铝包钢绞线制作流程图
铝包钢绞线技术参数课件资料
铝包钢绞线YB/T 124—1997中华人民共和国冶金工业部1997—08—04批准1997—12—01实施前言本标准等效采用美国材料试验协会标准ASTMB 416—88《铝包钢丝同心绞线》。
本标准在绞线结构、尺寸、节径比、绞向、比重、成品接头、绞合要求以及最小破断拉力、20℃时最大直流电阻、绞后电阻与重量的增量等方面与ASTMB 416—88标准是一致的。
增加了导电率组别为23AC、33AC的铝包钢绞线。
对综合弹性模量和综合线膨胀系数的数据给出了近似计算公式。
试验方法、检验规则、包装、标志及质量证明书等按照我国习惯作了较详细的规定。
本标准的附录A是提示的附录。
本标准由全国钢标准化技术委员会提出并归口。
本标准起草单位:天津大成五金厂。
本标准主要起草人:任景华、孙东平、刘万刚、王会清、莫璋。
1 范围本标准规定了铝包钢绞线的定义、分类、代号、尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准适用于架空电力线路的地线和导线及电气化铁路承力索用的铝包钢绞线。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 3048.2—94 电线电缆电性能试验方法金属导体材料电阻率试验GB 4005.1—83 电线电缆交货盘型式尺寸GB 4005.2—83 电线电缆交货盘技术要求GB 8358—87 钢丝绳破断拉伸试验方法YB/T 123—1997 铝包钢丝3 定义3.1 铝包钢绞线:由若干根铝包钢丝经绞合而成的同心裸导线。
3.2 节距:绞线中任意一根铝包钢丝绕其轴线以一定的螺旋升角绕轴线一周的轴向距离。
3.3 节径比:绞线节距与该层绞线直径之比。
4 分类、代号4.1 分类4.1.1 铝包钢绞线按断面结构分为四种,见表1。
表14.1.2 铝包钢绞线按导电率分为:20AC、23AC、27AC、30AC、33AC、40AC六个组别,其相应的导电率为20.3%、23%、27%、30%、33%和40%IACS。
铝包钢绞线技术全参数

铝包钢绞线YB/T 124—1997中华人民共和国冶金工业部1997—08—04批准 1997—12—01实施前言本标准等效采用美国材料试验协会标准ASTMB 416—88《铝包钢丝同心绞线》。
本标准在绞线结构、尺寸、节径比、绞向、比重、成品接头、绞合要求以及最小破断拉力、20℃时最大直流电阻、绞后电阻与重量的增量等方面与ASTMB 416—88标准是一致的。
增加了导电率组别为23AC、33AC的铝包钢绞线。
对综合弹性模量和综合线膨胀系数的数据给出了近似计算公式。
试验方法、检验规则、包装、标志及质量证明书等按照我国习惯作了较详细的规定。
本标准的附录A是提示的附录。
本标准由全国钢标准化技术委员会提出并归口。
本标准起草单位:天津大成五金厂。
本标准主要起草人:任景华、孙东平、刘万刚、王会清、莫璋。
1 范围本标准规定了铝包钢绞线的定义、分类、代号、尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准适用于架空电力线路的地线和导线及电气化铁路承力索用的铝包钢绞线。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 3048.2—94 电线电缆电性能试验方法金属导体材料电阻率试验GB 4005.1—83 电线电缆交货盘型式尺寸GB 4005.2—83 电线电缆交货盘技术要求GB 8358—87 钢丝绳破断拉伸试验方法YB/T 123—1997 铝包钢丝3 定义实用文案3.1 铝包钢绞线:由若干根铝包钢丝经绞合而成的同心裸导线。
3.2 节距:绞线中任意一根铝包钢丝绕其轴线以一定的螺旋升角绕轴线一周的轴向距离。
3.3 节径比:绞线节距与该层绞线直径之比。
4 分类、代号4.1 分类4.1.1 铝包钢绞线按断面结构分为四种,见表1。
1表4.1.2 铝包钢绞线按导电率分为:20AC、23AC、27AC、30AC、33AC、40AC六个组别,其相应的导电率为20.3%、23%、27%、30%、33%和40%IACS。
铝包钢绞线技术参数
铝包钢绞线YB/T 124—1997中华人民国冶金工业部1997—08—04批准1997—12—01实施前言本标准等效采用美国材料试验协会标准ASTMB 416—88《铝包钢丝同心绞线》。
本标准在绞线结构、尺寸、节径比、绞向、比重、成品接头、绞合要求以及最小破断拉力、20℃时最大直流电阻、绞后电阻与重量的增量等方面与ASTMB 416—88标准是一致的。
增加了导电率组别为23AC、33AC的铝包钢绞线。
对综合弹性模量和综合线膨胀系数的数据给出了近似计算公式。
试验方法、检验规则、包装、标志及质量证明书等按照我国习惯作了较详细的规定。
本标准的附录A是提示的附录。
本标准由全国钢标准化技术委员会提出并归口。
本标准起草单位:大成五金厂。
本标准主要起草人:任景华、东平、万刚、王会清、莫璋。
1 围本标准规定了铝包钢绞线的定义、分类、代号、尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准适用于架空电力线路的地线和导线及电气化铁路承力索用的铝包钢绞线。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 3048.2—94 电线电缆电性能试验方法金属导体材料电阻率试验GB 4005.1—83 电线电缆交货盘型式尺寸GB 4005.2—83 电线电缆交货盘技术要求GB 8358—87 钢丝绳破断拉伸试验方法YB/T 123—1997 铝包钢丝3 定义3.1 铝包钢绞线:由若干根铝包钢丝经绞合而成的同心裸导线。
3.2 节距:绞线中任意一根铝包钢丝绕其轴线以一定的螺旋升角绕轴线一周的轴向距离。
3.3 节径比:绞线节距与该层绞线直径之比。
4 分类、代号4.1 分类4.1.1 铝包钢绞线按断面结构分为四种,见表1。
表14.1.2 铝包钢绞线按导电率分为:20AC、23AC、27AC、30AC、33AC、40AC六个组别,其相应的导电率为20.3%、23%、27%、30%、33%和40%IACS。
图文详解钢芯铝绞线与直线接续管液压作业过程
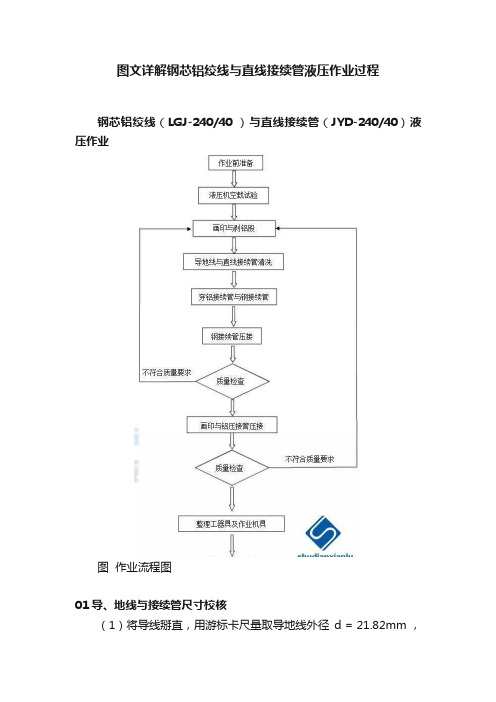
图文详解钢芯铝绞线与直线接续管液压作业过程钢芯铝绞线(LGJ-240/40 )与直线接续管(JYD-240/40)液压作业图作业流程图01导、地线与接续管尺寸校核(1)将导线掰直,用游标卡尺量取导地线外径d = 21.82mm ,量取钢芯直径d1 = 8.09mm ;图1 LGJ—240/40 导线外径测量图2 LGJ—240/40 钢芯外径测量(2)用游标卡尺量取钢接续管内径为d钢 = 13.21mm ,外径为D钢 = 20.02mm ;铝接续管内径为d铝 = 22.57mm ,外径为 D铝 = 36.21mm ;图3 钢接续管内径测量图4 钢接续管外径测量(3)由于导地线外径d = 21.82mm 小于铝接续管内径d 铝 = 22.57mm ,且两值相差不大,故导地线与直线接续管结构配套;另根据钢、铝接续管外径选择钢模尺寸为?20 和 ?36。
图5 铝接续管内径测量图6 铝接续管外径测量02画印与剥铝股2.1 画印1)用钢卷尺测量钢接续管的实长为L1 = 100mm ,并测量铝接续管实长L2 = 470mm ,如下图所示;图7 钢接续管实长测量图8 铝接续管实长测量2)钢接续管压接所需的预留长度D2L的计算续管压:① 钢接续管压接时所需的预留长度DL1 = (8% - 10%)L1 + 5 = 15.00mm;②铝(铝合金)线压接时所需的预留长度DL3 = (2% - 4%)L1 + 5 = 9.00mm;③钢接续管压接所需的预留长度D2L = DL1/2 + DL3 = 16.50mm 。
3)用钢卷尺自导线端面向内侧量取L1 + D2L + L2 + 50 = 636.50mm ,并以记号笔沿导线外径一周画远端绑扎标记于P1,量取L1 + D2L + 30 = 146.50用记号笔沿导线外径一周画绑扎标记于P2,量取L1 + D2L + 10 = 126.50mm用记号笔沿导线外径一周画切割标记于B ,且在P1处将导线旋紧绑扎牢固,如下图所示。
铝包钢绞线生产要点分析
铝包钢绞线生产要点分析
张振祥
【期刊名称】《金属制品》
【年(卷),期】2010(036)001
【摘要】铝包钢绞线的生产主要有原料准备、包覆、拉拔、绞制等工序.钢原料采用碳质量分数为0.6%~0.8%的优质碳素钢盘条,钢芯需要进行铅浴淬火热处理;铝盘条一般采用L2型号铝杆,抗拉强度不超过110MPa.采用机械除锈加化学洗方式清洗钢丝,清洗头的孔径为钢芯直径的1.52倍.采用CONFORM挤压工艺进行包覆,20AC铝包钢丝包覆速度不大于140m/min,40AC不大于110m/min.采用压力润滑拉拔,总压缩率控制在80%以下,部分压缩率不大于20%,拉拔速度为5~6m/s.采用有退扭的行星式绞线机进行绞制,使用张力传感器控制各轴单丝张力,产品质量达到使用要求.
【总页数】4页(P27-30)
【作者】张振祥
【作者单位】天津市大成五金厂,天津,300220
【正文语种】中文
【中图分类】TG376
【相关文献】
1.铝包钢绞线的生产技术与应用 [J], 段建华;刘晓文
2.铝连续挤压包覆机在铝合金护套贯通地线生产中的应用 [J], 丁贤军
3.复铝钢绞线载流承力索连续挤压包覆工艺的研究 [J], 苏道新;宋宝韫
4.400型连续包覆机在铝包钢生产中的应用探究 [J], 余晓杨;高瞻;汤嘉骏;杨青
5.包铝成功试生产319Z.3铸造铝合金 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
3---铝包钢绞线技术参数目录
3---铝包钢绞线技术参数目录D2 JLB20A-50-7(JLB20A-50)标准技术参数2-1 JLB20A-50-7(JLB20A-50)铝包钢绞线技术参数响应表2-2 JLB20A-50-7(JLB20A-50)铝包钢线技术参数响应表3 JLB40-50-7(JLB40-50)标准技术参数3-1 JLB40-50-7(JLB40-50)铝包钢绞线技术参数响应表3-2 JLB40-50-7(JLB40-50)铝包钢线技术参数响应表4 JLB20A-80-7(JLB20A-80)标准技术参数4-1 JLB20A-80-7(JLB20A-80)铝包钢绞线技术参数响应表4-2 JLB20A-80-7(JLB20A-80)铝包钢线技术参数响应表5 JLB40-80-7(JLB40-80)标准技术参数5-1 JLB40-80-7(JLB40-80)铝包钢绞线技术参数响应表5-2 JLB40-80-7(JLB40-80)铝包钢线技术参数响应表6 JLB20A-100-19(JLB20A-100)标准技术参数6-1 JLB20A-100-19(JLB20A-100)铝包钢绞线技术参数响应表6-2 JLB20A-100-19(JLB20A-100)铝包钢线技术参数响应表7 JLB35-100-19(JLB35-100)标准技术参数7-1 JLB35-100-19(JLB35-100)铝包钢绞线技术参数响应表7-2 JLB35-100-19(JLB35-100)铝包钢线技术参数响应表8 JLB40-100-19(JLB40-100)标准技术参数8-1 JLB40-100-19(JLB40-100)铝包钢绞线技术参数响应表8-2 JLB40-100-19(JLB40-100)铝包钢线技术参数响应表9 JLB20A-120-19(JLB20A-120)标准技术参数9-1 JLB20A-120-19(JLB20A-120)铝包钢绞线技术参数响应表9-2 JLB20A-120-19(JLB20A-120)铝包钢线技术参数响应表10 JLB23-120-19(JLB23-120)标准技术参数10-1 JLB23-120-19(JLB23-120)铝包钢绞线技术参数响应表10-2 JLB23-120-19(JLB23-120)铝包钢线技术参数响应表11 JLB35-120-19(JLB35-120)标准技术参数11-1 JLB35-120-19(JLB35-120)铝包钢绞线技术参数响应表11-2 JLB35-120-19(JLB35-120)铝包钢线技术参数响应表12 JLB40-120-19(JLB40-120)标准技术参数12-1 JLB40-120-19(JLB40-120)铝包钢绞线技术参数响应表12-2 JLB40-120-19(JLB40-120)铝包钢线技术参数响应表13 JLB20A-150-19(JLB20A-150)标准技术参数13-1 JLB20A-150-19(JLB20A-150)包钢绞线技术参数响应表13-2 JLB20A-150-19(JLB20A-150)铝包钢线技术参数响应表14 JLB35-150-19(JLB35-150)标准技术参数14-1 JLB35-150-19(JLB35-150)铝包钢绞线技术参数响应表14-2 JLB35-150-19(JLB35-150)铝包钢线技术参数响应表15 JLB40-150-19(JLB40-150)标准技术参数15-1 JLB40-150-19(JLB40-150)铝包钢绞线技术参数响应表15-2 JLB40-150-19(JLB40-150)铝包钢线技术参数响应表16 JLB20A-185-19(JLB20A-185)标准技术参数16-1 JLB20A-185-19(JLB20A-185)铝包钢绞线技术参数响应表/km16-2 JLB20A-185-19(JLB20A-185)铝包钢线技术参数响应表17 JLB40-185-19(JLB40-185)标准技术参数17-1 JLB40-185-19(JLB40-185)铝包钢绞线技术参数响应表17-2 JLB40-185-19(JLB40-185)铝包钢线技术参数响应表。
浅谈铝包殷钢线的制造工艺
世界有色金属 2021年 9月下176浅谈铝包殷钢线的制造工艺朱 兴,金 榕,田 庚,丰茂磊,施华英(江苏亨通电力智网科技有限公司,江苏 吴江 215234)摘 要:铝包殷钢线拥有低线膨胀系数的特点,作为增容导线加强芯被广泛用于架空旧线路的增容改造项目。
本文主要介绍了铝包殷钢线的生产工艺流程与制造工艺,制造工艺包括了原材料的准备、殷钢丝包覆、铝包殷钢杆拉拔、铝包殷钢线复绕去应力。
公司试制的10%IACS铝包殷钢线性能指标均高于国网企业标准要求。
关键词:生产工艺流程;殷钢丝包覆;铝包殷钢杆拉拔;铝包殷钢线复绕去应力中图分类号:TM244.1 文献标识码:A 文章编号:1002-5065(2021)18-0176-2Manufacturing technology of aluminum clad invar wireZHU Xing, JIN Rong, TIAN Geng, FENG Mao-lei, SHI Hua-ying(Jiangsu Hengtong Electric Power Intelligent Network Technology Co., Ltd., Wujiang, Jiangsu 215234)Abstract: Aluminum clad invar wire has the characteristics of low line expansion coefficient. As the reinforcing core of capacity increasing conductor, it is widely used in the capacity increasing and reconstruction projects of overhead old lines. This paper mainly introduces the production process and manufacturing process of aluminum clad invar wire. The manufacturing process includes the preparation of raw materials, coating of invar steel wire, drawing of aluminum clad invar steel rod, rewinding and stress relief of aluminum clad invar steel wire. The linear energy indexes of 10% IACS aluminum clad invar trial produced by the company are higher than the requirements of national grid enterprise standards.Keywords: production process; Steel wire coating; Aluminum clad invar rod drawing; Stress relief by rewinding aluminum clad invar wire铝包殷钢线是一种双金属复合材料,产品具有低线膨胀系数、高强度、耐腐蚀等特点,主要用作增容导线—铝包殷钢芯耐热铝合金线的加强芯。
钢绞线工艺流程及国际标准
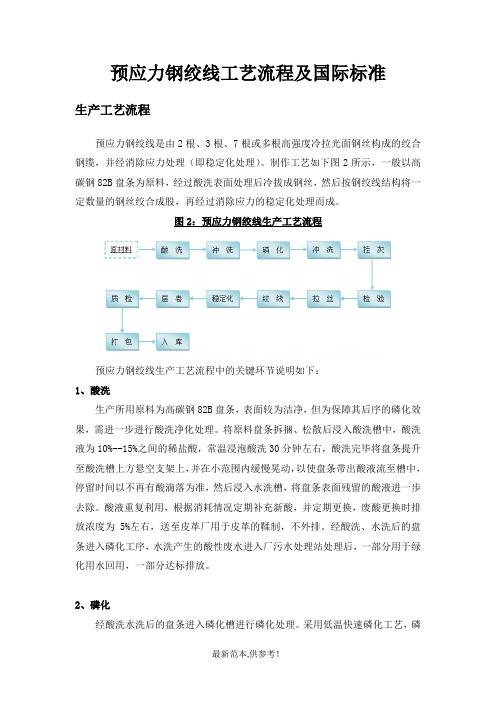
预应力钢绞线工艺流程及国际标准生产工艺流程预应力钢绞线是由2根、3根、7根或多根高强度冷拉光面钢丝构成的绞合钢缆,并经消除应力处理(即稳定化处理)。
制作工艺如下图2所示,一般以高碳钢82B盘条为原料,经过酸洗表面处理后冷拔成钢丝,然后按钢绞线结构将一定数量的钢丝绞合成股,再经过消除应力的稳定化处理而成。
图2:预应力钢绞线生产工艺流程预应力钢绞线生产工艺流程中的关键环节说明如下:1、酸洗生产所用原料为高碳钢82B盘条,表面较为洁净,但为保障其后序的磷化效果,需进一步进行酸洗净化处理。
将原料盘条拆捆、松散后浸入酸洗槽中,酸洗液为10%--15%之间的稀盐酸,常温浸泡酸洗30分钟左右,酸洗完毕将盘条提升至酸洗槽上方悬空支架上,并在小范围内缓慢晃动,以使盘条带出酸液流至槽中,停留时间以不再有酸滴落为准,然后浸入水洗槽,将盘条表面残留的酸液进一步去除。
酸液重复利用,根据消耗情况定期补充新酸,并定期更换,废酸更换时排放浓度为5%左右,送至皮革厂用于皮革的鞣制,不外排。
经酸洗、水洗后的盘条进入磷化工序,水洗产生的酸性废水进入厂污水处理站处理后,一部分用于绿化用水回用,一部分达标排放。
2、磷化经酸洗水洗后的盘条进入磷化槽进行磷化处理。
采用低温快速磷化工艺,磷化过程中无需升温加热,磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。
磷化的主要目的是给基体金属提供保护,提高基体的防腐蚀能力。
磷化液的成份主要为磷酸及磷酸二氢盐的水溶液,磷化液重复使用不外排,磷化后不需水洗,将盘条提升至磷化槽上方支架,将磷化液控干,其操作过程同洗后控酸过程,将磷化液近控干后,进入皂化工序。
3、皂化皂化工序操作过程与磷化工序相同,皂化液的成份为钠皂的水溶液,其目的是增加盘条表面的润滑度,为后序的拔丝工段做准备。
皂化液不外排,皂化后不需水洗,将皂化液控干后进入拔丝工段。
4、拔丝及合股选用先进的高速直进式拔丝机,采用冷拔工艺,拔丝过程共分九级拉拔,将原料盘条逐级拉拔至所需粒径规格的成品丝后,送入捻股机,根据客户需要,将数根成品丝捻合成型,再经过张拉轮将绞线拉直。