9806H 窄带常用工程故障定位方法
浅谈窄轨铁道线路维修检查注意事项及应急故障

浅谈窄轨铁道线路维修注意事项及应急故障侯韬(珲春矿业集团英安煤矿吉林珲春133300 )摘要:窄轨铁道线路是煤炭企业中机车车辆和列车运行的基础。
如何使铁道线路经常保持完好状态,使机车运行列车平衡不间断的运行,一直是运输部门致力的工作。
日常检查及应急故障的处理是一切工作的基本,也是每一位轨道工的应知应会。
关键词:维修注意事项应急故障0.0前言近年来,由于煤炭企业的迅猛发展,窄轨铁道运输线路的完好性日显重要。
如何做好窄轨铁道线路检查维修及应急故障,使机车运输列车能按规定的最高速度安全,平稳和不间断地运行,以保证高质量完成运输任务,是运输部门一项非常重要的基础工作。
在窄轨铁道线路中,关注维修注意事项及具备应急故障处理能力,是促进窄轨铁道运输线路维修养护的基本工作。
也是进一步提高运输工作效率的有效手段。
1.0 窄轨轨道工检查维修的主要职责、必须掌握的技术及检查时的重点注意事项1.1.窄轨轨道工维修检查的主要职责是:在日常的工作中会巡查铁道,处理故障,做好小修补,保持线路状态完好,外观整洁,保证行车安全。
1.2窄轨铁道线路的检查人员必须掌握的维修技术要求:会检查铁道、道岔、路基等发生的病害;会对铁道上发生的故障进行防护及紧急处理,如钢轨折断,胀轨跑道,以及各种原因危及行车安全等情况的处理;会手工检查钢轨,监视伤损钢轨,夹板和道岔辙叉心的变化情况;会小修补工作中各项目的具体操作,如打紧道钉,更换道岔零件等。
1. 3 在窄轨铁道线路中,做好铁道检查,要熟悉所管铁道,巷道的情况,掌握其特点和病害变化的规律,做到重点排查。
工作时要有重点注意事项:在工作中要注意钢轨,道岔及其主要连接零件是否有折损,已有伤损标记处有无变化。
要注意路基沉陷,塌方,水害等情况。
要注意机车铁道是否有连接件松动情况。
要注意有无其他影响行车安全的故障。
发现违章现象,应逐级上报。
检查时,要特别注意来往车辆,在单线上一般走人行道一侧的轨枕头;在双线上一般应迎着列车方向走,防止背后来车。
窄轨渡线道岔故障及处理方法

线道岔的型号组成说明
(1)型号首字母Z代表窄轨铁路道岔类型代号;
(2)型号第二个和第三个字母、DK,DC,DX,JD,DZ,JC,TX分别代表单开、对称、渡线、交叉渡线、对称组合、菱形交叉、四轨套线道岔的型式代号。
(3)主要参数中一段数字的6、7、9、分别代表道岔轨距,6=600,7=700,9=900mm,主要参数一段数字的15,22,30,38,43,分别代表道岔轨型,kg/m。
窄轨渡线道岔故障及处理方法
1.了解道岔故障情况
首先询问车站值班员故障现象,然后在控制台上操纵道岔试验。
2.登记道岔停用设备
3.判断是道岔室内还是室外的原因
①如果是单动道岔,在操动时控制台的电流表有指示,说明动作道岔的电已送至到道岔。
如果这时道岔不能操到规定位置,是室外原因。
在操动道岔时,如果控制台的电流表没有指示,首先到机械室的室外分线盘测量该道岔有没有电压,如果有电压说明动作道岔的电已送出,是室外故障山东中煤zmjt061。
②如果是双动道岔,在操动时控制台的电流表动一下就不动了,说明动作道岔的电已送到了一动道岔,故障出在一动道岔以后,是室外故障。
③如果道岔定、反位都能操动,就是没有表示。
用万用表交流250v档,在分线盘测量X1(或X2)与X3间有无交流110V左右电压,如果有电压,则是室外故障,否则是室内故障。
SDH设备故障分析定位的基本步骤和处理流程
SDH设备故障分析定位的基本步骤和处理流程在SDH设备的实际维护过程中,故障告警不是一个一个孤立地出现的,某一设备的故障往往引发相关设备的连锁告警反应,因此,在分析故障告警时,不要仅对某一个告警进行孤立的分析,要从网络系统的角度去分析告警现象,以便正确定位故障点。
1确定故障区段(1)检查光纤、电缆是否接错、光路和网管系统是否正常,排除设备外的故障。
(2)检查各站点业务配置是否正确,排除配置错误的可能性。
(3)通过告警性能来分析故障的原因。
(4)通过逐段环回来进行故障的区段定位,将故障最终定位到单站。
(5)通过单站自环测试来定位故障板。
(6)通过更换单板来定位故障板。
2进一步定位故障(1)对于环形网的光纤连接,要按照从环外看逆时针方向,本站的东侧光板接下一站的西侧光板;对于链形网中间的ADM站点,光纤连接也要按照本站的东侧光板接下一站的西侧光板。
可以通过拔纤、关断激光器检查告警来判断光纤是否接错。
(2)电缆是否接错或不通可以通过在DDF架上环回和电口近端环回,然后检查交换机或其它外围设备是否正常的方法来判断。
(3)检查配置是否错误的重点是根据组网方式、业务方式来检查时隙是否满足业务的需要,另外也要检查单板配置,如支路板的保护/无保护、是否环回等属性;GTC板的设备类型配置;线路板的J1、C2字节配置;时钟板的同步源配置;公务板的电话号码、出环路由等。
(4)可以通过逐段环回来进行故障的区段定位,将故障定位在某一区段直至某一单站,如图1所示。
如果A站与C站之间有业务不通,在A站挂仪表测试,可以先后通过对A站电口近端环回、A站东向线路板光纤自环回、B站东向线路板光纤自环回、C站西向线路板外环回、C站对应电口远端环回来定位故障。
1)若A站电口近端环回业务不通,则说明馈线电缆、接口板或支路板故障。
2)若A站西线路板处环回业务不通,则说明可能是A、B之间的光路或光接口的问题。
3)若B站西向线路板外环回业务不通,则说明可能是A、B之间的光路或光接口问题。
9806H介绍

2
3
4
5
6
7
8
9
登入设备有两种方式:串口线超级终端登陆设备,默认设置电脑里的超 级终端即可 网线直连9806H的网口,将电脑的地址设置为10.62.5.100 255.255.255.0 9806H设备的地址是 10.62.5.101 ,登入设备 telnet 10.62.5.101 输入用户名,密码 admin admin enable admin 9806#erase configuration //删除配置文件,如果有配错的,可全部删除, 重新来过 9806#reboot //删除后要重启才能生效
EPON 9806H介绍
2009年12月 浙江省邮电工程建设有限公司
0
1
What is PON?
Optical Line Terminal
Passive Optical Network
Passive Optical Splitter
ONU
ONU
PSTN
Internet
OLT
Passive Optical Splitter ONU
CATV
Optical Network Unit
Βιβλιοθήκη PON是以点到多点为特征的单纤双向无源光网络; PON包括三个组件:Optical Line Terminal (OLT), Optical Network Unit (ONU) 和 Optical Distribution Network(ODN); ODN中的无源光分路器可以是一个或多个光分路器的级联。
11
9806(config)#snmp-server host 10.10.10.8 //配置服务器地址 9806(config)#loop-check interval 20 //配置换回检测时间 9806(config)#uplink-mode cascade master-port 5/1 //配置上联口模式为级联 9806(config)#qos voip-cos 4 //设置语音优先级为4 9806(config)#time 2009-03-05 12:12:12 //设置时间 9806(config)#interface gigabit-ethernet 5/1 //进入上联口 9806(cfg-if-ge-5/1)# pvid 4088 //设置设备内部通讯PVID (PVID为Port Vlan ID,也就是端口的虚拟局域网ID号,关系到端口收发数 据帧时的VLAN TAG 标记 ) 9806(cfg-if-ge-5/1)# exit 9806(config)#exit //退回全局模式 9806#
数控机床故障诊断及排除方法 高攀
数控机床故障诊断及排除方法高攀发表时间:2014-09-03T15:47:19.607Z 来源:《科学与技术》2014年第1期下供稿作者:高攀[导读] 一数控车床刚投入使用的时候,在系统断电后重新启动时,必须要返回到参考点。
西宁城宏建设工程招标有限责任公司高攀摘要:数控机床是一种高效的自动化机床,涵盖了计算机技术、自动化技术、伺服驱动、精密测量和传感器技术等各个领域的新的技术成果,是一门新兴数字程序控制机床。
关键词:数控机床;故障;排除方法不同的数控机床,其结构和性能有很大的区别,但在故障诊断上有它的共性。
通过对这些共性的分析得出一些对数控机床故障诊断原则、方法及故障排除方法。
以下逐一介绍:一、数控机床故障诊断原则1.先外部后内部数控机床是机械、液压、电气一体化的机床,所以故障的发生必然要从这三者之间综合反映出来。
所以要求维修人员掌握先外部后内部的原则,即当数控机床发生故障后,维修人员应采用望、闻、听、问等方法,由外向里逐一进行检查。
例1:一数控车床刚投入使用的时候,在系统断电后重新启动时,必须要返回到参考点。
即当用手动方式将各轴移到非干涉区外后,再使各轴返回参考点。
否则,可能发生撞车事故。
所以,每天加工完后,最好把机床的轴移到安全位置。
此时再操作或断电后就不会出现问题。
外部硬件操作引起的故障是数控修理中的常见故障。
一般都是由于检测开关、液压系统、气动系统、电气执行元件、机械装置出现问题引起的。
这类故障有些可以通过报警信息查找故障原因。
对一般的数控系统来讲都有故障诊断功能或信息报警。
维修人员可利用这些信息手段缩小诊断范围。
而有些故障虽有报警信息显示,但并不能反映故障的真实原因。
这时需根据报警信息和故障现象来分析解决。
例如:台立式加工中心采用FANUC-OM 控制系统。
机床在自动方式下执行到X 轴快速移动时就出现414#和410#报警。
此报警是速度控制OFF 和X 轴伺服驱动异常。
由于此故障出现后能通过重新启动消除,但每执行到X 轴快速移动时就报警。
机床维修中的故障检测与故障定位技术

机床维修中的故障检测与故障定位技术1. 引言机床在工业生产中扮演着重要的角色,负责加工各种零件和产品。
然而,由于长时间的运行和频繁的使用,机床故障的发生是不可避免的。
为了保证机床的工作效率和生产质量,及时检测和定位故障是至关重要的。
本文将介绍机床维修中常用的故障检测与故障定位技术。
2. 故障检测技术2.1. 观察法机床故障的一种最简单的检测方法是通过观察机床的工作状态来判断是否存在故障。
操作员可以通过观察机床的运行情况,如噪音、振动、温度变化等来判断是否存在异常情况。
但是,这种方法只适用于较为明显的故障情况,对于隐蔽性故障无法准确检测。
2.2. 测试仪器法为了提高故障检测的准确性,可以使用一些专门的测试仪器进行检测。
例如,可以使用振动测试仪、红外热像仪、温度测量仪等来检测机床的振动、温度变化等情况。
这些测试仪器可以提供更准确的数据,帮助操作员判断机床是否存在故障。
2.3. 传感器技术传感器技术在机床故障检测中起到了重要的作用。
通过安装不同类型的传感器在机床上,可以实时监测机床的工作状态,如转速、温度、压力等参数。
传感器将收集到的数据传输给计算机或其他数据处理设备,通过分析比较数据与正常工作状态的差异,可以判断机床是否存在故障。
3. 故障定位技术一旦机床故障被检测到,接下来的关键是准确定位故障的位置,以便能够快速修复。
以下介绍几种常用的故障定位技术。
3.1. 故障代码法故障代码法是机床故障定位的一种常用方法。
在机床上安装故障监控系统后,系统会根据故障发生时的特征表现,自动生成相应的故障代码。
通过查询故障代码对应的故障部位,可以快速定位机床的故障位置。
3.2. 振动分析法振动分析法通过对机床振动信号的采集和分析,确定机床故障的位置。
不同类型的故障会引起不同频率和幅度的振动信号,通过振动分析仪器可以对振动信号进行处理,得到故障的频率和振幅,并通过对比参考数据,定位故障位置。
3.3. 声波分析法声波分析法通过对机床发出的声波信号进行采集和分析,定位机床故障位置。
ZXDSL_9806H_技术手册
况下,本手册不以任何方式授予阅读者任何使用本手册上出现的任何标记的许可或权
利。
本产品符合关于环境保护和人身安全方面的设计要求,产品的存放、使用和弃置应 遵照产品手册、相关合同或相关国法律、法规的要求进行。
如果本产品进行改进或技术变更,恕不另行专门通知。
当出现产品改进或者技术变更时,您可以通过中兴通讯技术支持网站 查询有关信息。
目录第1章系统概述1111市场背景1112系统概述1113特点1214主要接口1215供电要求1316硬件指标1317工作条件13第2章结构和原理2121功能模块2122系统原理2223软件结构23231宽带网管子系统24232宽带协议子系统24233宽带业务子系统24234宽带承载子系统25235运行支撑子系统25236窄带承载子系统25237窄带数据库管理子系统25238窄带协议子系统25239窄带业务子系统2524硬件结构26241插箱26242单板27243背板213244风扇213245单板配置214i第3章业务功能3131宽带接入业务31311adsl业务31312adsl22业务32313vdsl2业务3432voip业务35321pstn业务35322传真业务3633vlan业务3834组播业务3935qos业务31736系统安全业务320361端口定位320362dhcp321363用户端口环回检测322364访问控制列表配置322365ssh功能322366radiusclient和管理用户的远程认证功能32237宽带运维业务323371双端单端测试业务323372adslmodem远程管理业务323373atmf5ping功能327第4章组网应用4141组网概述4142在ngn网络中的voip典型组网4143基于voip的纯pstn业务典型组网4244ipfax应用典型组网4345纯宽带方式典型组网4446fttx方式典型组网45第5章技术指标5151技术参数51ii52系统性能指标5353接口指标5754协议和标准512541国家标准及行业标准512542itutietfieee标准513543企业标准515附录a环境要求a1a1存储环境a1a11气候环境a1a12防水要求a1a13生物环境a1a14空气洁净度a2a15机械应力a2a2运输环境a3a21气候环境a3a22防水要求a3a23生物环境a3a24空气洁净度a3a25机械应力a4a3运行环境a5a31气候环境表a5a32生物环境a5a33空气洁净度a5a34机械应力a6附录b缩略语b1附录c索引c1iii图目录图211zxdsl9806h功能模块21图221zxdsl9806hv20系统架构示意图22图2229806h系统原理框图22图231zxdsl9806h软件结构24图2419806h插箱27图242sccb板硬件结构28图
生产维护的故障分析与快速定位

生产维护的故障分析与快速定位在生产过程中,出现故障是不可避免的。
及时发现故障、快速定位故障并进行修复,对于保证生产效率和产品质量至关重要。
本文将介绍生产维护中常见的故障类型、分析故障原因的方法,以及如何进行快速定位。
1. 故障类型在生产维护中,常见的故障类型包括:1.1 机械故障机械故障是指由机械设备出现的故障,例如设备部件损坏、轴承磨损、传动系统异常等。
机械故障通常表现为设备运行不稳定、噪音异常、温度异常等现象。
1.2 电气故障电气故障是指由电气设备或电路出现的故障,例如电线短路、继电器失灵、电压不稳定等。
电气故障通常表现为设备无法启动、电流异常、过热等现象。
1.3 控制故障控制故障是指由控制系统出现的故障,例如程序错误、传感器信号异常、通信故障等。
控制故障通常表现为设备操作失灵、自动化程序执行错误等现象。
2. 故障分析方法进行故障分析是定位故障的第一步,以下是常用的故障分析方法:2.1 经验分析法经验分析法是根据生产维护人员的经验和专业知识进行故障分析。
通过对故障现象的观察、了解设备的工作原理以及对之前类似故障的记录,来推测故障原因。
2.2 数据分析法数据分析法是基于大量的实时生产数据对故障进行分析。
通过收集设备传感器的数据、生产参数以及历史故障记录,利用数据挖掘和统计分析方法,找出故障的规律和特征。
2.3 故障模式与效应分析法故障模式与效应分析法(FMEA)是一种系统性的故障分析方法。
通过对设备的各个部件进行评估,确定故障模式、故障原因以及可能导致的效应,从而有针对性地采取措施进行修复和预防。
3. 故障快速定位在进行故障快速定位时,需要根据故障分析的结果和具体情况来选择合适的定位方法。
以下是常用的故障定位方法:3.1 排除法排除法是最常用的故障定位方法之一。
通过逐一排除可能引起故障的部件或环节,来缩小故障的范围。
从整个系统进行逐级排查,直到找到引起故障的具体部件或环节。
3.2 测量法测量法是通过对设备、电路以及信号进行测量,来判断故障的位置。
故障定位与调试技巧

故障定位与调试技巧故障定位与调试技巧是在各种技术领域中非常关键的一项技能。
无论是电子设备、计算机网络还是机械设备,都可能出现各种故障。
因此,掌握一些有效的故障定位与调试技巧对于解决问题、提高效率至关重要。
一、分析问题在进行故障定位和调试之前,首先需要对问题进行仔细的分析。
要确定故障的具体表现,了解故障现象出现的频率和规律。
此外,还要了解设备或系统的工作原理和相关的操作步骤。
二、排除简单问题在进行复杂的故障定位之前,先检查并排除可能的简单问题。
例如,检查设备是否接上电源、电源是否正常供电、设备是否正确连接等。
有时候,一些明显的问题可能导致设备无法正常工作,因此及时检查并修复这些问题是十分重要的。
三、使用工具选择合适的工具对于故障定位和调试非常重要。
根据不同的问题和设备,可能需要使用各种不同的工具。
例如,万用表、示波器、逻辑分析仪等都是常用的电子设备故障定位和调试工具。
在使用工具时,要仔细阅读相关的说明书,并遵循正确的使用方法。
四、逐层排查当遇到复杂的故障时,可以采用逐层排查的方法进行定位。
首先,确定故障到底是发生在系统的哪个部分或模块上。
然后,再进一步细分到具体的子模块或元件。
这样逐层排查,可以缩小故障范围,更加快速准确地找到问题所在。
五、记录和分析数据在故障定位和调试过程中,要及时记录相关数据。
这些数据包括设备的状态、故障的发生时间、操作步骤等。
通过对这些数据的分析,可以更加深入地了解故障的原因和规律,有助于更好地解决问题。
六、与他人合作在一些复杂的故障情况下,可以与他人合作进行定位和调试。
通过多人的智慧和经验,可以更好地找到问题所在。
合作时,要充分沟通,明确各自的任务和责任,并及时交流进展和发现的问题。
七、持续学习和实践故障定位和调试技巧需要不断学习和实践才能熟练掌握。
要关注行业的最新发展和技术动态,学习新的故障定位和调试方法。
同时,通过实践应用这些技巧,不断提高自己的能力。
总结故障定位与调试技巧在各个领域中都起着重要的作用。
钢铁加工设备的自动故障定位与排除

钢铁加工设备的自动故障定位与排除钢铁工业作为我国的重要产业,其生产设备的稳定运行对保障我国钢铁产业的健康发展具有重要意义。
在钢铁加工过程中,设备的故障不可避免,因此,实现对故障的快速定位与排除是提高生产效率、降低生产成本的关键。
本文将详细介绍钢铁加工设备的自动故障定位与排除技术。
1. 故障诊断技术故障诊断技术是实现自动故障定位与排除的基础。
故障诊断技术主要包括信号处理技术、模式识别技术和技术。
1.1 信号处理技术信号处理技术是对设备运行过程中产生的信号进行分析,以获取设备运行状态和故障信息。
常用的信号处理技术包括傅里叶变换、小波变换等,它们可以有效地提取信号的频域特征和时域特征。
1.2 模式识别技术模式识别技术是根据设备正常运行状态和故障状态的信号特征,对设备当前运行状态进行分类。
常用的模式识别技术有统计学习方法、机器学习方法和深度学习方法等。
1.3 技术技术是在模式识别的基础上,利用智能算法对故障进行自动定位和预测。
常用的技术有专家系统、神经网络和深度学习等。
2. 故障诊断系统故障诊断系统是将故障诊断技术应用于钢铁加工设备,实现对设备故障的实时监测、诊断和预测。
故障诊断系统主要包括数据采集与处理、故障诊断算法和故障诊断界面等。
2.1 数据采集与处理数据采集与处理是故障诊断系统的第一步,主要是获取设备运行过程中的信号数据,并对数据进行预处理,如滤波、去噪等。
2.2 故障诊断算法故障诊断算法是故障诊断系统的核心,它根据信号特征和模式识别技术,对设备故障进行自动定位和预测。
常用的故障诊断算法有支持向量机、决策树和随机森林等。
2.3 故障诊断界面故障诊断界面是故障诊断系统与用户交互的界面,它显示设备运行状态和故障诊断结果,并提供故障排除指导。
3. 故障排除策略故障排除策略是在故障诊断的基础上,制定针对性的故障排除方案。
故障排除策略主要包括故障树分析、故障原因分析和故障排除步骤等。
3.1 故障树分析故障树分析是将故障诊断结果转化为故障树,分析故障的起源和影响,为故障排除提供依据。
PON中9806H万能脚本注解
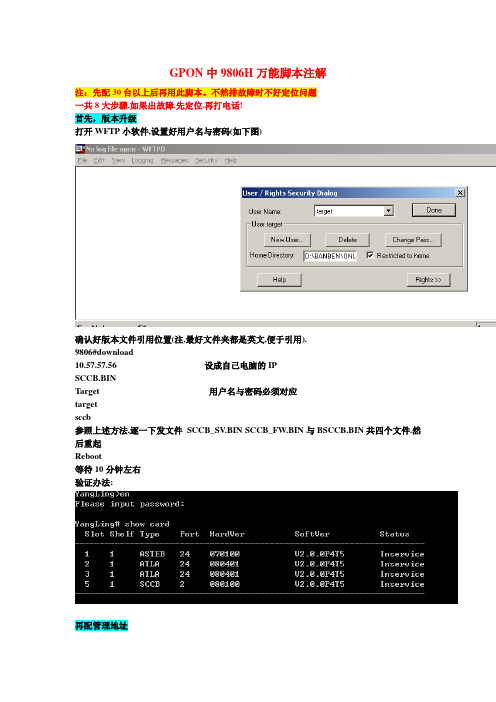
GPON中9806H万能脚本注解注:先配30台以上后再用此脚本。
不然排故障时不好定位问题一共8大步骤,如果出故障.先定位.再打电话!首先,版本升级打开WFTP小软件,设置好用户名与密码(如下图)确认好版本文件引用位置(注,最好文件夹都是英文,便于引用).9806#download10.57.57.56 设成自己电脑的IPSCCB.BINTarget 用户名与密码必须对应targetsccb参照上述方法,逐一下发文件SCCB_SV.BIN SCCB_FW.BIN与BSCCB.BIN共四个文件.然后重起Reboot等待10分钟左右验证办法:再配管理地址Con 进入config配置模式add-vlan 197 参照调度单增加管理V ALNip subnet 10.36.208.91 255.255.255.0 197 配置设备宽带IP地址ip route 0.0.0.0 0.0.0.0 10.36.208.254 配置宽带路由vlan 197 5/1-2 tag 将宽带管理VLAN在上行口打TAG system hostname KeChangCun 为设备命名end 推出配置模式sa 保存数据制作标签,采集MAC.将所配好管理地址的9806上贴上标签.上写明所配的IP与名子.再将设备上端上贴有EPAN MAC字样的一串字母手工抄下.便于后期远程统计信息.光路对通后,根据所统计的MAC,进行以下管理,业务的配置配置宽带部分业务数据Conf 进入config模式add-vlan 400-447 增加业务VLANvlan 400-447 5/1 tag 业务VLAN在上行打TAG vlan 400-423 1/1-24 untag one-to-one 业务VLAN在下行对应端口去标签snmp-server host 10.26.2.234 加EPON网管洛阳地址(洛阳区域都不变) adsl-profile DEF4M.PRF 增加4M模板adsl-profile DEF4M.PRF 里边参数只改三个地方1 快速与交织,根据情况选择40964096interface gigabit-ethernet 5/1 进入上行端口no shutdown 端口打开exitinterface range adsl 1/1-24 进入宽带端口no shutdown 打开端口pvid 400-423 one-to-one pvc 1 将业务VLAN在端口上加PVCatm pvc 1 vpi 0 vci 35 com 设置VPI与VCI值(默认为0:35) adsl profile DEF4M.PRF 引用4M模板exex 推出到最初模式sa 保存数据配置语音管理confadd-vlan 1315vlan 1315 5/1 tagno ip subnet voip 以上同宽带部分,不过窄带要先删除默认的VOIP ip subnet 10.36.69.89 255.255.255.240 1315 voip 窄带管理要加VOIPip route 10.36.0.0 255.255.0.0 10.36.69.81end配置语音业务ag1,mod-voip-route mgid 1 type 1 nexthop 10.36.69.81修改语音下一路地址.一般情况下都为网关2,mod-mgc mgcid 1 mgctype 1 mgcip 10.36.16.3配置语音MGC地址3,del-slctermid beginslot 2 num 24add-slctermid beginslot 2 num 24 tmidfix USER type 1先删除原来板子上的默认用户配置,再加上新的用户配置类型.4,del-ipstermidadd-ipstermid tmidfix RTP/00 TYpe 3 begno 0先删除原默认的RTP资源模式,再加新的类型.验证语音业务1,get-voip-ipaddr2,get-mgc mgcid 13,get-slct sl ot 24,get-ipster以上逐条对应语音配置的1,2,3,4.检查与所配数据是否相同h248st检看H248协议,注意是在AG模式下.正常如下:H248正常与否主要与1,2两项验证有关!End 退至原始模式ping 10.36.69.113 PING网关验证,主要是语音与宽带记得保存copy running-config startup-config 语音子卡的保存命令save 宽带子卡的保存命令做好数据统计,及时更新数据统计表已开通,停电,版本未升级最好能分别标出.便于后期查找!。
9806HF822F821设备一般窄带故障判定

9806HF822F821设备一般窄带故障判定1.通过howcard检查ATLC窄带单板状态,正常应该为inervice。
单板处理参照宽带故障处理步骤2至步骤7。
2.howub-card检查VOIP和PON小卡状态是否为inervice,不为inervice则更换VOIP或PON小卡,如果仍然不正常更换主控板。
3.ag模式下get-lctatu查看用户板电路是否为idle。
4.如果状态为lockout则检查外线是否有混线情况。
5.如果为manual则可能上层OLT打开了自动下发功能造成异常数据下发,或者OLT上对9806H窄带端口描述错误。
也可能是网管或第三方网管下发错误操作。
6.ag模式下get-iptatu查看RTP资源是否为idle。
7.如果IPStatu显示为Fault,则更换VOIP子卡或主控板测试。
8.如果IPStatu正常,但是用户使用一段时间后就出现问题,摘挂机数次后又正常或是重启设备也能立刻正常,就需要查看9806H上配置的RTP资源和SS上是否数量一致。
9.ag模式下查看get-lcattriblot某中的uermode是否为H248,get-mgbaeattrmgid1中PROTYPE也是H248(针对H248协议)10.如果uermode是IDLE状态,可能是由于之前开局时操作步骤不规范导致。
Eraevoip-config之后,重启系统再重新做窄带数据测试。
如果eraevoip-config后保存数据再重启或者eraevoip-config直接做数据然后再保存,都可能导致语音数据保存不全的问题。
11.用户摘机是否有拨号音,如果有拨号音需要通过抓信令分析。
12.用户摘机后如果没有拨号音,但马上是忙音则需要抓信令分析SS直接下忙音的原因。
13.如果用户摘机后没有拨号音,隔2秒左右出现忙音,则多为SS上没有配置相应的Slctermid造成。
14.如果用户主叫手机这种长号码,拨前几位之后听到忙音,需要抓信令分析。
数控机床探测故障常见方法与维修对策

数控机床探测故障常见方法与维修对策在科技的不断发展之下,数控技术也得到了较大的提高,如今的数控机床的功能大大提升,可以有效提高工作的效率。
但随之而来的问题是数控机床的故障探测以及维修也相对比以前更难了,因此对数控机床故障的探测方法以及维修的技能的掌握非常重要。
本文将会通过理论的分析以及实际案例来对这两方面进行探讨。
随着近年来科技的不断发展,数控技术也得到了飞速的发展,现在的数控机床的功能越来越多,也越来越复杂。
有效对数控机床的利用可以大大提高机械加工制造业的效率以及生产力,对质量的控制也可以得到发展。
但目前越来越复杂的数控机床也为其的探测故障和维修带来了前所未有的难题,数控机床中的一个小部件出现问题,都有可能导致零件加工不能达到要求,甚至出现不可挽回的状况。
因此,对数控机床故障的探测方法以及维修对策是非常重要的一环,可以大力推动数控设计以及数控技术的不断发展。
在数控机床刚开始投入使用的时候,由于设计或生产上的问题,在开始的一段时间内,机器处于磨合的阶段,因此故障频率较高;而到了使用中期的时候,机器磨合完毕,故障率处于正常状态;到了使用后期,故障率又逐渐增高,是因为机器的逐渐衰退而引起的,这时候机器也会故障频发。
因此,要做好数控机床探测故障和维修的工作,就要结合机器的实际状况,这样才能够让判断变得准确。
1.数控机床探测故障的步骤1.1.对故障的现场进行调查,以便掌握故障信息。
在数控机床出现故障之后,不能着急去处理,要对故障记录进行查看,以便了解故障的详细情况。
然后才可以在安全的状况之下对故障进行观察。
1.2.对故障原因进行分析,以便确定检查方法。
对故障原因的分析可以用演绎法或归纳法。
演绎法是从故障的现象出发,根据现象来推测可能导致这些现象的原因,再经过分析,得出正确的原因;归纳法是从故障的原因出发,对原因进行分析,从而确定故障点。
1.3.故障的探测。
在对故障进行探测工作时,应该对数控系统的自诊断功能充分利用,来对其中的一些故障进行探测,同时还应该灵活采用一些其他的方法进行故障的探测。
高精度数控机床故障诊断与快速维修方法,都在这里了

高精度数控机床故障诊断与快速维修方法,都在这里了☞这是金属加工(mw1950pub)发布的第11592篇文章编者按模块化维修浓缩了数控装备的工作原理,总结出快速处理故障的一种具有综合性特点的四步到位法维修规范,提炼出诊断分析阶段的3大维修技法及其13个维修子方法。
目前,国内众多企业正快速实施智能化制造,向构建高柔性、高效率的智能工厂迈进。
具有高精度、高效率、柔性化、大容量及加工灵活可变等特点的众多机床有的使用了FANUC等数控系统,有的内嵌了研齿或配对等特定软件;有的使用了Windows工控机,有的装入尺寸形位检测等专用软件;有的使用人机界面(HMI),有的配置可编程序逻辑控制器(PLC);有的使用伺服放大器、伺服电动机和滚珠丝杠副或蜗轮蜗杆副等部件组成的伺服驱动环节,有的使用由变频器和主轴电动机等部件组成的主轴驱动环节,有的配置液压系统、润滑系统、气动系统、冷却装置和排屑装置等辅助环节。
因此,对它们准确地进行故障诊断与快速维修也越来越重要。
1关键技术(1)确立模块化思想实施高精度(数控)机床模块化维修,可以高度概括品种繁多的数控机床的工作原理,大致均是利用数字化的逻辑电信号控制机床的运动过程以获得所需的轮廓轨迹和相应的控制功能,此过程包含工件夹紧/松开、刀具选择、刀具与工件的相对位置、切削液开/关、主轴运行、伺服驱动、各机械耦合部件的润滑及相应部位的冷却降温等方面。
简言之,数控机床就类似人的一只手,工作时它抓着刀具或工件,按照预定轨迹控制刀具或工件沿运动方向前进,最终加工出用户要求的零件形状或实现应有的用途。
其刀具可以是割炬(如火焰、等离子、激光束、水射流和电极丝等)、焊枪(如单丝焊枪和双丝焊枪等)、喷枪、车刀、钻头、铣刀、砂轮、铣齿刀/插齿刀及刻针等。
(2)提出四步到位法维修规范四步到位法维修是维修人员在了解设备宏观组成结构——设计制造过程中系列化和标准化的零部件基础上,遵照“故障记录到位→诊断分析到位→故障维修到位→维修记录到位”四个步骤,快速处理机床故障的一种具有综合性特点的维修方法。
传输维护中常见故障的定位方法及处理技巧
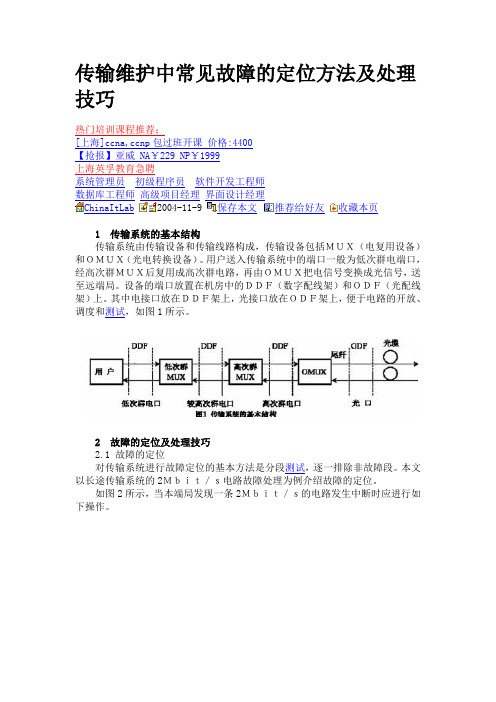
传输维护中常见故障的定位方法及处理技巧热门培训课程推荐:[上海]ccna,ccnp包过班开课价格:4400【抢报】亚威 NA¥229 NP¥1999上海英孚教育急聘系统管理员初级程序员软件开发工程师数据库工程师高级项目经理界面设计经理ChinaItLab2004-11-9 保存本文推荐给好友收藏本页1 传输系统的基本结构传输系统由传输设备和传输线路构成,传输设备包括MUX(电复用设备)和OMUX(光电转换设备)。
用户送入传输系统中的端口一般为低次群电端口,经高次群MUX后复用成高次群电路,再由OMUX把电信号变换成光信号,送至远端局。
设备的端口放置在机房中的DDF(数字配线架)和ODF(光配线架)上。
其中电接口放在DDF架上,光接口放在ODF架上,便于电路的开放、调度和测试,如图1所示。
2 故障的定位及处理技巧2.1 故障的定位对传输系统进行故障定位的基本方法是分段测试,逐一排除非故障段。
本文以长途传输系统的2Mbit/s电路故障处理为例介绍故障的定位。
如图2所示,当本端局发现一条2Mbit/s的电路发生中断时应进行如下操作。
(1) 在2Mbit/s电口的DDF架上分别作本端自环和环给远端测试。
通过在线监测表分别测本端信号和远端信号,判断是本端至用户端信号不好,还是本端传输至远端用户端信号不好。
(2) 如果是本端信号不好,则在用户端口配线架(如程控配线架)做环给用户测试。
如果用户端信号是好的,则是用户配线架至传输配线架之间的跳线或接头的问题;若用户端信号不好,则是用户配线架至用户设备段的问题,可配合用户进行处理。
(3) 若是远端信号不好,可请对端局维护人员在对端局的DDF架上传输2Mbit/s的信号向本端局做环路测试,进行在线监测。
如信号是好的,则一般认为对端局2Mbit/s的DDF架至对端的用户设备之间有问题,可由对端局与对端用户配合处理;如果信号不好,可再用环路测试判断,有转接局的则依次分段做环路测试,最终定位故障段,判断是设备的故障还是线路的故障。
窄带故障处理
西安9806H业务割接故障处理总结(语音及系统部分)段先德2008-7-21一、已解决的故障1、反极性用户对方一摘机就断话故障现象及分析:用户配有反极性属性时,作为主叫拨打别的用户,对方已摘机本端就断话了。
信令跟踪发现,对用户进行倒极时,用户上报了挂机消息。
T3及之前的版本在进行用户线路倒极时比较慢,升级版本后采用了快速倒极的方法。
诊断结果及解决方法:软件缺陷,目前通过升级到一个临时版本解决。
T4以后的版本已解决了这个问题。
2、窄带满配第4块用户板不能正常启动故障现象及分析:窄带满配的时候关电重启第4块板一直不能正常初始化,该板所有状态灯都不亮,后将前三槽位任意拔出一块用户板,插入四槽位的用户板才能正常初始化。
等四槽位用户板初始化完毕后插入前三槽位用户板,满配才能起来,但是这样起来后,业务运行约4~6小时用户线路就很不稳定,有的出现倒极失败(软件在版本升级前,可以通过增大flashlen来临时解决倒极的问题),有的摘机没有馈电,只有重新将所有用户板插拔或重启一下才能好,但是每次只能扛几个小时。
(这也是为什么我们在用户板整改和倒极问题解决版本发过来之前频繁重启用户板的原因,曾导致用户很大的意见。
)经硬件设计人员分析,是由于用户板热插拔保护电路有缺陷,整改需去掉用户板上的四个元器件:VD607、VD607、R666和R667。
整改后,经过一周的观察,问题已解决。
诊断结果及解决方法:硬件设计缺陷,通过窄带用户板整改来解决。
3、语音上行掉字(断断续续)故障现象及分析:网元用户跟外部通电话时,外部听到我们网元的用户话音断断续续,有时严重,有时轻微,但始终有掉字现象。
而我们网元的用户听对方讲话是清楚的。
我们判断媒体流上行有丢包现象,后检查网元的配置,发现媒体流的下一跳配错了,配成了其他区域的nexthop(该nexthop是存在的,且在宽带配置中添加了到达该nexthop的路由,所以ping本应设置的那个nexthop和SS还能通,上行媒体流也不是完全没有),导致媒体流的上行丢包。
980T数控车床常见故障分析维修
980T数控车床常见故障分析维修故障现象之一:换刀时,电动刀架的每个刀位都转动不停。
故障分析:由于电动刀架的刀位到位信号是由霍尔元件接收后反馈回系统,当出现刀架到位后却连转不停,则首先要用万用表检查刀架上的+24V和COM 地之间的电压;其次是到位时霍尔元件的输出到位信号是否正常;最后检查刀位电平信号参数的设置是否正确。
检查维修:经万用表检查发现系统连接到刀架上的+24V和COM地线路的电压均正常。
但检查发现每个刀位信号均不正常,有些偏低,通过测量发现是上拉电阻公共连接处开路造成刀位上电压偏低,霍尔元件工作不正常,致使刀位到位信号无法正常反馈回系统,造成刀架连转的故障现象。
将上拉电阻重新焊接完毕后,故障排除。
故障现象之二:换2号刀时转不停,其余刀位可以转动。
故障分析:通过分析,若是某个刀位出现了连转不停的现象,基本判断就可认定该刀位的信号无法反馈回系统。
检查维修:在系统上转动到2号刀位时,用万用表测量2号刀位信号电压极其不稳定,此时断开2号刀位到位信号与系统的连线,再次对2号刀位到位信号进行测量,发现仍不稳定,由此判断出是该刀位的霍尔元件损坏,对霍尔元件更换之后故障得到了排除。
故障现象之三:车螺纹时前几个螺牙乱牙,之后的部分正常。
故障分析:根据现场观察,不管是何种导程的螺纹都会出现这类现象,初步判断该故障应该是与主轴编码器、系统参数设置及步进驱动器的配置有关。
检查维修:首先检查了主轴编码器,在确认编码器完好的前提下,对步进驱动器做了互换试车调整,故障依旧。
说明肯定就是系统参数失调造成该故障。
在系统参数的配置中重点对26号参数(螺纹退尾时短轴的加减数时间常数)和28号参数(螺纹切削X、Z轴的起始速度)进行了配置调整,同时在编程加工过程中将螺纹加工指令G92改用G32指令,并在G32指令前加入了G01指令对F进给速度做了制定,从而减小升降速造成的影响后,故障排除。
故障现象之四:加工尺寸与实际尺寸相差几丝。
数控设备故障分类及处理方法浅谈.doc
数控设备故障分类及处理方法浅谈根据数控设备常见故障类型,从机械、电气、液压等方面,阐述故障诊断应遵循的一般顺序及产生故障的原因。
提出诊断原则及快速维修方法,可提高维修效率。
随着科学技术的进步,数控电子技术的发展,设备变得越来越复杂,即由普通机械设备转变为集机械、电子、液压、自动化、现代数字技术、计算机技术于一体的先进制造设备,其故障规律也呈现出随机性、突发性和危害性大的特点。
近年来,为满足企业的快速发展,把企业打造成世界一流的航天器制造中心,航天企业已经陆续引进了三轴三联动、五轴五联动、六轴五联动等多台多种形式的国内外先进设备。
这些先进的数控设备故障的产生、发展有其遵循的普遍规律,但又有其特殊性,不可能找到一种维修模式适合于任何系统、任何设备。
通过总结经验给故障分类,制定有通性诊断原则,不断完善维修方法,就可以帮助维修人员理清思路,提高维修效率。
常见故障分类2.1硬件故障和软件故障硬件故障是只有更换已损坏或改造已磨损的器件才能排除的故障。
软件故障是程序编制或参数错误造成的故障,只要相应改变程序内容或修改参数才能排除。
2.2系统性故障和随机性故障系统性故障是只要满足一定的条件,数控设备必然出现的故障。
而随机性故障是在同样的条件下,只是偶然出现1~2次的故障。
因此,随机性故障的分析和排除较为困难,这类故障往往与机械结构的局部松动错位、数控系统中部分元器件工作特性漂移及机床电气元件可靠性下降等有关2.3破坏性故障和非破坏性故障对破坏性故障,如伺服系统失控或操作者操作不当造成飞车等,维修人员在维修时不许重演故障现象,只能根据现场人员介绍,经过检查、分析来排除,所以技术难度较高,且有一定风险。
2.4有诊断和无诊断显示故障现今的数控设备都有较丰富的自诊断功能,如配置较多的FANUC和SIEMENS数控系统都具有几百条报警号。
有诊断显示的故障,可根据报警内容进一步排查,相对容易找到故障原因。
无诊断显示的故障维修时只能根据出现故障前后现象来分析判断,排查故障相对较难,只能通过现象分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9806H窄带常用工程故障定位方法
一,有问题时要好好检查一些基本数据是否正确。
1,如对接的SS是中兴的还是华为的SS,这个你在mgc的type里面需要配置不同的类型的SS。
2,检查你的RTP的termid是否正确,9806H需要配置128个RTP 的termid,和SS人员确认是否给你加了128个RTP资源
3,检查你的用户的termid是否和SS配置的一致。
二、常用检查命令
在shell下面输入:
1,路由ip相关的检查:
routeShow
检查路由表,注意在远程telnet下不要操作此命令。
arpShow
检查arp表,看学到对方的mac地址没有,如下一跳的mac。
也可先ping一下检查。
arpTblShow
检查窄带的基本数据配置,如ip和掩码
检查窄带的下一跳配置是否一致。
检查窄带的下一跳mac是否学到
在consle下面进入ag里面
输入
9806(ag)# get-mgbaseattr
查看mg的基本信息,如窄带的ip和掩码
9806(ag)# get-voip-config
检查窄带的ip和下一跳
9806(ag)# get-mgc mgcid 1
检查SS的ip等信息
2,摘挂机检查
9806(ag)#get-slcstatus
检查是否你摘机的用户的状态已经变成seize,
9806(ag)#get-ipsstatus
检查是否是否有新的ips状态已经变成seize。
Ips的资源是轮流分配的,和用户没有直接对用关系。
也可以在shell下输入:
printHookev=1 就可以看用户的摘挂机扫描,flash,脉冲拨号,注意看完要输入printHookev=0关掉。
3,dtmf收号,放音等的检查
在shell下输入bPrintCtl=1 就可以看ips是否检测到dtmf号码,看到是否放音。
注意看完要输
入bPrintCtl =0关掉。
4,rtp包等的检查
在shell下输入bcmShell进入交换芯片的shell
a,输入 show count查看端口的流量统计,ge1就是voip芯片的端口,ge2 是交换芯片到ipmux的端口,ge4,ge5分别是上联端口。
Rtp包就可以通过show count看ge1的流量,一个电话如果打包间隔是20的话,每s大概就是53个左右的包,针对语音单通可以通过这个看上行的包是否从voip芯片发出和下行的包是否到voip芯片。
b,输入l2 show查看mac地址学习情况。
从这里可以查看你想看的mac地址是否学到。
c, 输入ps查看端口的链路状态。
三、开局时一些异常现象的初步诊断方法
1、摘机后听到忙音
a、首先看H248是否通。
如果不通,就先检查网络配置,确保H248状态OK;如果H248是OK的,故障依旧,下一步。
b、在9806H的带外口进行信令跟踪(方法见本文第五部分)。
如果看到用户报摘机给SS后SS指示放忙音,则说明SS上限制了该用户的呼出权限,联系SS维护人员解决;如果看到用户报摘机给SS后SS什么都没有回应(这时用户听到的现象应该是摘机后短暂无音,接着听见忙音),则说明SS上没有该用户的定义,联系SS维护人员解决。
2、摘机无音
a、首先看用户板状态。
用户板应工作正常,run等亮,alarm灯灭,有用户摘机时hook 灯亮。
如果用户板工作不正常,只能换用户板;如果用户板正常故障依旧,下一步。
b、检查和排除外线原因。
在配线架上去掉外线,将测试电话直接打在用户板端子上。
如果这时摘机故障消除,则说明是外线原因,检查外线;如果故障依旧,则下一步。
c、进入调试shell(接串口,直接敲^qZXDSL进入shell,如果在bcm模式,敲exit 就到了正常模式,提示符是一个箭头“->”,操作完毕敲oam退出shell),敲printHookev=1(观察完后记得敲printHookev=0,并退出shell),可以看到用户摘挂机事件的打印,hookoff为摘机,hookon为挂机,如果看到了该用户(通过sln来识别,譬如sln={1,3,17},则表示第3槽位第18个用户)的摘挂机消息而故障依旧,请跟踪信令,可以把信令发回所里跟踪;如果看不到该用户的摘挂机消息,则说明用户板线路故障或线路接触不良,建议重新插拔一下用户板或换个板子。
d、检查ips资源是否正常。
在oam的ag下面get-ipsstatus。
如果不是idle状态,先复位voip小卡reset subcard voip试一下voip小卡能否恢复正常。
如果不正常到shell 下面看是否有异常的打印,或者i一下看除了tBCM外是否还有其他任务挂起。
如果还不行,把小卡重新查拔试一下。
3、拨号后忙音或者拨有些号码忙音
a、查看信令检测SS下发的号码表是否正确,看我们拨的号码能否正常报上去,如果不能,那就是号码表不正确。
4、有时能打通,有时拨号后就放忙音
查看信令看是否是再加RTP后下的忙音,如果是和SS端确认配置的rtp资源是否相同。
5、语音单通
a、所有的电话单通,如能听到对方的声音,对方听不到我们的声音,则先跟信令查看
该电话对方的ip地址,然后再SHELL下面通过arpTblShow查看,如果对方MG的ip地址和9806H不在一个网段,则看nexthop的mac地址是否学到,如果对方MG的ip地址和9806H 在一个网段,则直接看对方的mac地址是否没有学到。
如果没有学到,先ping一下看是否通,且ping后arpTblShow再查看,如果不通,一般检查上层olt的配置(如arp代理是否配置正确,p2p是否配置正确,arp代理和p2p不能一起使用,建议都只配置arp代理)。
也可以在交换芯片的shell下面使用show count和l2 show检查。
b、只是和9806H间单通,方法同上
6,来电显示问题
a,通过信令查看ss是否给这个用户配置了cid,也可以通过shell下输入bPrintCtl=1查看。
b,确认版本号是否升级到p2t1以后的版本
c,使用112测试一下该电路的电阻和电容值,如果不正常,拔掉插在9806H上的用户线,复位用户板,等用户板完全起来后再插用户线,如果能解决,则可以换P2T4版本解决。
d,如果确认是接了宽带分离器后cid不行的话机可以讲cid的类型修改成fsk600,注意修改后要复位用户板
e, 通过mod-rtppar parid 1 fsklevel 130把cid的信号强度调大,注意是越小越大。
f, 实在都不行,mod-alcattr slot 2 cidtype 1 把cid的类型修改成dtmf类型。
四、后续应注意的事项
1、软件版本升级
a、boot升级要在串口下进入boot模式进行,设置好ftp,命令为burn bsccb.bin
b、sccb.bin、sccb_sv.bin和sccb_fw.bin可以在boot模式下进行,也可以在命令行模式下进行
c、程序版本(sccb.bin)从T2及以前的版本升级到T3及以后的版本时,由于窄带数据的兼容性问题,需要在boot模式下删除data\db\v0100和data\db\v0101目录下的所有文件,下载并运行新的版本后再对窄带数据重新进行配置,建议在boot模式下执行format 把flash格式化掉,下载并运行新版本后从零开始重新配。
从T3版本向T4及以后的版本升级不需要这么做,直接下载就可以了。
2、数据配置
a、T3以后的版本,宽带部分手动配置的voip subnet和全网路由(0.0.0.0)会自动设置到H248协议和voip媒体的IP及下一跳,而如果宽带配置采用下载配置文件的方式进行,则不会自动设置H248协议和voip媒体的IP和下一跳。
b、配置完毕后在ag模式用get-voip-config命令查看一下协议和媒体的网络配置,确保无错。
3、电源及设备接地
我们的设备安装的地方很多没有三相电,这时一定要注意机箱外壳接地要完全,否则会严重影响设备的运行。
我们在西安就发现过有机箱带电很强,导致窄带用户板插拔都没有反应的现象。
还有就是接地会影响来电显示。
五、带外口尽心信令跟踪的方法
1、安装“AG业务观察工具”,注意安装时要全部选安装,安装时要服务器和客户端都安装,要install两次。
2、运行“ZXSS10网关维护系统”和“维护系统界面”程序(密码为空)
3、在“维护系统界面”的菜单中,点击“操作管理”->“设备信息管理”,进行添加设备(就是要进行信令跟踪的那个网元),“设备类型”栏选“A200”,“设备地址1”栏填网元的带外IP,“服务器地址”栏填与网元带外口相连的PC的IP(在网元上要能ping通该IP),其他的随便填。
如果该网元的IP已经在设备信息管理列表中,就不用再添加了
4、在“维护系统界面”的菜单中,点击“系统维护”->“操作维护台”,可以看到刚添加的设备,选中它,右键菜单选择“连接设备”,到该设备的“设备连接”显示从OFF变为ON 后,就可以在右键菜单中选择“协议跟踪”,进入信令跟踪界面了
5、信令跟踪界面可以“开始”或“结束”信令跟踪,还可以把跟踪到的信令保存到文件。