74焊缝外观质量检查记录
焊缝外观检查和实测记录
焊缝外观检查和实测记录
1. 焊缝形貌,焊缝应该呈现出均匀、平整的外观,焊接表面不
应有凹凸不平、气孔、夹渣等缺陷。
2. 焊接尺寸,焊缝的宽度、高度等尺寸应符合设计要求,需要
进行实际测量并记录。
3. 焊接变形,焊接过程中可能会产生变形,需要检查焊接变形
情况,确保在允许范围内。
在实测记录方面,我们需要详细记录以下内容:
1. 焊接工艺规程,记录所采用的焊接工艺规程,包括焊接方法、焊接参数、焊接材料等信息。
2. 焊接人员,记录参与焊接的人员信息,包括焊工姓名、操作
证号等。
3. 焊接设备,记录使用的焊接设备型号、编号、检定情况等信息。
4. 检验工具,记录用于检验的工具和仪器,包括焊缝检测仪、
焊缝测量工具等。
5. 检验结果,详细记录焊缝外观检查的结果,包括发现的缺陷、尺寸测量结果等。
6. 处理措施,如果发现了焊缝质量问题,需要记录相应的处理
措施,以及处理后的检验结果。
总之,焊缝外观检查和实测记录需要全面、详细地记录焊接过
程中的各项信息,以确保焊接质量符合要求并留下可追溯的记录。
焊缝外观检查记录(汇总)
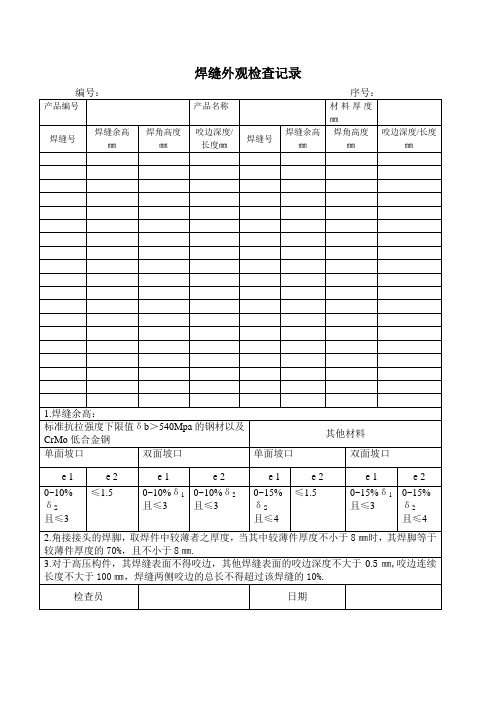
编号:
产品编号 焊缝余高 ㎜ 焊角高度 ㎜ 产品名称 咬边深度/ 长度㎜ 焊缝余高 ㎜
序号:
材料厚度 ㎜ 焊缝号 焊角高度 ㎜ 咬边深度/长度 ㎜
焊缝号
1.焊缝余高: 标准抗拉强度下限值δ b>540Mpa 的钢材以及 CrMo 低合金钢 单面坡口 双面坡口 单面坡口 e1 0~10% δ S 且≤3 e2 ≤1.5 e1 0~10%δ 且≤3
焊缝目测检验记录 VISUAL INSPECTION REPORT OF WELDS 工作令号 Job No. Procedure No./Rev. 检验规程号/版次:
编号 No.:
检查内容 Inspection content
实际检测 结果 Actual finding
Remarks 附注
1 2 3 4 5 6 7 8 9 10
焊接检验记录
编号:BKJD/JL3046 名称 图号 外观检查: 表面气孔:无 钳架体 PSZ75B-70D-B-01-00 记录编号 检验员 08 年 11 月 12 日 08-30 李海峰
表面裂纹:无
未熔合:无
根部凹陷:无
未焊透:无
金相检验(角焊缝) : 根部:√焊透 未焊透 焊缝:√熔合
未熔合 焊缝、热影响区: 有裂纹
1
其他材料 双面坡口 e2 ≤1.5 e1 0~15%δ 且≤3
1
e2 0~10%δ 且≤3
2
e1 0~15% δ S 且≤4
e2 0~15% δ 2 且≤4
2.角接接头的焊脚,取焊件中较薄者之厚度,当其中较薄件厚度不小于 8 ㎜时,其焊脚等于 较薄件厚度的 70%,且不小于 8 ㎜. 3.对于高压构件,其焊缝表面不得咬边,其他焊缝表面的咬边深度不大于 0.5 ㎜,咬边连续 长度不大于 100 ㎜,焊缝两侧咬边的总长不得超过该焊缝的 10%. 检查员 日期
焊缝外观检查记录

焊缝外观检查记录焊缝外观检查是对焊接过程中形成的焊缝进行检查、评价和记录的过程。
正确的外观检查可以帮助我们发现焊接缺陷和不符合要求的焊缝质量,从而采取相应的措施进行修复或改进。
下面是对焊缝外观检查进行详细记录的一份报告,字数超过1200字。
一、检测目的二、检测对象三、检测设备1.放大镜:用于观察焊缝表面的细微缺陷。
2.显微硬度计:用于测量焊缝的硬度。
四、检测方法1.视觉检查:通过肉眼观察焊接表面,发现焊接缺陷和不良现象。
2.放大镜检查:在需要观察细微缺陷的情况下,使用放大镜放大焊接表面,以便更清晰地观察和分析。
3.硬度测量:使用显微硬度计对焊缝进行硬度测试,以评估焊缝的力学性能。
五、检测结果及记录日期:xxxx年xx月xx日检测人员:xxxa.焊缝1(位置):视觉检查:焊接表面光洁,无明显凹凸、气孔、裂纹等缺陷。
放大镜检查:焊接表面细微缺陷较少,但仍有个别细微气孔。
硬度测量:平均硬度值为xxx。
b.焊缝2(位置):视觉检查:焊接表面光洁,无明显凹凸、气孔、裂纹等缺陷。
放大镜检查:焊接表面细微缺陷较少,无明显气孔。
硬度测量:平均硬度值为xxx。
c.焊缝3(位置):视觉检查:焊接表面有较明显的凹凸,存在气孔和夹渣现象。
放大镜检查:焊接表面存在明显的气孔和夹渣现象,缺陷数量较多。
硬度测量:平均硬度值为xxx。
2.检测结论与建议焊缝1和焊缝2的外观检查结果良好,符合要求,焊接工艺稳定,无需进一步处理。
焊缝3存在明显缺陷,需要进一步分析原因并采取相应的解决方案,可能需要调整焊接参数、改进焊接工艺或更换焊接材料。
六、检测记录问题与不足1.外观检查结果主要以文字描述,对于焊接缺陷的位置、大小及分布等没有进行图像记录。
2.对于焊接缺陷的评估依赖于观察者的主观判断,存在一定的主观性和不准确性。
3.对于焊缝的硬度测量结果缺乏比较标准和参考值,无法准确评估其强度。
七、改进措施1.对焊接缺陷进行拍照记录,并建立缺陷分类和评估标准,以提高检测结果的客观性和可比性。
焊缝外观质量检查记录
0,1
无
合格
10
O-A
无
无
无
2.2
无
2
0.2
无
合格
11
O-A
无
无
无
2,3
无
2
0
无
合格
12
O-A
无
无
无
2,1
无
2.5
0.1
无
合格
13
O-A
无
无
无
2.5
无
2
0.1
无
合格
14
O-A
无
无
无
2.2
无
2,.3
0
无
合格
15
O-A
无
无
无
2.1
无
2.5
0.1
无
合格
16
O-A
无
无
无
2.4
无
2
0
无
合格
17
O-A
无
无
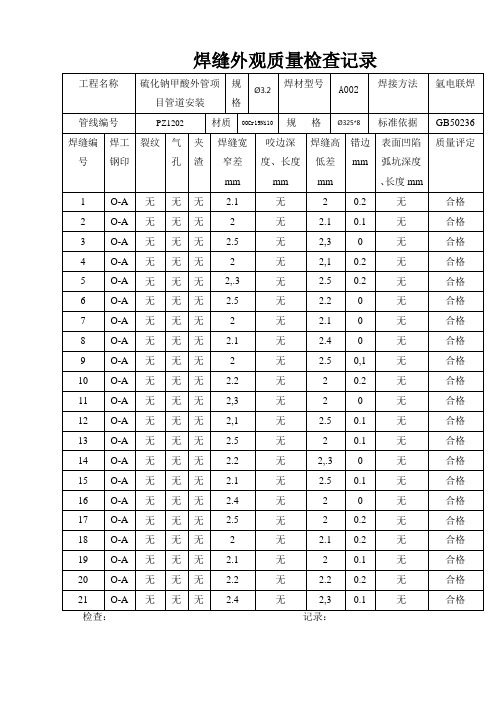
焊缝外观质量检查记录
工程名称
硫化钠甲酸外管项目管道安装
规格
Ø3.2
焊材型号
A002
焊接方法
氩电联焊
管线编号
PZ1202
材质
OOCr19Ni10
规格
Ø325*8
标准依据
GB50236
焊缝编号
焊工钢印
裂纹
气孔
夹渣
焊缝宽窄差
mm
咬边深度、长度
mm
焊缝高低差mm
错边
mm
表面凹陷
弧坑深度
、长度mm
质量评定
1
O-A
无
焊缝外观质量检查原始记录本
表号:GQL-ES20焊缝外观质量检查原始记录本第册共册项目名称:标段:开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)说明1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。
按照施工的时间顺序填写,不得补记。
2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。
3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监理栏划上“/”。
4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转抄记录本上。
5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报告上要注明数据在记录本的位置。
6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。
7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表表号:GQL-ES20工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期序号项目简图质量要求(mm)实测结果1 咬边△△横、纵向受拉对接焊缝不允许横向受压对接焊缝Δ≤0.3主要角焊缝Δ≤0.5其它焊缝Δ≤1.02 气孔对接焊缝不允许主要角焊缝直径小于1.0 每m不多于3个,其间距不小于20㎜其它焊缝直径小于1.53 焊脚尺寸主要角焊缝K+20;其他角焊缝K+2-1,手弧焊全长10%范围内允许K+3-14 焊波h≤2(任意25mm范围内)5余高(对接)b≤15时,h≤3;15<b≤25时,h≤4;b>25时,h≤4b/25单面焊接的横向对接焊缝背面余高h≤26余高铲磨(对接)△△Δ1≤ 0.5Δ2≤ 0.3表面粗糙度Ra50μm7 裂纹、未熔合、未填满、焊瘤结论备注检查人员日期监理工程师日期。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/91a48b93767f5acfa0c7cd95.png)
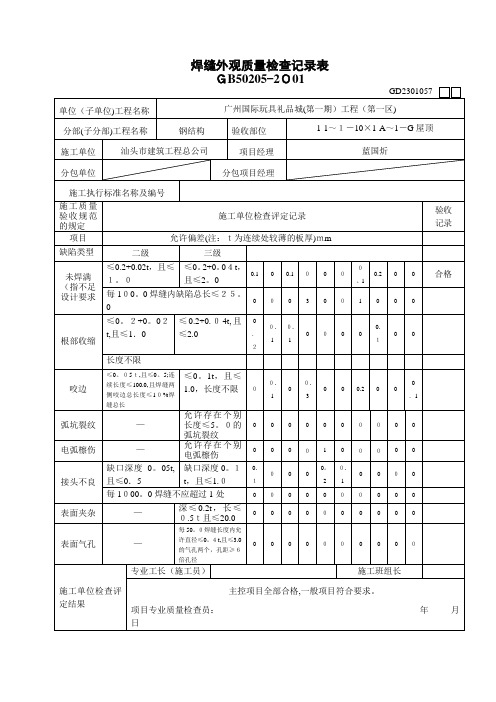
GB50205-2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
32~42×J1×H1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
咬边
≤,且≤;连续长度≤,且焊缝两侧咬边总长度≤10%焊缝总长
≤,且≤,长度不限
合格
弧坑裂纹
—
允许存在个别长度≤的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度,且≤
缺口深度,且≤
合格
每焊缝不应超过1处
1
0
0
0
1
0
0
0
1
0
合格
表面夹杂
—
深≤,长≤且≤
表面气孔
—
每焊缝长度内允许直径≤,且≤的气孔两个,孔距≥6倍孔径
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤+,且≤
≤+,且≤
0
0
0
0
0
0
合格
每焊缝内缺陷总长≤
0
0
0
3
0
0
1
0
0
0
根部收缩
≤+,且≤
≤+,且≤
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/49c195e14431b90d6d85c7c9.png)
GB50205-2001
GD2301057
单位(子单位)工程称号
广州国际玩具礼物城(第一期)工程(第一区)
分部(子分部)工程称号
钢布局
验收部位
1-1~1-10×1-A~1-G屋顶
施工单位
汕头市建筑工程总公司
项目司理
蓝国炘
分包单位
分包项目司理
施工执行尺度称号及编号
施工质量验收规范的规定
≤0.1t,且≤1.0,长度不限
0
0
0
0
0
0
合格
弧坑裂纹
—
允许存在个别长度≤
0
0
0
0
0
0
0
0
0
0
合格
电弧檫伤
—
允许存在个别电弧檫伤
0
0
0
0
1
0
0
0
0
0
合格
接头不良
缺口深度0.05t,且≤
缺口深度0.1t,且≤
0
0
0
0
0
0
0
合格
0
0
0
0
0
0
0
0
0
0
合格
概况夹杂
—
深≤0.2t,长≤≤
0
0
0
0
0
0
0
0
0
0
≤0.2+0.04t,且≤
合格
长度不限
咬边
≤0.05t,且≤0.5;持续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
≤0.1t,且≤1.0,长度不限
合格
弧坑裂纹
—
样表-焊缝外观质量检查记录表[1]
![样表-焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/a66ff9ee80eb6294dd886cbe.png)
0.3
合格
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度0.05t,且≤0.5
缺口深度0.1t,且≤1.0
0.5
0.2
0.3
0.5
0.4
0.2
0.4
0.2
0.3
0.2
合格
每1000.0焊缝不应超过1处
0
1
1
0
0
1
0
1
0
1
合格
表面夹杂
—
深≤0.2t,长≤0.5t且≤20.0
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
0.5
0.3
0.4
0.8
0.3
0.7
0.5
0.9
0.4
1.1
合格
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
≤0.1t,且≤1.0,长度不限
0.2
0.4
0.3
0.4
0.5
0.2
0.1
0.3
焊缝外观质量检查记录表
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
1-1~1-10×1-A~1-G屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
焊缝外观质量检查记录

长度不限
咬
边
≤0.05 t ,且 ≤ 0.5;连续 长度≤ 100.0,且焊缝两侧 ≤0.1 t ,且≤1.0,长度不 0.5 0.6 0.8 0.9 咬边总长度≤10%焊缝总 限 长 — — 缺口深度0.05 t ,且≤0.5 允许存在个别长度≤5.0 的弧坑裂纹 允许存在个别电弧擦伤 缺口深度0.1 t ,且≤1.0
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
每100.0焊缝内缺陷总长≤25.0 ≤0.2+0.02 t ,且≤ 1.0 ≤0.2+0.04 t ,且≤2.0
3.0 1.2 4.0 2.5 5.0 4.0 1.0 3.0 2.0 6.0 0.8 0.5 0.4 0.8 1.1 0.5 1.2 0.7 0.9 1.2 / / / / / / / / / /
焊缝外观质量检查记录表
GB 50205-2001
GD2301057 0 单位(子单位)工程名称 中山市宝科生产基地溶剂车间A,B,C,D天面钢结构工程 分部(子分部)工程名称 主体结构(钢结构 ) 施工单位 制造单位 广东三穗建筑工程有限公司中山分公司 东莞市宏发钢铁结构材料有限公司 验收部位 项目经理 分包项目经理 车间A钢梁 1
0.2 / 2 / 0.7 / 1 / 1 /
1
0.7 0.6 0.8 0.2
1
弧坑裂纹 电弧擦伤 接头不良
4 /
0.6 0.5 / / 1 /
1 /
5 /
3 /
0.3 0.9 0.2 / 1 / 0.9 / 1
0.8 0.7 / /
0.2 0.7 0.5 / / 2 / 1.5
每1000.0焊缝不应超过1处
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
焊缝外观目测检查记录表
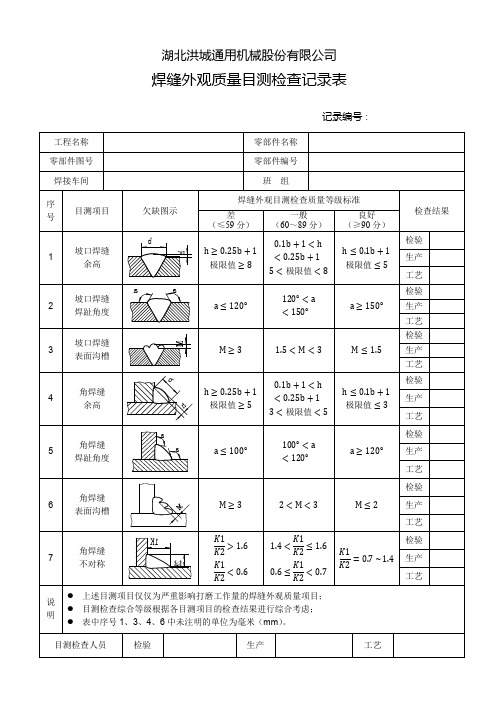
湖北洪城通用机械股份有限公司焊缝外观质量目测检查记录表记录编号:工程名称 零部件名称 零部件图号 零部件编号焊接车间班组序 号目测项目欠缺图示焊缝外观目测检查质量等级标准检查结果 差(≤59分) 一般(60~89分) 良好(≥90分) 1坡口焊缝余高h ≥0.25b +1 极限值≥8 0.1b +1<ℎ<0.25b +1 5<极限值<8 h ≤0.1b +1 极限值≤5检验 生产 工艺 2坡口焊缝焊趾角度a ≤120° 120°<a <150°a ≥150°检验生产 工艺 3坡口焊缝表面沟槽M ≥31.5<M <3M ≤1.5检验生产 工艺4 角焊缝余高h ≥0.25b +1 极限值≥5 0.1b +1<ℎ<0.25b +1 3<极限值<5h ≤0.1b +1 极限值≤3检验生产 工艺 5角焊缝焊趾角度a ≤100° 100°<a<120°a ≥120°检验生产 工艺 6角焊缝表面沟槽M ≥32<M <3 M ≤2检验生产 工艺7角焊缝 不对称K 1K 2>1.6 K 1K 2<0.6 1.4<K 1K 2≤1.6 0.6≤K 1K 2<0.7K 1K 2=0.7~1.4 检验生产 工艺说明● 上述目测项目仅仅为严重影响打磨工作量的焊缝外观质量项目; ● 目测检查综合等级根据各目测项目的检查结果进行综合考虑; ● 表中序号1、3、4、6中未注明的单位为毫米(mm )。
目测检查人员 检验生产工艺目测检查综合等级检查时间bhaaMbhaaMK 1K 2。
安装焊缝外观质量检查记录

安装焊缝外观质量检查记录一、前言焊接作为一种常用的连接工艺,在工业生产过程中起着重要作用。
焊接质量的好坏直接关系到焊接结构的强度、密封性和耐久性等,因此焊缝外观质量检查是非常重要的环节。
本文将就焊缝外观质量检查的内容和记录方式进行详细介绍。
二、焊缝外观质量检查的内容焊缝外观质量可以通过以下几个方面进行检查:1.焊缝的几何尺寸:检查焊缝的高度、宽度、深度和形状等几何尺寸是否符合设计要求。
2.焊缝的表面质量:检查焊缝的表面是否平整,是否有裂纹、气孔、夹渣等缺陷。
3.焊缝的外观形态:检查焊缝的形态是否符合要求,如焊缝的形状是否匀称、是否有变形等。
4.焊缝的焊接变色:检查焊缝的焊接变色情况,如是否有较大的焊接变色、是否有明显的变色极限线等。
5.焊缝的外观清洁度:检查焊缝的外观是否存在漏焊、飞溅、高温氧化等问题,焊缝周围是否干净。
三、焊缝外观质量检查的记录方式焊缝外观质量检查可以采用记录表格的方式进行,以下是一种常用的记录表格示例:焊缝编号,焊缝位置,检查日期,检查人员,外观缺陷,备注----------,----------,----------,----------,----------,----------1,焊缝1,2024/01/01,张三,无缺陷2,焊缝2,2024/01/01,李四,夹渣,重新清理焊缝3,焊缝3,2024/01/02,王五,裂纹,焊接补强在记录表格中,每一行代表了一次焊缝外观质量检查的结果。
表格中的列依次包括焊缝编号、焊缝位置、检查日期、检查人员、外观缺陷和备注。
在填写记录表格时,需要准确记录每一次检查的具体情况。
对于有外观缺陷的焊缝,需要在备注栏中说明缺陷的具体情况,并提出相应的处理措施。
四、总结焊缝外观质量检查是保证焊接质量的重要环节,在焊接过程中要严格按照相关标准和要求进行检查,并将检查结果准确记录下来。
通过焊缝外观质量检查记录表格的形式,不仅可以使检查工作更加规范和有序,还可以为后续的修复和改进提供依据。
焊缝外观质量检查记录表
0.3
0。5
0.7
0。8
0。2
0.6
0.4
0.2
0.6
每100.0焊缝内缺陷总长≤25.0
21
20
15
14
13
14
18
20
14
13
根部收缩
≤0。2+0.02t,且≤1.0
≤0.2+0。04t,且≤2。0
0.5
0.2
0.4
0。6
0.2
0。7
0.2
0.3
0.5
0。8
长度不限
咬边
≤0.05t,且≤0。5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
GB50205—2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
26~43×L1×K1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
≤0.1t,且≤1。0,长度不限
0。2
0.3
0.5
0。6
0。4
0.2
0。1
0.5
0.3
0。1
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度0。05t,且≤0.5
缺口深度0.1t,且≤1。0
0.2
0。3
0.5
0.4
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/df930a796529647d26285289.png)
度≤100.0,且焊缝两侧
≤0.1t,且≤
咬边总长度≤10%焊缝 1.0,长度不限 0
0
00
00
总长
—
许可消失个体
长度≤
00 000 00 000
—
许可消失个体
电弧檫伤
00 001 00 000
缺口深度 0.05t, 缺口深度 0.1t,
且≤
且≤
000
0000
00 000 00 000
概况搀杂
—
深≤0.2t,长≤
监理(扶植)单 位验收结论
GD2301057
专业监理工程师(扶植单位项目专业技巧负责人): 年代日
焊缝外不雅质量检讨记载表 GB50205-2001
单位(子单位)工程名
广州国际玩具礼物城(第一期)工程(第一区)
称 分部(子分部)工程名
称
钢构造
验收部位
G 屋顶
施工单位
汕头市建筑工程总公司
项目司理
分包单位
分包项目司理
施工履行尺度名称及编号
施工质量验收 规范的划定
施工单位检讨评定记载
项目 缺点类型
二级
许可误差(注:t 为持续处较薄的板厚)mm 三级
≤0.2+0.02t,且≤ ≤ 0.2+0.04t, 且
未焊满(指缺
≤
少设计请求 ≤
21 20 15 14 13 14 18 20 14 13
根部压缩
≤0.2+0.02t,且≤ ≤0.2+0.04t,且≤ 长度不限
000000 0 000
—
深≤0.2t,长≤≤ 0 0 0 0 0 0 0 0 0 0
概况气孔
—
≤0.4t, 且≤3.0 的气孔
焊缝外形及尺寸检验记录
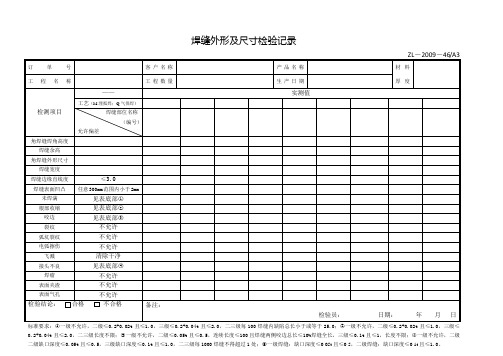
ZL-2009-46/A3
订单号
客户名称
产品名称
材料厚度
工程名称
工程数量
生产日期
检测项目
——
实测值
工艺(M埋弧焊;Q气保焊)
焊缝部位名称
(编号)
允许偏差
角焊缝焊角高度
焊缝余高
角焊缝外形尺寸
焊缝宽度
焊缝边缘直线度
≤3.0
焊缝表面凹凸
任意300mm范围内小于2mm
未焊满
见表底部
根部收缩
见表底部
咬边பைடு நூலகம்
见表底部
裂纹
不允许
弧坑裂纹
不允许
电弧擦伤
不允许
飞溅
清除干净
接头不良
见表底部
焊瘤
不允许
表面夹渣
不允许
表面气孔
不允许
检验结论:合格不合格
备注:
检验员:日期:年月日
标准要求:一级不允许,二级≤0.2+0.02t且≤1.0,三级≤0.2+0.04t且≤2.0,二三级每100焊缝内缺陷总长小于或等于25.0;一级不允许,二级≤0.2+0.02t且≤1.0,三级≤0.2+0.04t且≤2.0,二三级长度不限;一级不允许,二级≤0.05t且≤0.5,连续长度≤100且焊缝两侧咬边总长≤10%焊缝全长,三级≤0.1t且≤1,长度不限;一级不允许,二级二级缺口深度≤0.05t且≤0.5,三级缺口深度≤0.1t且≤1.0,二三级每1000焊缝不得超过1处;一级焊缝:缺口深度≤0.05t且≤0.5,二级焊缝:缺口深度≤0.1t且≤1.0。
施焊及焊缝外观检查记录

制造编号
焊接方法
第 页
共 页
施 焊 记 录
焊缝外观检查记录
焊缝代号
焊层
焊 材
焊接电源
焊接电流(A)ຫໍສະໝຸດ 电弧电压(V)保护气体流量(L/min)
焊接速度cm/min
焊工钢印
施焊日期
余高或焊脚高
缺陷名称及尺寸
检查
结果
牌号
规格
代号
设备型号
种类
极性
正面
反面
环境温度: ℃
相对湿度: %
备注:1.产品焊接试板制备、焊缝返修亦用此表记录;
2.如需焊前预热,应在此栏内记录加热方式、预热温度范围、层间温度及测温方法。
施焊及焊缝外观检查记录
检查员: 日期: 监检员: 日期:
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/30545ddc5a8102d277a22f24.png)
缺陷类型
二级
三级
未焊满(指缺乏设计要求
≤0.2+0.02t,且≤
≤0.2+0.04t,且≤
≤
21
20
15
14
13
14
18
20
14
13
根部收缩
≤0.2+0.02t,且≤
≤0.2+0.04t,且≤
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
施工单元
汕头市建筑工程总公司
项目经理
蓝国炘
分包单元
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单元检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指缺乏设计要求
≤0.2+0.02t,且≤
≤0.2+0.04t,且≤
合格
≤
23
21
25
20
24
22
23
主控项目全部合格,一般项目符合要求.
项目专业质量检查员:年月日
监理(建设)单元验收结论
专业监理工程师(建设单元项目专业技术负责人):年月日
焊缝外观质量检查记录表
GB50205-2001
GD2301057
单元(子单元)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
焊缝外观质量检查记录表之南宫帮珍创作
创作时间:二零二一年六月三十日
GB50205-2001
焊缝外观质量检查记录表[1]之欧阳体创编
![焊缝外观质量检查记录表[1]之欧阳体创编](https://img.taocdn.com/s3/m/3e93fcfffc4ffe473268abdd.png)
长度不限
咬边 弧坑裂纹 电弧檫伤
≤0.05t,且≤0.5;连续 长度≤100.0,且焊缝两 侧咬边总长度≤10%焊
≤0.1t,且≤ 1.0,长度不
限
0.2
0.4
0.3 0.4
0.5
0.2
0.1
0.3
0.4
0.2
缝总长
允许存在个别
—
长度≤5.0 的
弧坑裂纹
—
允许存在个别 电弧檫伤
验收 记录
合格 合格 合格
0.5t 且≤20.0
000000
每 50.0 焊缝长度内允
表面气孔
—
许直径≤0.4t,且≤3.0
的气孔两个,孔距≥6 0
0
0
0
0
0
倍孔径
施工单位检查评 专业工长(施工员)
0.1 0.2 0 0 1000 0 0.1 0 0
0.2 0 0 0.1
0 000 0 000 0 000 0 000 0 000 0 000
未焊满(指不足设 ≤1.0
≤2.0
0.5 0.2 0.1 0.4 0.8 1.2 0.4 0.3 0.4 0.7
计要求
每 100.0 焊缝内缺陷总长≤25.0
21 20 24 21 24 23 18 15 16 12
根部收缩
≤0.2+0.02t, 且≤1.0
≤0.2+0.04t,且
≤2.0
0.5 0.3 0.4 0.8 0.3 0.7 0.5 0.9 0.4 1.1
且≤0.5
0.1t,且≤1.0
0.2 0.3 0.5 0.1 0.2 0.3 0.4 0.2 0.6 0.1
每 1000.0 焊缝不应超过 1 处
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
监理(建设)单位验收结论
监理(建设)单位验收结论 专业监理工程师(签名):
(建设单位项目专业技术负责人签 名):
年
月
日
缝外观质量检查记录表
GB 50205-2001
监理(建设) 单位验收记录
焊缝外观质量检查记录表
GB 50205-2001
GD2301074 单位(子单位)工程名称 分部(子分部)工程名称 相关验收部位 (层、区、段、房、屋) 总承包施工单位 专业承包施工单位 施工执行的技术标准(含 企业的工艺规定工法等) 名称及编号 施工质量验收规范
规定 的 项 目 □ 二级 施工单位检查评定记录 监理(建设) 单位验收记录 项目负责人 项目负责人
咬
边
弧坑裂纹 电弧擦伤 接头不良
每1000.0焊缝不应超过1处
表面夹渣
—
深≤0.2 t ,长≤0.5 t,且≤ 20.0 每50.0焊缝长度内允许直径≤ 0.4 t,且≤3.0的气孔2个,孔 距≥6倍孔径 专业工长(施工员)(签名)
表面气孔
—
施工班组长(签名)
专业承包施工单位检查评定 结果
项目专业质量检查员(签名): 年 月 日
允许偏差(注:t为连续处较薄的板厚)mm □ 三级
≤0.2+0.04 t ,且≤ 2.0
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
≤0.2+0.02 t ,且≤ 1.0
每100.0焊缝内缺陷总长≤25.0 ≤0.2+0.02 t ,且≤ 1.0 ≤0.2+0.04 t ,且≤2.0 长度不限 ≤0.05 t ,且 ≤ 0.5;连续 长度≤ 100.0,且焊缝两 ≤0.1 t ,且≤1.0,长度不限 侧咬边总长度≤10%焊缝 总长 — — 缺口深度0.05 t ,且≤0.5 允许存在个别长度≤5.0 的弧坑裂纹 允许存在个别电弧擦伤 缺口深度0.1 t ,且≤1.0