射线报告1G-FW100RT-23
管道焊口射线检测报告

焦点尺寸
增感方式
胶片牌号
检测批号
单线号
焊口号
焊工号
焊口规格
片号
缺陷性质
缺陷定量
评定级别
备注
评片人:
资格:RT级
审核人:
资格:RT级
检测单位:(公章)
报告日期:年月日
SH/T3543—G416-2
管道焊口
射线检测报告(续)
第页共页
工程名称:
单位工程名称:
委托单位
施工单位
报告编号
检测批号
单线号
焊口号
焊工号
焊口规格
片号
缺陷性质
缺陷定量
评定级别
备注
SH/T3543—G416-1
管道焊口
射线检测报告
第页共页
工程位
报告编号
区号
检测类别号
检测标准
合格级别
管道材质
焊接方法
技术等级
检测比例
%
检测时机
显影温度
℃
显影时间
min
底片黑度
焊口规格
mm×mm
透照方式
线径编号
焦距
mm
有效片长
管电压源能量
管电流源活度
曝光
时间
设备型号
射线检测报告
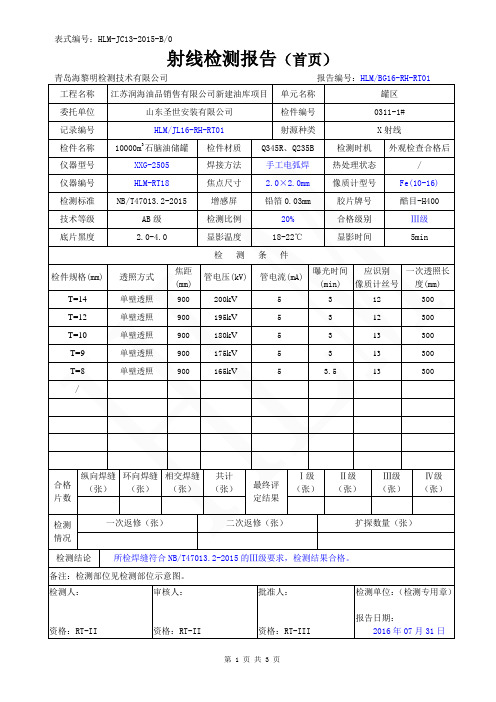
射线检测报告(首页)
青岛海黎明检测技术有限公司报告编号:HLM/BG16-RH-RT01
工程名称
江苏润海油品销售有限公司新建油库项目
单元名称
罐区
委托单位
山东圣世安装有限公司
检件编号
0311-1#
记录编号
HLM/JL16-RH-RT01
射源种类
X射线
检件名称
单元名称
罐区
委托单位
山东圣世安装有限公司
检件编号
0311-1#
检件名称
10000m3石脑油储罐
检测方法
RT
检测人:
资格:RT-II日期:2016年07月31日
复核人:
资格:RT-II日期:2016年07月31日
检测结论
所检焊缝符合NB/T47013.2-2015的Ⅲ级要求,检测结果合格。
备注:检测部位见检测部位示意图。
检测人:
资格:RT-II
审核人:
资格:RT-II
批准人:
资格:RT-III
检测单位:(检测专用章)
报告日期:
2016年07月31日
表式编号:HLM-JC14-2015-B/0
射线检测报告(续页)
青岛海黎明检测技术有限公司报告编号:HLM/BG16-RH-RT01
工程名称
江苏润海油品销售有限公司新建油库项目
单元名称
罐区
委托单位
山东圣世安装有限公司
检件编号
0311-1#
序号
检测部位
编号
片位号
缺陷情况
评定级别
规格(mm)
备注
缺陷性质、定量
缺陷位置
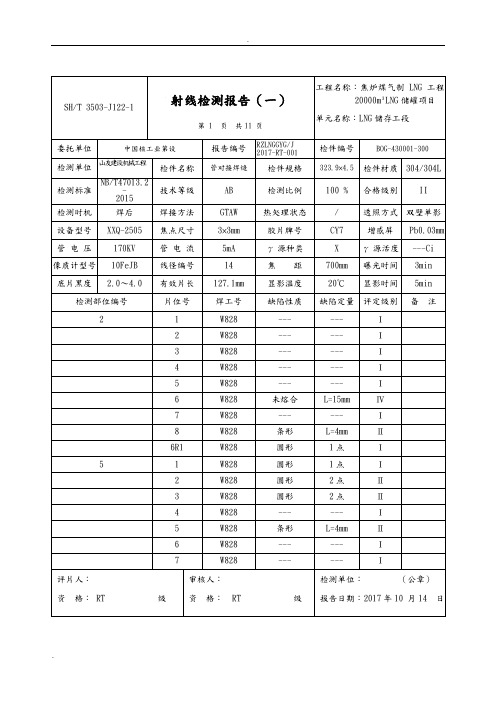
LNG工艺设计管道RT报告
6
W887
圆形
7
W887
圆形
8
W887
---
25
1
W887
---
2
W887
---
3
W887
---
4
W887
圆形
5
W887
---
工程名称:焦炉煤气制 LNG 工程 20000m³LNG 储罐项目
单元名称:LNG 储存工段
检件编号 B0G-430001-300
缺陷定量 评定级别
L=3
Ⅱ
1点
Ⅰ
---
Ⅰ
---
Ⅱ
1点
Ⅰ
2点
Ⅱ
L=4mm
Ⅱ
---
Ⅰ
---
Ⅰ
---
Ⅰ
---
Ⅰ
---
Ⅰ
---
Ⅰ
---
Ⅰ
---
Ⅰ
1点
Ⅰ
1点
Ⅰ
---
Ⅰ
1点
Ⅰ
---
Ⅰ
1点
Ⅰ
---
Ⅰ
备注
.
.
SH/T 3503-J122-2
射线检测报告(二)
第 6 页 共 11 页
委托单位
中国核工业第设
报告编号
RZLNGGYG/J2017-RT001
检测部位编号
检测部位编号
片位号
焊工号
缺陷性质
2
W828
---
3
W828
圆形
4
W828
---
5
W828
---
6
W828
---
7
W828
射线RT检测方案
射线RT 检测方案1.1.1 工作范围本方案适用于锅炉、汽机中低压项目管道对接焊口、钢结构型材对接焊缝、板材及板材对接焊缝和钢锻件的射线探伤检验。
1.1.2 焊缝表面准备焊缝表面应缓缓隆起到最高点,并平滑过度到母材表面。
外观应经施工方检查员检查合格,并在委托单上签字确认,焊缝内外两侧表面的焊道波纹及影响底片评定的不规则外观缺陷应打磨消除,焊缝两侧 50mm 内的飞溅、焊疤均应打磨干净。
1.1.3 检测时机焊接工作完成 24 小时,并经外观检查全部合格后。
1.1.4 检测仪器1.1.4.1 X 射线机XXQ2005 、XXQ2505定向机各 1 台,作为 RT 拍片作业时使用。
1.1.4.2 其他设备黑度计一台,应校准合格并在校验期内。
观片灯 1 台,最大亮度不小于 105cd/m2,保证能观察 4.0 黑度底片1.1.5 检测方法采用 X 射线机进行拍片,小径管(D≤100mm)采取源在外倾斜透照椭圆成像法或垂直透照重叠成像法;外直径 D>100mm 的管子焊缝透照采用双壁单影法分段透照。
D:指管外径。
1.1.6 检测材料1.1.6.1 暗袋暗袋规格为 120×80mm ,150×80mm,300×80mm或 360×80mm。
1.1.6.2采用标记带预先把底片需要的标记插到标记带上,再将标记带固定到焊缝或胶片上。
标记固定到胶片上时,标记应先贴在铅皮上,再将铅皮固定到胶片上。
1.1.6.3 增感屏采用铅箔增感前后屏均为 0.1mm 厚,规格为120×80mm ,150×80mm 或 300×80mm,360×80mm1.1.6.4 胶片采用 TASMA型,工业射线透照专用胶片。
1.1.6.5 显、定影药采用与TASMA型相匹配的显、定形套药进行胶片的暗室处理。
1.1.6.6 磁钢采用拉环磁钢,用于固定防止背散射的铅背衬。
各类射线质量指数

各类射线质量指数射线质量是放射治疗和辐射诊断机器最基础,且最需要保证的参数之一。
在实际临床中,我们会用一些指数来代表其射线质量。
本文为大家总结各类射线的射线质量指数与其测定,包括:01千伏级光子设备半值层厚度(Half-value layer, HVL)02兆伏级光子设备TPR20,10或PDD (10)03电子电子射程的一半(R50)04质子剩余射程(Rres)射线质量这个术语用来描述射线穿透水的能力,而射线穿透水的能力由射线能谱决定。
上图是一个典型的kV级光子辐射设备(例如X光、CT、表浅治疗、中电压治疗)的能谱。
这个能谱是由连续的韧致辐射和不连续的特征X射线叠加而成。
X轴代表光子能量,Y轴代表光子数量。
一般来说平均能量为最高的能量的1/3。
射线能谱应该说是对射线质量最严密的描述。
那为什么我们平时不测量整个能谱来决定射线质量,比如用CdT e侦检器或多信道分析仪?这是因为在临床情况下,高通量的射线会造成辐射侦检器饱和,直接测量整个能谱非常困难。
千伏级光子设备千伏级光子射线的衰减系数主要由光子能量决定,用半值层来做射线质量指数可操作性高。
在诊断级与表浅治疗机器能量范围,半值层用等效毫米的铝来表示。
在中电压能量范围,半值层用等效毫米的铜来表示。
但在兆伏级光子射线中,衰减系数随着能量变化不大,半值层变化不敏感,所以不用于兆伏级射线测量。
兆伏级光子设备IAEA-TRS 398给出的射线质量指数测量方法为测量TPR20,10,它的定义是水下20厘米及水下10厘米测得的剂量之比,测量条件为10X10厘米射野,SAD=100厘米,且在射线中轴线上。
采用TPR的好处是因为测量深度比较深,不受电子射线污染影响。
另一种兆伏级光子射线质量指数为PDD(10),即水下10厘米的百分深度剂量,测量条件为10X10厘米射野,SSD=100厘米,且在射线中轴线上。
电子电子离开加速管时具有单一能量,但是它会与散射薄片等加速器部件及空气分子作用,以致到达病人皮肤时能量散开变为能谱。
8-4射线探伤RT检验报告
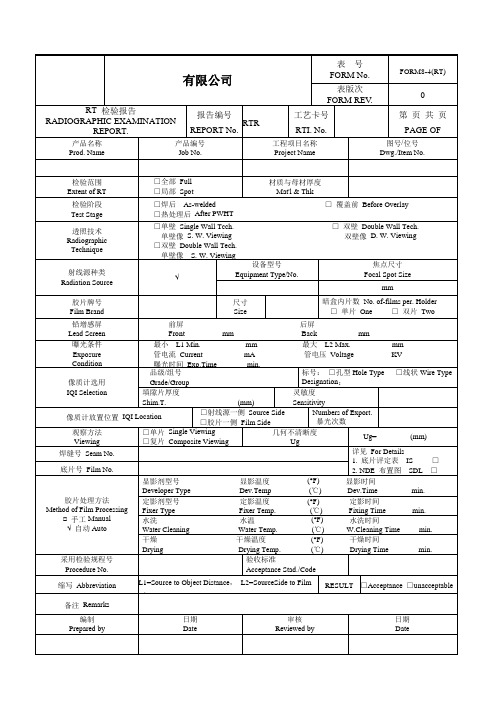
Focal Spot Size
mm
胶片牌号
Film Brand
尺寸
Size
暗盒内片数No. of-films per. Holder
□单片One□双片Two
铅增感屏
Lead Screen
前屏后屏
Front mmBack mm
曝光条件
Exposure
Condition
最小L1 in.mm最大L2 Max.mm
2. NDE布置图SDL□
底片号Film No.
胶片处理方法
Method of Film Processing
□手工Manual
√自动Auto
显影剂型号显影温度(°F)显影时间
Developer TypeDev.Temp(℃) Dev.Time min.
定影剂型号定影温度(°F)定影时间
Fixer TypeFixer Temp.(℃) Fixing Timemin.
□单壁Single Wall Tcch.□双壁Double Wall Tech.
单壁像S. W. Viewing双壁像D. W. Viewing
□双壁Double Wall Tech.
单壁像S. W. Viewing
射线源种类
Radiation Source
√
设备型号
Equipment Type/No.
□射线源一侧Source Side
□胶片一侧Film Side
Numbers of Export.
暴光次数
观察方法
Viewing
□单片Single Viewing
□复片Composite Viewing
几何不清晰度
Ug
射线检测课程设计报告

射线检测课程设计课题:射线检测学院:南昌航空大学科技学院班级:1382012学号:138201208姓名:董王强指导老师:目录一、检测工艺卡 (3)1.1、单壁单影 (3)1.2、双壁单影 (4)1.3、双壁双影 (5)二、编制说明 (6)三、焦距改变 (8)四、材质改变 (10)五、F=1500mm时,多工件透照 (11)四、课程设计总结 (14)参考文献 (15)致谢 (15)一、检测工艺卡1.1、单壁单影工件类型70*60-10 透照方式单壁单影焦距1000mm 定影时间15min管电压191kv 胶片类型柯达AA400 管电流10mA 烘干方式自然干燥曝光时间3min 增感方法铅箔增感屏显影时间5min 灵敏度数值AB级工件类型70*60-10 透照方式单壁单影焦距1000mm 定影时间15min管电压191kv 胶片类型柯达AA400 管电流10mA 烘干方式自然干燥曝光时间3min 增感方法铅箔增感屏显影时间5min 灵敏度数值AB级工件类型Φ60*7-90(b=10) 透照方式双壁双影焦距1000mm 定影时间15min管电压170kv 胶片类型柯达AA400 管电流10mA 烘干方式自然干燥曝光时间3min 增感方法铅箔增感屏显影时间5min 灵敏度数值AB级二、编制说明三、焦距改变曝光曲线是在一定焦距下得到的。
如果实际检测中调整焦距,曝光量也必须相应改变才能确保底片的黑度与曝光曲线的黑度一致。
当只改变焦距时可以利用底片黑度等条件相同时曝光因子为常量来求新的曝光量。
由E1/F1²= E2/F2²,即E2=F2²/F1²*E1。
由此可以求得,当焦距从F1=1000mm变为F2分别为800mm,1200mm时,相应的曝光量也应该调整为19.2 mA·min,43.2 mA·min。
由以上分析可得,焦距的改变定会影响曝光量。
当焦距改变时,也应当相应的改变曝光量才可以确保得到底片的黑度与曝光曲线的黑度一致。
射线检测(RT)底片评定技术总结
3.常见缺陷的识别
• 3.1熔焊接头常见缺陷识别
• 3.1.1焊接接头 • 结构间通过焊接连接的部分称为焊接接头 • 焊接从微观上看是材料通过原子或分子间的结合 和扩散形成永久性连接的工艺过程。 • 为了达到焊接的目的,焊接工艺采用两种措施: 对被焊接金属施加热量、对被焊接金属施加压力, 使金属表面紧密接触。焊接有多种不同的方法, 通常将焊接方法分为熔化焊、压力焊、钎焊三大 类。下面仅以常用的电弧熔化焊为例讨论焊接接 头缺陷。
•
• • • a) b) c) d) 图4 部分接头结构示意图 a)对接接头 b)T形接头 c)角接接头 d)搭接接头
• 3.1.3焊接缺陷的分类及识别 • 由于焊接工艺不当、焊接操作存在问题、接 头准备和焊接材料不符合要求、焊接结构设 计不合理等原因,均可造成焊接缺陷。熔焊 过程中产生的缺陷主要有五类: • 熔合不良类:未焊透、未熔合; • 裂纹类:热裂纹、冷裂纹; • 孔洞类:气孔、缩孔; • 夹杂物类:夹渣、夹钨; • 成形不良类:咬边、烧穿、焊瘤等。
• 熔化焊过程是被焊接金属在热源作用下被加热,母材金属局 部被熔化,熔化的金属、熔渣、气相之间进行一系列化学冶 金反应,伴随着热源移开,熔化的金属开始结晶,从液态转 变为固态,形成焊缝,实现焊接。 • 由熔化的母材金属(和焊条金属)在母材金属上形成的具有 一定形状的液态金属称为熔池。熔池的形状、体积、存在的 时间、温度等不仅影响焊缝的成形,而且也直接相关于焊接 缺陷的产生。 • 焊接接头分为三个部分:焊缝区、熔合线、热影响区,图2 是熔焊接头的基本结构。 • 焊缝区:由焊条金属和母材金属熔化、发生化学反应后形成 的焊缝金属。 • 熔合线:焊缝区外侧至母材部分熔化的区域。 • 热影响区:母材部分熔化区和母材发生固相组织变化的区域。 • 检验时这三个区都是被检区域。
射线探伤RT

射线探伤RT射线探伤是一种基于所希望的辐射传递或吸收原理的无损探伤方法。
(工件中)厚度减薄或低密度的地方可以穿过较多的射线、因而吸收的辐射能量较小。
穿过被检工件的射线会在接收射线的底片上形成有对比度的影像。
具有高射线传递能力(低吸收)的区域会在经过暗室处理的底片上形成一个黑的影像区。
而具有较低射线传递能力(高吸收)的区域会在经过暗室处理的底片上形成一个较淡的影像区域。
图10.26说明了厚度对底片黑度的影响。
被检测物中最薄的地方在底片上形成的影象最黑,这是因为有较多的射线传递到了底片上。
被检测物中最厚的地方在底片上形成的影象最淡,这是因为有较多的射线被吸收而到达底片的射线相对较少。
图10.27说明了材料密度对底片黑度的影响。
在图10.27所示的金属材料中,铅的密度最高(11.34g/cc),接下来的密度次序是铜(8.96g/cc)、铁(7.87g/cc)、铝(2.70g/cc)。
.由于具有最高的密度(每单位体积上的重量),铅吸收最多的辐射,传送最少的辐射,所以产生最亮的底片。
低能量,无微粒的辐射是以γ射线或X射线的形式。
γ射线是由放射性的材料蜕变的结果;通常的放射源包括铱192,铯137和钴60。
这些放射源不断地发射出射线,当不用时,必须把它们放在称为γ照像机的屏蔽的贮存器中。
这些贮存器通常用铅和钢作屏蔽。
X射线是人造的;当电子高速运行时与物体相撞而产生X射线。
可以在一真空管中将电能转换成X辐射。
一低电流通过一白热的细丝,产生了电子。
而在细丝和目标金属之间的高电位(电压)加速了电子通过这个电压差区。
当电子流撞击到目标产生了X射线。
只有当把电压加入到X射线管时,辐射才会产生。
不管是用γ射线还是用X射线源,在试验中,试验物体并不是放射性的。
用此方法探到的表面下的缺陷是那些与被辐射的材料相比有不同密度的缺陷。
这包括中空,金属的和非金属的夹渣以及良好排列的未熔合和裂纹。
中空,如气孔,因为它们代表材料密度的巨大损失,所以在照片上产生暗区域。
作业指导书(RT)

承压设备射线检测通用工艺规程1.范围1.1本规程规定了承压设备金属熔化焊焊接接头X 射线检测技术和质量分级要求。
1.2本规程适用于承压设备制造、安装和在用阶段的焊接接头的射线检测。
用于制作焊接接头的金属为钢。
焊接接头的型式包括板及管的对接接头对接焊缝(以下简称“对接焊缝”)、插入式和安放式接管角接接头对接焊缝(以下简称“管座角焊缝”)和管子-管板角焊缝。
1.3承压设备其它金属材料、支承件和结构件的焊接接头的射线检测,也可参照使用。
1.4引用标准1.4.1 NB/T47013.1-2015《承压设备无损检测.第1部分:通用要求》1.4.2 NB/T47013.2-2015《承压设备无损检测.第2部分:射线检测》1.4.3 GBZ117《工业X射线探伤放射卫生防护标准》1.4.4 GB18871《电离辐射防护与辐射源安全基本标准》1.4.5 JB/T7902《无损检测.射线照相用线型象质计》2.检测人员2.1 从事射线检测人员应按国家特种设备无损检测人员考核的相关规定取得相应的资格(RT-Ⅲ、Ⅱ、Ⅰ级)后,才能从事与该方法和该资格级别相应的无损检测工作。
从事射线检测的人员在上岗前应进行辐射安全知识的培训,并取得放射工作人员证。
2.2射线检测人员应具有一定的金属材料、焊接及热处理、设备制造安装等基本知识。
2.3 射线检测人员的未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为1.0), 测试方法应符合GB 11533的规定。
从事评片的人员应每年检查一次视力。
2.4底片评定和出具报告由RTⅡ级或以上人员进行。
3.检测设备和器材3.1 射线装置3.1.1 可以使用如下射线源:X 射线机3.1.2 经合同双方商定,允许采用其它新型射线源。
采用其他射线源时,有关检测技术要求仍应参照本部分的规定执行。
3.2射线胶片3.2.1 胶片系统按照GB/T 19348.1 分为六类,即C1、C2、C3、C4、C5 和C6 类。
射线检测报告 (2)

检验报告
委托单位:天津市石建工程建设监理有限责任公司
报告编号:2012-BG-26-RT-001
检件名称:CNG
检验项目:射线检测
天津永科检测工程有限公司
注意事项
1、报告无“检测专用章”无效。
2、报告无签发人签字或印章标识无效。
3、报告涂改无效。
4、本报告只对委托之式样/部位负责。
5、如对本报告有异议,请在发出报告之日起一个月内提出。
6、未经本公司书面批准,不得部分复制本报告(全部复制除外)。
地址:天津市滨海新区大港北围堤路西160号
邮政信箱:300270
通迅地址:天津市滨海新区大港北围堤路西160号(永科检测)E—。
射线检测报告

罐区
委托单位
山东圣世安装有限公司
检件编号
0311-1#
序号
检测部位 编号
片位号
缺陷情况
评定 级别
规格(mr)i
备注
缺陷性质、定量
缺陷位置
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
初评人:
资格:RT-II日期:2016年07月31日
审核人:
表式编号:HLM-JC13-2015-B/0
射线检测报告
青岛海黎明检测技术有限公司报告编号:HLM/BG16-RH-RT01
工程名称
江苏润海油品销售有限公司新建油库项目
单元名称
罐区
委托单位
山东圣世安装有限公司
检件编号
0311-1#
记录编号
HLM/JL16-RH-RT01
射源种类
X射线
检件名称
ioooom石脑油储罐
备注:检测部位见检测部位示意图。
检测人:
资格:RT-II
审核人:
资格:RT-II
批准人:
资格:RT-III
检测单位:(检测专用章)
报告日期:
2016年07月31日
表式编号:HLM-JC14-2015-B/0
射线检测报告
青岛海黎明检测技术有限公司报告编号:HLM/BG16-RH-RT01
工程名称
江苏润海油品销售有限公司新建油库项目
1I-A报告121RT-02
射线检测报告(一)
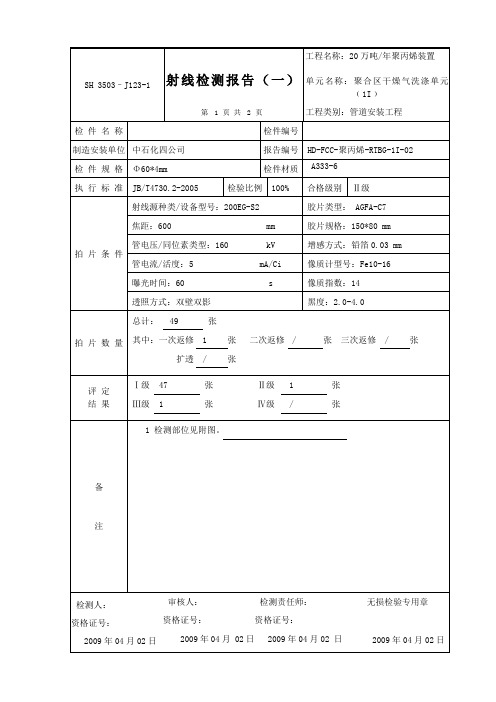
工程名称:20万吨/年聚丙烯装置
单元名称:聚合区干燥气洗涤单元﹙1I﹚
第1页共2页
工程类别:管道安装工程
检件名称
检件编号
制造安装单位
中石化四公司
报告编号
HD-FCC-聚丙烯-RTBG-1I-02
检件规格
Φ60*4mm
检件材质
A333-6
执行标准
JB/T4730.2-2005
SH 3503–J123-2
射线检测报告(二)
工程名称:20万吨/年聚丙烯装置
单元名称:聚合区干燥气洗涤单元﹙1I﹚
第2页共2页
工程类别:管道安装工程
检件名称
检件编号
制造安装单位
中石化四公司
报告编号
HD-FCC-聚丙烯-RTBG-1I-02
底片编号
透照日期
缺陷性质
缺陷尺寸
(mm)
评定
结果
布片图号
G3 F006 -1
检验比例
100%
合格级别
Ⅱ级
拍片条件
射线源种类/设备型号:200EG-S2
胶片类型:AGFA-C7
焦距:600
mm
胶片规格:150*80 mm
管电压/同位素类型:160
kV
增感方式:铅箔0.03 mm
管电流/活度:5
mA/Ci
像质计型号:Fe10-16
曝光时间:60
s
像质指数:14
透照方式:双壁双影
检测人:
2009年04月02日
审核人:
2009年04月02日
黑度:2.0-4.0
拍片数量
总计:
49
焊缝的射线检测无损检测大作业射线检测应用
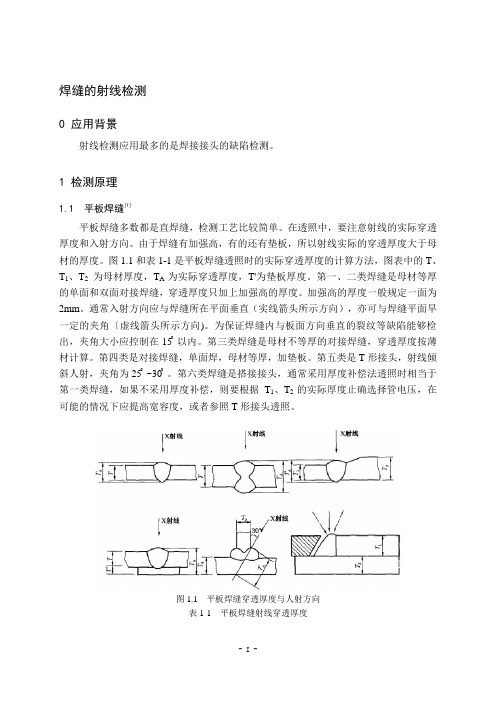
焊缝的射线检测0 应用背景射线检测应用最多的是焊接接头的缺陷检测。
1 检测原理1.1 平板焊缝[1]平板焊缝多数都是直焊缝,检测工艺比较简单。
在透照中,要注意射线的实际穿透厚度和入射方向。
由于焊缝有加强高,有的还有垫板,所以射线实际的穿透厚度大于母材的厚度。
图1.1和表1-1是平板焊缝透照时的实际穿透厚度的计算方法,图表中的T、T1、T2为母材厚度,T A为实际穿透厚度,T'为垫板厚度。
第一、二类焊缝是母材等厚的单面和双面对接焊缝,穿透厚度只加上加强高的厚度。
加强高的厚度一般规定一面为2mm。
通常入射方向应与焊缝所在平面垂直(实线箭头所示方向),亦可与焊缝平面旱一定的夹角〔虚线箭头所示方向)。
为保证焊缝内与板面方向垂直的裂纹等缺陷能够检出,夹角大小应控制在15̊以内。
第三类焊缝是母材不等厚的对接焊缝,穿透厚度按薄材计算。
第四类是对接焊缝,单面焊,母材等厚,加垫板。
第五类是T形接头,射线倾斜人射,夹角为25̊~30̊。
第六类焊缝是搭接接头,通常采用厚度补偿法透照时相当于第一类焊缝,如果不采用厚度补偿,则要根据T1、T2的实际厚度止确选择管电压,在可能的情况下应提高宽容度,或者参照T形接头透照。
图1.1 平板焊缝穿透厚度与人射方向表1-1 平板焊缝射线穿透厚度1.2 环焊缝环焊缝,即管件、筒件和容器等的圆周焊缝,按照工件直径、壁厚的不同和结构的特点,可以采用不同的检测方法进行检测。
概括起来可分为下三种:源在外单壁检测方法;源在外双壁检测方法;源在内.单壁检测方法,包括周向检、偏心检测。
X射线扫描检测技术是射线照相检测技术的延伸,主要应用于可将胶片放置于环焊缝内部的中小直径管的大批量的射线检测,是一种非常行之有效的、较为特殊的X射线检测方法。
(1)源在外单壁检侧方法[1]源在外单壁检测方法的透照布置如图1.2所示。
射线源置于焊缝的中心线上,中心射线束垂直于被透照焊缝。
在这种透照布置中,胶片暗盒背面必须放置铅板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
射线检测报告(二)
工程名称:20万吨/年聚丙烯装置
单元名称:聚合区公用设施﹙1G﹚
第2页共4页
工程类别:管道安装工程
检件名称
FW100
检件编号
制造安装单位
中石化四公司
报告编号
HD-FCC-聚丙烯-RTBG-1G-23
底片编号
透照日期
缺陷性质
缺陷尺寸
(mm)
评定
结果
布片图号
检验比例
100%
合格级别
Ⅱ级
拍片条件
射线源种类/设备型号:300EG-S3
胶片类型:AGFA-C7
焦距:400
mm
胶片规格:150*80 mm
管电压/同位素类型:200
kV
增感方式:铅箔0.03 mm
管型号:Fe10-16
曝光时间:90
s
像质指数:13
透照方式:双壁单影
1 F025 1-2
2008.11.15
/
/
Ⅰ级
2-3
2008.11.15
/
/
Ⅰ级
3-4
2008.11.15
/
/
Ⅰ级
4-5
2008.11.15
/
/
Ⅰ级
5-6
2008.11.15
/
/
Ⅰ级
6-1
2008.11.15
/
/
Ⅰ级
缺陷性质:C=Crack裂纹,P=Porosity圆形气孔,WP=Worm Porosity长形气孔,SI=Slag Inclusion夹渣,
黑度:2.0-4.0
拍片数量
总计:
49
张
其中:一次返修
1
张二次返修
/
张三次返修
/
张
扩透
/
张
评定
结果
Ⅰ级
47
张Ⅱ级
1
张
Ⅲ级
1
张Ⅳ级
/
张
备
注
1检测部位见附图。
检测人:
资格证号:
2009年04月02日
审核人:
资格证号:
2009年04月02日
检测责任师:
资格证号:
2009年04月02日
无损检验专用章
2009年04月02日
IF = Incomplete Fusion未融合,IP = Incomplete Penetration未焊透,UC = Undercut咬边
检测人:
2009年04月02日
审核人:
2009年04月02日
SH 3503–J123-1
射线检测报告(一)
工程名称:20万吨/年聚丙烯装置
单元名称:聚合区公用设施﹙1G﹚
第1页共4页
工程类别:管道安装工程
检件名称
FW100
检件编号
制造安装单位
中石化四公司
报告编号
HD-FCC-聚丙烯-RTBG-1G-23
检件规格
Φ219*8mm
检件材质
20#
执行标准
JB/T4730.2-2005