实训项目十七塞规的使用.doc
塞规测量正确使用方法
塞规测量正确使用方法在进行塞规测量时,需要按照正确的方法进行操作,以确保测量的准确性和可重复性。
以下是塞规测量的正确使用方法。
1.准备工作在开始测量之前,需要进行一些准备工作。
首先,检查塞规是否完好无损,并且表面应清洁,无任何杂质。
其次,确保测量环境的温度和湿度稳定,并且符合测量要求。
2.选择合适的塞规根据被测的零件的尺寸范围选择合适的塞规。
通常情况下,塞规的尺寸范围应与被测零件的公差范围兼容。
如果被测零件的公差范围比较大,则需要使用测量范围较大的塞规。
3.清洁被测零件和塞规在进行测量之前,要先彻底清洁被测零件和塞规。
使用清洁溶剂将两者表面上的污垢和油脂清除干净。
确保塞规和被测零件表面的任何杂质不会对测量结果产生影响。
4.进行测量将被测零件放置在测量台上,并将塞规轻轻插入被测零件的孔中。
在插入塞规之前,确保塞规与被测孔的轴线对齐。
缓慢地将塞规插入被测孔,直到感觉到一定的阻力。
停止插入,并记录插入的深度。
5.检查测量结果从塞规上读取插入深度的测量结果。
确保读取结果的准确性,可以多次测量并取平均值,以减小测量误差。
6.进行数据处理根据测量结果和零件的公差要求,判断被测零件是否合格。
如果测量结果在公差范围内,则认为被测零件合格;如果测量结果超出公差范围,则认为被测零件不合格。
7.维护塞规在使用完毕后,及时清洁和保养塞规,以延长其使用寿命。
可以使用酒精或清洁溶剂擦拭塞规表面,并确保塞规的活动部件灵活可动。
8.校准塞规为保证测量的准确性,需要定期校准塞规。
可以将塞规送到专门的测量实验室或使用内部校准设备进行校准。
校准频率应根据使用频率和精度要求确定。
9.保持测量记录每一次塞规测量都应记录下来,包括被测零件的名称、尺寸范围、测量日期、测量结果等信息。
这样可以追溯测量过程,以便后期分析和判断。
总结:塞规测量是一种常见的尺寸检测方法,正确的使用方法可以提高测量的准确性和可重复性。
遵循上述步骤,并根据需要进行适当的修正和补充,可以确保塞规测量结果的可靠性。
塞规操作规程
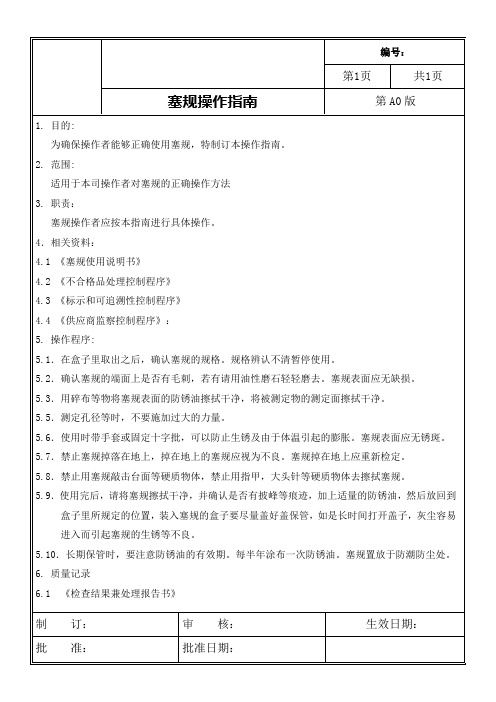
5.2.确认塞规的端面上是否有毛刺,若有请用油性磨石轻轻磨去。塞规表面应无缺损。
5.3.用碎布等物将塞规表面的防锈油擦拭干净,将被测定物的测定面擦拭干净。
5.5.测定孔径等时,不要施加过大的力量。
5.6.使用时带手套或固定十字批,可以防止生锈及由于体温引起的膨胀。塞规表面应无锈斑。
5.10.长期保管时,要注意防锈油的有效期。每半年涂布一次防锈油。塞规置放于防潮防尘处。
6. 质量记录
6.1《检查结果兼处理报告书》
5.7.禁止塞规掉落在地上,掉在地上的塞规应视为不良。塞规掉在地上应重新检定。
5.8.禁止用塞规敲击台面等硬质物体,禁止用指甲,大头针等硬质物体去擦拭塞规。
5.9.使用完后,请将塞规擦拭干净,并确认是否有披峰等痕迹,加上适量的防锈油,然后放回到盒子里所规定的位置,装入塞规的盒子要尽量盖好盖保管,如是长时间打开盖子,灰尘容易进入而引起塞规的生锈等不良。
范围:
适用于本司操作者对塞规的正确操作方法
3.职责:
塞规操作者应按本指南进行具体操作。
4.相关资料:
4.1 《塞规使用说明书》
4.2 《不合格品处理控制程序》
4.3《标示和可追溯性控制程序》
4.4 《供应商监察控制程序》:
5. 操作程序:
塞规的使用
塞规是一种量具,常用的有圆孔塞规和螺纹塞规。
圆孔塞规做成圆柱形状,两端分别为通端和止端,,用来检查孔的直径。
螺纹塞规是测量内螺纹尺寸的正确性的工具。
塞规的使用办法:1.针规的使用,即左手拿被测零件,右手拿针规,对准零件圆孔位垂直轻轻扦入,另外,使用时切忌用力过猛扦,防止损坏针规及测量数据不准确.2.针规的选择,即根据图纸上被测零件圆孔直径的大小,在直径范围内,首先选择规格最小的针规,如:一圆孔直为3.00+0.005mm,应该先用2.950的针规试2.950的针规可入则依次选择较大的针规测试,如2.950的针规不可入则集资选择较小的针规测试.3.针规的读数,既按照针规表面标有的数值读出即可,用针规测量的数应该是一个范围什,即可入的做到值和不可入的最小值.如:一圆孔直径为:?3.00±0.05mm.,用2.950的针规测试可入,而用2.975的针规不可入,那么此圆孔的直径为2.950-2.975mm,作业记录为2.950(可入)-2.975(不可入),另外,此圆孔如用比3.050大的针规可入或比2.950小的不可入,则此孔为不合格.4.针规用完后应将其放回原处,妥善保管.扩展资料:塞规又称针规;针规是由白钢、工具钢、陶瓷、钨钢轴承钢等或其他材料制成的硬度较高的具有特定尺寸的圆棒。
针规适用于机械电子加工中孔径、孔距、内螺纹小径的测量,特别适于弯曲槽宽及模具尺寸的测量。
用于检查位置,测量孔的尺寸,检查两孔距,也可作通止规及测量孔的深度用,是孔的标准化检测的必备检具,用国际先进的激光检测仪检测工件。
并广泛用于电子板、线路板、模具、精密机械制造等各种高精尖技术的领域。
外观形式有光滑针规、带柄针规、镀钛针规、陶瓷针规等。
运用电子塞规常见问题:1、取放电子塞规时,必须用手指套,不可以直接用手掌取放,避免锈蚀。
2、必须放入原点,不可以错乱。
3、对规格小于1mm的塞规要别当心运用,防止支承太大了形变或断。
塞规环规使用说明
塞规环规使用说明塞规(Caliper)和环规(Divider)是一种常见的测量工具,在各种工程和制造领域被广泛应用。
它们可以用于测量线距、直径、长度、角度等各种物理量。
本文将介绍塞规和环规的使用方法和注意事项。
一、塞规的使用方法和注意事项:1.缩小测量范围:如果要测量一个小孔或窄缝的直径,首先要把塞规的测量范围缩小到与被测尺寸相同的范围。
这可以通过调节两只测量腿的距离来实现。
2.调整测量腿:将塞规放置在待测物体上,轻轻旋转调整塞规的测量腿,直到它们紧密地贴合在物体上。
确保测量腿的末端和物体的表面平行。
3.读数:读取塞规上的刻度值来确定被测物体的尺寸。
正常塞规的最小刻度是0.1毫米或0.02英寸。
为了减小误差,可以多次测量,并取平均值作为最终结果。
4.避免误差:使用塞规测量时,应避免过度施加力量,以免造成测量误差。
同时,还要确保塞规的测量腿没有松动,这可能导致测量结果不准确。
5.保养和储存:使用完毕后,应将塞规擦拭干净并涂上一层防锈剂,以防止生锈。
存放时,应将塞规置于干燥的地方,避免与尖锐物品接触,以免刮伤测量腿。
二、环规的使用方法和注意事项:1.调整距离:将环规放置在待测物体上,轻轻调整两只测量腿的距离,直到它们紧密地贴合在物体上。
确保测量腿的末端和物体的表面平行。
2.读数:读取环规上的刻度值来确定被测物体的尺寸。
正常环规的最小刻度是0.1毫米或0.02英寸。
与塞规一样,为了减小误差,可以多次测量,并取平均值作为最终结果。
3.测量角度:环规还可以用于测量角度。
将环规的测量腿放在角度上,调整腿的距离,直到它们与被测角度的两条边分别贴合。
然后,可以通过刻度上的数值来确定角度的大小。
4.避免误差:使用环规测量时,同样要避免过度施加力量,以免造成测量误差。
此外,还要确保测量腿没有松动,这可能导致测量结果不准确。
5.保养和储存:使用完毕后,应将环规擦拭干净并涂上一层防锈剂,以防止生锈。
存放时,应将环规置于干燥的地方,避免与尖锐物品接触,以免刮伤测量腿。
塞规的用法——精选推荐
塞规的用法
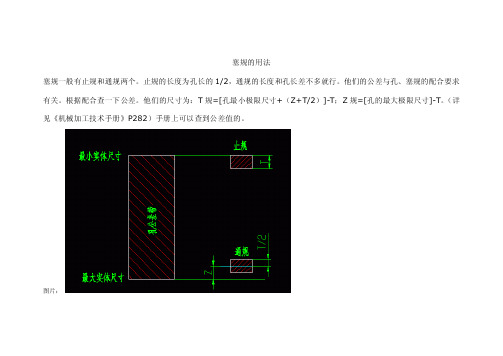
塞规一般有止规和通规两个。
止规的长度为孔长的1/2,通规的长度和孔长差不多就行。
他们的公差与孔、塞规的配合要求有关。
根据配合查一下公差。
他们的尺寸为:T规=[孔最小极限尺寸+(Z+T/2)]-T;Z规=[孔的最大极限尺寸]-T。
(详见《机械加工技术手册》P282)手册上可以查到公差值的。
图片:
工作量规的制造公差带为T.
止规的公差带紧靠工件的最小实体尺寸;
通规的公差带中心偏离工件的最大实体尺寸一个Z值距离.
我们国家汽车行业按照“汽车标准件手册”的规定:螺距为0.5-0.8mm镀前6f,镀后6g,螺距大于或等于1mm镀前6e,镀后6g。
但是对于国家标准规定的标准紧固件,应该是镀前6g,镀后6h
T值和Z值请参阅GB1957-81.
每組是由通側(GO)與不通側(NOGO)組成,檢查時通側需全部旋轉通過,
不通側僅能轉入2牙為合格。
設定與螺紋規格同等級,而依使用目的分為
※特殊規範, 歡迎洽詢。
塞规作业指导书
塞规作业指导书引言概述:塞规是一种常用的测量工具,广泛应用于制造业和机械加工领域。
本文将详细介绍塞规的使用方法和注意事项,以帮助读者正确使用塞规进行测量。
一、塞规的基本概念和结构1.1 塞规的定义:塞规是一种用于测量孔径尺寸的工具,由测量柄和测量头组成。
1.2 塞规的结构:测量柄一般为圆柱形,一端连接测量头,另一端有刻度尺。
测量头通常为圆柱形,根据测量要求有不同的直径。
1.3 塞规的分类:塞规按照测量范围和精度分为标准塞规和测量塞规。
标准塞规用于检查孔径的尺寸是否合格,而测量塞规用于测量孔径的实际尺寸。
二、塞规的使用方法2.1 准备工作:选取适当的塞规,清洁塞规表面,并确保测量孔的表面也干净。
2.2 测量操作:将塞规轻轻插入待测孔内,确保与孔壁接触紧密。
然后,通过旋转塞规刻度尺,观察刻度尺与孔壁之间的间隙,确定孔径尺寸。
2.3 测量记录:将测量结果记录在测量记录表中,包括塞规型号、测量日期、测量值等信息。
三、塞规的使用注意事项3.1 选择合适的塞规:根据待测孔径范围选择合适的塞规,避免使用过大或过小的塞规。
3.2 注意测量力度:插入塞规时,要保持适当的力度,避免过度压入或松动。
3.3 防止测量误差:在插入塞规时,要确保塞规与孔壁接触紧密,避免产生测量误差。
四、塞规的维护与保养4.1 定期清洁:使用后应及时清洁塞规表面,避免灰尘和污垢对测量结果的影响。
4.2 防止碰撞:塞规应妥善保管,避免与其他硬物碰撞,以免损坏测量头。
4.3 定期校准:为确保测量结果的准确性,塞规应定期送检校准。
五、塞规的应用领域5.1 机械加工:塞规用于测量零件的孔径尺寸,确保零件的尺寸符合要求。
5.2 制造业:塞规用于检查产品的孔径尺寸,确保产品质量。
5.3 质量控制:塞规用于质量控制过程中的检测和测量,确保产品符合标准要求。
结论:通过本文的介绍,我们了解了塞规的基本概念和结构,学习了塞规的使用方法和注意事项,并了解了塞规的维护与保养要点。
塞规测量正确使用方法
塞规怎么用?螺纹拧紧后,应用塞规进行测试,一种是通用规,另一种是停规。
总规和停车规的含义是什么?应首先使用哪个头进行测量?当普通量规进入校验规时,只需输入几个螺距即可使螺纹合格。
如果普规可以进入检验规,也可以进入检验规,说明螺纹大,相位在扩大。
我来回答分享报告。
1、提前测量待测孔直径2113,找出距离待测孔直径最近的塞规5261,试着将4102插入待测孔。
2.如果可以插入,将第一个规格的塞规插入1653的试装,直到不能安装的塞规小于第一个规格的塞规,即该孔的孔径。
3.如果不能插入,则将规格较小的塞规插入试装,直到可以安装塞规为止,该塞规的标准值为待测孔的直径。
塞规又称针规;针规由白岗、工具钢、陶瓷、钨钢、轴承钢等材料制成,硬度高,尺寸大。
针规适用于机电加工中的孔径、螺距和内螺纹直径的测量,特别适用于弯曲槽宽度和模具尺寸的测量。
它用于检查位置,测量孔的大小,检查两个孔之间的距离,也可以用作止动规,测量孔的深度。
它是标准化检测孔洞的必备检测工具,采用国际先进的激光探伤仪对工件进行检测。
并广泛应用于电子板、电路板、模具、精密机械制造等高科技领域。
外观形式有光滑针规、带柄针规、镀钛针规、陶瓷针规等。
1.使用前应检查塞规2113的测量面,不要生锈。
5261个峰、划痕、4102个黑点等;塞规标记1653应正确、清晰。
2.塞规的功能必须在定期检验期内,并有足以证明塞规合格的检定证书或标志或其他文件。
3.塞规测量标准条件:温度为20°C,测力为0。
在实际使用中很难满足这一要求。
为了减小测量误差,尽量用塞规和被测件在等温条件下进行测量,所用的力应尽可能小。
旋转时不允许将塞规用力推入孔内或向内推。
4.测量时塞规应沿孔轴线插入或拔出,不能倾斜,塞规插入孔内。
请勿转动或摇动塞规。
塞规的使用方法-塞规读数技巧【干货】
塞规的使用方法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.塞规是一种用来测量工件内尺寸的精密量具,光面塞规做成最大极限尺寸和最小极限尺寸两种。
塞规的使用,是为了提高测量的准确度,对特殊或较小的圆孔进行测量。
它的最小极限尺寸一端叫做通端,最大极限尺寸一端叫做止端。
检查工件时,合格的工件应当能通过通端而不能通过止端。
需要注意的一点是,螺距为0.35毫米或更小的,2级精度及高于2级精度的螺纹塞规,和螺距为0.8毫米或更小的3级精度的螺纹塞规都没有止端测头。
使用方法:应先预测此孔的直径,将最接近此孔直径的塞规找出,并试着插入此孔。
若能插入此孔,则再将大一规格的塞规进行试装,直至不能装入的塞规,则此塞规小一规格的塞规标值,即为此孔的孔径;若不能插入,则再将小一规格的塞规进行试装,直至能装入的一个塞规,则此孔径为此塞规的标值。
在使用塞规时,需要注意以下几点: 1.拿取塞规时,一定要用手指套,不能直接用手拿取,防止生锈;2.一定要放回原位,不能混乱;3.对规格小于1mm的塞规要特别小心使用,预防受力太大变形或断;4.在检查孔径时,塞规插入不能太紧或太松;5.使用后应擦干净放回盒子里,不能随时丢一边,长时间不使用应擦上一薄层油,确保长时间使用。
检验结果:如果被测孔能被塞规的通端轻轻通过,表示孔的直径比最小极限尺寸大;反之如果被测孔不能塞规的止端通过,表明孔的直径比最大极限尺寸小—,说明被检孔的直径在所规定的极限尺寸范围内——合格。
如果通端塞不进孔内,止端当然进不去,即表明被检孔的直径做得太小,比允许的最小极限尺寸还要小——不合格。
如果塞规的通端和止端殾有塞入被检孔内,即说明孔的实际尺寸比允许的最大极限尺寸还要大,超差了——不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实训项目十七塞规的使用实验
一、实验目的
1.观察塞规,掌握塞规的结构。
2.正确掌握塞规测量方法并保证工件测量精度。
二、实验设备和工具
1. 塞规。
2.被测零件。
三、实验原理
塞规是一种专用量具。
塞规是批量检测孔径的量具,有两个圆头,一头称为通规,是孔径的下
偏差,另一头称为止规,是孔径的上偏差。
在检测孔径时,通规能塞进去
而止规塞不进去,则此孔径是合格的,就是在公差范围之内的,否则就是
不合格的。
四、塞规的结构、种类
塞规用来测量工件的孔、槽等尺寸,常用的形式如图44-1 所示。
图 44-1塞规的结构
塞规规格:Ф3—Ф 500mm,特殊型号可以根据产品尺寸公差定做。
塞规种类:
1.光面塞规:光面塞规是一种用来测量工件圆孔内尺寸的精密量具,光面塞规可做成最大
极限尺寸和最小极限尺寸两种。
2.孔用塞规:孔用塞规是光滑极限量规中的一种,是没有刻度的定尺寸的专用量具,用
于检验光滑孔的直径尺寸。
3.键槽塞规:键槽塞规主要用以检验键槽的宽度,为方便测量,故加工为通端和止端,
外形是片形。
因其具有测量方便,测量误差小等优点。
4.锥度塞规:锥度塞规主要用于检验产品的大径、锥度和接触率,属于专用综合检具,
锥度塞规可以根据客户提供的图纸或大头直径尺寸,锥柄长度,锥度比加工定做。
- 1 -
五、实验步骤
1.实验准备工作
做好检测准备(工件、塞规)。
2.塞规的“通规”,是用来控制孔的体外作用尺寸,其基本尺寸应按孔的最小极限尺寸制造:“止规”则是用来控制孔的局部实际尺寸,其基本尺寸应按孔的最大极限尺寸制造。
3.测量时的三种结果如图 44-2 所示。
图 44-2
六、注意事项:
塞规是固定尺寸的量具,长期使用会磨损,需定期检测。
否则会造成误判。
七、完成实验报告并回答思考题
实验结果
误差及合格判断序号项目检测结果
误差是否合格1零件内径检测
思考题 :
(1)如何用塞规检测零件尺寸?
(2)用塞规检测零件的注意事项有哪些?
- 2 -。