模具DFM常用中英文对照
模具DFM常用中英文对照

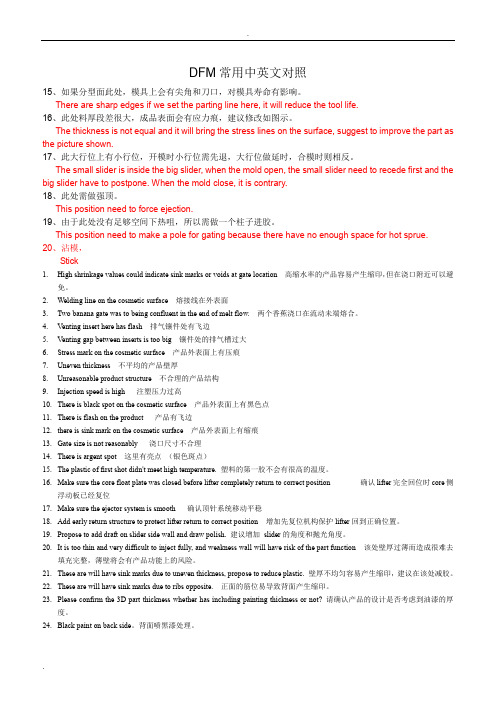
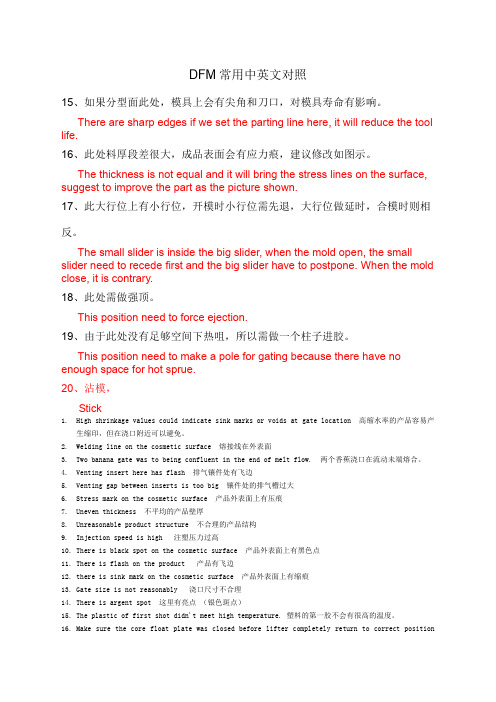
DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
塑胶模具DFM_用英文对照超级实用

DFM常用中英文对照1、这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side.4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜行位。
Inner angle slider at cavity / core side.7、为了简化模具结构建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply.8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.9、斜顶与后面的柱位空间太小,斜顶在运动时会干涉到柱子,请考虑移动这个柱子的位置。
This lifter intervene with the pole during ejection, please consider changing the position of the pole.10、此处有薄钢位,强度不足而且不容易冷却。
模具DFM常用中英文对照

DFM常用中英文对照欧阳学文15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照

模具D F M常用中英文对照(总6页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
模具DFM常用中英文对照
DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
塑胶模具DFM翻译参考

1.图示红色面做3゚减胶插穿斜度,改善现有产品易出现披锋的问题。
The red area to be tapered 3through thinning to combatFlash.6.行位镶针距离骨太近,导致后模钢料只有0.6mm,建议红色面减胶1mm,以增强钢料,避免开裂。
For better steel strength ,the red area to be thinned 1mm(the cam steel pin is too close to the boss with the resultThat the core steel in this area leaves only 0.6mm) thickness.6.此后是针阀单点进浇口及2点进浇口的模流分析。
The mold flow analysis with one gate and two gates by using valve gate建议做一个热咀的进胶口,原因如下:propose one gate is based on:1>两个热咀的距离太近,造成两个热流道靠得近,从而造成热流道制作困难。
Geographically,two gates are two close, which entails the two respective manifolds too close. To design the two manifolds is way too difficult.2>做两个热流道后前模芯就会挖空的更多,从而造成前模芯的强度变弱很多With two manifolds, the cavity to be cored out too much, as a result the strength of it weakens.Thin steel risk here-To combat this complication, a removal of R in red should be performed为防止粘前模,建议孔修改如右图示Sticking in the cavity here-To prevent this process issue, please use the feature changes stated in the rightfiguresub gate 潜水banana gate 牛角进胶pin gate 点浇口direct gate 大水口插穿shutoff斜顶lifter行位slider。
修订版模具DFM常用中英文对照【精选】

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
工程DFM常用英语(学习资料)
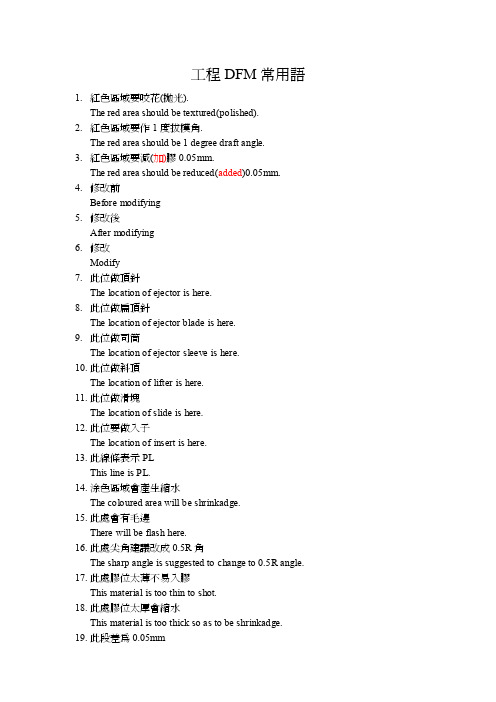
工程DFM常用語1.紅色區域要咬花(拋光).The red area should be textured(polished).2.紅色區域要作1度拔模角.The red area should be 1 degree draft angle.3.紅色區域要減(加)膠0.05mm.The red area should be reduced(added)0.05mm.4.修改前Before modifying5.修改後After modifying6.修改Modify7.此位做頂針The location of ejector is here.8.此位做扁頂針The location of ejector blade is here.9.此位做司筒The location of ejector sleeve is here.10.此位做斜頂The location of lifter is here.11.此位做滑塊The location of slide is here.12.此位要做入子The location of insert is here.13.此線條表示PLThis line is PL.14.涂色區域會產生縮水The coloured area will be shrinkadge.15.此處會有毛邊There will be flash here.16.此處尖角建議改成0.5R角The sharp angle is suggested to change to 0.5R angle.17.此處膠位太薄不易入膠This material is too thin to shot.18.此處膠位太厚會縮水This material is too thick so as to be shrinkadge. 19.此段差為0.05mmThe mismatch is 0.05mm.20.此處易產生段差(此處會有段差)Here is easy to be mismatch.21.建議用放電花替代咬花紋Suggest to spark erosion instead of texture.22.此位要拋光Here should be polished.23.此位要增加0.05度拔模角度Here should be added 0.05 degree draft.24.一次灌點的位置The location of the first gate.25.此位不能有水口殘留Here can’t be residual gate.26.水口殘留最大0.1mm.The maximal residual gate is 0.1mm.27.此水口會用CNC銑平The gate will be milled to flat by CNC.28.此位會作凹陷Here will be recess.29.此位會做击出Here will be bluge.30.此處設置火山口A crater is will be here.31.此位會做平或是下沉0.05mmHere will be flat or recess 0.05mm.32.此位會有斜頂痕Here will be lifer markings.33.此處會有線痕.Here will be line markings.34.此位一次減膠,讓二次膠延伸下來Here the first material is to be cut to let the second material to flow .35.此位一二次封膠困難,二次會溢料Here the first and second material is difficult to envelop and the second will overflow.36.分析此位無拔模,建議作一度By analysis,here is no draft and suggest to be one degree.37.頂針位置如圖,穴號刻在頂針上The location of ejector is shown as in the picture and the cavity number is graved on ejector.38.滑塊拆在肋位中間Slide should be part in the middle of rib.39.公模仁拔模修改到一度The draft of core is modified to one degree.40.此位是擋膠用(圖示中的位置是為擋膠)It is used to slow down the moldflow.41.此位會產生結合線Splite line will outcome here.42.此位會有包風There will be airtrap here.43.此膠位先填充頂部Moldflow will fill in the top first.44.此位有倒扣It’s undercut here.45.此處要做枕位It is should be shut-off here.46.此位模具強度不夠The tooling is lack of strength.47.建議取消此處圓角It suggests to cancle the rad angle.48.二次進膠點作搭接The second gate should be49.公母模靠破(碰穿)The cavity and core mold shut off.50.此位間隙太小The gap here is too narrow.51.此柱位容易粘模This boss is easy to stick mold.52.在此骨位上作扁頂針Ejector blade is on the rib.53.此骨位太深,建議加大拔模角The rib is too deep so it suggests to enlarge the draft.54.此位要作排氣孔Here should be an air-vent hole.。
模具常用中英文对照

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big. slider have to postpone. When the mold close, it is contrary.13、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue. 20、沾模Stick1.High shrinkage values could indicate sink marks or voids at gate location高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3. Two banana gate was to being confluent in the end of melt flow两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照
DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the smallslider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
塑胶模具常用DFM 英语
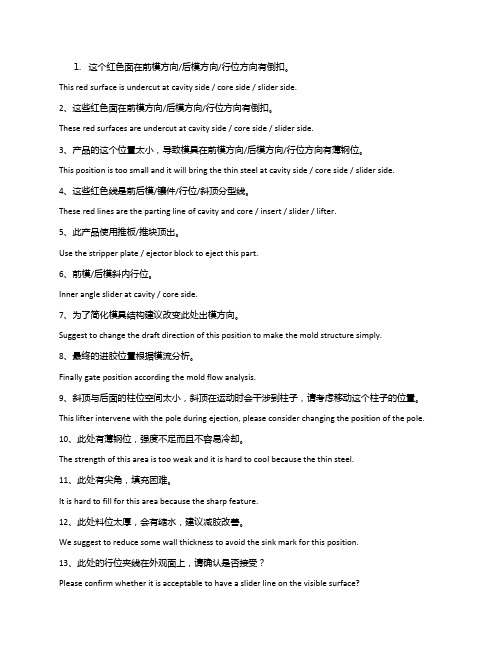
1.这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side.4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜内行位。
Inner angle slider at cavity / core side.7、为了简化模具结构建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply.8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.9、斜顶与后面的柱位空间太小,斜顶在运动时会干涉到柱子,请考虑移动这个柱子的位置。
This lifter intervene with the pole during ejection, please consider changing the position of the pole.10、此处有薄钢位,强度不足而且不容易冷却。
Tooling Concept中英对照表DFM报告常用语

溢出。
remnant exceed the plane.
剪胶后残料在 0.3 mm 以内
The remnant after degating is within 0.3 mm.
Gate处建议成品减肉0.3MM(如上图所示),避免残料
凸出成ቤተ መጻሕፍቲ ባይዱ。
Suggest to reduce 0.3mm part thickness at gate area to avoid remnant protrusion.
进胶点增肉0.3mm方便塑胶流动.
Make a dome in 0.3 mm height to increase flow ability.
此处需二次剪胶,所以建议"底座"相对位置作圆孔,以避 Secondary process for degating is required. Suggest a dimple at the related
Degating after molding is required due to pin gate design. Secondary process for degating is required. Trim in 2nd operation
需二次剪胶加工,建议容许铣胶深度 0.1MM,避免影响 Secondary process for degating is required. Suggest to allow 0.1 mm depth for
如果浇口在这里,成品脆弱处会有会胶线.有必要更改进 There will be weld line at part weakness area if the gate locate here. It is necessary
模具常用中英文对照
模具常用中英文对照DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big. slider have to postpone. When the mold close, it is contrary.13、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue. 20、沾模Stick1.High shrinkage values could indicate sink marks or voids at gate location高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3. Two banana gate was to being confluent in the end of melt flow两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照
DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the smallslider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the smallslider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照之欧阳化创编

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
4.Venting insert here has flash 排气镶件处有飞边5.Venting gap between inserts is too big 镶件处的排气槽过大6.Stress mark on the cosmetic surface 产品外表面上有压痕7.Uneven thickness 不平均的产品壁厚8.Unreasonable product structure 不合理的产品结构9.Injection speed is high 注塑压力过高10.There is black spot on the cosmetic surface 产品外表面上有黑色点11.There is flash on the product 产品有飞边12.there is sink mark on the cosmetic surface 产品外表面上有缩痕13.Gate size is not reasonably 浇口尺寸不合理14.There is argent spot 这里有亮点(银色斑点)15.The plastic of first shot didn't meet high temperature. 塑料的第一胶不会有很高的温度。
16.Make sure the core float plate was closed before lifter completely return to correct position 确认lifter完全回位时core侧浮动板已经复位17.Make sure the ejector system is smooth 确认顶针系统移动平稳18.Add early return structure to protect lifter return to correct position 增加先复位机构保护lifter回到正确位置。
19.Propose to add draft on slider side wall and draw polish. 建议增加 slider的角度和抛光角度。
20.It is too thin and very difficult to inject fully, and weakness wall will have risk of the part function 该处壁厚过薄而造成很难去填充完整,薄壁将会有产品功能上的风险。
21.These are will have sink marks due to uneven thickness, propose to reduce plastic. 壁厚不均匀容易产生缩印,建议在该处减胶。
22.These are will have sink marks due to ribs opposite. 正面的筋位易导致背面产生缩印。
23.Please confirm the 3D part thickness whether has including painting thickness or not? 请确认产品的设计是否考虑到油漆的厚度。
24.Black paint on back side。
背面喷黑漆处理。
1、这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side.4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜内行位。
Inner angle slider at cavity / core side.7、为了简化模具结构建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply. 8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.25.Cosmetic issue 外表面问题26.Customer appointed material 客户指定材料27.Increase the temperature for improving filling. 增加温度来改善填充28.All of the fill patterns are unbalance 所以的填充样板都不平衡?29.The part has hesitation effect and unbalance. 产品有滞留和不平衡30.Bulk temperature is uniform. 体积温度不平均31.The cycle time is the same 周期是同样的32.Shear rate is over the maximum value at the gate region 浇口区域的剪切速率已超出最大值33.Weld line is obviously on blue region. Advise to cut core insert to strengthen venting. 蓝色区域有较明显的熔接线,建议做core 侧镶件来加强排气34.The areas highlighted in pink ball are the places where air traps maybe happen and suggest cutting insert toimprove venting. 粉红色球标示出的区域可能会有困气,建议割镶件改善排气。
35.Average wall thickness is only, Max is . It is too thin and very difficult to inject fully. 产品均厚仅有0.5mm,最厚为0.74mm, 产品整体壁厚太薄,很难成型饱满。
36.Sharp edge shown in red circle, there may occur as flash or burr issue after painting process, it will impactto paint yield rate. 红色圆圈内的棱角在喷漆后有可能产生飞边现象,增加喷漆返工比率。
37.Cutting by CNC after hard coating process. CNC后需经热处理。
38.Core side no any marks 后模无任何标记。
To keep the sharp edge around the product, we can extend the skirt on outside, then cut it off by CNC after hardcoating process.39.Keep some clearance on this face. 此面留铁40.Visible lines here, please confirm. 此处有熔接线,请确认。
41.Sub insert for air vent 排气镶件42.Shut off 插穿 / Kiss off 碰穿43.Insert molding/ Family mold / Over mold 嵌件模/子母模/包胶模44.General Parameters 普通参数45.Part overview 产品概况46.Surface Texture 表面皮纹47.Remarks on geometry 表面标记48.Analysis wall thickness 产品壁厚分析49.Thick section, propose to reduce plastic to keep even wall. 产品厚壁部份,建议减胶以保持均匀壁厚。