CM602程序的制作ppt课件
CM602功能说明

Page 2-11
2.2 生产设定
CM602-L
参考手册
2.2.4 供料器整体更换
在整体交换台车的安装和拆下时使用。对画面功能进行说明。
∗ 关于整体交换台车的安装、拆卸方法,请参照
操作手册“3. 生产材料的设置”。
a. [整体交换开始]
• 头的退避等、整体更换前进行必要的动作。
b. [供料器基座上升]
• 从前工序往 A 工作台待机传送带位置搬入基 板。
d. [上载 2]
• 往第 2 贴装位置搬送基板。 ∗ 基板长度为 241 ~ 330 mm 及 331 ~ 510 mm
时,不能使用[上载 2]的贴装位置。 (显示的颜色将变为灰色,就不能选择。) B 工作台的[上载 2]也是同样。
e. [上载 1]
a
• 使整体交换台车的供料器基座上升。
c. [供料器基座下降]
• 使整体交换台车的供料器基座下降。 b
c
EJM4A-Pc-0005
通知 下降时,为了确保安全,只在整体交换台车插入机器时 (安装时) 发挥功能。 在机器外部下降时,需先卸下连接电缆。
Page 2-12
EJM4A-C-RMA02-A01-00
操作手册“5. 生产基板的变更”。
a. [TBL1] [TBL2] [TBL3] [TBL4]
• 选择要进行支撑销更换的工作台。
b. [支撑销更换开始]
a
• 将传送带宽度调至最大,基板支撑块上升,变
成可从前面侧拉出的状态。
b
c. [支撑销更换完成]
• 基板支撑块下降,传送带宽度返回到原来的状
c
态。
EJM4A-C-RMA02-A01-00
Page 2-2
CM602
生产线效率与效益提升——程序优化贴片机的实装动作都是通过我们编写的程序实现的,而贴片程序编制的好坏,将直接影响生产线(即设备)能力的发挥。
那么作为编程人员,为了使贴片程序能最大限度的发挥出设备的贴装性能,需要掌握哪些技巧呢? 本篇我们就以接受过松下CSE诊断咨询服务的一家客户(以下简称X工厂)的实际案例,来说明贴装程序优化的思路和方法。
生产观察、课题抽出我们在X工厂选择产量大、生产周期长,且具有代表性的机种作为分析和改善的对象。
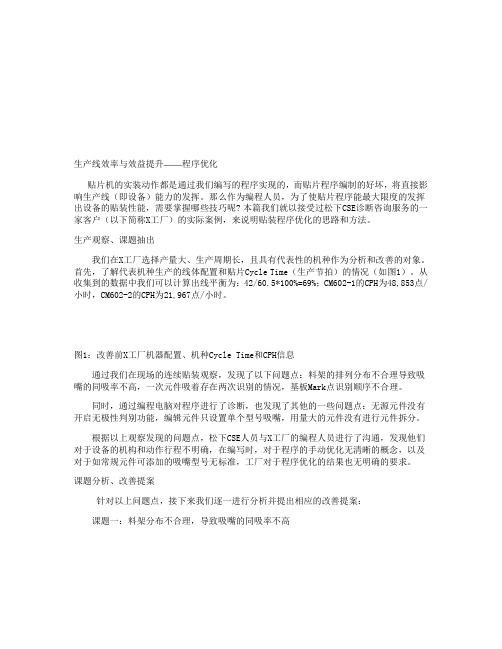
首先,了解代表机种生产的线体配置和贴片Cycle Time(生产节拍)的情况(如图1)。
从收集到的数据中我们可以计算出线平衡为:42/60.5*100%=69%;CM602-1的CPH为48,853点/小时,CM602-2的CPH为21,967点/小时。
图1:改善前X工厂机器配置、机种Cycle Time和CPH信息通过我们在现场的连续贴装观察,发现了以下问题点:料架的排列分布不合理导致吸嘴的同吸率不高,一次元件吸着存在两次识别的情况,基板Mark点识别顺序不合理。
同时,通过编程电脑对程序进行了诊断,也发现了其他的一些问题点:无源元件没有开启无极性判别功能,编辑元件只设置单个型号吸嘴,用量大的元件没有进行元件拆分。
根据以上观察发现的问题点,松下CSE人员与X工厂的编程人员进行了沟通,发现他们对于设备的机构和动作行程不明确,在编写时,对于程序的手动优化无清晰的概念,以及对于如常规元件可添加的吸嘴型号无标准,工厂对于程序优化的结果也无明确的要求。
课题分析、改善提案针对以上问题点,接下来我们逐一进行分析并提出相应的改善提案:课题一:料架分布不合理,导致吸嘴的同吸率不高生产线效率与效益提升——程序优化贴片机的实装动作都是通过我们编写的程序实现的,而贴片程序编制的好坏,将直接影响生产线(即设备)能力的发挥。
那么作为编程人员,为了使贴片程序能最大限度的发挥出设备的贴装性能,需要掌握哪些技巧呢? 本篇我们就以接受过松下CSE诊断咨询服务的一家客户(以下简称X工厂)的实际案例,来说明贴装程序优化的思路和方法。
CM602基础知识MicrosoftWord文档
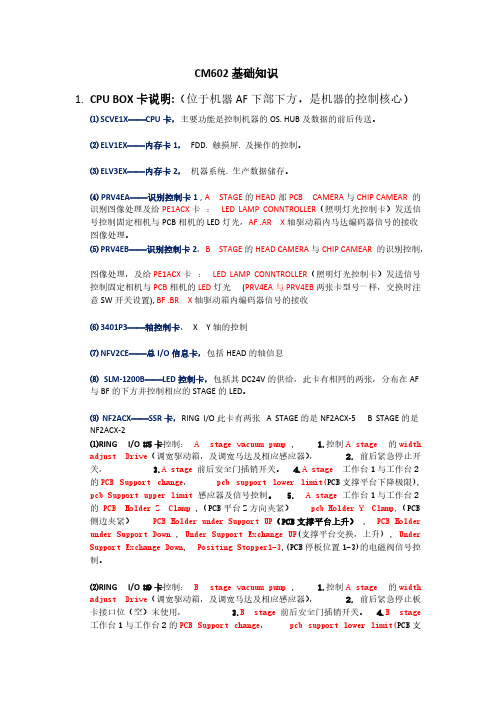
CM602基础知识MicrosoftWord文档CM602基础知识1.CPU BOX卡说明:(位于机器AF下部下方,是机器的控制核心)SCVE1X——CPU卡,主要功能是控制机器的OS. HUB及数据的前后传送。
ELV1EX——内存卡1,FDD. 触摸屏. 及操作的控制。
ELV3EX——内存卡2,机器系统. 生产数据储存。
PRV4EA——识别控制卡1 , A STAGE的HEAD部PCB CAMERA 与CHIP CAMEAR的识别图像处理及给PE1ACX卡:LED LAMP CONNTROLLER(照明灯光控制卡)发送信号控制固定相机与PCB相机的LED灯光,AF .AR X轴驱动箱内马达编码器信号的接收图像处理。
PRV4EB——识别控制卡2,B STAGE的HEAD CAMERA与CHIP CAMEAR的识别控制,图像处理,及给PE1ACX卡:LED LAMP CONNTROLLER(照明灯光控制卡)发送信号控制固定相机与PCB相机的LED灯光(PRV4EA与PRV4EB两张卡型号一样,交换时注意SW 开关设置), BF .BR X轴驱动箱内编码器信号的接收3401P3——轴控制卡,X Y轴的控制NFV2CE——总I/O信息卡,包括HEAD的轴信息SLM-1200B——LED控制卡,包括其DC24V的供给,此卡有相同的两张,分布在AF 与BF的下方并控制相应的STAGE的LED。
NF2ACX——SSR卡,RING I/O此卡有两张A STAGE的是NF2ACX-5 B STAGE的是NF2ACX-2RING I/O #5卡控制: A stage vacuum pump , 1.控制 A stage 的width adjust Drive(调宽驱动箱,及调宽马达及相应感应器), 2. 前后紧急停止开关, 3.A stage 前后安全门插销开关。
4.A stage 工作台1与工作台2的PCB Support change,pcb support lower limit(PCB支撑平台下降极限), pcb Support upper limit 感应器及信号控制。
CM602基础知识 Microsoft Word 文档-推荐下载
CM602基础知识1.CPU BOX卡说明:(位于机器AF下部下方,是机器的控制核心)⑴ SCVE1X——CPU卡,主要功能是控制机器的OS. HUB及数据的前后传送。
⑵ ELV1EX——内存卡1,FDD. 触摸屏. 及操作的控制。
⑶ ELV3EX——内存卡2,机器系统. 生产数据储存。
⑷ PRV4EA——识别控制卡1 , A STAGE的HEAD部PCB CAMERA与CHIP CAMEAR的识别图像处理及给PE1ACX卡:LED LAMP CONNTROLLER(照明灯光控制卡)发送信号控制固定相机与PCB相机的LED灯光,AF .AR X轴驱动箱内马达编码器信号的接收图像处理。
⑸ PRV4EB——识别控制卡2,B STAGE的HEAD CAMERA与CHIP CAMEAR的识别控制,图像处理,及给PE1ACX卡:LED LAMP CONNTROLLER(照明灯光控制卡)发送信号控制固定相机与PCB相机的LED灯光(PRV4EA与PRV4EB两张卡型号一样,交换时注意SW开关设置), BF .BR X轴驱动箱内编码器信号的接收⑹ 3401P3——轴控制卡,X Y轴的控制⑺ NFV2CE——总I/O信息卡,包括HEAD的轴信息⑻SLM-1200B——LED控制卡,包括其DC24V的供给,此卡有相同的两张,分布在AF与BF的下方并控制相应的STAGE的LED。
⑼NF2ACX——SSR卡,RING I/O此卡有两张 A STAGE的是NF2ACX-5 B STAGE的是NF2ACX-2⑴RING I/O #5卡控制: A stage vacuum pump , 1.控制A stage的widthadjust Drive(调宽驱动箱,及调宽马达及相应感应器), 2. 前后紧急停止开关, 3.A stage 前后安全门插销开关。
4.A stage 工作台1与工作台2的PCB Support change,pcb support lower limit(PCB支撑平台下降极限), pcb Support upper limit 感应器及信号控制。
松下CM602系列设备程式优化
5. 优化的思路和方法5-1 思路和方法PT200的软件优化结果是综合以上考虑,但结果时常会因为某些条件的的设定而结果与理想结果有较大的出入,这时人为的条件设定将会改善优化的结果,建议考虑以下几个方面:吸着1、增加同时吸着的次数2、减少总吸着的次数3、X方向移动距离识别1、快速的一次扫描,减少两次扫描的次数。
2、扫描前移动的距离(Y方向移动距离)3、减少MARK 识别时间贴装1、最近且合理的贴装位置2、注意最大已贴装元件的高度3、减少头部干涉,减少头部等待的时间传送1、上下板时间2、轨道传送速度吸着1、增加同时吸着的次数如前所述,同时吸着(GANG PICK)将减少总的吸着时间。
CM402的高速贴装头部是由8个独立的NOZZLE 组成,分为前后各四共两组。
每次最多需要经过8次的吸着才可以将所有的元件吸着完成,GANG PICK次数越多则每个TURN中的总吸着次数越少。
如图中,1和2,3和4,5和6,7和8分别同时吸着,则只需要4次。
而每个TURN中,由于结构的限制最少需要2次才可以完成吸着,即1、2、3、4和5、6、7、8分别两次吸着,这时机器吸着损失的时间为最少。
同样多功能贴装头部的吸着时间将视次数而减少或增加。
1 2 3 4 56 7 82、减少总吸着的次数TURN的次数将影响到CYCLE TIME,因为无论每个TURN中贴装元件的数量,每增加一个TURN时间将增加约2 .5~3.5秒,因此尽量减少TURN的次数将大大改善CYCLE TIME。
A、平衡生产线中所有元件的数量,即尽量考虑高速贴装头和多功能贴装头除最后一个TURN外其他全部为满载,理想状态为所有吸着都为满载。
B、NOZZLE的配置尽量满足A点要求,依据PART LIB中元件NOZZLE 的标准配置,设计NOZZLE使用数量。
C、减少或排除NOZZLE更换。
(多功能贴装头部)D、减少TRAY盘的拉出次数。
(多功能贴装头部)3、X方向移动距离A、减少每次吸着时头部在TABLE 上移动(横向移动)距离。
CM602高级培训教材2

共用 Nozzle Clamp + Spring
変更 Nozzle holder:
依據Cost down 要求 Bearing 改變。
共用
Nozzle holder 部之 Filter
変更
Head camera: (和高速Head 共用) 小型,輕量化 ※鏡筒及LED照明、 Lane 共用
12 Head new function(二)
ideas for life
零件厚度檢知之機能: 目的:
X axis plate
針對缺件,Bridge,多件及錯件等品質不良之防範 Head
Function: A> 吸著miss 檢出機能.
camera
NP12 NP11 NP10 NP9 NP8 NP7
X-axis moving part (coil)
Y-axis stationary part (permanent magnet)
Magnet track Magnet
Laminated core
X-axis stationary part (permanent magnet)
Stationary part
部品吸著異常(側立,斜吸,零件厚度miss)的確認.
B> 零件未裝著或裝著後,零件又被帶回能檢知. 零件有沒有被帶回,可被確認
NP6 NP5 NP4 NP3 NP2 NP1
下視圖A
C> 零件厚度檢知機能 Chip data 編輯時,部品厚度是否檢知可設定.
接收端
Nozzle 投射端
D> 吸嘴端確認功能. 吸嘴的前端高度異常(彎曲,磨損及不順)確認.
CM602 功能选项
無此按鈕(注意使用teaching posi
功能,操作不當,會被推坏
Use/Unuse
Nozzle/Shaft)
先进行Badmark 识别(Remarks:选
Unuse可能因为进板偏差造成误识别 Use 。)
个点的识别
Use/Unuse
记同一点识别
Nozzle diameter detect吸 生產准備时候检查 Nozzle 的直径
嘴直径错误检测
是否符合標准,当其不良时,将会
退出生产画面
Pickup position auto
对于小零件(0402),自动生产前
teach吸着位置自动示教 Teach 零件的送料位置,加在
Pickup Learning 中( Remarks:
chips:0402 ; pickup learning
value =0)
Conveyor width save 关机重启后,不会自动调整轨宽。
传送带宽度保存
轨道宽度的数据将不会丢失,保存
为关机前的数据。(Remarks:关机
后,可能被手动调整轨宽)
Parts empty info parts name display
自动生产中缺料时 Feeder 地址和料 号都显示在缺料信息栏中
自动生产中缺料时只有 Feeder 地址 显示在缺料信息栏中
Use
Supply head indicate 当材料使用完毕时,相应 Table 将 此功能不采用
通过将背景变为黄色来表示除非相
All block bad PCB Pass 根据不良标记识别,判定全部区块
松下CM602贴片机操作指导书剖析

松下CM602贴片机操作指导书剖析文件编号CX-WI-MF-012 版本A0 生效日期密级程度内部资料松下贴片机操作指导书编制部门:拟制:审核:批准:修订记录修订日期版本修订内容1、目的规范操作,安全生产,提高生产效率。
2、范围前海成翔科技股份有限公司SMT车间的松上CM602、CM212机器。
3、作业内容1.基本操作在本章中对操作面板和彩色接触面板的操作、机器功能说明及本机的操作说明等基本的操作进行了说明。
关于正文中表示方法操作说明的阅读方法每页或许多少有些差异,但基本上均按下述构成进行说明。
1.1.1开始操作1321.按主菜单的。
2.按操作面板的。
4 5 开始自我诊断。
1伺服开关处于OFF (O) 时,请使其切换为ON ( I )。
说明χ标题δ操作步骤编号与画面上红框的箭头号码相对应。
ε实际操作φ记述由于进行操作而出现的现象。
γ记述操作的补足说明。
本书中使用的记号在本书中,使用下述记号进行说明。
: 表示按彩色接触面板的按钮。
: 表示操作的流程。
: 表示参照项目。
1表示按住操作面板的:内再按操作面板的键,2秒以。
: 表示工程师进行的操作。
表示按操作面板的键的同时再+ [ A ] : 按接触面板的[A]。
: 表示操作员进行的操作。
在左上以的方式显示进行此操作的按钮。
1.1 高速吸头(12吸嘴、通用吸头(8吸嘴、多功能吸头的切换) )1.1高速吸头(12吸嘴)、通用吸头(8吸嘴)、多功能吸头的切换在本机按下工作台选择按钮来切换工作台之后,根据该工作台上所设置的吸头类型通用吸头(8<吸嘴、高速吸头(12 吸嘴、多功能吸头,将会自动切换画面。
) ) >( “1.3.3 开关的种类与操作方法。
)”选择按钮的详情,请参照例1):左→右流动中工作台为通用吸头(8吸嘴,工作台为多功能吸头时A ) B(8选择AF (TBL1) 、AR (TBL2)时吸嘴)(3选择BF (TBL3) 、BR (TBL4)时吸嘴)4Z4C-JEn-McBh-001 4Z4C-JEn-McBh-0044Z4C-JEn-PcNa-0064Z4C-JEn-MaNe-001例2):左→右流动中工作台为高速吸头(12 吸嘴、工作台为通用吸头(8吸嘴时A )B )选择AF (TBL1) 、AR (TBL2) 时(12吸嘴) (8选择BF (TBL3) 、BR (TBL4) 时吸嘴)4Z4C-JEn-McBh-001 4Z4C-JEn-McBh-0041.2 操作面板1.2操作面板本节对本机操作面板以及其基本操作进行了说明。
CM程序的制作ppt课件

整理ppt
15
PCB的定义1(Board Data)
打开已生成的NC程 序。
点击Board Data 对Board Size进行定
义 对基板的定位方式进
行定义,一般为左下 角。
整理ppt
16
PCB的定义2(Board Data)
Board Recog 定义MARK的识别类
型进行 定义MARK坐标 点击Select REF,出
NO:表示贴装步数 X: X贴装坐标 Y: Y贴装坐标 A: 贴装角度 Part Name:贴装材
料 Comment:贴装元
件 如开始导坐标没定
义好格式,将出现 坐标混乱及材料编 码空白情况 OK后进入下一步 NEXT
整理ppt
18
Block Attrib定义
点击Block Attrib(编 辑拼板)
整理ppt
2
1.整理CAD数据
a.打开Z表,将Z表用EXCEL的格式进行分析
用EXCEL分 析
整理ppt
3
b.整理CAD数据,只保留SMT Z表(指做程序的BOM)和NC程序表(做程序的NC) 注意:1、SMT Z表中只留产品编码及元件位置,辅料编码需删除。
2、NC程序中留X坐标、Y坐标、角度、元件位置。整理NC程序时,所有没有极性 的元件,0度改90度,90度改0度,所有有极性元件的角度旋转详见底下附件)。
CM602程序的制作 程序组
整理ppt
1
用CAD DATA 制作程序
指用GERBER转出来的程序文件数据以及其 它不同贴片机设备使用的程序文件数据来制作, 如YAMAHA程序数据。这些文件数据,不能直 接使用,必须经Microsoft EXCEL软件处理后 才能使用。
CM602中级培训笔记
第五部分 Theta-Axis Motor的更换
1. 拆下整个Head Unit。 2. 将θ单元从头部拆下。
PIN
3. 拆下张紧轮。(2个)
4 3 2 1 8 7 6 5
第五部分 Theta-Axis Motor的更换
接下去即可将Head各部分进行安装。
第六部分 Z-Axis Shaft的更换
1. 拆下整个Head Unit。 2. 将θ单元从头部拆下。
PIN
3. 移除Shaft上部的Bearing。
4. 移除Shaft Holder Screw。
3. Plane Correction(机器的面补正) 1. 点击[XY plane cal] 2. 选择工作台,进行JIG的放置。
第七部分 机器的Machine Parameters Teaching
3. 对JIG进行位置调整,Y方向。 4. 进行面补正。
第七部分 机器的Machine Parameters Teaching
CM602中级培训笔记
教师: 学员:
第一部分 Parts Camera的更换和调整
1. 关闭机器电源。 2. Parts Camera拆除前,必须将Camera下部的Connect拔除。
相机信号Connect 各种LED电源Connect 3. 将下部Connect拔除后,松开3个固定的螺钉即可取下整个Camera Unit。 4. 拆下的Camera Unit单元,可以将LED和CCD单元分开。 5. 安装Parts Camera后,需要进行角度和精度(各种补正值)的调整和测定。 6. 具体调整如下:进入Machine Parameters——〉Mach Prmtr Teach 点击Chip recog camera θ axis OriginOffset 按钮
CM602程序的制作

Expansion定义
点击Expansion (根 据小板步数及拼板 数,扩展为大板的 步数) 选择对话框中YES , 扩展为大板,OK.
点击NEXT 进入下 一步
Data Check定义
点击Data Check,对数 据进行检测 根据对话框中红色提 示修改错误。 一般是Parts Library 导入的材料编码没有 元件码 在PT200系统的Parts Library Editor中修改 元件码。 修改OK后,再 Execute,直至显示 Data is normal字样 OK后点击NEXT进入 下一步
打开已生成的NC程 序。 点击Board Data 对Board Size进行定 义 对基板的定位方式进 行定义,一般为左下 角。
PCB的定义2(Board Data)
Board Recog 定义MARK的识别 类型进行 定义MARK坐标 点击Select REF,出 现以话框 定义MARK的识别 灯光类型(125:自 动灯光,126:手动 灯光) 定义MARK的反光 颜色类型 定义MARK的类型 定义MARK的尺寸 以上做好后,点击 NEXT,进入Block Date
NC数据 区
BOM 数据 区
CAD格式定义3
以上格式都选OK后, 点击OK 为定义的格式取文 件名(如P2222, 可任意取) 再次保存定义的格 式(再取名,任意 取) 提示结束(YES)
CAD格式定义4
在Format specification的下 拉菜单中选择定义 OK的CAD程序名 (如P2222) 重新ADD 原始的 BOM(A/U盘中的 BOM) 以上选好后,点击 OK
CM602-L中文资料
ɾ高速贴装头(12 吸嘴)的对象元件的变更 ɾ追加记载超过 6 mm × 6 mm 元件的吸着限制
ɾAPC 系统对应的追加 ɾ切换为整体交换台车(小型) ɾ切换为通用贴装头(8 吸嘴) ɾ连接器用吸嘴、芯片元件, QFP 用吸嘴的变更 ɾ删除各类型的吸嘴盒 ɾ名称变更为保管用吸嘴盒(选购件) ɾ调整治具(通用贴装头(8 吸嘴用)用)用吸嘴追加 ɾ基板支撑区块的注释追加 ɾ智能料架检测装置规格:地区修正 ɾ3D 传感器, 元件厚度传感器的注释修正 ɾPana PRO/CVT 对应单元说明修正 ɾ有关基板支撑块追加注释 ɾ追加说明吸嘴更换器的互换性 ɾPana PRO/CVT 对应单元说明修正 ɾ多功能贴装头、搭载负荷控制记载追加 ɾ元件厚度传感器的对象元件修正 ɾ智能杆式料架记载修正
12. 本资料是2008年12月15日记载内容。
! 安全注意事项
● 本规格说明书所记载的产品是供产业使用的机械设备。
请确认附录使用说明书上记载的使用条件。
有关设备的安装、运转、保养或者对使用材料的处理,有时会受当地法律规定
● 使用前,请务必仔细阅读本规格说明
所限制。
书,再正确使用。
● 在使用本产品时,无论是在运转时还是停止时,请仔细确认附录的使用说明书
目录
CM602-L 2008.1215
1. 概要 .......................................................................................................................... 2
类型d2通用贴装头8直接托盘供料器一侧类型d3高速贴装头12直接托盘供料器一侧基板流向的上流侧是高速贴装类型e0多功能贴装头3直接托盘供料器一侧直接托盘供料器是基板流向的下线性照相机侧面照明标准线性照相机侧面照明标准线性照相机侧面照明标准线性照相机侧面照明标准元件供给部直接托盘供料器线性照相机标准线性照相机标准线性照相机侧面照明标准线性照相机侧面照明标准元件供给部直接托盘供料器线性照相机侧面照明标准线性照相机侧面照明标准线性照相机侧面照明标准线性照相机侧面照明标准元件供给部直接托盘供料器线性照相机标准线性照相机标准线性照相机侧面照明标准线性照相机侧面照明标准元件供给部直接托盘供料器cm602l20081215类型f0多功能贴装头3直接托盘供料器两侧类型f1通用贴装头8直接托盘供料器两侧基板流向的上流侧是通用贴装类型f2通用贴装头8直接托盘供料器两侧线性照相机侧面照明标准线性照相机侧面照明标准线性照相机侧面照明标准线性照相机侧面照明标准元件供给部线性照相机侧面照明标准线性照相机侧面照明标准线性照相机侧面照明标准元件供给部元件供给部直接托盘供料器线性照相机侧面照明标准线性照相机侧面照明标准线性照相机侧面照明标准元件供给部元件供给部直接托盘供料器线性照相机侧面照明标准线性照相机侧面照明标准元件供给部cm602l2008121541贴装头构成高速贴装头12吸嘴部外观以及各部名称高速贴装头12吸嘴规格时双式编带料架的软件版本需要在ver
CM602示教
4.1 示教开始前4.1 示教开始前图像关系按钮微调按钮根据图像按钮的移动率进行微调动作。
B) [图像]切换移动率。
EJM4A-Dm-0035 A)B)D)C)A)A)A)4.2 基板识别示教4.2 基板识别示教 234 44.2 基板识别示教5783Y3C-086P3Y3C-086P 9下一页4.2 基板识别示教 3Y3C-086P3Y3C-086P123Y3C-086P下一页4.2 基板识别示教4Z4C-CEn-DmPtBr-0013Y3C-086P144.3 不良标记识别示教4.3 不良标记识别示教24.3 不良标记识别示教54Z4C-CEn-DmPt-00167下一页4.3 不良标记识别示教下一页EJM4A-Dm-00048104Z4C-CEn-DmBa-002114.3 不良标记识别示教下一页144Z4C-017E 16 154.3 不良标记识别示教4Z4C-017E4Z4C-CEn-DmPtBm-0074Z4C-017E19下一页4.3 不良标记识别示教 4Z4C-CEn-DmPtBm-004214.4 芯片识别示教4.4 芯片识别示教需进行芯片识别的情形发生下列故障时,请进行芯片识别示教。
情形1.在生产中特定的供料器发生了识别错误时情形2.在生产管理信息的吸着信息中,识别错误在特定的装置内集中多发时EJM4A-Pr-0001EJM4A-Pi-00014.4 芯片识别示教12下一页4.4 芯片识别示教456EJM4A-Dm-00024.4 芯片识别示教12 EJM4A-Mp-Menu-00043EJM4A-Mp-00224.4 芯片识别示教下一页1EJM4A-Dm-000932 24.4 芯片识别示教45EJM4A-Dm-00366EJM4A-Dm-0014(画面 部分EJM4A-Dm-0015 8下一页4.4 芯片识别示教910当芯片有引线时,将大小设定在中心EJM4A-Dm-00163Y3C-014P[完成]。
CM602-L中文资料
4. 在使用时,请详细了解本设备及软件的规格和限制后再进行。由于错误操作所导致的损害,本公司 概不承担任何责任。
5. 本资料所记载的产品(或技术)如果符合外汇或国际贸易法所规定的限制货物(或限制技术),从 日本出口(或提供技术)时,需按照本条例获得出口许可(或劳务交易许可)。
Ver. 2007.0725
P. 52, 68
膜厚计量规的追加
Ver. 2007.0820 Ver. 2008.0115
Ver. 2008.0215 Ver. 2008.0915 Ver. 2008.1215
P. 9, 15
P. 61, 68, 69, 71, 73, 74
P. 21, 61, 70, 74 P.9, 34, 39, 40
4. 机器构成 ................................................................................................................... 2
4.1 贴装头构成 .................................................................................................................... 2 4.2 贴装吸嘴种类和构成 ...................................................................................................... 2 4.3 识别单元构成................................................................................................................. 2 4.4 供给部的构成................................................................................................................. 2
CM602设备调整教材-适用设备维护人员演示幻灯片

高级培训教材
松下电器机电(中国)有限公司 FA 培训课 2008年10月
1
v2.3-090316
资料声明:
☆学习Panasonic设备使用,仅供参考。更详细的资料请查 阅随机赠送的技术手册。
☆本资料不包含PT200等软件的应用说明,相关内容由独立 文件存在。
2
v2.3-090316
正确地使用实装机,安全地进行作业!
绝对不要观看炉内的U/V灯(紫外 线)。
有机溶剂会大量汽化,须排气。
7
不可赤手接触炉内的高温部,或排 出的基板,以免烫伤。
v2.3-090316
设备环境方面的安全注意事项
实装机的周围温度、湿度须在规定 的范围内,并须安装在水气不凝结 的地方。
实装机安装处的地方须有可支撑本 机质量的强度(关于耐负荷,请与 建筑厂商联络)。
完成后,进行气、电连接,并进行相位确认。
详细说明请参阅“安装指导书”。 13
v2.3-090316
TRAY的调整。
运输用
调节水平用
将TRAY的本体调整到水平。
TRAY高度参考孔
收起运输用的支持脚。使轮子着地。
TRAY和机器主 体连接的机构
TRAY单元上表面应和孔的下边齐平。 完成后,对TRAY的单元的吸取位置和高度进行示教。
16
v2.3-090316
四、轨道平行度的检查和调整。
〉600mm
71mm
4 Blots
1 JIG
2
Bolt1
基准块
基准块
B
Stage
2
1
1. 基准块作为基准对1边进行调整。 放松1边的 5个螺钉(Bolt1和4个Bolts)将导向块靠紧 JIG,把Bolt1锁紧。 将JIG横跨A,B Stage ,靠紧2个Stage的基准块。 将导向块靠紧 JIG,把其余4个Bolts锁紧。
CM602-CPK示教计算方法

&. 精度验证:通常所说的”快打“,此步骤不会
修正任何参数,是对慢打自动修正后或手动修
正后的机器置件精度的反映。
&.一般先执行慢打,机器自动补偿 ,然后再执行快打,精度的验证,通过
快打就可以查看精度验证的结果。
&.CPK精度验证数据
CPK值: X 0.934 Y:0.999
&.整体补偿的计算方法:H12/H08/H03 Ave: AF/BF (X+,Y-)
&. 单个吸头补偿后再次通过快打查看CPK精度验证数据 CPK值: X 1. 357 Y:1.401
五 CPK评级标准
A++级 A+ 级 A级 B级 C级 D级
CPK评级标准 Cpk≥2.0 2.0 > Cpk ≥ 1.67 1.67 > Cpk ≥ 1.33 良 1.33 > Cpk ≥ 1.0 1.0 > Cpk ≥ 0.67 0.67 > Cpk
AR/BR (X-,Y+ )
DT401整体补偿与CM602整体补偿相反 X、Y的AVE值加上实装位置X、Y的偏移量值即为新的offset值,示例: 精度验证后的Ave值X:0.002 Y:-0.004;实装位置offset值X:0.022 Y:0.015 按照公式重新计算后的offset值为 X=+0.002+0.022=0.024;Y=-(-0.004)+0.015=0.019 把计算出来的新offset值X=0.024;Y=0.019输入到实装位置偏移,进行再次的精度验证。 &.实装位置偏移量, 0201识别方式为反射;
&.每个角度都是两次置件,所以取两组数据的平均值,计算方法是以平均值加上所对应的各吸头位置 的X,Y值作为新的offset值,示例:
CM602中级培训资料
CM602中级培训高速头的拆装注意点:a 气路接头的连接方向7.使用内六角拆除高速头和BEAM连接的BOLT(M6 4PCS)8.将高速头从X AXIS BEAM上取下.2.在部品相机的表面铺上塑料垫,防止拆卸过程中有BOLT落下3. 取下高速头上部的COVER.(见图1)4.拆除MC16 上连接的CONNETOR(见图2)和地线FG端子(M26.拆除PCB CAMERA连接的LED CONNETOR和CAMERA 图例作业步骤1. 将机器电源和主气路切断,将高速头上的所有的NOZZLE取5.拆除高速头连接的气路接头(两处).1、使用4个M5*25 BOLT 将Z AXIS MOTOR 和PLATE 连接。
注意点:1、Z AXIS MOTOR 为LINEAR MOTOR ,当发生损坏时,要更换整个的UNIT ,不能单独进行更换。
同时该UNIT 不能进行再分解。
图例作业步骤Z AXISMOTORPLATE BOLT 4个BOLT 孔Z 轴电机位置5.5mm 开口扳手将顶部的BOLT 拧松,取下下图中的相关部件。
安装与上述顺序相反.注意:a 在取下Collar 、Spring 时要防止Spring 弹出,造成部品丢失b Shaft 顶部的孔在拆卸过程中不要表面损伤,否则在进行Shaft 安装时会造成Shaft 上下滑动不畅。
c 注意Collar 、Shaft 的安装方向。
d Shaft 安装完成后,要确认其上下滑动程度,使用弹簧测力计 测定,要求小于0.8N 。
e SPRING 的上下表面要加少量油脂,f 顶部BOTL 的拧紧力矩为108+/-9N.CMg SHAFT 取下后要进行编号放置,以防止安装时混淆。
图例作业步骤(1)先用1.5mm 的内六角插入Shaft 顶部的孔中,然后使用Ball-Splineshaft组装详细分解图俯面图1.θBELT 的绕向如左图所示:注意点:(1)CM402 θBELT 有2 个,但是CM602 12 NOZZLE 有4个。
CM602 机台操作手册
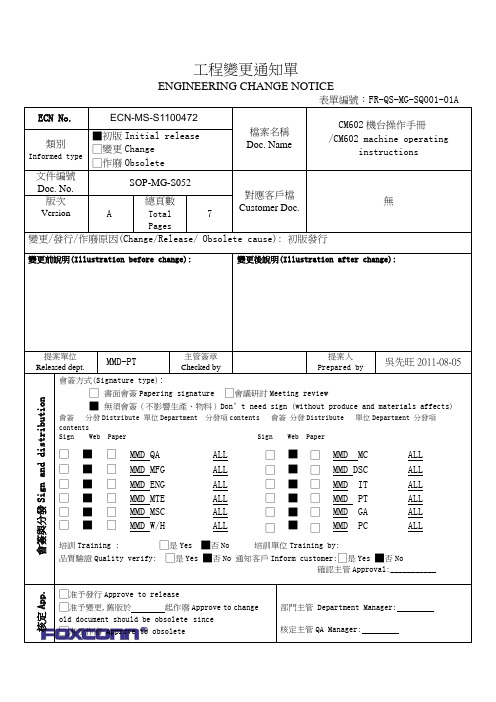
工程變更通知單ENGINEERING CHANGE NOTICE表單編號:FR-QS-MG-SQ001-01AECN No. ECN-MS-S1100472檔案名稱 Doc. NameCM602機台操作手冊/CM602 machine operatinginstructions類別Informed type■初版Initial release□變更Change□作廢Obsolete文件編號Doc. No. SOP-MG-S052對應客戶檔Customer Doc.無版次 Version A 總頁數 TotalPages7 變更/發行/作廢原因(Change/Release/ Obsolete cause): 初版發行變更前說明(Illustration before change):變更後說明(Illustration after change):提案單位Released dept.MMD-PT主管簽章Checked by提案人 Prepared by吳先旺2011-08-05會簽與分發S i g n a n d d i s t r i b u t i o n會簽方式(Signature type):□ 書面會簽Papering signature □會議研討Meeting review■ 無須會簽(不影響生產、物料)Don’t need sign (without produce and materials affects)會簽 分發Distribute 單位Department 分發項contents 會簽 分發Distribute 單位Department 分發項contentsSign Web Paper Sign Web Paper□ ■ □ MMD QA ALL □ ■ □ MMD MC ALL □ ■ □ MMD MFG ALL □ ■ □ MMD DSC ALL □ ■ □ MMD ENG ALL □ ■ □ MMD IT ALL □ ■ □ MMD MTE ALL □ ■ □ MMD PT ALL □ ■ □ MMD MSC ALL □ ■ □MMD GA ALL □ ■ □ MMD W/H ALL□ ■ □ MMD PC ALL培訓Training : □是Yes ■否No 培訓單位Training by:品質驗證Quality verify: □是Yes ■否No 通知客戶Inform customer:□是Yes ■否No確認主管Approval:___________核定A p p .□准予發行Approve to release□准予變更,舊版於 起作廢Approve to change old document should be obsolete since □准予作廢 Approve to obsolete部門主管 Department Manager:核定主管QA Manager:machine operating instructions******** 目錄Table of Contents ********項目(Item) 內容(Description) 頁次(Page)目錄/content 1修訂履歷/Revision 21 生產條件/Produce condition 32 開機順序/Turn-on order 33 關機順序/Turn-off order 34 功能鍵及主畫面說明/Instruction for functionkeys and main menu3-45 上料/Provide material 46 換線步驟 /The process of changingproduction.57 保養事項/Maintenance statements 5-6-78 關鍵備件/Key parts list 7核准Approved By審核Checked By製作Prepared By吳先旺2011-08-05machine operating instructions修訂履歷Revision History版次Rev ECN編號ECN NO修訂履歷Revision History製作人Author日期DateA ECN-MS-S1100472 吳先旺2011-08-05machine operating instructions1. 生產條件/ Produce condition1.1 操作人員必須經過培訓,具備操作資格./ Operators must be trained, and have the operate qualification1.2 只能一人/次進行機台操作,嚴禁二人前後或多人同時操作同一台機./Only one person operates a machine, strictly prohibit two or more people run onemachine at a same time.1.3 POWER: 3Φ AC 200±10V 50/60HZ AIR: 0.49~0.54mPa1.4 Applicable PCB Size: 50×50~510×460 Thickness: 0.5~4.02. 開機順序/ Turn-on order2.1 打開高速機氣源閥門並確認氣壓是否在規定的範圍內./Turn on the air valve, check and see the pressure is normal or not .2.2 將穩壓器(AVR)後部對應的高速機的開關置於“ON”位置./Put the high-speeder’s switch which behind the AVR to “ON”。
CM602_功能选项
此功能不采用
此功能不采用(Remarks:识别后零 件丢失将检测不到,可能出现缺件 现象) 不使用高精度貼裝
Mark 識別不良/不到的時候,有"不 只有"Recog"再次識別和"Pass"通過 識別"直接定位的選項(手動移動對 兩種選擇 准位后,按不識別) 有(空料可以選擇取下次狀態,恢復 無 生產) 在进行基板识别时,获取图像后, 通过进行识别处理的同时进行移动 到下一个Mark的动作,可以缩短基 板识别时间。 不使用高速識別
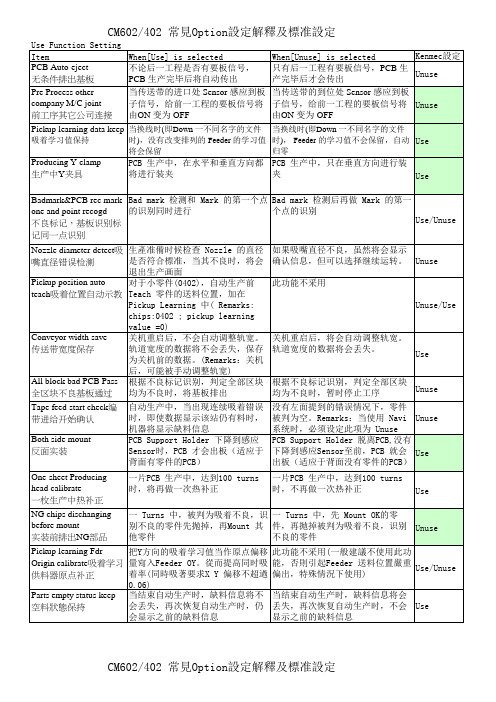
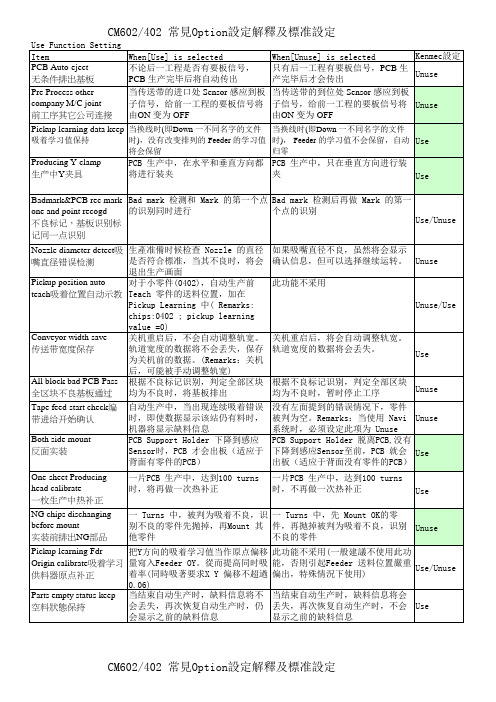
CM602/402 常見Option設定解釋及標准設定
Use Function Setting
Item Feeder setting pick pos teach 安装供料器时吸着位置 示教 Pickup Posi gap detect 吸者中心間隙檢測
When[Use] is selected 由于用完部品或暂时停止等原因而 拔插供料器后,将会进行吸着位置 自动示教
When[Use] is selected 不论后一工程是否有要板信号,PCB 生产完毕后将自动传出 当传送带的进口处 Sensor 感应到板 子信号,给前一工程的要板信号将 由ON 变为 OFF
When[Unuse] is selected 只有后一工程有要板信号,PCB 生 产完毕后才会传出 当传送带的到位处 Sensor 感应到板 子信号,给前一工程的要板信号将 由ON 变为 OFF
无论PCB 长度多少,只可以在第一 装着位置进行装着。
通过识别结果来修正吸着位置(每次 此功能不采用(Remark:如有玻璃二 修正偏差的 1/10) 极管建议关闭该选项或者在其Part X Y Offset隨意寫個值) 生产中机器不定时进行热补正标记 的识别。(特別是CM602系列一定要 打開熱補正,否則每個TL均出現整 體偏移) 当进行生产数据示教时,进行热补 正标记识别 吸着检测 Sensor 将会检查真空吸 力信号是否正常(从吸着后一直到装 着后,有错误将出现 Move error point) 实施热补正时,通过对吸嘴旋转中 心进行自动再次示教,而实现高精 度的实装。 此功能不采用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Expansion定义
点击Expansion (根 据小板步数及拼板 数,扩展为大板的 步数)
选择对话框中YES , 扩展为大板,OK.
点击NEXT 进入下 一步
20
Data Check定义
点击Data Check,对数 据进行检测
根据对话框中红色提 示修改错误。
一般是Parts Library 导入的材料编码没有 元件码
CM602程序的制作 程序组
1
用CAD DATA 制作程序
指用GERBER转出来的程序文件数据以及其 它不同贴片机设备使用的程序文件数据来制作, 如YAMAHA程序数据。这些文件数据,不能 直接使用,必须经Microsoft EXCEL软件处理 后才能使用。
以下为详细整理CAD DATA的方法及程序制 作步骤。
4
c.将已整理OK的BOM和NC程序表用文本文件的格式保存到A盘或U盘中。并将整理后BOM
中的“ 号删除,可以用CTRL+H替换掉,保存。
5
2.制作程序
在PT电脑中找到 Line Converter,并 将其打开
6
7
IMPORT(CAD数据)
点击CAD DATA菜单, 进行数据导入
点击Refer按扭,在对 话框中选择CAD文件 (先选择A/U盘中的NC 文件导入)
17
Block Data定义
点击Block Data, 如没有哪项是空白, 或者坐标混乱,即 OK
NO:表示贴装步数 X: X贴装坐标 Y: Y贴装坐标 A: 贴装角度 Part Name:贴装材
料 Comment:贴装元
件 如开始导坐标没定
义好格式,将出现 坐标混乱及材料编 码空白情况 OK后进入下一步 NEXT
再次保存定义的格 式(再取名,任意 取)
提示结束(YES)
13
CAD格式定义4
在Format specification的下 拉菜单中选择定义 OK的CAD程序名 (如P2222)
重新ADD 原始的 BOM(A/U盘中的 BOM)
以上选好后,点击 OK
14
CAD格式定义5
点击OK后,会出现 对话框,默认File name 为NC的程序, 也可以更改名称, 名称确认后点OK
人工干预排列优化, Refer为排列优化条 件的选择(一般做 新程序不需要)
点击NEXT进入下 一步
22
Simulate定义
点击 Simulate, 系统自动 优化OK.
优化OK后 进入最后 一步 (Data Check)
单个工作区 单板的生产 时间
单个模块 的工作回 合
整机单板的 生产时间
单个模块 的贴装点 数
点击机器图标,察看模拟 详情
9
CAD格式定义2(BOM数据格式)
以上NC程序的格式 选择OK后,点击 Part table
Open(BOM)
10
CAD格式定义2( BOM数据格式)
找到A盘或U盘中 的BOM,并将其 打开
11
CAD格式定义2( BOM数据格式)
BOM的使用(Used) BOM的读取模式
(Column type) BOM的第一行 BOM的最后一行 以下几项都选其中一行: BOM中材料编码和元
件位置之间的红色框 分隔符 NC程序中的元件位置 BOM中的元件位置 BOM中元件位置之间 的分隔符,即逗号 BOM中材料编码 以上操作方法和NC程序 格式操作方法相同。
NC数据 区
BOM 数据 区
12
CAD格式定义3
以上格式都选OK后, 点击OK
为定义的格式取文 件名(如P2222, 可任意取)
18
Block rib定义
点击Block Attrib(编 辑拼板)
BL:表示拼板数 BAD: 拼板跳空 OX:拼板X方向坐标 OY:拼板Y方向坐标 ROT:拼板角度
每次导入数据后只有 一个拼板,其它拼板 要自己添加(Edit菜 单中选择ADD,快捷 键CTRL+A
点击NEXT,进入下一 步
在PT200系统的Parts Library Editor中修改 元件码。
修改OK后,再 Execute,直至显示 Data is normal字样
OK后点击NEXT进入 下一步
21
Assign定义
点击Assign,软件自 动排列优化
软件根据自身的条 件(几台机器,机 器型号)和当前程 序(元件信息、贴 装坐标)进行自动 排列
点击Edit format按扭, 对CAD格式进行定义
8
CAD格式定义1(NC数据格式)
数据读取模式 NC程序的第一步 NC程序的最后一步 每列之间的分隔符(及
红色框) X数据(选任意一行) Y数据(选任意一行) 角度数据(选任意一行) 元件位置(选任意一行)
详见下图
具体操作方法: 1、鼠标左键点击数 据显示区的数据处 2、光标会停留在数 据处 3、鼠标右键点击光 标停留处 4、数据会自动登入 参数显示区
接着会提示是否要 链接PartLiblary,选 择YES
当对话框结束语为 end of import message,说明 CAD已全部导入 OK,点击Close
15
PCB的定义1(Board Data)
打开已生成的NC程 序。
点击Board Data 对Board Size进行定
义 对基板的定位方式进
行定义,一般为左下 角。
16
PCB的定义2(Board Data)
Board Recog 定义MARK的识别
类型进行 定义MARK坐标 点击Select REF,出
现以话框 定义MARK的识别
灯光类型(125:自 动灯光,126:手动 灯光) 定义MARK的反光 颜色类型 定义MARK的类型 定义MARK的尺寸 以上做好后,点击 NEXT,进入Block Date
2
1.整理CAD数据
a.打开Z表,将Z表用EXCEL的格式进行分析
用EXCEL分 析
3
b.整理CAD数据,只保留SMT Z表(指做程序的BOM)和NC程序表(做程序的NC) 注意:1、SMT Z表中只留产品编码及元件位置,辅料编码需删除。
2、NC程序中留X坐标、Y坐标、角度、元件位置。整理NC程序时,所有没有极性 的元件,0度改90度,90度改0度,所有有极性元件的角度旋转详见底下附件)。