提供的后处置法式年夜部份都是基于纯文本文档, 用户可通过文本编纂器修改这些文件.该文件结构主要有注释、界说变量类型、界说使用格式、常量赋值、界说问题、字符串列表、自界说单节及系统问题等部份.最新的PowerMILL后处置法式PM-Post 基于图形窗口和对话框, 使后处置选项文件的设置变得直观、明了. PM-Post的格式选项文件的修改在Editor模块中进行, 如图3所示. 下面以Fanuc系统为例, 给出经常使用后处置设置的方法: 为保管系统自带的Fanuc后处置文件, 我们在修改前先将该文件另存为Fanuc OM.pmopt, 并在此基础上进行修改.启动PM-Post, 进人Editor模块, 点击"Load Option file"快捷图标选中并加载Fanuc.pmopt后处置文件, 然后另存为Fanuc OM.pmopt.后处置的实际应用中, 经常需要修改或删除的部份主要有几方面:法式头的修改;法式尾的修改;刀具调用的修改;第四轴的开启与关闭;各种注释部份的删除;钻孔循环的定制;行号的设定与省略;新参数的设定等. (1)法式头的修改. 选中任务树窗口中的"Fanuc OM.pmopt Commands-Start Program"项, 在右边图形窗口中, 选中法式中不需要的部份, 再点击上方的删除图标, 可以删除该部份内容;如法式中默认的机床回参考点法式段"G91G28XOYOZO", 如在法式启动时不用首先回参考点, 可删除该段内容. (2)法式尾的修改. 在任务树窗口中的"Fanuc OM.pmopt-Commands-Finish Program"项中可以界说法式尾部份的内容.默认的法式尾包括了"G91G28Z0"和"G28XOY0"机床回参考点选项, 如不需要也可以删除. (3)换刀法式段的修改. 选中任务树窗口中的"Fanuc OM.pmopt -Commands-Tool Control-Load First Tool"项, 可以通过选中图形窗口中的"M6"项, 点击添加"BlockNumber", 使T指令和M6指令分行;同样可以使Change Tool项中的T指令和M6指令分行;如采纳手动换刀, 则NC法式中不需换刀法式, 可右键点击"Load First Tool"和"Change Tool", 在快捷键中选中"Deactivate, 以关闭换刀法式. (4)第4轴的开启和关闭. 选中任务树窗口中的"Fanuc OM.pmopt-Settings-Machine Kinematics"项, 右边图形窗口中"KinematicModel"的选项, 默认的"3-Axis"项则关闭第4轴;"4-Axis"项则翻开第4轴, 第4轴翻开后, 需对其方向、原点及行程范围等进行设置. (5)各种注释部份的删除. 法式头部份、换刀部份等都设定了相应的注释, 如不需要这些注释, 可以进人法式头部份、换刀部份, 将其中的注释内容选中删除即可. (6)钻孔循环指令的定制. 翻开任务树窗口中的"Fanuc OM.pmopt-Commands-Drilling Cycles"项, 这里界说了各种钻销循环.如其中的"Single Pecking Setup"界说了基本钻削循环G81指令;"Deep Drill Setup"中界说深孔钻削循环G83指令.如要取消, 可右键点击该指令, 在快捷键中选中"Deactivate", 即可取消该项界说."DrillingCycles"子目录下还有其他钻镬削循环, 可根据机床具体情况进行界说或删除. (7)行号的设定与省略. 点击任务树窗口中的"Fanuc OM.pmopt-Settings-Global Constants"选项, 右边图形窗口中"OutputBlock Number, 项的"Value"框中的值, 默认的为Yes ,显示行号;改为No, 则不显示行号;"Block Increment"项为法式行号间距, "Value"值默认的为10, 可根据需要修改成适合自己的行号间距. (8)新参数的设定. 当数控机床的控制系统在PowerMILL自带的后置处置选项文件中没有的时候,就需要重新界说新的控制系统选项文件.如需专门界说各种经常使用G,M,F,S代码以及坐标暗示等, 可在"Fanuc OM.pmopt-Parameters"项中进行.如, 需修改快进G代码G00, 可双击"Fanuc OM.pmopt -Parameters -General -MotionMode", 在弹出的对话框中对"RAP状态项后面的"Value"值进行修改, 还可以在对话框上半部份的"Prefix"修改快进指令的前缀+G ;如需修改冷却模式的M代码, 可双击"Fanuc OM.pmopt-Parameters-General-Coolant Mode", 在弹出的对话框中进行相应修改;主轴转速可在"Fanuc OM.pmopt-Parameters-General-Spindle Speed"中进行.4基于宏的后处置快速定制在PowerMILL的应用过程中, 一般软件自动编程所对应的机床控制系统都是固定不变的, 如果每次启动都对NC法式的后处置进行相同的设置则显得较麻烦.利用PowerMILL自带的宏的编制, 可以实现每次软件启动后自动进行NC法式后处置的默认定制, 加速NC法式代码的生成, 简化NC法式生成过程. PowerMILL默认每次启动后会自动运行的宏"pmuser.mac"保管在法式装置目录下"X:1ProgramFiles\Delcam\PowerMILL6008\lib\macro".其中"X"代表PowerMILL的装置根目录.这里可以采纳宏将固定不变的NC法式后处置相关设置步伐记录下来, 实现法式启动后自动加载默认的后处置定制.如:希望每次NC法式后处置默认的机床选项文件为系统自带的"Fanuc.pmopt", 默认的NC法式后缀名改为".nc", 所有NC法式的寄存文件夹为"E:\Temp\FANUC".具体实现步伐如下: (1)启动PowerMILL后, 右键单击浏览器最下真个"宏", 点选"记录", 在弹出的"选取记录宏文件"的对话框中设置好宏的保管目录和文件名, 法式开始将后面的每一步把持都记录在宏文件中. (2)翻开菜单"工具-选项", 在弹出的"选项表格"对话框中的"NC法式"标签下, "文件类型"选择"NC法式", "选项文件"选择"Fanuc", 后缀名"tap"改为+nc;, 路径输人"FANUC". (3)右键点击浏览器中的"NC法式", 选"参数选择", 在弹出的"NC参数选择"对话框中的"输出目录"中输人"E:/1emp", 在"机床选项文件"中找到"Fanuc.pmopt"的寄存路径, 本机寄存路径为"D:/ProgramFiles/Delcam/PMPost40001fi1e/Genetic/Fanuc.pmo pt". (4)右键单击浏览器中的宏停止宏的记录. (5)在浏览器的宏目录下翻开编纂刚才生成的宏, 将其中的内容拷贝到系统用户宏"pmuser.mac"中.每次启动PowerMILL后, 法式城市自动读取宏进行默认的后处置设置. 通过以上把持, 可方便实现PowerMILL宏法式的编制, 完成包括后处置等在内的各种默认把持的定制.如果对PowerMILL的把持命令较熟悉, 也可以直接在宏"pmuser.mac"中输人各把持命令完成各项默认把持的定制.如以上后处置的默认设置, 可以在宏"pmuser.mac"中输人以下命令即可:5结束语本文对PowerMILL后处置方法及其设置进行总结探讨, 并结合PowerMILL宏法式的编制, 对快速定制PowerMILL默认后处置的方法进行讨论.PowerMILL的后处置及其设置与早期版本有较年夜改动, 使PowerMILL的后处置功能更加强年夜、更加简便、。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
去掉则使用缺省的刀具与边界 设置加工策略参数 设置切入切出参数
设置进给率与转速
把一个宏改成公用的宏文件——使用缺省的刀具与边界 进给与转速尽量与刀具绑定 进刀量与刀具绑定 Edit Par 'Stepover' "0.1+(Tool.Diameter-6)*0.01” 命令语句是不区分大小写的
2012-10-28
3:运行外挂
4:退出窗体并关闭链接 PM.Disconnect
18 of 33
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
3.2 获取PM版本信息PM.version
19 of 33
Dim astr As String
‘声明astr变量用来储存PM.version返回的值
PM.Connect
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
1.2 PM创建刀具宏的
直接录制成型的
第1行 “; ”代表自动命名,可直接指定创建的刀具名称 “D10 ” 第1行“FORM TOOL”是打开窗口,省略可提高运行速度 第2行 可省略,因为第一行已经指定了创建刀具名称 第3行 设置刀具直径 “D10”可用“; ”号替换 第4行 设置刀具刀号 第5、6行 省略 第7、8行 设置刀具转速与刀具进给率 第9、10行 关闭窗口,省略
9 of 33
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
1.7 PowerMILL宏的前景
目前在PowerMILL2012以上版本,宏已经实现:
添加变量、构造表达式 使用表达式来控制宏的流向 使用系列的关系与逻辑来进行操作 比较判断两个表达式或值 赋值给变量和参数使用分配
10 of 33
广东东莞优胜模具培训学校——杨成老师主讲
1.5 宏文件中加载变量
8 of 33
IMPORT TEMPLATE ENTITY TOOLPATH "Finishing\Constant-Z-Finishing.ptf" EDIT PAR 'Spiral' 1 EDIT PAR 'CutDirection' 'any' EDIT PAR 'Tolerance' "0.01" EDIT PAR 'Thickness' "-0.07" EDIT PAR 'Stepdown' "0.1" EDIT PAR 'CornerRadius.Active' '0' EDIT PAR 'UnsafeSegmentRemoval.Active' '0' EDIT TOOLPATH LEADS LEADIN HARC EDIT TOOLPATH LEADS LEADIN DISTANCE "0" EDIT TOOLPATH LEADS LEADIN ANGLE "90" EDIT TOOLPATH LEADS LEADIN LRAD "(Round((Tool.Diameter/8+Tool.Diameter/15+0.5);0))/2" EDIT TOOLPATH LEADS LEADOUT COPY EDIT TOOLPATH LEADS LINK THRESHOLD "Tool.Diameter*2.5" EDIT TOOLPATH LEADS LINK STRAIGHT EDIT TOOLPATH LEADS LONGLINK INCR EDIT TOOLPATH LEADS SAFELINK INCR EDIT TOOLPATH ; CALCULATE
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
1.3 创建平行精加工宏代码及优化
6 of 33
整理后
直接录制成型
窗体显示代码可省略 界面切换代码可省略 重复代码可省略
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
1.4 创建通用的宏文件及进刀量与刀具的绑定
7 of 33
功能来编写程序 PM为用户提供了两种二次开发形式:宏指令(MACRO)和Visual Basic接口
用户可根据工作的需要开发一些工具 例如:批量碰撞分析、自动程式单、批量编程……等等
刀路重命名工具
模型自动摆放工具
EXCEL程式单工具
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
3 of 33
广东东莞优胜模具培训学校——杨成老师主讲
2.3 :Visual Basic 6.0中文版基本界面介绍
14 of 33
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
2.4 :VB加载PowerSolutionOLE.ocx控件
打开Visual Basic 6.0软件,新建
15 of 33
启动函数 CreateObject: 用法:CreateObject("Pmill.Document") 功能: 启动PowerMILL
PM= PowerMILL31 重命名了
执行函数PM.Execute 用法:PM.Execute <Macro command As String> 功能:向PowerMILL发送命令
工程\部件中 如下图加载控件
工具箱控件
控件加载至窗体
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
2.5 : PowerSolutionOLE.ocx控件的内部函数
16 of 33
连接函数GetObject : 用法:GetObject(, "Pmill.Document") 功能: 建立与已运行的PowerMILL的连接,如果连接不成功,返回Nothing
PM宏录制的步骤 PM宏代码的优化 如何创建一个通用的宏
宏文件中加载变量
定制工具栏与宏引用
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
1.1 PM宏的录制
4 of 33
保存录制宏文件的对话框
录制宏的注意的几个步骤 ① 单击右键记录并设定文件名称 ② 进行操作,每个步骤都需要操作,不然宏不会被记录下来 ③ 点击停止,软件会自动保存一个***.mac的宏文件 ④ 用记事本打开宏可以进行查看并编辑
执行函数PM.ExecuteEx 用法:PM.ExecuteeEx <Macro command As String> 功能:向PowerMILL发送命令,并返回PowerMILL的输出信息
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
17 of 33
Visual Basic 软件编程实例操作 Execute、ExecuteEX函数实例操作 Split、InStr、 For…Next、If…then等函数介绍 【PRINT ENTITY +关键字】语句功能说明与应用 【PRINT FORMVALUE+窗口控件名称】语句的应用
3:新增一个列表控件Listbox1 新增一个按钮控件Command4并设定 Click响应事件
20 of 33
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
21 of 33
3.4 Split、InStr、For…Next、If…then函数及应用
Split函数: 返回下限为 0 的、由指定数量的子串组成的一维数组 InStr函数:指定一字符串在另一字符串中最先出现的位置 Mid 函数: 从字符串中返回指定数量的字符。 LBound 函数: 对于指示的数组维数,返回最小的可用下标 UBound 函数: 返回指定维数数组的最大有效下标 For...Next 语句: 以指定的次数重复一组语句 If...Then...Else 语句: 根据表达式的值,有条件地执行一组语句
广东东莞优胜模具培训学校——杨成老师主讲
2.1 用Visual Basic 做Power MILL二次开发
12 of 33
我们通过接口函数VB程序(外挂) 可以与PM软件进行信息交换
要把在VB程序设置的数据传到 PM软件里面并让PM执行该事件
Power MILL为用户提供了 Visual Basic二次开发接口
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
1 of 33
宏制作及其注意问题 宏优化与宏变量加载 定制工具栏与宏引用
VB与PM的链接方法与应用 VB函数的介绍以及使用
自动编程外挂开发实例
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
关于二次开发的介绍
2 of 33
为了提高使用效率或实现某些本身并不具有的功能,需要做二次开发 例如UG软件会常用到Grip语言、 C++语言来根据自己需要实现的
‘链接PM
astr = PM.version
‘PM.version获取PM版本信息
If astr = 0 Then
‘astr根据返回值判断PM版本,0未无链接状态
Form1.Caption = "链接失败 检查是否与运行PM或重新运行PM"
Else
Form1.Caption = "链接成功 当前PM版本: " & astr
2012-10-28
广东东莞优胜模具培训学校——杨成老师主讲
2.2 :VB外挂如何连接上PM软件
PowerSolutionOLE.ocx控件(VB语言) PowerSolutionDOTNetOLE.dll控件( .NET语言) 模块或类模块链接代码