螺纹规格 牙距 螺纹底孔直径
M1-M50螺纹前钻底孔直径及底径
盲孔的深度可按下面的公式计算:
孔的深度=所需螺纹的深度+0.7d
普通螺纹底孔直径简单计算可按下式
要攻丝的尺寸乘上 0.85
如:M3--2.4mm
M4--3.1mm
M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径 D=d(螺纹外径)-1.1p(螺距) 塑性材料钻孔直径 D=d(螺纹外径)-p(螺距) 除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。记这个最直观
退刀最距离 L2 L2 = (牙距 P ) * (主轴转速 S ) / 2000 牙深及牙底径 d 牙深 h =0.6495 * P 牙底径 d =公称外径 D - 2 * h 例题: 车制外牙 3/4"-10UNC 20mm 长 公制牙与英制牙的转换 牙距 P = 25.4 / (吋螺纹数 n) P = 25.4 / 10 = 2.54mm 因为工件材料及 刀具所决定的转速 外径 D = 3 / 4 英吋 = 25.4 * (3/4) =19.05MM 转速 N = (1000 周速 V) / (圆周率 p * 直径 D ) N = 1000V / pD = 1000 * 120 / (3.1416*19.05) =2005 rpm (转/分) 因为机器结构所决定的转速 刀座快速移动的影响 车牙最高转速 N = 4000 / P N = 4000/2.54 = 1575 rpm 综合工件材料刀具及机械结构 所决定的转速 N = 1575 转 N = 2005 转 两者转速选择较低者,即 1575 转 刀座快速移动加减速的影响 下刀点与退刀点的计算 (不完全牙的计算) 下刀最小距离 L1 L1 = (牙距 P) * (主轴转速 S) / 500 L1 = 2.54*1575/500=8.00mm 退刀最小距离 L2 L2 = (牙距 P) * (主轴转速 S) / 2000 L2 = 2.54*1575/2000=2.00mm 牙深及牙底径 d 牙深径 d = 公称外径 D-2*h =19.05-2*1.65 = 15.75mm
螺纹规格大全

螺纹规格大全.我找了好久.很有用.第一章国标螺纹的一般知识一. 螺纹的分类1. 螺纹分内螺纹和外螺纹两种;2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3. 按线数分单头螺纹和多头螺纹;4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二. 米制普通螺纹1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1. 5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH 表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7M6 1 4.9 5 5.9 M27 3 23.8 24 26.7M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5M16 2 13.8 14 15.7 M48 5 42.5 43 47.5M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.08 25P,其中D为公称直径,P为螺距。
螺纹钻孔底径计算
螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)常用规格(公制)M1.2*0.25 M2.5*0.45 M6*0.75 M10*0.75M1.4*0.3 M2.6*0.45 M6*1 M10*1M1.6*0.35 M3*0.5 M7*0.75 M10*1.25M1.7*0.25 M3*0.6 M7*1 M10*1.5M1.7*0.35 M3.5*0.6 M8*0.75 M11*1M1.8*0.35 M4*0.5 M8*1 M11*1.5M2*0.4 M4*0.7 M8*1.25 12*1M2.2*0.45 M5*0.5 M9*1 M12*1.25M2.3*0.45 M5*0.8 M9*1.25 M12*1.52.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数常用规格(英制)1/8〃-40 1/2〃-12 1〃-8 2〃-4.55/32〃-32 9/16〃-12 1-1/8〃-7 2-1/8〃-43/16〃-24 5/8〃-11 1-1/4〃-7 2-1/4〃-47/32〃-24 11/16〃-11 1-3/8〃-6 2-1/2〃-41/4〃-20 3/4〃-16 1-1/2〃-6 2-3/4〃-45/16〃-18 13/16〃-10 1-5/8〃-5 3-1/4〃-43/8〃-16 7/8〃-9 1-1/4〃-5 3-1/2〃-47/16〃-14 15/16〃-9 1-7/8〃-4.5 3-3/4〃-4 4〃-4国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.425^^0.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.86^^0.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13 八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长度攻丝前需钻孔对于一般材料钻底孔需钻多大孔径较合适攻丝前为什么要先对孔口倒角回答正在发表回答,请稍候……您输入的内容将会在您成功登录之后自动发表。
螺纹底孔对照表

国标螺纹的一般知识一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距/攻丝底孔直径3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
然后根据具体情况调整至合适加工底孔直径,具体参考https:///a6516065915291828749/三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同)1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。
用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。
螺纹规格大全

螺纹规格大全.我找了好久.很有用.第一章国标螺纹的一般知识一. 螺纹的分类1. 螺纹分内螺纹和外螺纹两种;2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3. 按线数分单头螺纹和多头螺纹;4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二. 米制普通螺纹1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1. 5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH 表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7M6 1 4.9 5 5.9 M27 3 23.8 24 26.7M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5M16 2 13.8 14 15.7 M48 5 42.5 43 47.5M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.08 25P,其中D为公称直径,P为螺距。
螺纹规格大全
螺纹规格大全螺纹规格大全.我找了好久.很有用.第一章国标螺纹的一般知识一. 螺纹的分类1. 螺纹分内螺纹和外螺纹两种;2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3. 按线数分单头螺纹和多头螺纹;4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加L H,如M24×1.5LH;5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二. 米制普通螺纹1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1. 5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,L H表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7M6 1 4.9 5 5.9 M27 3 23.8 24 26.7M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5M16 2 13.8 14 15.7 M48 5 42.5 43 47.5M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0 825P,其中D为公称直径,P为螺距。
攻螺纹前钻底孔直径及底径1

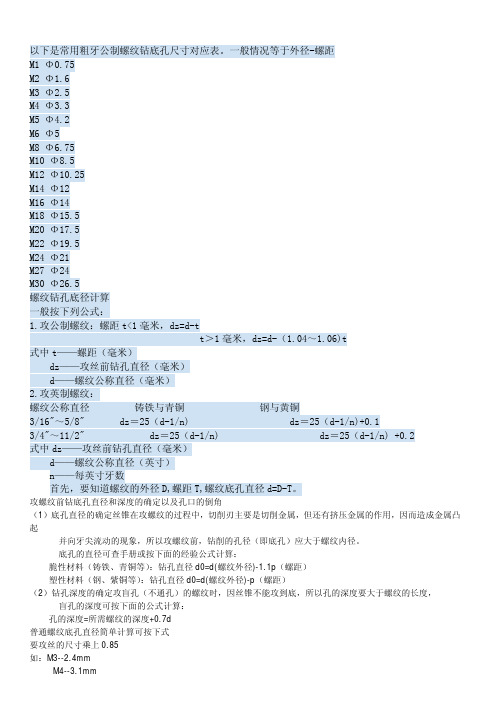
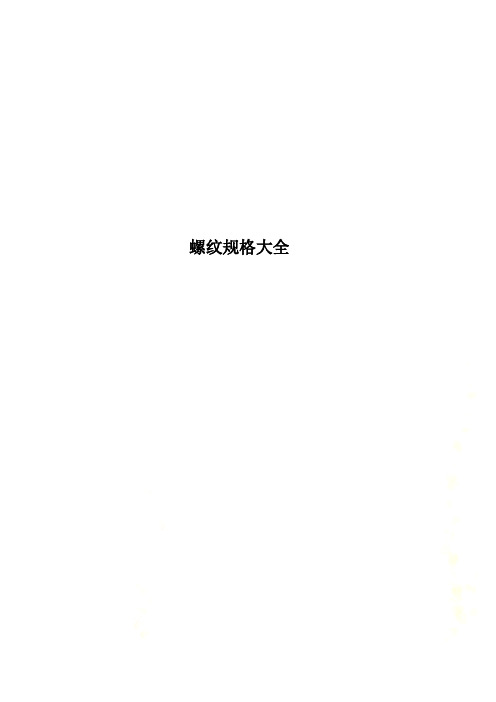
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
牙纹标准规格

4 4.7 5.4 6.2 6.8 8.3 9.8 11.2 12.7 14 15.75 17 18.5 20 21.75 23 26 29 32 35 37.5 40 43 46.5 4.5 45 5 39.5 8 7 7 6 6 22.25 25 28 30.75 34 12 12 12 12 12 23.25 26.5 29.5 32.75 36 9 19.5 14 20.4 10 16.5 16 17.5 18 16 14 13 12 11 6.6 8 9.4 10.8 12.2 13.5 24 24 20 20 18 18 6.9 8.5 9.9 11.5 12.9 14.5 32 32 28 28 24 24 24 20 20 20 20 20 18 18 18 18 7.1 8.6 10.1 11.7 13 14.75 16.25 17.5 19.25 20.75 22.25 23.75 26.75 30 33 36 20 5.1 28 5.5 32 5.5
英制标准牙
英制幼牙
美制标准牙
美制幼牙
美制幼牙
BSW
60 48 40 32 24 24 20 20 18 16 14 12 12 11 11 10 10 9 9 8 7 7 6 6 5 5 4.5 4.5 1.15 1.8 2.6 3.1 3.6 4.4 5.1 5.8 6.5 7.9 9.3 10.5 12 13.5 15 16.5 18 19.25 20.75 22 24.75 27.75 30.5 33.5 35.5 39 41.5 44.5 32 28 26 26 22 20 18 16 16 14 14 12 12 11 11 10 9 9 8 8 8 7 7 7
牙距 英制(Inch) (1"内牙个数)
攻螺纹前钻底孔直径及底径
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
螺丝底孔尺寸
度
径
度
径
2
4.5
3
2.5
2.5
5
2.9
3
6
3.5
3.5
4
7.5
4.5
4.5
5
9
5.5
5.5
6
11
6.5
6.5
8
13
8.5
8.5
10
16
10.5
10.5
M1 M1.2 M1.6 M2
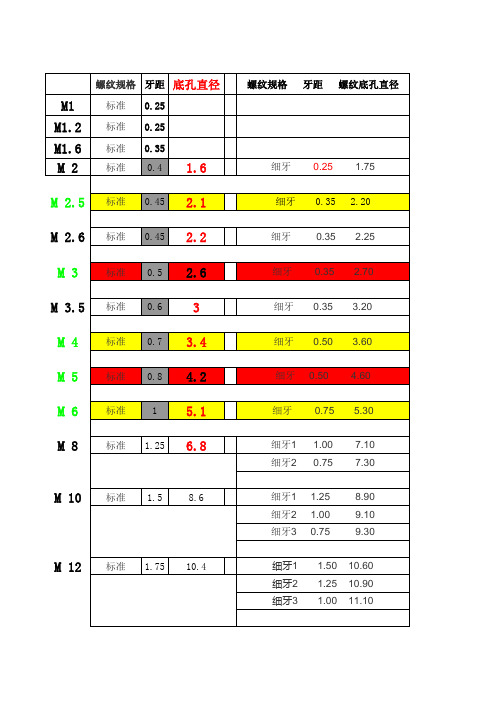
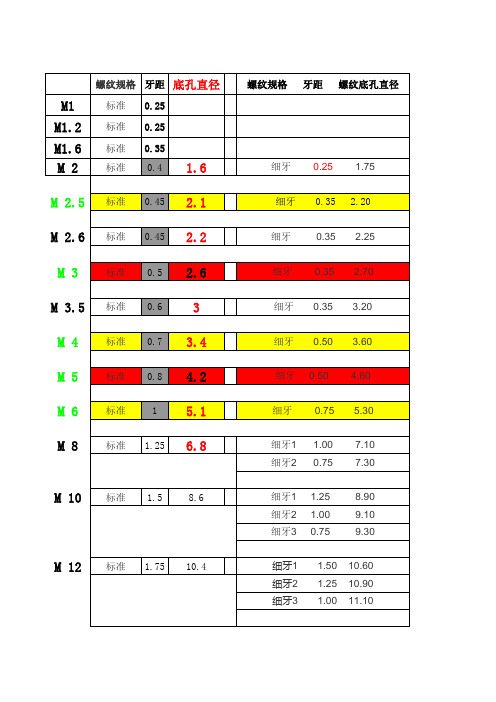
螺纹规格 牙距 底孔直径
标准 0.25 标准 0.25 标准 0.35
标准 0.4 1.6
M 2.5 标准 0.45 2.1
M 2.6 标准 0.45 2.2
M 3 标准 0.5 2.6
M 3.5 标准 0.6
3
M 4 标准 0.7 3.4
M 5 标准 0.8 4.2
M6
标准
1
5.1
M 8 标准 1.25 6.8
M 10 标准 1.5 8.6
M 12 标准 1.75 10.4
螺纹规格 牙距 螺纹底孔直径
细牙 0.25 1.75
细牙 0.35 2.20
细牙 0.35 2.25
细牙 0.35 2.70
细牙 0.35 3.20
细牙 0.50 3.60
细牙 0.50 4.60
细牙 0.75 5.30
细牙1 1.00 7.10 细牙2 0.75 7.30
细牙1 1.25 8.90 细牙2 1.00 9.10 细牙3 0.75 9.30
细牙1 细牙2 细牙3
1.50 10.60 1.25 10.90 1.00 11.10
M 14 标准 2
12.2
螺丝底孔尺寸
细牙 0.75 5.30
细牙1 1.00 7.10 细牙2 0.75 7.30
细牙1 1.25 8.90 细牙2 1.00 9.10 细牙3 0.75 9.30
细牙1 细牙2 细牙3
1.50 10.60 1.25 10.90 1.00 11.10
M 14 标准 2
12.2
M 16 标准 2
14.2
标准
1
5.1
M 8 标准 1.25 6.8
M 10 标准 1.5 8.6
M 12 标准 1.75 10.4
螺纹规格 牙距 螺纹底孔直径
细牙 0.25 1.75
细牙 0.35 2.20
细牙 0.35 2.25
细牙 0.35 2.70
细牙 0.35 3.20
细牙 0.50 3.60
细牙 0.50 4.60
度
径
度
径
2
4.5
3
2.5
2.5
5
2.9
3
6
3.5
3.5
4
7.5
4.5
4.5
5
9
5.5
8
13
8.5
8.5
10
16
10.5
10.5
M1 M1.2 M1.6 M2
螺纹规格 牙距 底孔直径
标准 0.25 标准 0.25 标准 0.35
标准 0.4 1.6
M 2.5 标准 0.45 2.1
M 2.6 标准 0.45 2.2
M 3 标准 0.5 2.6
M 3.5 标准 0.6
3
M 4 标准 0.7 3.4
M 5 标准 0.8 4.2
M6
0.45 0.5 0.7 0.8 1 1.25 1.5
m3螺孔底孔直径
m3螺孔底孔直径
摘要:
一、前言
二、m3 螺孔底孔直径的定义
三、m3 螺孔底孔直径的计算方法
四、m3 螺孔底孔直径的应用领域
五、结论
正文:
一、前言
m3 螺孔底孔直径是机械加工领域中常见的一种参数,对于从事机械加工行业的人员来说,了解并掌握m3 螺孔底孔直径的计算方法及应用领域是十分必要的。
本文将对m3 螺孔底孔直径进行详细介绍。
二、m3 螺孔底孔直径的定义
m3 螺孔底孔直径,是指m3 螺纹规格的螺孔底部圆孔的直径。
m3 螺纹是一种常见的公制螺纹,其螺纹直径为3mm,底孔直径则根据应用需求有所不同。
三、m3 螺孔底孔直径的计算方法
m3 螺孔底孔直径的计算方法如下:
1.根据螺纹的牙距(即每毫米的螺纹数量)计算出底孔直径。
2.根据螺纹的牙型确定底孔直径。
3.根据实际应用需求,参考相关标准或设计要求,确定最终的底孔直径。
四、m3 螺孔底孔直径的应用领域
m3 螺孔底孔直径广泛应用于各种机械设备、电子产品、家具等领域。
例如,在机械加工过程中,m3 螺孔底孔直径常用于定位、固定、连接等作用。
在电子产品中,m3 螺孔底孔直径可用于固定电子元件、连接线路等。
在家具制造中,m3 螺孔底孔直径可用于连接家具部件,提高家具的稳定性。
五、结论
总之,了解m3 螺孔底孔直径的定义、计算方法及应用领域,对于从事机械加工行业的人员来说具有重要意义。