SY3120-5LOZE-C4
焊接材料对照表

低碳钢焊接材料低合金钢焊接材料不锈钢焊接材料及高合金钢焊接材料镍基焊接材料铝合金焊接材料OK AristoRod 新一代无镀层 MAG 焊丝性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝TIG Rods 不锈钢氩弧焊丝SAW 不锈钢埋弧焊丝不锈钢带级堆焊焊带国内外焊接材料对照表:低合金钢用实芯焊丝和焊棒对照表:国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表来源: 作者: 时间:2007-11-14 点击:71国内外铝及铝合金用焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:85国内外铬及铬镍耐蚀钢用药芯焊丝对照表来源:作者:时间:2007-11-14 点击:95国内外不锈钢焊条对照表来源: 作者: 时间:2007-11-14 点击:499铬钼耐热钢焊条对照表来源: 作者: 时间:2007-11-14 点击:219低温钢焊条对照表来源:作者:时间:2007-11-14 点击:142国内外碳钢焊条对照表来源: 作者: 时间:2007-11-14 点击:178低合金高强度钢焊条对照表来源: 作者: 时间:2007-11-14 点击:242国内外碳钢低合金钢用埋弧焊焊丝对照表来源: 作者: 时间:2007-11-14 点击:192日本神钢KOBELCO焊接材料来源:作者:时间:2007-11-14 点击:54日本神钢电焊条以质量优异,品种齐全而深受广大用户推崇。
焊丝牌号及型编制

焊丝牌号及型编制焊丝的牌号是根据焊丝的性能来命名的,主要包括了实芯焊丝、药芯焊丝、有色金属及铸铁焊丝等,其牌号编制方法简介如下:1.实芯焊丝的牌号与型号(1)牌号:牌号第一个字母“H”表示焊接用实芯焊丝。
H后面的一位或二位数字表示含碳量。
接下来的化学符号及其后面的数字表示该元素大致含量的百分数。
合金元素含量小于1%时,该合金元素化学符号后面的数字省略。
在结构钢焊丝牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的高级优质钢。
E为硫、磷含量要求特别低的焊丝。
H 08 Mn2 Si A高级优质钢(S、P≤0.03%)Si≤1%Mn≈2%C≈0.08%焊接用实芯焊丝国产实芯焊丝的牌号及主要成分见表2-31、表2-32。
(2)焊丝型号气体保护电弧焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER 后面的两位数字表示熔敷金属的最低抗拉强度,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其它化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
国产实芯焊丝型号、化学成分和力学性能列于表2-33、表2-34。
焊丝型号举例:ER 55 B2Mn表示焊丝中含有锰元素表示焊丝化学成分分类代号表示熔敷金属抗拉强度最低值为55kgf/mm2或540MPa表示焊丝表2-31 国产实芯焊丝的牌号及主要成分(GB/T14957-95)钢种序号牌号化学成分(%)C Mn Si Cr Ni Mo V Cu 其他S P≤碳素结构钢1 H08A ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.03≤0.030 2 H08E ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.02≤0.023 H08C ≤0.100.30~0.55 ≤0.03≤0.10≤0.100.20.0150.0154 H08MnA ≤0.100.80~1.10 ≤0.07≤0.20≤0.30≤0.2≤0.03≤0.035 H15a0.11~0.18 0.35~0.65≤0.03≤0.20≤0.30≤0.2≤0.03≤0.036 H15Mn0.11~0.18 0.80~1.10≤0.03≤0.20≤0.300.20.0350.035合金结构钢7 H10Mn2 ≤0.121.50~1.90≤0.07≤0.20≤0.30≤0.2≤0.035≤0.035 8 H08Mn2Si ≤0.111.70~2.100.65~0.95≤0.20≤0.30≤0.2≤0.035≤0.0359H08MnsSiA ≤0.111.80~2.100.65~0.95≤0.20≤0.300.20.030.0310 H10MnSi ≤0.140.80~1.100.60~0.90≤0.20≤0.30≤0.2≤0.035≤0.0351 1 H10MnSiMo≤0.140.90~1.200.70~1.10≤0.20≤0.300.15~0.25≤0.2≤0.035≤0.0351 2 H10MnSiMoTiA0.08~0.121.00~1.300.40~0.70≤0.20≤0.300.20~0.40≤0.2Ti0.05~0.150.0250.031 3 H08MnMoA≤0.101.20~1.60≤0.25≤0.20≤0.300.30~0.50≤0.2Ti0.15(加入量)≤0.03≤0.031 4 H08Mn2MoA0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.70≤0.2Ti0.15(加入量)≤0.03≤0.031 5 H10Mn2MoA0.08~0.131.70~2.00≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.031 6 H08Mn2MoV A0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.700.06~0.12≤0.2Ti0.15(加入量)≤0.03≤0.031 7 H10Mn2MoV A0.08~0.131.70~2.40≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.0318 H08CrMoA ≤0.100.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0319 H13CrMoA0.11~0.160.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0320 H18CrMoA0.15~0.220.40~0.700.15~0.350.80~1.10≤0.300.15~0.25≤0.2≤0.025≤0.032 1 H08CrMoVA≤0.100.40~0.700.15~0.351.00~1.30≤0.300.50~0.700.15~0.35≤0.2≤0.03≤0.032 2 H08CrNi2MoA0.05~0.010.50~0.850.10~0.300.70~1.001.40~1.800.20~0.40≤0.2≤0.025≤0.032 3 G30CrMnSiA0.25~0.350.80~1.100.90~1.200.80~1.10≤0.30≤0.2≤0.025≤0.02524 H10MoCrA ≤0.120.40~0.700.15~0.350.45~0.65≤0.300.40~0.60≤0.2≤0.03≤0.03表2-32类别牌号化学成分,%(m/m)C Si Mn P S Cr Ni Mo Cu 其他奥氏体型H1Cr19Ni9 ≤0.14≤0.61.00~2.00≤0.03≤0.0318.00~20.008.00~10.00H0Cr19Ni12Mo2≤0.08≤0.61.00~2.50≤0.03≤0.0318.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2Cu2 ≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.001.00~2.50H0Cr19Ni14Mo3 ≤0.08≤0.61.00~2.50≤0.03≤0.0318.50~20.5013.00~15.003.00~4.00H0Cr21Ni10 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0319.50~22.509.00~11.00H00Cr21Ni10 ≤0.03 ≤0.61.00~2.50≤0.03≤0.0218.50~20.509.00~11.00H0Cr20Ni10Ti ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.509.00~10.50Ti9×C%~1.00H0Cr20NI10Nb ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.009.00~11.00Nb10×C%~1.00H00Cr20Ni25Mo4Cu ≤0.03≤0.61.00~2.50≤0.03≤0.0219.00~21.0024.00~26.004.00~5.001.00~2.00H1Cr21Ni10Mn6 ≤0.10≤0.65.00~7.00≤0.03≤0.0220.00~22.009.00~11.00H1Cr24Ni13 ≤0.12 ≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.00H1Cr24Ni13Mo2 ≤0.12≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.002.00~3.00H00Cr25Ni22Mn4Mo2N ≤0.03≤0.53.50~5.50≤0.03≤0.0224.00~26.0021.50~23.002.00~2.80N0.10~0.15H1Cr26Ni21 ≤0.15 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00H0Cr26Ni21 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00铁素体型H0Cr14 ≤0.06≤0.7≤0.60≤0.03≤0.0313.00~15.00≤0.60 H1Cr17 ≤0.10≤0.5≤0.60≤0.03≤0.0315.50~17.00≤0.60马氏体型H1Cr13 ≤0.12≤0.5≤0.60≤0.03≤0.0311.50~13.50≤0.60H2Cr130.13~0.21≤0.6≤0.60≤0.03≤0.0312.00~14.00≤0.60H0Cr17Ni4Cu4Nb≤0.05≤0.750.25~0.75≤0.03≤0.0315.50~17.004.00~5.00≤0.753.00~4.00N0.15~0.45表2-33 国产焊丝型号及其化学成分(%)(GB/T8110-95)焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量碳钢焊丝ER49 -1≤0.111.80~2.100.65~0.95≤0.030≤0.030≤0.30≤0.20—————≤0.50—ER50 -2≤0.07 0.90~1.40 ≤0.025≤0.035——0.05~0.150.02~0.120.05~0.15≤0.50ER50 -3 0.06~0.15———ER50 -4 0.07~0.151.00~1.50ER50 -5 0.07~0.190.90~1.400.50~0.90ER50 -6 0.06~0.151.40~1.85—ER50 -7 0.07~0.150.50~0.80铬钼钢焊丝ER55 -B2 0.07~0.120.40~0.700.40~0.70≤0.025≤0.025≤0.201.20~1.500.40~0.65————≤0.35≤0.50ER55 -B2L≤0.05ER55-B2-MnV0.06~0.10 1.20~1.600.60~0.90≤0.030≤0.0251.00~1.300.50~0.700.20~0.40ER55 -B2-Mn 1.20~1.700.90~1.200.45~0.65—ER62 -B3 0.07~0.120.40~0.700.40~0.70≤0.025≤0.202.30~2.700.90~1.20ER62 -B3L≤0.05镍钢焊丝ER55 -C1≤0.12≤1.250.40~0.80≤0.025≤0.0250.80~1.10≤0.15≤0.35≤0.05———≤0.35≤0.50ER55 -C2 2.00~2.75———ER55 -C3 3.00~3.75续表焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量锰钼钢焊丝ER55-D2-Ti≤0.111.20~1.900.40~0.80 ≤0.025≤0.025——0.20~0.50—≤0.20——≤0.50≤0.50ER55 -D2 0.07~0.121.60~2.100.50~0.80≤0.150.40~0.60—其他低合金钢焊丝ER69 -1≤0.081.25~1.800.20~0.50 ≤0.010≤0.0101.40~2.10 ≤0.300.25~0.55 ≤0.05≤0.10≤0.10≤0.10≤0.25≤0.50ER69-2≤0.12 0.20~0.600.80~1.250.20~0.550.25~0.65ER69 -3 0.40~0.80≤0.020≤0.0200.50~1.00——≤0.20—≤0.35ER76 -1≤0.09 1.40~1.800.20~0.55 ≤0.010≤0.0101.90~2.60≤0.500.25~0.55≤0.04≤0.10≤0.10≤0.25ER83 -1≤0.100.25~0.602.00~2.80≤0.600.30~0.65≤0.03ERXX-G供需双方协商注:①焊丝中铜含量包括镀铜层。
XP-3110,3140,3160,3120气体检测仪说明书

新宇宙电机株式会社
NEW COSMOS ELECTRIC CO.,LTD.
大全
规格文件编号 XP-3000T
标准文案
目录
包装容物的说明………………………………………………1 1. 前 言 … … … …… … … …… … … … … …… … … …… … … … … 2
防爆相关事项……………………………………………………………………2 符号图标的说明…………………………………………………………………2 安全使用说明……………………………………………………………………3
■ 图形符号的说明
正文中使用了危险、警告、注意等用语。上述词语具体定义如下:
! 危险 ! 警告
如不避免,将发生造成死亡或重伤的危险情况。 如不避免,将发生可能造成死亡或重伤的危险情况。
! 注意 附注
如不避免,将发生造成轻伤或物质损失的危险情况。 使用方面的建议事项
大全
标准文案
1. 前言(续) ■ 安全使用说明
设定和执行。
如 OFF 主机电源,将重设下述执行容和设定。
项目一览
功能与设定容
参照页
1 峰值保持功能
持续显示检测到的气体浓度的峰值。
6. 维护检查……………………………………………………………23
日常检查…………………………………………………………………………23 定期检查………………………………………………………………………23 主要更换部件………………………………………………………………23
7. 故障、原因与对策…………………………………………………24 8. 保证书与登记卡……………………………………………… 25 9. 规格………………………………………………………………26 10. 检测原理……………………………………………………………27 11. 术语的说明…………………………………………………………28
铸铁的分类
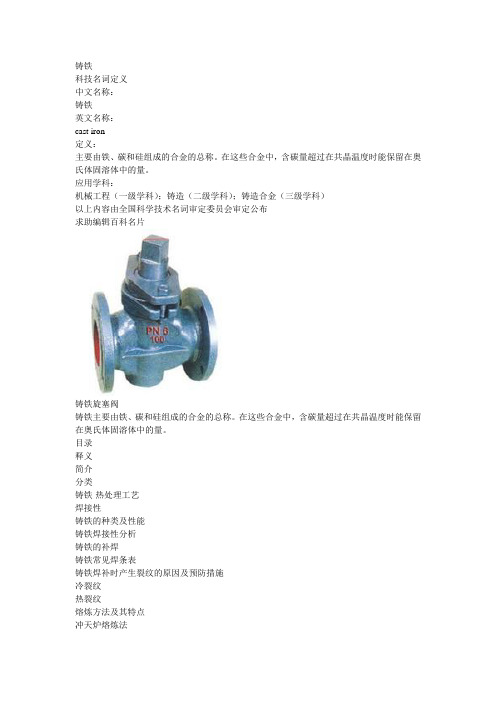
铸铁科技名词定义中文名称:铸铁英文名称:cast iron定义:主要由铁、碳和硅组成的合金的总称。
在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。
应用学科:机械工程(一级学科);铸造(二级学科);铸造合金(三级学科)以上内容由全国科学技术名词审定委员会审定公布求助编辑百科名片铸铁旋塞阀铸铁主要由铁、碳和硅组成的合金的总称。
在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。
目录释义简介分类铸铁-热处理工艺焊接性铸铁的种类及性能铸铁焊接性分析铸铁的补焊铸铁常见焊条表铸铁焊补时产生裂纹的原因及预防措施冷裂纹热裂纹熔炼方法及其特点冲天炉熔炼法感应电炉熔炼电弧炉熔炼释义简介分类铸铁-热处理工艺焊接性铸铁的种类及性能铸铁焊接性分析铸铁的补焊铸铁常见焊条表铸铁焊补时产生裂纹的原因及预防措施冷裂纹热裂纹熔炼方法及其特点冲天炉熔炼法感应电炉熔炼电弧炉熔炼展开编辑本段释义铸造厂词目:铸铁拼音:zhù tiě基本解释[cast iron;foundry iron;foundry pig] 含碳量较高的铁,质脆,不能锻压,用来炼钢或铸造器物详细解释1.把铁矿石冶炼成铁。
《汉书·五行志上》:“ 成帝河平二年正月,沛郡铁官铸铁,铁不下,隆隆如雷声,又如鼓音。
”《北史·杨津传》:“掘地至泉,广作地道,潜兵涌出,置炉铸铁,持以灌贼。
贼遂相告曰:…不畏利槊坚城,唯畏杨公铁星。
‟” 清陈维崧《红·舟次丹阳感怀》词:“铸铁竟成千古错,读书翻受群儿耻。
”2. 用生铁重新熔炼而成的铁碳合金。
也叫生铁或铣铁。
编辑本段简介铸铁产品(7张)铸铁英文名:cast iron含碳量在2%以上的铁碳合金。
工业用铸铁一般含碳量为2%~4%。
碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。
除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。
合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。
热轧产品的屈服点、抗拉强度、伸长率

热轧产品的屈服点、抗拉强度、伸长率
牌 号 SS400 A36 SAPH400 SM400A SM400B SM400C SPHT3 Q255 * St44-2 S290(X42) QStE340TM S315(X46) SAPH440 B440HP HP295 * AH32 B440QZR QStE380TM S360(X52) B460NQR St50-2 Q275 * SS490 C35 S35C SM490-A SM490-B SM490-C B490HP HP325 * B480GNQR 09CuPCrNi-A QStE420TM StE355 AH36 St52-3 SM490YA 屈服点 Mpa ≥ 245 ≥ 250 ≥ 255 ≥ 245 ≥ 245 ≥ 245 ≥ 255 ≥ 275 ≥ 290 ≥ 340 ≥ 315 ≥ 395 ≥ 295 ≥ 295 ≥ 315 ≥ 320 ≥ 380 ≥ 360 ≥ 340 ≥ 295 ≥ 275 ≥ 285 ≥ 300 ≥ 305 ≥ 325 ≥ 325 ≥ 325 ≥ 325 ≥325 ≥350 ≥343 ≥420 ≥355 ≥ 355 ≥ 355 ≥ 365 抗拉强度 Mpa 400-510 400-550 ≥ 400 400-510 400-510 400-510 ≥ 410 410-550 410-540 ≥ 415 420-540 ≥ 435 ≥ 440 ≥ 440 ≥ 440 440-590 440-570 450-590 ≥ 455 ≥460 470-540 490-650 490-610 480-670 ≥ 510 490-610 490-610 490-610 ≥ 490 ≥ 490 ≥480 ≥480 480-620 490-630 490-620 490-630 490-610 ≥ 34 ≥ 28 ≥ 26 ≥ 22 ≥ 15 ≥ 23 ≥ 23 ≥ 18 ≥ 20 ≥ 19 ≥ 19 ≥ 23 ≥ 22 ≥ 22 ≥ 22 ≥ 22 ≥ 21 ≥ 22 ≥ 22 ≥ 21 ≥ 22 ≥ 21 ≥ 20 ≥19 ≥ 25 伸长率 % ≥ 21 ≥ 23 ≥ 36 ≥ 23 ≥ 23 ≥ 23 ≥ 25 ≥ 24 ≥ 20 弯心直径 d = 3a d = 2a d = 4a d = 3a d = 2a d = 0.5a d = 2a d = 3a d = 2a d = 2a d = a d = 0.5a d = 2a d = a d = 4a d = 2a d = 2a d = 2a d = 2a d = 0.5a d = 3a d = 3a 冲 击 试验温度 0℃ 0℃ +20℃ 0℃ 0℃ +20℃ 0℃ 0℃ 0℃ 0℃ +20℃ -10℃ -20℃ 0℃ 0℃ 冲击功 ≥ 27 ≥ 47 ≥ 27 ≥ 27 ≥ 27 ≥ 27 ≥ 31 ≥ 31 ≥ 27 ≥ 47 ≥ 27 ≥ 27 ≥ 21 ≥ 34 ≥ 27 δ 5 δ 5 δ 5 δ 5 δ 5 δ 5 δ 5 δ 5 δ 50 δ 50 拉伸试样 δ 50 δ 50 δ 50 δ 50 δ 50 δ 50 δ 50 δ 5 δ 5 δ 50 δ 5 δ 50 δ 50 δ 5 δ 5 δ 5 δ 5 δ 5 δ 50 δ 5 δ 5 δ 5 δ 50 δ 5 δ 50 备 注 一般结构和 工程用 一般结构和 工程用 汽车结构用 焊接结构钢 焊接结构钢 焊接结构钢 钢管用 一般结构和 工程用 一般结构和 工程用 管线钢 汽车结构用 管线钢 汽车结构用 焊接气瓶用 焊接气瓶用 船体结构用 汽车传动轴 管用 汽车结构用 管线钢 耐大气腐蚀 钢 一般结构和 工程用 一般结构和 工程用 一般结构和 工程用 机械结构钢 机械结构钢 焊接结构钢 焊接结构钢 焊接结构钢 焊接气瓶用 焊接气瓶用 高耐侯性结 构钢 高耐侯性结 构钢 汽车结构用 焊接结构钢 船体结构用 焊接结构钢 焊接结构钢
宝钢锌铁合金规格一览表

品名规格材质材质说明产地热镀锌锌铁合金0.42*940*0 Grade 550 —ASTM A792 Grade 550-N-AZ150-UF 宝钢股份热镀锌锌铁合金0.47*940*0 Grade 550 —ASTM A792 Grade 550-N-AZ150-UF 宝钢股份热镀锌锌铁合金0.48*1000*0 宝钢股份热镀锌锌铁合金0.48*970*0 Grade 550 —ASTM A792 Grade 550-N-AZ150-UF 宝钢股份热镀锌锌铁合金0.48*1130*0 Grade 550 —ASTM A792 Grade 550-N-AZ150-UF 宝钢股份热镀锌锌铁合金0.5*1017*0 宝钢股份热镀锌锌铁合金0.5*1000*0 宝钢股份热镀锌锌铁合金0.6*1250*0 H260YD+ZF —Q/BQB 420 H260YD+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金0.6*1680*0 SP783BJQ —NES M2027 SP783BJQ 宝钢股份热镀锌锌铁合金0.6*840*0 SP783BQ —M2027 SP783BQ 宝钢股份热镀锌锌铁合金0.6*840*0 SP783BQ —M2027 SP783BQ 宝钢股份热镀锌锌铁合金0.6*1680*0 DC54D+ZF —GT1802 DC54D+ZF 45/45-R-L Y 宝钢股份热镀锌锌铁合金0.6*1200*0 JAC590Y —HES C071 JAC590Y C N-1201-O SD-45/45 宝钢股份热镀锌锌铁合金0.6*1200*0 JAC590R #NAME? 宝钢股份热镀锌锌铁合金0.6*900*0 JAC270C —HES C071 JAC270C U N-1201-O SD-45/45 宝钢股份热镀锌锌铁合金0.6*1583*0 DC51D+ZF —Q/BQB 420 DC51D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金0.6*1200*0 JAC270E —HES C071 JAC270E U N-1211-L SD-45/45 宝钢股份热镀锌锌铁合金0.6*1380*0 SCGA270D —TSG3109G SCGA270D 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金0.6*900*0 DC52D+ZF —BQXH2005-100 DC52D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金0.6*1200*0 JAC270F —HES C071 JAC270F U N-1211-L SD-45/45 宝钢股份热镀锌锌铁合金0.6*1400*0 St05ZF —BQXH2005-016 St05ZF140RB-O 宝钢股份热镀锌锌铁合金0.65*1670*0 SP783BQ —NES M2027 SP783BQ热镀锌锌铁合金0.75*1630*1770 DC51D+ZF热镀锌锌铁合金1.2*1644*0 H220YD+ZF —Q/BQB 420 H220YD+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.2*1000*0 B450LAD+ZF —BKJ04-901 B450LAD+ZF-45/45-R-FB-Y 宝钢股份热镀锌锌铁合金1.2*1048*0 JAC270C —宝钢股份热镀锌锌铁合金1.2*980*0 DC52D+ZF —Q/BQB 420 DC52D+ZF 45/45-R-FB-Y 宝钢股份热镀锌锌铁合金1.2*1060*0 DC52D+ZF —BQXH2005-100 DC52D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.2*1368*0 DC52D+ZF —BQXM2005-079 DC52D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.2*1045*0 SCGA270D —TSG3109G SCGA270D 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.2*1560*0 SCGA270D —TSG3109G SCGA270D 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.2*1560*0 SCGA270D —TSG3109G SCGA270D 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.2*916*0 DC54D+ZF —Q/BQB 420 DC54D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.2*1175*0 DC54D+ZF —Q/BQB 420 DC54D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1360*0 DC53D+ZF —Q/BQB 420 DC53D+ZF 40/40-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1170*0 DC54D+ZF —GT1802 DC54D+ZF 45/45-R-Y 宝钢股份热镀锌锌铁合金0.9*935*C SCGA270D+ZF —TSG3109G SCGA270D 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*880*C SP782-440BQ+ZF —NES M2027 SP782-440BQ 宝钢股份热镀锌锌铁合金1.4*1020*C DC51D+ZF —BQXM2006-042 DC51D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金0.9*1005*C CR280+ZF —BQXH2005-151 CR280 HD45A45AU 宝钢股份热镀锌锌铁合金0.9*1005*C CR280+ZF —BQXH2005-151 CR280 HD45A45AU 宝钢股份热镀锌锌铁合金0.9*1200*C SCGA270D+ZF —TSG3109G SCGA270D 45/45-R-FC-SL 宝钢股份热镀锌锌铁合金0.9*1005*C SP783BQ+ZF —NES M2027 SP783BQ 宝钢股份热镀锌锌铁合金0.9*1565*C DC54D+ZF —BQXH2005-100 DC54D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*880*C SP782-440BQ+ZF —NES M2027 SP782-440BQ 宝钢股份热镀锌锌铁合金1.4*1020*0 DC54D+ZF —Q/BQB 420 DC54D+ZF 40/40-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*1140*0 DC56D+ZF —Q/BQB 420 DC56D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*1362*0 DC54D+ZF —BQXM2005-080 DC54D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.41*1050*0 SCGA270D —TSG3109G SCGA270D 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1300*0 H260PD+ZF —Q/BQB 420 H260PD+ZF 40/40-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1180*0 H260PD+ZF —Q/BQB 420 H260PD+ZF 40/40-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1250*0 DX51D+ZF —EN 10142 DX51D+ZF 99-R-B-O 宝钢股份热镀锌锌铁合金1.5*1250*0 DC51D+ZF —Q/BQB 420 DC51D+ZF-40/40-R-FC-L 宝钢股份热镀锌锌铁合金1.5*1250*0 DC51D+ZF —Q/BQB 420 DC51D+ZF-40/40-R-FC-L 宝钢股份热镀锌锌铁合金1.5*1360*0 DC53D+ZF —Q/BQB 420 DC53D+ZF 40/40-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1170*0 DC54D+ZF —GT1802 DC54D+ZF 45/45-R-Y 宝钢股份热镀锌锌铁合金1.4*1650*0 DC54D+ZF —Q/BQB 420 DC54D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*953*0 SCGA440 —TSG3109G SCGA440-45 宝钢股份热镀锌锌铁合金1.4*1200*0 JAC590R —HES C071 JAC590R C N-1201-O SD-45/45 宝钢股份热镀锌锌铁合金1.4*1120*0 SCGA440 —TSG3109G SCGA440-45 宝钢股份热镀锌锌铁合金1.4*1125*0 APFC340 —BQXH2005-063 EDS-M-1201热镀锌锌铁合金1.4*1110*0 B450LAD+ZF —BQXM2006-056 B450LAD+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*1260*0 B450LAD+ZF —BKJ04-901 B450LAD+ZF-45/45-R-FB-Y 宝钢股份热镀锌锌铁合金1.4*1260*0 B450LAD+ZF —BQXM2006-056 B450LAD+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*1260*0 B450LAD+ZF —BQXM2006-056 B450LAD+ZF 45/45-R-FC-Y宝钢股份热镀锌锌铁合金1.4*1420*0 B450LAD+ZF —BKJ04-901 B450LAD+ZF-45/45-R-FB-Y 宝钢股份热镀锌锌铁合金1.4*1200*0 H260P1D+ZF —GT1802 H260P1D+ZF 45/45-R-Y 宝钢股份热镀锌锌铁合金 1.4*1050*0 B260L YD+ZF —BQXH2005-025 B260L YD+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*1230*0 B260L YD+ZF —BQXM2005-107 B260L YD+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金 1.4*1230*0 B240P1D+ZF —BQXM2005-107 B240P1D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*875*0 SCGA270D —TSG3109G SCGA270D 45 宝钢股份热镀锌锌铁合金1.4*875*0 SCGA270D —TSG3109G SCGA270D 45 宝钢股份热镀锌锌铁合金1.41*1050*0 SCGA270D —TSG3109G SCGA270D 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1300*0 H260PD+ZF —Q/BQB 420 H260PD+ZF 40/40-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1180*0 H260PD+ZF —Q/BQB 420 H260PD+ZF 40/40-R-FC-Y 宝钢股份热镀锌锌铁合金1.5*1250*0 DX51D+ZF —EN 10142 DX51D+ZF 99-R-B-O 宝钢股份热镀锌锌铁合金1.5*1250*0 DC51D+ZF —Q/BQB 420 DC51D+ZF-40/40-R-FC-L 宝钢股份热镀锌锌铁合金1.4*1020*C DC51D+ZF —BQXM2006-042 DC51D+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*880*C SP782-440BQ+ZF —NES M2027 SP782-440BQ 宝钢股份热镀锌锌铁合金1.4*1660*900 H220YD+ZF —Q/BQB 420 H220YD+ZF 45/45-R-FC-Y 宝钢股份热镀锌锌铁合金1.4*1060*1585 DC54D+ZF —Q/BQB 420 DC54D+ZF 45/45-锌-铁合金镀技术简介。
常见焊条焊丝型号牌号对照一览表

390
490
20
-20℃
47
该焊条是50公斤级耐火耐侯钢配套的专用焊条,主要用于要求耐火耐侯的重要钢构造的焊接
230
(600℃)
—
≥25
(600℃)
—
THJ506R
E5016-G
0.10
1.00/1.50
0.50
0.025
0.030
Ni0.45/0.80
390
490
22
-40℃
THJ506-1
E5016-1
0.12
1.60
0.75
0.030
0.030
—
400
490
20
-46℃
27
适用于低温高韧性材料的全位置焊接
THJ506Fe-1
E5018-1
0.10
1.60
0.65
0.030
0.030
—
420
500/
640
22
-50℃
47
用途同THJ506-1,药皮中含有铁粉,可进步焊条熔敷效率,工艺性能好
E5010
E5011
0.20
0.50/
1.00
0.30
0.035
0.040
—
400
490
20
-30℃
27
焊接相应强度碳钢及低合金钢管环缝的全位置立向下焊接,底层焊时单面焊双面成形操作容易
THJ506
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
20
-30℃
27
适用于中碳钢及低合金钢构造的全位置焊接,焊缝具有良好的力学及抗裂性能
常见焊条焊丝型号牌号对照一览表同名11693.docx

压力容器用钢焊材一览表类型牌号中国 GB美国 AWS 碳THJ422E4303—钢THJ426E4316E6016焊THJ427E4315E6015条THJ506E5016E7016THJ507E5015E7015THJ506R E5016-G E7016-GTHJ507RH E5015-G E7015-GTHJ557R E5MoV-15—低THJ606E6016-D1E9016-D1合金THJ607E6015-D1E9015-D1钢THW707Ni E5515-C1—焊THR207E5515-B1E8015-B1条THR307E5515-B2E8015-B2THR317E5515-B2-V—THR407E6015-B3—THR507E5MoV-15—类型不锈钢焊条气保护实芯焊丝牌号中国 GB美国 AWSTHA002E308L-16E308L-16THA022E316L-16E316L-16THA102E308-16E308-16THA107E308-15E308-15THA132E347-16E347-16THA137E347-15E347-15THA202E316-16E316-16THA207E316-15E316-15THA212E318-16E318-16THA242E317-16E317-16THA302E309-16E309-16THA307E309-15E309-15THG202E410-16E410-16———THQ-G2Si EN440 G38 4MG2SiTHQ-50CG4EN440 G38 3CG4Si1型号牌号GBTHT49-1ER49-1THT-10MnSi ER50-GTHT50-6ER50-6( TIG-J50 )THT55-B2ER55-B2 THT55-B2V ER55-GTHT-307H09Cr21Ni9Mn4Mo THS-307THT-307SiH10Cr21Ni10Mn6Si1 THS-307SiTHT-308H08Cr21Ni10Si THS-308THT-308LH03Cr21Ni10Si THS-308LTHT-308LSiH03Cr21Ni10Si1 THS-308LSiTHT-309H12Cr24Ni13Si THS-309THT-309MoH12Cr24Ni13Mo2 THS-309MoTHT-309LH03Cr24Ni13Si THS-309L类别碳钢焊丝珠光体耐热钢焊丝不锈钢焊丝氩弧焊焊丝主要用途用于船舶、石化、核电话等高压管的对接及角焊用于薄板及打底焊接结构用于管道、平板等需作抛光度准确时的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接用于防弹钢、覆面不锈钢及碳钢异材的焊接用于高锰钢、硬化性耐磨钢及非磁性钢的焊接用于 308、 301、304 等不锈钢结构的焊接用于 304L 、 308L 等不锈钢结构的焊接用于改善填充金属的工艺性、焊接操作性及流动性用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接用于 Cr22Ni12Mo2复合钢以及异种钢的焊接用于 309S、 1Cr13、 1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接THT-309LSi用于 309 型不锈钢以及 304 型不锈钢与碳钢的焊接H03Cr24Ni13Si1THS-309LSiTHT-309LMo用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接H03Cr24Ni13Mo2THS-309LMoTHT-310用于高温条件下工作的耐热钢以及1Cr5Mo 、 1Cr13 等不能进行预热及后热处理的焊接H12Cr26Ni21SiTHS-310THT-312用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接H15Cr30Ni9THS-312THT-316用于磷酸、亚硫酸、醋酸及盐类腐蚀介质结构的焊接H08Cr19Ni12Mo2SiTHS-316THT-316L用于尿素、合成纤维等结构及不能进行热处理的铬不锈钢及复合钢的焊接H03Cr19Ni12Mo2SiTHS-316LTHT-316LSi用于相同类型不锈钢以及复合钢结构的焊接H03Cr19Ni12Mo2Si1THS-316LSiTHT-317用于重要的耐腐蚀化工容器的焊接H08Cr19Ni14Mo3THS-317THT-317L用于重要的耐腐蚀化工容器的焊接H03Cr19Ni14Mo3THS-317LTHT-321用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr19Ni10TiTHS-321THT-347用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr20Ni10NbTHS-347THT-410用于 410、 420 型不锈钢以及耐蚀耐磨表面的堆焊H12Cr13THS-410THT-420用于 Cr13 马氏体不锈钢耐腐蚀性材料的堆焊H31Cr13THS-420THT-430用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊H10Cr17THS-430THT-2209用于含 Cr22% 双相不绣钢的焊接H03Cr22Ni8Mo3NTHS-2209碳钢焊条熔敷金属化学成分(%)(≤)熔敷金属力学性能(≥)型号牌号GB C Mn Si S P其余Rel/RP0.2Rm A AKVMPa MPa%JJ421E43130.100.32/0.300.0300.035—355440/220℃0.5557047THJ421X E43130.100.32/0.300.0350.040—330420170℃0.5527THJ421Fe18E43240.120.30/0.350.0350.040—330420170℃0.6047THJ422E43030.100.32/0.250.0350.040330420220℃—0.5527THJ422GM E43030.100.32/0.250.0350.040330420220℃—0.5527THJ423E43010.100.32/0.300.0350.040—33042022-20℃0.5527THJ425X E43100.200.32/0.300.0350.040—33042022-30℃E43110.6027THJ426E43160.10 1.250.900.0350.040—33042022-30℃特点与用途焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。
热轧带钢牌号标准及用途

品名牌号供货标准用途造船用钢A、B、D、A32、D32、A36、D36相应船规GB/T712主要用于制造远洋轮上层建筑、船尾、船舵和隔舵以及内河航运船体及其上层建筑等部位。
热轧工程机械用钢Q345A、Q345B、Q345C、Q345DGB/T912GB/T3274适用于机械制造、交通车辆、化工设备、传动套管等各种设备的结构与焊接件的制造。
普通碳素结构钢Q195、Q215A、Q215B、Q235AQ235B、Q235C、Q235DGB/T912GB/T3274广泛应用于工程机械、交通运输机械、建筑机械、起重机械、农业机械及轻工民用等行业的一般结构件与冲压件。
SS330、SS400 JIS G3101S235JR+AR、S235J0+ARS275JR+AR、S275J0+AREN10025-2:-2004优质碳素结构钢10、15、20、08AlGB/T710GB/T711适应于制造汽车、拖拉机、摩托车及中、小轻工民用机械的冷冲压件与结构件。
SAE1010、SAE1008、SAE1006 ASTM A568/A568M 91a低碳软钢SPHC、SPHD、SPHE JIS G3131适用于制作一般结构件与冲压件。
DD11、DD12、DD13 DIN EN10111普通低合金钢Q345A、Q345B、Q345C、Q345DGB/T912GB/T3274适用于机械制造、交通车辆、化工设备、传动套管、中压焊管等各种设备的结构与焊接件的制造。
S355J0+AR、S355JR+AR DIN EN10025-2:-2004 可供工程机械厂,用于生产高强度焊接结构件:吊臂、支腿、车架、转台等,以及汽车厂用于冲压高强度汽车大梁。
Gr.65、Gr.50 ASTM? A572/ A572M焊管用钢SPHT1、SPHT2、SPHT3 JIS G3132 适用于中压焊管等各种设备的结构与焊接件的制造。
锅炉和压力容器用钢Q245R、Q345R GB713-2008 用于制造锅炉和压力容器。
焊条烘焙温度与时间

焊条烘焙温度与时间焊接材料烘焙规范及操作规程1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:焊条类别酸性焊条碱性焊条碱性不锈钢焊条保温时间1h 1h 1h烘干温度70~150℃350-400℃150~250℃注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
附件17:焊接材料回收制度焊接材料回收制度为了节省焊材,保证焊接工程质量,保持安全、清洁、文明的施工环境,特制定焊材回收制度。
1、每个焊工只允许领用、退回自己本人使用的焊材,不允许几个焊工所需的焊材由一个焊工领用、退回,并要求当天退回剩余焊材及焊材头。
2、焊工在焊接施工过程中,不得乱抛乱丢焊材头及剩余焊材,必须放回焊条保温筒内,下班后交回焊材库,由焊材管理人员点收,并填好《焊材回收记录单》。
3、焊接时,焊条头、焊丝头焊后余留长度不得超过60mm,特殊位置焊接时,允许部分焊材头剩余长度超过这个限度。
4、焊条回收率:要求地面组装阶段达到97%,安装阶段不得低于95%。
中外阀门材料对照

A296-CF8(铸) ZG0 Cr18Ni19
302(AISI)30302(SAE)
CF-20(ACI) S30200(UNS) 1 Cr18Ni9(GB)
321(AISI)30321 (SAE)
S32100(UNS)
A182-F321
A193-B8T(ASTM)
4140(AISI,SAE)
G41400(UNS) 42 Cr Mo(yB)
24 Cr MoV(yB)
12 Cr1 MoV(yB)
A356- Gr9(ASTM)
A405-P24 15 Cr Mo1V(yB旧)
A193-B16(ASTM) 40Cr2MoV(yB旧)
A217-WC1(铸) (ASTM)
1050(AISISAE)
G10500(UNS) 50(GB)
1055(AISISAE)
G10550(UNS) 55(GB)
1060(AISISAE)
G10600(UNS) 60(GB)
C1115(AISI)
1115(SAE) 15Mn(GB)
1022(SAE) C1022 (AISI)
G51300(UNS) 35Cr(yB)
5140(AISI,SAE)
G51400(UNS) 40Cr(yB)
5145,5147(AISI,SAE)
G51450,G51470(UNS) 45Cr(yB)
5150,5152(AISI,SAE)
G51500(UNS) 50Cr(yB)
4119(SAE)4118(AISI,SAE)
G41180(UNS) 20 Cr Mo(yB)
电磁炉三极管型号代换
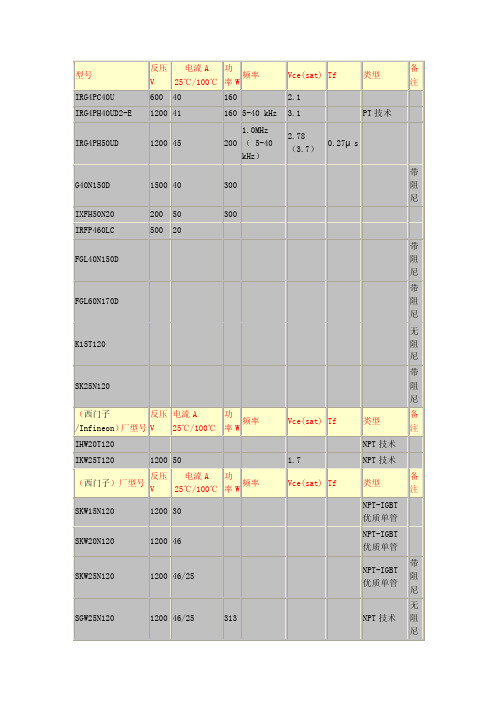
APT50GP60B
600 72
APT15GP90B
900 21
APT25GP90B
900 36
APT40GP90B
900 50
APT13GP120B
1200 20
0-50KHZ 0-50KHZ 0-50KHZ 0-50KHZ 0-50KHZ 0-50KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ
易并联 有 D
NPT 结构 易并联 有 D
NPT 结构 易并联 有 D
NPT 结构 易并联 有 D
NPT 结构 易并联 有 D
NPT 结 构 易并 联 有D
NPT 结 构 易并 联 有D
PT 结 构 不易 并联 无 D
PT 结 构 不易 并联 无 D
PT 结 构 不易 并联 无 D
PT 结 构 不易 并联 无 D
0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ 0-200KHZ
PT 结 构 不易 并联 无 D
PT 结 构 不易 并联 无 D
3.0
0.14μ s 单管
单管
无 阻 尼
带
单管
阻
尼
2.1
0.15μ s 单管
2.1
0.25μ s 单管
GT50J122 GT60J323 GT50J322
(富士)厂型号
1MBH50-060 1MBH50D-100 1MBH25-120 1MBH60-100 1MBH25D-120 1MBH60D-100 1MBH60-170
中外阀门常用材料对照表

C
0.25 0.3 0.25 0.25 0.3 0.2 0.2 0.2 0.18 0.2 0.2 0.15 0.16~0.24 0.08 0.08 0.03 0.03 0.07 0.04-0.1 0.2 0.08 0.08 0.03 0.03 0.08 0.12 0.30 0.25 0.25 0.25 0.15 0.3 0.3 0.2 0.2 0.08 0.08 0.15 0.08 0.08 0.035 0.035 0.08 0.08 0.04~0.1 0.08
G5121-SCS1-T2 G5121-SCS2 G5121-SCS13 G5121-SCS14 G5121-SCS19 G5121-SCS16 G5122-SCS23
G5121-SCS18 G5121-SCS13 G5121-SCS14 G5121-SCS19 G5121-SCS16
G5152-SCPL1 G5152-SCPL11 G5152-SCPL21 G5152-SCPL31 G4303-SUSF304 G4303-SUSF321 G4303-SUSF316 G3214 SUSF316L G3214 SUSF304L G4303-SUSF304 G4303-SUSF304H G4303-SUSF321 G4303-SUSF321H
205 ≥137
485
250 ≥137
485
275 ≥137
450
240 149-187
450
230 137-187
485
275 149-187
485
275 149-187
485
275 149-187
485
275 149-187
620
415
常见焊条焊丝型号牌号对照一览表格

.压力容器用钢焊材一览表种类牌号中国 GB美国 AWS 碳THJ422E4303—钢THJ426E4316E6016焊THJ427E4315E6015条THJ506E5016E7016THJ507E5015E7015THJ506R E5016-G E7016-GTHJ507RH E5015-G E7015-GTHJ557R E5MoV-15—低THJ606E6016-D1E9016-D1合金THJ607E6015-D1E9015-D1钢THW707Ni E5515-C1—焊THR207E5515-B1E8015-B1条THR307E5515-B2E8015-B2THR317E5515-B2-V—THR407E6015-B3—THR507E5MoV-15—种类不锈钢焊条气保护实芯焊丝牌号中国 GB美国 AWSTHA002E308L-16E308L-16THA022E316L-16E316L-16THA102E308-16E308-16THA107E308-15E308-15THA132E347-16E347-16THA137E347-15E347-15THA202E316-16E316-16THA207E316-15E316-15THA212E318-16E318-16THA242E317-16E317-16THA302E309-16E309-16THA307E309-15E309-15THG202E410-16E410-16———THQ-G2Si EN440 G38 4MG2SiTHQ-50CG4EN440 G38 3CG4Si1型号牌号GBTHT49-1ER49-1THT-10MnSi ER50-GTHT50-6ER50-6( TIG-J50 )THT55-B2ER55-B2THT55-B2V ER55-GTHT-307H09Cr21Ni9Mn4Mo THS-307THT-307SiH10Cr21Ni10Mn6Si1 THS-307SiTHT-308H08Cr21Ni10Si THS-308THT-308LH03Cr21Ni10Si THS-308LTHT-308LSiH03Cr21Ni10Si1 THS-308LSiTHT-309H12Cr24Ni13Si THS-309THT-309MoH12Cr24Ni13Mo2 THS-309MoTHT-309LH03Cr24Ni13Si THS-309L类型碳钢焊丝珠光体耐热钢焊丝不锈钢焊丝.氩弧焊焊丝主要用途用于船舶、石化、核电话等高压管的对接及角焊用于薄板及打底焊接构造用于管道、平板等需作抛光度正确时的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于防弹钢、覆面不锈钢及碳钢异材的焊接用于高锰钢、硬化性耐磨钢及非磁性钢的焊接用于 308、 301、304 等不锈钢构造的焊接用于 304L 、 308L 等不锈钢构造的焊接用于改良填补金属的工艺性、焊接操作性及流动性用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接用于 Cr22Ni12Mo2复合钢以及异种钢的焊接用于 309S、 1Cr13、 1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接. THT-309LSi用于 309 型不锈钢以及 304 型不锈钢与碳钢的焊接H03Cr24Ni13Si1THS-309LSiTHT-309LMo用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接H03Cr24Ni13Mo2THS-309LMoTHT-310用于高温条件下工作的耐热钢以及1Cr5Mo 、 1Cr13 等不可以进行预热及后热办理的焊接H12Cr26Ni21SiTHS-310THT-312用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔状况的焊接H15Cr30Ni9THS-312THT-316用于磷酸、亚硫酸、醋酸及盐类腐化介质构造的焊接H08Cr19Ni12Mo2SiTHS-316THT-316L用于尿素、合成纤维等构造及不可以进行热办理的铬不锈钢及复合钢的焊接H03Cr19Ni12Mo2SiTHS-316LTHT-316LSi用于同样种类不锈钢以及复合钢构造的焊接H03Cr19Ni12Mo2Si1THS-316LSiTHT-317用于重要的耐腐化化工容器的焊接H08Cr19Ni14Mo3THS-317THT-317L用于重要的耐腐化化工容器的焊接H03Cr19Ni14Mo3THS-317LTHT-321用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr19Ni10TiTHS-321THT-347用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr20Ni10NbTHS-347THT-410用于 410、 420 型不锈钢以及耐蚀耐磨表面的堆焊H12Cr13THS-410THT-420用于 Cr13 马氏体不锈钢耐腐化性资料的堆焊H31Cr13THS-420THT-430用于腐化(硝酸)、耐热同种类不锈钢表面堆焊H10Cr17THS-430THT-2209用于含 Cr22% 双相不绣钢的焊接H03Cr22Ni8Mo3NTHS-2209.碳钢焊条型号牌号GBJ421E4313 THJ421X E4313 THJ421Fe18E4324 THJ422E4303 THJ422GM E4303THJ423E4301E4310 THJ425XE4311熔敷金属化学成分( %)(≤)熔敷金属力学性能(≥)C MnSi S PRel/RP0.2Rm A AKV其余MPa MPa%J0.100.32/0.0300.035355440/220℃—0.300.55570470.100.32/0.0350.040330420170℃—0.300.55270.120.30/0.0350.040330420170℃—0.350.60470.100.32/0.0350.040330420220℃—0.250.55270.100.32/0.0350.040330420220℃—0.250.55270.100.32/0.0350.04033042022-20℃—0.300.55270.200.32/0.0350.04033042022-30℃—0.300.6027特色与用途焊接低碳钢构造,特别合用于薄板小件及短焊缝的中断焊和盖面焊。
常用压力容器用母材不同焊接方法选材推荐表(仅供参考,具体焊材按合格评定执行)

常用压力容器用材料焊接方法选材选用推荐表(同组别)序号钢材号钢材类组别号焊条电弧焊(SMAW)埋弧焊(SAW)氩弧焊(GTAW)气体保护焊(GMAW)预热条件/最低预热温度备注110(管)20(管)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃2Q235BQ245R20(锻)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃309MnNiD(R)Fe-1-2E5015-N5(牌号:W707)SJ208DR-H09MnNiDR宜选用统一厂商配套焊丝焊剂ER55-Ni2(HS09MnNi2DR)ER55-Ni2(HS09MnNi2DR)接头厚度>25mm/50℃接头厚度≤25mm/15℃416Mn Q345R Fe-1-2E5015(牌号:J507)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>25mm/80℃接头厚度≤25mm/15℃516MnD(R)Fe-1-2E5015-N1(牌号:J507RH)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>25mm/80℃接头厚度≤25mm/15℃620MnMo Fe-3-1E5515-N1(牌号:J557RH)SJ101-H08MnMoA宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>16mm/100℃接头厚度≤16mm/80℃715CrMo(R)Fe-4-1E5515-1CM(牌号:R307)SJ101-H08CrMoA宜选用统一厂商配套焊丝焊剂ER55-B2ER55-B2所有厚度/120℃812Cr1MoVR12Cr1MoGFe-4-2E5515-1CMV(牌号:R317)SJ101-H08CrMoVA宜选用统一厂商配套焊丝焊剂ER55-B2-MnV ER55-B2-MnV所有厚度/150℃9S30408(06Cr19Ni10)Fe-8-1E308-16(牌号:A102)SJ601-H08Cr21Ni10宜选用统一厂商配套焊丝焊剂S308(H06Cr21Ni10)/所有厚度/不要求旧牌号:H08Cr21Ni10Si10S30403(022Cr19Ni10)Fe-8-1E308L-16(牌号:A002)SJ601-H03Cr21Ni10宜选用统一厂商配套焊丝焊剂S308L(H022Cr21Ni10)/所有厚度/不要求旧牌号:H03Cr21Ni10Si11S32168(06Cr18Ni11Ti)Fe-8-1E347-16(牌号:A132)SJ641-H08Cr20Ni10Nb宜选用统一厂商配套焊丝焊剂S321(H06Cr19Ni10Ti)/所有厚度/不要求旧牌号:H08Cr19Ni10Ti12S31608(06Cr17Ni12Mo2)Fe-8-1E316-16(牌号:A202)SJ601-H06Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316(H06Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H08Cr19Ni12Mo2Si13S31603(022Cr17Ni12Mo2)Fe-8-1E316L-16(牌号:A022)SJ601-H03Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316L(H022Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H03Cr19Ni12Mo2Si14S39042(015Cr21Ni26Mo5Cu2)Fe-8-1E385-16(牌号:A052)焊丝:H02Cr20Ni25Mo4Cu宜选用统一厂商配套焊丝焊剂S385(H019Cr20Ni25Mo4Cu)/所有厚度/不要求旧牌号:H02Cr20Ni25Mo4Cu15S22053(022Cr23Ni5Mo3N)Fe-10H E2209-16焊丝:H03Cr22Ni8Mo3N宜选用统一厂商配套焊丝焊剂S2209(H022Cr22Ni9Mo3N)/所有厚度/不要求旧牌号:H03Cr22Ni8Mo3N16TA2Ti-1//ERTA2EL1/一般不进行预热,多层焊时,层间温度一般不超过120℃17NS3304(N10276)Ni-3GB/T13814:ENi6276AWS A5.11:ENiCrMo-4/GB/T15620:SNi6276AWS A5.14:ERNiCrMo-4/焊前一般不要求预热,可在焊接区周围300 mm范围内加热到16℃左右,以去除湿气。