模具保养计划表
年度模具保养计划
保养;在生产后模具会出现某些变化 ,例如
表面不光泽/尺寸不对等情况;因为发生异常
2
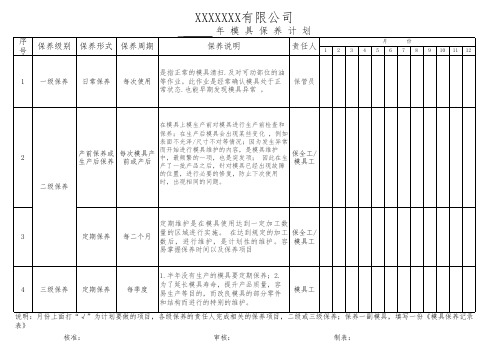
产前保养或 生产后保养
每次模具产维护 中,最频繁的一项,也是突发项; 因此在生 产了一批产品之后,针对模具已经出现故障
保全工/ 模具工
的位置,进行必要的修复,防止下次使用
二级保养
时,出现相同的问题。
定期维护是在模具使用达到一定加工数
3
定期保养
每二个月
量的区域进行实施。 在达到规定的加工 保全工/ 数后,进行维护,是计划性的维护。容 模具工
易掌握保养时间以及保养项目
1.半年没有生产的模具要定期保养;2.
4
三级保养 定期保养
每季度
为了延长模具寿命,提升产品质量,容 易生产等目的,而改良模具的部分零件
序 号
保养级别 保养形式 保养周期
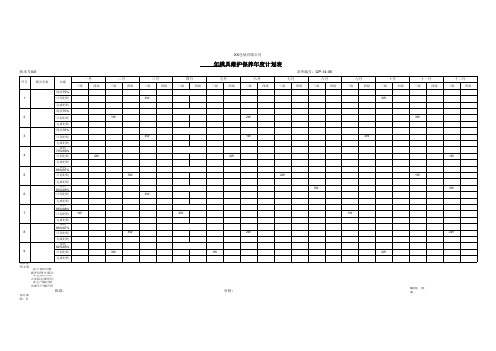
XXXXXXX有限公司
年模具保养计划
保养说明
责任人
月
份
1 2 3 4 5 6 7 8 9 10 11 12
是指正常的模具清扫.及对可动部位的油 1 一级保养 日常保养 每次使用 等作业。此作业是经常确认模具处于正 保管员
常状态.也能早期发现模具异常 。
在模具上模生产前对模具进行生产前检查和
模具工
和结构而进行的特别的维护。
说明:月份上面打“√”为计划要做的项目,各级保养的责任人完成相关的保养项目,二级或三级保养;保养一副模具,填写一份《模具保养记录 表》
核准:
审核:
制表:
模具维护保养计划
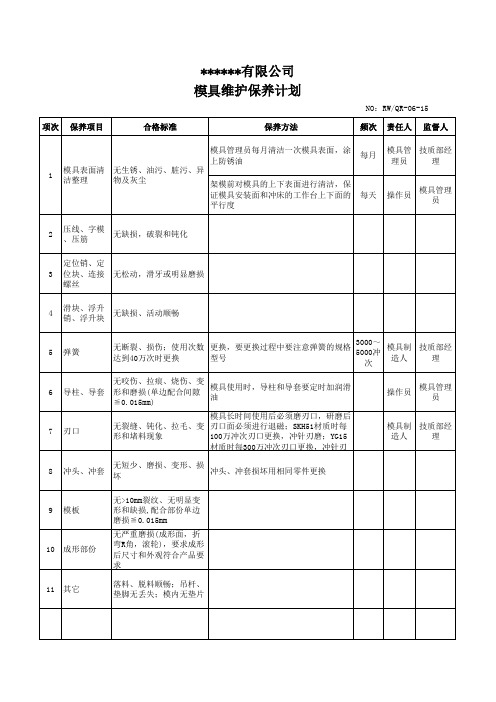
NO:RW/QR-06-15 项次 保养项目 合格标准 保养方法 模具管理员每月清洁一次模具表面, 涂上防锈油 1 模具表面清 无生锈、油污、脏污、 洁整理 异物及灰尘 架模前对模具的上下表面进行清洁, 保证模具安装面和冲床的工作台上下 面的平行度 频次 每月 责任人 监督人
7
模具制 技质部经 造人 理
8
冲头、冲套
9
模板
10 成形部份
11 其它345 Nhomakorabea弹簧
6
无咬伤、拉痕、烧伤、 模具使用时,导柱和导套要定时加润 导柱、导套 变形和磨损(单边配合间 滑油 隙≦0.015mm) 刃口 无裂缝、钝化、拉毛、 变形和堵料现象 无短少、磨损、变形、 损坏 无>10mm裂纹、无明显变 形和缺损,配合部份单边 磨损≦0.015mm 无严重磨损(成形面,折 弯R角,滚轮),要求成 形后尺寸和外观符合产 品要求 落料、脱料顺畅;吊杆 、垫脚无丢失;模内无 垫片 模具长时间使用后必须磨刃口,研磨 后刃口面必须进行退磁;SKH51材质时 每100万冲次刃口更换,冲针刃磨; YG15材质时每300万冲次刃口更换,冲 冲头、冲套损坏用相同零件更换
模具管 技质部经 理员 理 模具管理 员
每天
操作员
2
压线、字模 无缺损,破裂和钝化 、压筋 定位销、定 无松动,滑牙或明显磨 位块、连接 损 螺丝 滑块、浮升 无缺损、活动顺畅 销、浮升块 无断裂、损伤;使用次 数达到40万次时更换 3000~ 更换,要更换过程中要注意弹簧的规 模具制 技质部经 5000冲 格型号 造人 理 次 操作员 模具管理 员
注塑模具年度保养计划表格-概述说明以及解释
注塑模具年度保养计划表格-范文模板及概述示例1:Introduction:注塑模具是制造塑料制品的重要工具,它的性能直接影响到产品质量和生产效率。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养是非常重要的。
制定一个年度的保养计划表格可以帮助企业更好地管理和维护模具设备,提高生产效率和降低故障率。
保养计划表格内容:1.模具基本信息:在保养计划表格上列出每个注塑模具的基本信息,如模具编号、启用日期、最近一次维护日期等。
这些信息有助于跟踪模具的使用情况和维护记录。
2.保养项目清单:制定一个具体的保养项目清单,包括常规保养、定期更换部件、清洁润滑等项目。
每个保养项目都应该有具体的操作指导和频率要求。
3.保养记录表:在保养计划表格上设立一个保养记录表格,用于记录每次对模具的保养情况。
记录包括保养时间、保养内容、操作人员、备注等信息。
4.异常处理流程:在保养计划表格上列出模具出现异常情况时的处理流程和联系人信息。
及时处理模具问题可以降低生产故障率和维修成本。
5.定期检查计划:制定模具的定期检查计划,包括每月、季度、半年或年度的检查内容和频率。
定期检查可以发现模具问题并及时修复,避免生产中断。
Conclusion:通过制定注塑模具年度保养计划表格,可以帮助企业更好地管理和维护模具设备,提高生产效率和产品质量。
定期的保养和维护可以延长模具的使用寿命,降低维修成本,确保生产顺利进行。
企业应该重视模具的保养工作,制定科学合理的保养计划,并严格执行,以保证生产的稳定性和可靠性。
示例2:注塑模具作为生产过程中不可或缺的工具,其正常运行对产品质量和生产效率起着至关重要的作用。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养和维护尤为重要。
因此,制定一份注塑模具年度保养计划表格是非常必要的。
下面是一个注塑模具年度保养计划表格的示例:项目内容负责人完成时间清洁使用专门的清洁剂对模具进行清洗维修人员每月初润滑对模具的移动部件进行润滑,确保运行顺畅维修人员每季度检查和更换磨损部件定期检查模具的磨损情况,根据需要更换磨损严重的部件维修人员每半年调试和测试对模具进行定期调试和测试,确保其正常工作生产主管每季度存储和保护对不使用的模具进行正确的存储和保护,防止生锈和损坏仓库管理员每周通过制定并严格执行注塑模具年度保养计划表格,可以有效地提高注塑模具的使用寿命和生产效率,减少因模具故障而造成的损失。
模具年度保养计划表
模具年度保养计划表模具年度保养计划表篇一:工装模具维护保养规范计划工装模具维护保养规范一、目的:使模具能保持最佳的性能状态和延长其使用寿命,确保生产的正常进行,降低生产成本。
二、适用范围:公司所有模具的维修和保养。
三、职责:生产部门负责组织实施模具的保养和模具的维修计划;注塑与硫化工段长负责模具的日常保养;上下模职员进行定时模具状态检查。
四、保养细则1.逐日的例行检查和维护:1.1运行中的模具是否处于正常状态:活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,要求至少24小时要加一次油,特殊结构要增加加油次数,模具的固定模板的螺丝和锁模夹是否松动。
1.2生产正常状况:检查产品的缺陷是否与模具有关。
1.3下机时要对模具进行全面检查并进行防锈处理:抹干型腔、型芯、顶出机构和行位等部位喷洒模具防锈剂(防锈剂的喷洒不是越多越好,喷洒较少可能防锈效果不好,喷洒过多导致下次生产时为去除防锈剂而消耗过多的清洗剂,徙增成本)。
1.4下机后的模具要放在指定地点并作好记录:模具状况(完好还是待修)。
2.每季的例行检查:主要是对放置两个月以上没有使用的模具进行清理维护。
2.1打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理;长期(半年以上)不使用的模具须涂抹黄油。
2.2放回原位并作好记录。
3.使用前模具的检查3.1检查模具的标识是否完好清晰,对照工艺文件检查所使用的模具是否正确;3.2检查模具是否完整、凸凹模是否有裂纹、是否有磕碰、变形、可见部分的螺钉是否有松动等;3.3检查所使用的原材料是否与工艺文件一致,防止因使用不合格的原材料损坏模具和设备;3.4检查所使用的机床是否与模具相配备合理;3.5检查模具在机床上安装是否正确,上、下模压板螺栓是否紧固。
3.6对(:模具年度保养计划表)模具的表面的油污,铁锈清理干净;检查模具的冷却水孔是否有异物,是否有水路不通。
4.生产中模具的保养4.1检查模具的所有导向的导柱,导套是否损伤,定期对模具导柱、行位等部件进行加油保养,检查运动部件是否有异常,顶出机构工作是否顺畅无卡滞。
模具维护保养年度计划表
序号
模具名称
实施
现状75%
1
计划时间
完成时间
现状70%
2
计划时间
完成时间
现状76%
3
计划时间
完成时间
现状
70%/69%
4
计划时间
完成时间
现状
86%/87%
5
计划时间
完成时间
现状
83%/85%
6
计划时间
完成时间
现状
85%/88%
7
计划时间
完成时间
现状
86%/87%
8
计划时间
完成时间
现状
82%/85%
三级
四级
表单编号:QP-14-06
七月
八月
三级
四级
三级
四级
2W 1W 2W
2W 3W
2W 1W
审核:
九月
三级
四级
4W
1W
十月
三级
四级
十一月
三级
四级
3W
3W
1W
2W
编制:黄 明:
十二月
三级
四级
1W 3W 2W
9
计划时间
完成时间
填表说 明:1.现 2.计划时间根
据3评.完估成得时分间,确填定 入4实.生际产完2成0万时模间; 次或生产30天时
批准:
保存期 限:3
一月
三级
四级
44W 3W
三月
三级
四级
4W
4W
4W
四月
三级
四级
2W
XX包装有限公司
年模具维护保养年度计划表
五月
三级
四级
六月
工装模具保养记录表
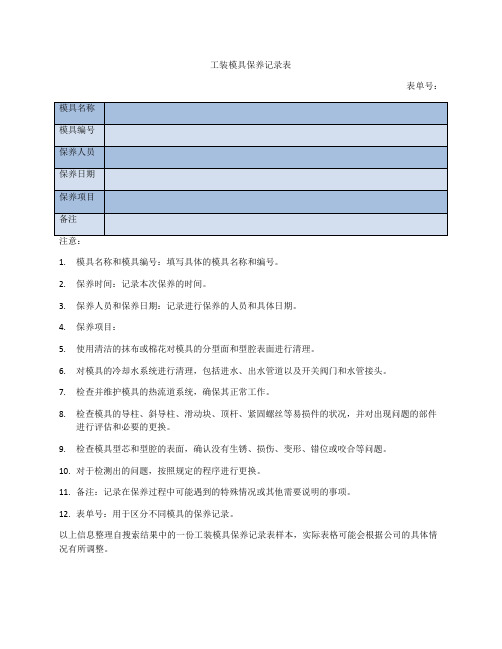
工装模具保养记录表
表单号:
1.模具名称和模具编号:填写具体的模具名称和编号。
2.保养时间:记录本次保养的时间。
3.保养人员和保养日期:记录进行保养的人员和具体日期。
4.保养项目:
5.使用清洁的抹布或棉花对模具的分型面和型腔表面进行清理。
6.对模具的冷却水系统进行清理,包括进水、出水管道以及开关阀门和水管接头。
7.检查并维护模具的热流道系统,确保其正常工作。
8.检查模具的导柱、斜导柱、滑动块、顶杆、紧固螺丝等易损件的状况,并对出现问题的部件
进行评估和必要的更换。
9.检查模具型芯和型腔的表面,确认没有生锈、损伤、变形、错位或咬合等问题。
10.对于检测出的问题,按照规定的程序进行更换。
11.备注:记录在保养过程中可能遇到的特殊情况或其他需要说明的事项。
12.表单号:用于区分不同模具的保养记录。
以上信息整理自搜索结果中的一份工装模具保养记录表样本,实际表格可能会根据公司的具体情况有所调整。
模具维护保养计划
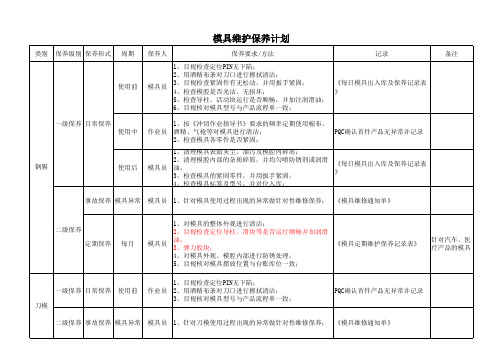
《每日模具出入库及保养记录表 》
事故保养 模具异常 模具员 1、针对模具使用过程出现的异常做针对性维修保养; 《模具维修通知单》
二级保养 定期保养 每月
模具员
1、对模具的整体外观进行清洁; 2、目视检查定位导柱、滑块等是否运行顺畅并加润滑 油; 3、弹力胶块; 4、对模具外观、模腔内部进行防锈处理; 5、目视核对模具摆放位置与台账库位一致;
《每日模具出入库及保养记录表 》
备注
一级保养 日常保养 使用中
钢膜
使用后
1、按《冲切作业行清洁;
PQC确认首件产品无异常并记录
2、检查模具各零件是否紧固;
模具员
1、清理模具表面灰尘、油污及模腔内碎屑; 2、清理模腔内部的杂质碎屑,并均匀喷防锈剂或润滑 油; 3、检查模具的紧固零件,并用扳手紧固; 4、检查模具标签及型号,并对位入库;
《模具定期维护保养记录表》
针对汽车、医 疗产品的模具
一级保养 日常保养 使用前 刀模
1、目视检查定位PIN无下陷; 作业员 2、用酒精布条对刀口进行擦拭清洁;
3、目视核对模具型号与产品流程单一致;
PQC确认首件产品无异常并记录
二级保养 事故保养 模具异常 模具员 1、针对刀模使用过程出现的异常做针对性维修保养; 《模具维修通知单》
模具维护保养计划
类别 保养级别 保养形式 周期 使用前
保养人
保养要求/方法
记录
模具员
1、目视检查定位PIN无下陷; 2、用酒精布条对刀口进行擦拭清洁; 3、目视检查紧固件有无松动,并用扳手紧固; 4、检查模腔是否光洁、无损坏; 5、检查导柱、活动块运行是否顺畅,并加注润滑油; 6、目视核对模具型号与产品流程单一致;
模具保养计划表
模具保养计划表篇一:工装模具维护保养规范计划工装模具维护保养规范一、目的:使模具能保持最佳的性能状态和延长其使用寿命,确保生产的正常进行,降低生产成本。
二、适用范围:公司所有模具的维修和保养。
三、职责:生产部门负责组织实施模具的保养和模具的维修计划;注塑与硫化工段长负责模具的日常保养;上下模职员进行定时模具状态检查。
四、保养细则1.逐日的例行检查和维护:1.1运行中的模具是否处于正常状态:活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,要求至少24小时要加一次油,特殊结构要增加加油次数,模具的固定模板的螺丝和锁模夹是否松动。
1.2生产正常状况:检查产品的缺陷是否与模具有关。
1.3下机时要对模具进行全面检查并进行防锈处理:抹干型腔、型芯、顶出机构和行位等部位喷洒模具防锈剂(防锈剂的喷洒不是越多越好,喷洒较少可能防锈效果不好,喷洒过多导致下次生产时为去除防锈剂而消耗过多的清洗剂,徙增成本)。
1.4下机后的模具要放在指定地点并作好记录:模具状况(完好还是待修)。
2.每季的例行检查:主要是对放置两个月以上没有使用的模具进行清理维护。
2.1打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理;长期(半年以上)不使用的模具须涂抹黄油。
2.2放回原位并作好记录。
3.使用前模具的检查3.1检查模具的标识是否完好清晰,对照工艺文件检查所使用的模具是否正确;3.2检查模具是否完整、凸凹模是否有裂纹、是否有磕碰、变形、可见部分的螺钉是否有松动等;3.3检查所使用的原材料是否与工艺文件一致,防止因使用不合格的原材料损坏模具和设备;3.4检查所使用的机床是否与模具相配备合理;3.5检查模具在机床上安装是否正确,上、下模压板螺栓是否紧固。
3.6对模具的表面的油污,铁锈清理干净;检查模具的冷却水孔是否有异物,是否有水路不通。
4.生产中模具的保养4.1检查模具的所有导向的导柱,导套是否损伤,定期对模具导柱、行位等部件进行加油保养,检查运动部件是否有异常,顶出机构工作是否顺畅无卡滞。
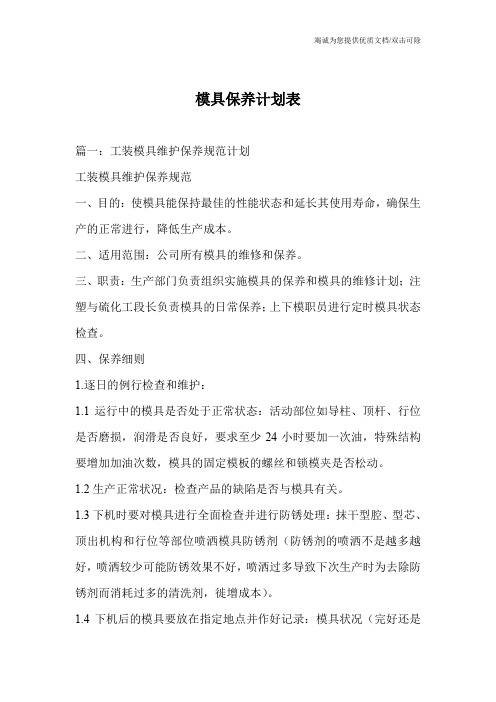
注塑模具保养表
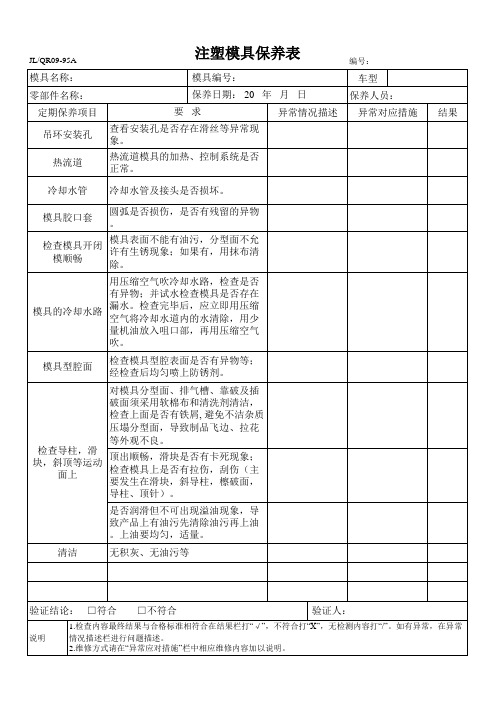
清洁
无积灰、无油污等
结果
验证结论: □符合 □不符合
验证人:
说明
1.检查内容最终结果与合格标准相符合在结果栏打“√”,不符合打“Χ”,无检测内容打“/”。如有异常,在异常 情况描述栏进行问题描述。 2.维修方式请在“异常应对措施”栏中相应维修内容加以说明。
检查模具开闭 模顺畅
模具表面不能有油污,分型面不允 许有生锈现象;如果有,用抹布清 除。
用压缩空气吹冷却水路,检查是否
有异物;并试水检查模具是否存在
模具的冷却水路
漏水。检查完毕后,应立即用压缩 空气将冷却水道内的水清除,用少
量机油放入咀口部,再用压缩空气
吹。
模具型腔面
检查模具型腔表面是否有异物等; 经检查后均匀喷上防锈剂。
对模具分型面、排气槽、靠破及插
破面须采用软棉布和清洗剂清洁,
检查上面是否有铁屑, 避免不洁杂质
压塌分型面,导致制品飞边、拉花
等外观不良。
检查导柱,滑 块,斜顶等运动
面上
顶出顺畅,滑块是否有卡死现象; 检查模具上是否有拉伤,刮伤(主 要发生在滑块,斜导柱,檫破面,
导柱、顶针)。
是否润滑但不可出现溢油现象,导 致产品上有油污先清除油污再上油 。上油要均匀,适量。
JL/QR09-95A
模具名称: 零部件名称:
定期保养项目 吊环安装孔
热流道
注塑模具保养表
模具编号:
保养日期: 20 年 月 日
要求
异常情况描述
查看安装孔是否存在滑丝等异常现 象。
热流道模具的加热、控制系统是否 正常。Biblioteka 编号:车型 保养人员:
异常对应措施
冷却水管 冷却水管及接头是否损坏。
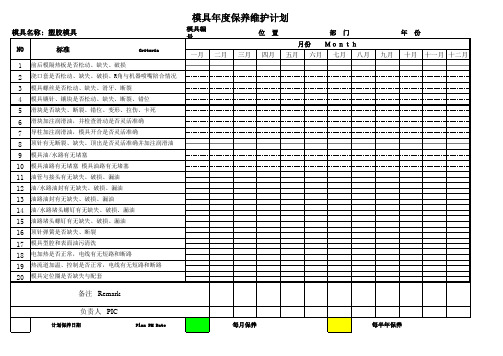
塑胶模具年度保养维护计划表
每季度保养
全年保养
部门主 管:
模具名称: 塑胶模具
NO
标准
Criteria
1 前后模隔热板是否松动、缺失、破损 2 浇口套是否松动、缺失、破损、R角与机器喷嘴陪合情况 3 模具螺丝是否松动、缺失、滑牙、断裂 4 模具镶针、镶块是否松动、缺失、断裂、错位 5 滑块是否缺失、断裂、错位、变形、拉伤、卡死 6 滑块加注润滑油,并检查滑动是否灵活准确 7 导柱加注润滑油,模具开合是否灵活准确 8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油 9 模具油/水路有无堵塞 10 模具油路有无堵塞 模具油路有无堵塞 11 油管与接头有无缺失、破损、漏油 12 油/水路油封有无缺失、破损、漏油 13 油路油封有无缺失、破损、漏油 14 油/水路堵头螺钉有无缺失、破损、漏油 15 油路堵头螺钉有无缺失、破损、漏油 16 顶针弹簧是否缺失、断裂 17 模具型腔和表面油污清洗 18 电加热是否正常,电线有无短路和断路 19 热流道加温、控制是否正常,电线有无短路和断路 20 模具定位圈是否缺失与配套
模具年度保养维护计划
模具编 号
位 置
部 门 月份 Month
一月 二月 三月 四月 五月 六月 七月 八月
年 份 九月 十月 十一月 十二月
备注 Remark
负责人 PIC
计划保养日期
Plan PM Date
每月保养
每半年保养
Hale Waihona Puke 实际保养日期Actual PM Date
注:如有更换零件或维修零件,记录于“模具保养维修记录”。
模具维护保养计划
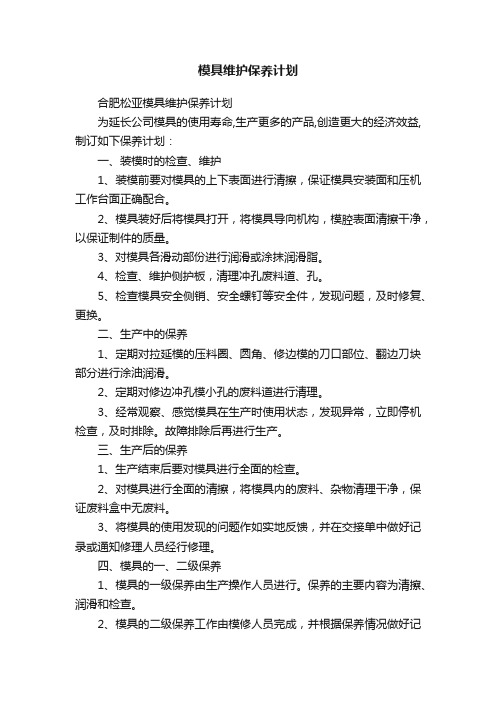
模具维护保养计划合肥松亚模具维护保养计划为延长公司模具的使用寿命,生产更多的产品,创造更大的经济效益,制订如下保养计划:一、装模时的检查、维护1、装模前要对模具的上下表面进行清擦,保证模具安装面和压机工作台面正确配合。
2、模具装好后将模具打开,将模具导向机构,模腔表面清擦干净,以保证制件的质量。
3、对模具各滑动部份进行润滑或涂抹润滑脂。
4、检查、维护侧护板,清理冲孔废料道、孔。
5、检查模具安全侧销、安全螺钉等安全件,发现问题,及时修复、更换。
二、生产中的保养1、定期对拉延模的压料圈、圆角、修边模的刀口部位、翻边刀块部分进行涂油润滑。
2、定期对修边冲孔模小孔的废料道进行清理。
3、经常观察、感觉模具在生产时使用状态,发现异常,立即停机检查,及时排除。
故障排除后再进行生产。
三、生产后的保养1、生产结束后要对模具进行全面的检查。
2、对模具进行全面的清擦,将模具内的废料、杂物清理干净,保证废料盒中无废料。
3、将模具的使用发现的问题作如实地反馈,并在交接单中做好记录或通知修理人员经行修理。
四、模具的一、二级保养1、模具的一级保养由生产操作人员进行。
保养的主要内容为清擦、润滑和检查。
2、模具的二级保养工作由模修人员完成,并根据保养情况做好记录。
二级保养的主要内容:a、对模具的圆角拉毛部位进行抛光,如果出现压坑要对模具研配。
b、对检查发现有问题的导向零件进行修理、恢复。
c、对模具在使用过程中刀口崩刃和刃口塌陷处进行补焊、修复。
d、对损坏、失效的弹簧等弹性零件进行更换(注意弹簧的规格和型号)。
e、对模具在使用过程中的冲头折断、弯曲和啃坏及损坏的冲套进行更换。
f、检查紧固零件是否松动、损坏。
如有,则进行更换。
g、检查压料板、卸料板是否损坏,如有对损坏的部分进行修复。
h、检查气动系统有无渗漏;如有,则进行修复、更换。
五、久放模具的保养对于长期放置的模具要每两个月安排一次保养,方法是打开模具给予除尘、除锈并对模具所有部位给予涂油处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具編號 項目 序號 1 2 3 4 5 6 7 8 H100BE 保養內容 模仁排氣槽廢氣及 殘留物清洗 滑塊加潤滑油 導柱導套加潤滑油 頂針油污清洗 模仁: 模仁: 模仁: 模坯及邊框,墊板, 壓塊,滑塊座 生產模數 產品名稱 H100BE- 10801 保養記錄 保養人 確認 模具制造日期 生產模數 保養記錄 2011.04.25 保養人 確認
備注:第1項與第4項為1.5萬+/-200模次清洗一次;第2項及第3項為2200模次保養一次; 第5項安全使用期為18萬+/-200模次;第6項安全使用期為55萬+/-200模次;第7項安全使用期為90萬次; 第8項在使用300萬模次後需3個月保養一次
XX-XXX-XXX