壳牌供应商原则-ShellGlobal
英荷壳牌的案例分析
英荷壳牌的案例分析英荷皇家壳牌集团通常简称"壳牌")以众多标准衡量均堪称全球领先的国际油气集团。
壳牌公司的业务遍及全世界130多个国家,雇员人数约10万人。
壳牌集团1998年运营销售总额(税后)940亿美元,总资产1110亿美元,是全球最大的10家公司之一。
壳牌的起源是英荷两家母公司的联合,使它成为最具有国际性的主要石油司。
今天,壳牌集团在许多国家有业务往来,比其他任何石油集团都多;有国际员工约5700名,超过其他任何公司。
壳牌集团是世界上最大的跨国投资商,其品牌是世界上最著名的品牌之一。
壳牌集团对发展业务有长远目光。
壳牌在许多国家有超过百年的经营史,具有长期合作关系的合作伙伴遍布各个领域。
壳牌的许多项目(无论上游还是下游)投资规模都相当大,并且运营周期长达几十年,为此壳牌建立和使用复杂远景规划技术研究未来的发展。
英荷壳牌石油公司是1907年由英国壳牌运输贸易公司和荷兰皇家石油公司合并而成。
壳牌石油公司是世界第二大石油公司,仅次于美国埃克森石油公司。
主要经营石油、天然气、化学制品、煤炭和金属业务。
按资产总额计算,公司是世界上最大的制造业公司,按储量计算则是世界上最大的石油公司。
年销售额的将近一半来自欧洲,约四分之三来自美国。
九十年代以来,从销售额、利润额到资产总额,公司一直在〈幸福〉杂志所列世界最大工业企业排行榜中名列前茅。
公司是在经营国外石油及其他商品贸易的基础上发展起来的,因此,早在公司成立之前,国外业务就已经占公司销售额的绝大部分。
在两个公司合并之后其实力得到进一步加强,并在美国立足,从而将其业务扩展到了全球。
二战后公司继续在海外扩张业务,这段时间公司的注意力主要集中在东南亚、中东还有非洲国家。
石油危机来临时,公司被迫配合石油输出国组织减少石油供应,而且,公司在发展中国家的相当一部分企业被国有化,公司受到极大冲击。
为解决困境,公司实施了大规模的经营多样化计划,购买了一些煤炭和金属企业。
壳牌公司管理体系介绍

壳牌公司重视供应商的可持 续发展,要求供应商遵循环
保和社会责任标准。
壳牌公司通过与供应商的协 同合作,实现整个供应链的
透明化和可追溯性。
市场营销:壳牌公司采用多种市场营销策略,包括品牌建设、渠道拓展和 促销活动,以提高品牌知名度和市场份额。
客户服务:壳牌公司注重客户服务,提供全方位的售前、售中和售后服务, 以满足客户需求和提高客户满意度。
市场研究:壳牌公司通过市场研究和分析,了解客户需求和行业趋势,为 产品开发和市场营销提供有力支持。
客户关系管理:壳牌公司采用先进的客户关系管理(CRM)系统,对客户 信息进行整合和分类,以便更好地了解客户需求并提供个性化服务。
持续改进:壳牌公司管理体系注重持续改进,通过不断优化管理流程和方法,提高公司 运营效率和质量。
数字化转型:壳牌公司管理体系积极推进数字化转型,利用先进的信息技术提高管理效 率和决策水平。
职责:各级组织承担相应的 管理职责,确保公司管理体 系的有效运行和持续改进
组织结构:包括总部、区域、 国家、合资公司等层级,各 层级分工明确,协同工作
提升企业社会责任和品牌 形象
数字化转型:壳 牌公司正在积极 推进数字化转型, 以提高管理效率 和决策准确性。
可持续发展:随 着社会对环境保 护的日益重视, 壳牌公司将持续 推进可持续发展 战略,以实现经 济、社会和环境 的和谐发展。
能源转型:随着 能源结构的调整, 壳牌公司将加大 对可再生能源的 投资和 作,共同推动管理体系的持续改 进,以确保整个价值链的协同发 展。
注重可持续发展,致力于环境保护和社会责任 创新驱动,不断探索新的商业模式和技术 全球化战略布局,积极参与国际市场竞争 卓越的人才管理,培养和吸引顶尖的石油和能源专业人才
壳牌石油标志

• 壳牌产品定位:壳牌产品定位在高品质、 中高档润滑油,喜力润滑油是其主打产品。
企业文化 壳牌在全球100多个国家都运用统一的价 值观、原则和指导方针开展业务。在全球 所有壳牌公司实施的商业原则。
• 三项政策: 三项政策:
• - 可持续发展:
•
• • • • • • • •
致力于可持续发展的承诺,意味着做任何事情都必须考虑如何在经济、社会和环境影响之间 取得平衡,在短期需要和长期需要之间取得平衡,所有壳牌公司的计划都必须以此为基础;
壳牌石油的著名贝壳logo
1971年,以设计可口可乐瓶闻名的 Raymodloewy重新设计了标志,他将贝壳 的园齿边简化为一个光滑的半圆,将贝壳 的13根隆起线简少为7根,并添加一个粗 体红色轮廓。今天这款标志广泛用于世界 各地。他如此易于辨识,以至于在没有公 司名的情况下人们也能认出它。
标志用红黄原色,色 彩明快,醒目传达力强,视 觉冲击力强,能有效吸引受 众的视线。图片上的红色代 表能源所造成的热烈氛围, 而黄色底子则象征能源所带 来的普照光明。设计者更把 贝壳的扇形画成太阳光线的 四出辐射、喷薄而出的景象, 平添了shell能源产品无远 勿界、穿透万物的意象。
- 健康、安全与环境; - 多元化。
五个方面承担责任:
- 股东 - 客户 - 员工 - 与壳牌有业务往来者 - 社会
Logo的演变
• shell 最初是个贝壳,逐渐由黑白转为彩色。最终在logo中去掉 了“shell”字样 。可以看到由具象的贝壳进化到现在的简约流 畅经历了很长时间。 在过去的100多年里,壳牌标志经历了差 不多10多种的变化,每一次的改动都以视觉一致性和传达统一的 品牌价值为宗旨。视觉识别在品牌中扮演很重要的角色,微妙而 强有力。
壳牌公司安全管理理念与实践介绍

> 24个炼油项目:可加工处理 Copyright of Shell International > 310万桶原油/天(1吨=7桶) CONFIDENTIAL
3
荷兰皇家壳牌集团
运营管理战略:可持续収展 安全的 高效的 对社会和环境负责任的 盈利的
Copyright of Shell International
CONFIDENTIAL
4
壳牌公司的商业原则
Copyright of Shell International
CONFIDENTIAL
5
壳牌公司的HSSE&SP理念和管理
为什么要关心和管理 健康/安全/安保/环保和社会表现(HSSE&SP)?
壳牌公司对HSSE&SP的承诺 法律和法规的要求 变化中的社会期望 HSSE管理是公司的成本效益
Copyright of Shell International
26
NUMBER OF FATALITIES 2008
2009年引入12条救命规则
8
NUMBER OF FATALITIES 2012
5
NUMBER OF FATALITIES 2014
CONFIDENTIAL
12
壳牌公司的12条救命觃则
法律
人
法规
Copyright of Shell International
经 济
CONFIDENTIAL
壳牌公司的HSSE&SP管理理念
壳牌集团公司对HSSE&SP的承诹
执行原则:执行最严格的标准
作业活劢所在国家的法律法觃 壳牌集团公司HSSE&SP的标准 合作伙伴HSSE&SP的标准
壳牌煤气化问题
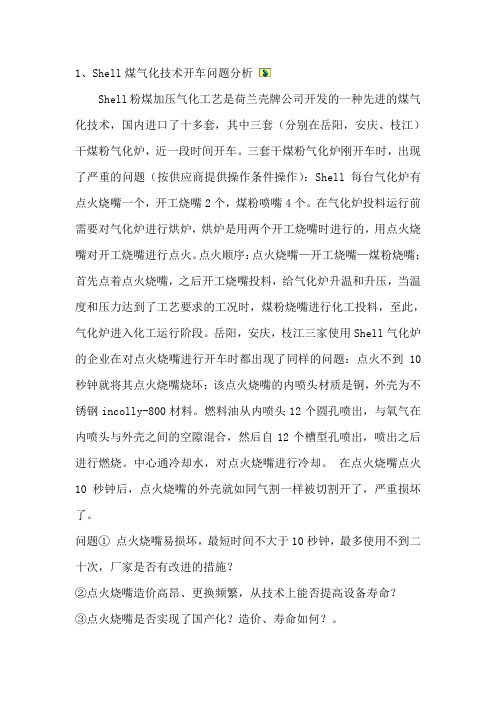
1、Shell煤气化技术开车问题分析Shell粉煤加压气化工艺是荷兰壳牌公司开发的一种先进的煤气化技术,国内进口了十多套,其中三套(分别在岳阳,安庆、枝江)干煤粉气化炉,近一段时间开车。
三套干煤粉气化炉刚开车时,出现了严重的问题(按供应商提供操作条件操作):Shell每台气化炉有点火烧嘴一个,开工烧嘴2个,煤粉喷嘴4个。
在气化炉投料运行前需要对气化炉进行烘炉,烘炉是用两个开工烧嘴时进行的,用点火烧嘴对开工烧嘴进行点火。
点火顺序:点火烧嘴—开工烧嘴—煤粉烧嘴;首先点着点火烧嘴,之后开工烧嘴投料,给气化炉升温和升压,当温度和压力达到了工艺要求的工况时,煤粉烧嘴进行化工投料,至此,气化炉进入化工运行阶段。
岳阳,安庆,枝江三家使用Shell气化炉的企业在对点火烧嘴进行开车时都出现了同样的问题:点火不到10秒钟就将其点火烧嘴烧坏;该点火烧嘴的内喷头材质是铜,外壳为不锈钢incolly-800材料。
燃料油从内喷头12个圆孔喷出,与氧气在内喷头与外壳之间的空隙混合,然后自12个槽型孔喷出,喷出之后进行燃烧。
中心通冷却水,对点火烧嘴进行冷却。
在点火烧嘴点火10秒钟后,点火烧嘴的外壳就如同气割一样被切割开了,严重损坏了。
问题①点火烧嘴易损坏,最短时间不大于10秒钟,最多使用不到二十次,厂家是否有改进的措施?②点火烧嘴造价高昂、更换频繁,从技术上能否提高设备寿命?③点火烧嘴是否实现了国产化?造价、寿命如何?。
2、SHELL气化炉、GE废锅气化炉和GE水冷激气化炉①气化炉运行负荷是否能够达到100%?,目前是多少?②连续运行时间是多少?目前有没有突破两个月?③维修项目有哪些?维修时间能否缩短?成本如何?3、煤气化工艺中循环使用的洗涤灰水如何处理效果最佳?4、壳牌煤气化工艺流程中的合成气反吹系统的反吹介质能否用洗涤后的粗合成气改为高温高压氮气?是否满足下游装置的工艺要求?对比节省工程投资是多少?5、壳牌粉煤气化是一种先进成熟的洁净煤气技术,该技术的关键设备是由气化炉、输气管和合成冷却器三大件组成,其中气化炉又是核心,如何将气化炉、输气管和合成气冷却器等设备进行安全可靠合理的配置,实现高转化效率,长周期运行,节省投资?6、废锅造价高,现在是否有降低造价的措施?尤其采用上行废锅形式,煤气激冷、余热回收、去除渣尘使这套系统变得庞大、复杂、昂贵;为了清除渣尘,采用庞大的陶瓷过滤装置,需要定期脉冲反吹。
77-302壳牌规范

ASME boiler and pressure vessel code, Section IX: Qualification standard for welding and brazing procedures, welders, brazers and welding and brazing procedures.MATERIALS, EXAMINATION AND CERTIFICATION REQUIREMENTS FOR VALVES IN GENERAL SERVICES 1).1. INTRODUCTION 1.1 SCOPEThis document contains requirements for materials, examination, repair and certification of valves in general services. This specification shall be read in conjunction with the requirements of the relevant material specifications (e.g. the ASTM specifications) and the MESC specifications for the particular types of valves.NOTES:1. General service valves are used in any PED fluid group 2 (gas and liquid) services,including steam, classified in PED conformity assessment categories SEP, I, II and III (ref. PED directives 97/23/EC, articles 9, 10, WPG guidelines 1/8, 1/15 and annex II). General services are services not classed as "special service" in MESC specification SPE 77/303.2. Special service valves are used in (dangerous/hazardous) PED fluid group 1 (gas andliquid) services classified in PED conformity assessment categories III and IV (ref. PED directives 97/23/EC, articles 9, 10, WPG guidelines 1/8, 1/15 and annex II). Safety accessories are classified in category IV.1.2Valve brands, types and styles shall be accepted by Shell Global Solutions International B.V. (Shell-GSI) and listed in the Shell-GSI Technical Accepted Manufacturers And Products (TAMAP) database.1.3Valves that are not yet accepted by Shell-GSI, and therefore not listed in theShell-GSI TAMAP database, shall be prototype tested in accordance with the relevant Shell-GSI requirements and specifications.1.4Foundries and forge masters shall be evaluated and qualified by the valve manufacturer. Shell-GSI may request audit reports and other evidence to ensure cast and forged materials are meeting our acceptance criteria.1.5Valve manufacturers and their sub suppliers shall have ISO 9000 series quality system certification. Valve manufacturers of ISO 14313 and API 6D valve standards shall be licensed to use the API monogram.2. REFERENCES 2.1.In this specification reference is made to the following publications:NOTE:Unless specifically designated by date, the latest edition of each publication shall be used, together with any amendments/supplements/revisions thereto.ISO 14313 API 6D Specification for pipeline valves (gate, ball and check valves) ASME B16.34 Valves, flanged, threaded and welding end.ASME Section IXASTM A 105Specification for forging, carbon steel, for piping components.ASTM A 182 Forged or rolled alloy-steel pipe flanges, forged fittings, valves and parts for high temperature service.ASTM A 216 Steel castings, carbon, suitable for fusion welding, hightemperature service.ASTM A 217 Steel castings, martensitic stainless and alloy, for pressurecontaining parts, suitable for high temperature service.ASTM A 262 Standard Practices for detecting susceptibility to intergranularattack in austenitic stainless steels.ASTM A 336 Specification for alloy steel forging for pressure and hightemperature parts.ASTM A 350 Specification for forging, carbon and low-alloy steel, requiring notch toughness testing for piping components.ASTM A 351 Specification for steel castings, austenitic, austenitic-ferritic(Duplex) for pressure containing parts.ASTM A 352 Steel castings, ferritic and martensitic, for pressure containingparts, suitable for low temperature service.ASTM A370 Standard test methods and definitions for mechanical testing ofsteel products.ASTM A 494 Specification for castings, nickel and nickel alloy.ASTM A 516 Specification for pressure vessel plates, carbon steel, formoderate-and lower temperature service.ASTM A 744 Standard specification for castings, iron-chromium-nickel, corrosion resistant for severe service.ASTM A 890 Specification for castings, iron-chromium-nickel-molybdenumcorrosion resistant, Duplex (austenitic-ferritic) for generalapplication.ASTM B 150 Specification for aluminium bronze rod, bar and shapes.ASTM G28 Standard test methods of detecting susceptibility tointergranular corrosion in wrought, nickel-rich, chromium-bearing alloys.EN 10204 Metallic products – types of inspection documents.ISO 148 Steel – Charpy impact test (V-notch).ISO 9000 Quality management system requirements.ISO 10474 Steel and steel products - inspection documents.ISO 14313 Petroleum and natural gas industries – Pipeline transportationsystems – Pipeline valves.MSS SP-55 Quality standard (visual method) for steel castings for valves,flanges and fittings and piping.NACE MR 0175 (Edition 2002)Standard material requirements; Metals for sulphide stress cracking and stress corrosion cracking resistance in sour oilfield environments.PED 97/23/EC Pressure Equipment Directive, 97/23/ECSTOOMWEZEN Rules for pressure vessels.3. MATERIALSREQUIREMENTS3.1 CHEMICALCOMPOSITION3.1.1 BasematerialsFor the materials mentioned below, the following restrictions in chemical compositionshall apply:Material grade Additional restrictionsASTM A105 Carbon content shall be 0.23% weightmaximum.Carbon equivalent (CE) shall be 0.43% weightmaximum.ASTM A516 grades 60 and 65ASTM A216 grade WCB Carbon content shall be 0.25% weight maximumASTM A350 grade LF2 class 1 and 2 Carbon equivalent (CE) shall be 0.43% weight maximum and shall be determined by the formula mentioned previously.ASTM A352 grade LCC Manganese content shall be 1.30% maximum ASTM A182 grades F316 UNSS316000.Carbon content shall be 0.03% weight maximumASTM A351-CF8M andASTM A351-CF3M(Ref. Note 1)Carbon content shall be 0.03% weight maximumASTM A182 grade F51; and Duplex stainless steel UNS S31803 Nitrogen content shall be 0.15% weight minimumASTM B 150 grade UNS C63200 Aluminium content shall be 8.50% weightminimum and 10% weight maximumThe carbon equivalent (CE) shall be determined by the formula as mentioned below:CE= C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/153.2 HEATTREATMENT3.2.1 The Cr-Mo steels to ASTM A 182 grade F5a, F9, F11 class 2, ASTM A 182 grade F22class 3, ASTM A 217 grade WC6 and ASTM A 217 grade WC9 shall be furnished in thenormalised and tempered condition.3.2.2 Austenitic/ferritic(duplex) stainless steel UNS S31803UNS S31803 materials (including castings) shall be solution annealed between 1020ºCand 1100ºC, followed by rapid quench, after all forming operations.Repair welding of UNS S31803 castings shall be in accordance with the requirements ofASTM A744 Paragraph 10.3.2.3 Austenitic stainless steel forging to ASTM A182 and ASTM A336 andcasting to ASTM A351.All austenitic stainless steels shall be supplied in the solution heat treated condition.For non-stabilized grades with a carbon content larger than 0.03% solution annealingshall be repeated after any welding.3.2.4 Austenitic Steel Forgings to ASTM A182 grades F321 and F347If specified in the relevant MESC description a stabilising heat treatment shall beperformed between 900ºC and 950ºC for two hours, followed by cooling in still air. Thisshall be applied after the solution heat treatment and again after any welding.3.2.5 Nickel alloy castings to ASTM A494 grade N-7MNickel alloy castings to ASTM A494 grade N-7M shall be solution annealed at 1180 ºC+/- 10 ºC. Annealing at other temperatures can be accepted provided qualification testsshow that this leads to a fully solution annealed structure which is free of precipitates.Castings to ASTM A494 N-7M shall be post-weld heat treated following weld repairsusing the same solution annealing procedure as used earlier.3.2.6 Carbon steel and alloy 400:3.2.6.1 If welding is applied on valve parts made of Alloy 400, they shall be Post Weld HeatTreated (PWHT) at 590 ºC for at least 1 hour.3.2.6.2 All repair welds in carbon steel and Alloy-400 material shall be PWHT at 590 ºC for atleast 1 hour per 25 mm thickness, followed by X-ray re-examination.3.2.7 All heat treatment procedures shall be subject to statistical process control to ensure thatthe final material properties comply with the material standard and this specification. Theprocess control data and related periodic quality control checks shall be documented.3.3 HARDNESSIf wet H2S or sour service conditions are specified, the hardness requirements ofNACE MR 0175 Edition 2002 shall apply for any process-wetted part of the valve andpressure-retaining bolting.For all other (non-NACE MR 0175) services the maximum allowable hardness shall be:Base metal, welds and heat affected zones of pressure containing parts 248 HV10Base metal of internals with weld deposits or hard facings 400 HV1013% chromium steel internals 400 HV10Hardness indentations shall be avoided on any sealing or sliding surfaces.TESTING3.4 IMPACTImpact testing is required for:-Cr-Mo steels to ASTM A 182 grade F11 class 2, ASTM A 182 grade F22 class 3, ASTMA 217 grade WC6 and ASTM A 217 grade WC9 if the thickness of any section of thesematerials is greater than 50 mm.-Low temperature carbon steel to ASTM A352 grade LCC-Carbon manganese forging to ASTM A350 grade LF2, class 1-fine grained C-Mn steels to ASTM A 516 grades 60 and 65- Austenitic/ferritic duplex 22%Cr stainless steels to ASTM A351 grades CH10, CH 20and CE8MN and ASTM A 890 grade 4A and the 25 % Cr duplex stainless steels toASTM A890 grades 5A and 6A.- Martensitic stainless steel to ASTM A182-F6NM.For low temperature carbon steel valves the notched bar impact test shall be performed,in accordance with the applicable ASTM standard, at a temperature of minus 50degrees Celsius with an average energy value of 26 joules minimum for 2 and anyof 3 specimens and 22 joules minimum for the single specimen.Where welding is perfomed on austenitic stainless steel forgings to ASTM A182and castings to ASTM A351 as part of the valve assembly, having a minimumdesign temperature of <-29°C, welding procedures shall be qualified by impacttesting at the minimum design temperature specified in accordance with therequirements in ASME B31.3, section 323.22.In addition to these requirements as stated in API RP582 section 6.3.2, all weldsshall have a ferrite number for the weld material not exceeding 8FN.For all other materials the impact tests shall be performed on test pieces from the sameheat as the valve body and which have been simultaneously subjected to the same heattreatment.The test temperature shall be for:-Cr-Mo valves (thickness > 50 mm): +20ºC and-Duplex stainless steels: minus 50ºCThe test specimens of forged/wrought material shall be taken in the transversedirection at 1/4 and 1/2 of the thickness. Castings shall have one set of impacts takenfrom a test block of the same melt and heat treatment batch.For each section, three tests shall be performed and the resulting Charpy-V notchenergy impact values shall be for:-Cr-Mo steels: 55 joules average, 48 joules minimum for single specimen-Duplex stainless steels: 40 joules average, 31 joules minimum for single specimenNote: On the impact testing requirements of Cr-Mo and Duplex, these are additionalrequirements due to the fact that there are no limits set for these materials in the ASTMstandard and therefore no reference can be made to a specific ASTM standard.TESTING3.5 CORROSION3.5.1 For austenitic stainless steels (AISI 201, 202, 301, 304H, 316, 316H, 317, 317L, 321and 347) and austenitic/ferritic (duplex) stainless steels the statistical process control,mentioned in section 3.2.8, shall include inter granular corrosion testing in accordancewith ASTM A 262, Practice E.Tested specimens shall reveal no signs of inter-granular corrosion.3.5.2 For austenitic stainless steels (AISI 304, 304L, CF3, CF8) and UNS N08028 thestatistical process control, mentioned in section 3.2.8, shall include inter granularcorrosion testing in accordance with ASTM A 262, Practice C and shall result in anaverage corrosion rate of no more than 0.3 mm per annum.3.5.3 For wrought Nickel-Rich, Chromium-Bearing alloys (UNS N06007, N06022, N06030,N06059, N06200, N06455, N06600, N06625, N06686, N06985, N08020, N08367,N08800, N08825, N10276) the statistical process control, mentioned in section3.2.8, shall include inter granular corrosion testing in accordance with ASTM G28method A.3.5.4 For other materials (not listed in ASTM A 262 and ASTM G 28) where inter granularcorrosion could be of concern (e.g., cast nickel-rich, chromium-bearing alloys) thestatistical process control, mentioned in section 3.2.8, shall include inter granularcorrosion testing with a relevant test. The procedure and acceptance criteria shallbe submitted to the Principal for approval.4. NON-DESTRUCTIVE EXAMINATION (NDE)4.1 Regardless of the sampling specified in section 4.2.1, a prototype casting shall be (orshall have been) fully inspected and tested by the manufacturer in accordance with thespecified acceptance criteria. In addition to the NDE specified in table 1, the prototypecasting shall be (or shall have been) radio-graphed (Ref. 4.2.5 note 5) in accordance withASME B16.34 section 8, with 100% full coverage of the casting. Acceptance level shallbe based on the requirements of ASME B16.34 annex B.4.2 NDE extent (sampling), methods and acceptance criteria shall be in accordance with thevalve design code and sections 4.2 and 4.3 of this MESC additional requirement.4.2.1 The valves on an order shall be separated into inspection lots.For valves produced by the same manufacturer a different lot is applicable for each ofthe following:- valve type (gate, globe, check, etc.)- valve body basic material type (carbon steel, LTCS, ferritic alloy, austenitic alloy,non-ferrous alloy, ferritic ductile iron, non-ferrous alloy)- quantity per heat batch (produced by the foundry) or heat treatment batch,whatever gives the biggest lot size.Each inspection lot shall be further divided into categories A and B as specified below:ACategoryASME rating: classes 150, 300, 600 All sizesBCategoryASME rating: classes 800, 900,All sizes1500, 1500 special class & 25004.2.2 From each inspection lot, percentage samples shall be taken in accordance with table 1,with a minimum of one valve per lot (which shall be the largest valve in that lot).4.2.3 A lot shall be accepted if all the samples of the lot meet the specified acceptance criteria.4.2.4 If any of the samples fails to meet the acceptance criteria, additional samples equal tothe original number shall be inspected.If these samples meet the acceptance criteria, the lot shall be accepted with theexception of the initially rejected items. If any of the additionally inspected samples failsto meet the acceptance criteria, then 100% of the lot shall be inspected or, at theprincipal's discretion, the entire lot shall be rejected.4.2.5 A sampling and inspection scheme shall be submitted to the principal.Table 1 Initial sample percentages per categoryComponentmaterial:carbon steels ferritic alloys(note 1) austeniticalloysnon-ferrousalloysSample (%) per category (section 4.2.1)Category(section 4.2.1)A B A B A B A B Visualinspection(notes 2 and 3)100 100 100 100 100 100 100 100Forging(notes 2, 6, 7 and 8)UT(note12)0 1000 1000 1000 100 MT10 10 10 10 0 0 0 0 PT 0 0 0 0 10 10 10 10Casting(notes 2,6, 7 and 8)RT 0 10 0 10 0 10 0 10MT10 10 10 10 0 0 0 0PT 0 0 0 0 10 10 10 10Butt welds (notes 5, 6, 8, 11)RT(note 9)100 100 100 100 100 100 100 100MT(note13)10 10 100 1000 0 0 0PT(note13)0 0 0 0 10 10 100100Butt weld valveends of casting(notes 8, 9)RT 100 100 100 100 100 100 100 100Butt weld valve ends of forging (notes 6, 8 )MT 10 10 100 100 0 0 0 0PT 0 0 0 0 10 10 100 100Butt weld valveends of “fabricated” valves(notes 5, 6, 8, 11)RT (note 9)100 100 100 100 100 100 100 100MT (note 13)1010 100 100 0 0 0 0PT(note 13)0 0 0 0 10 10 100 100 Weld overlays(note 3)PT 10 10 10 10 10 10 10 10Hardness test(note 4)10 10 10 10 10 10 10 10 Positive Material Identification (note 10)PMI ApplicableNOTES:1. Including duplex stainless steel and martensitic stainless steel.2. Body, bonnet, cover, body adapter and screwed ball valves inserts.3. Closure members such as gate/wedge, disc, ball, plug, seat rings and seat pocket / stem seal area.4. If required by the applicable standard (e.g. ASTM, NACE MR 0175).5. UT in lieu of RT may be applied if the configuration precludes RT. The UT acceptance criteria shall comply with ASME B16.34 Annex E.6. PT shall be applied if MT is not feasible or when the work efficiency and detection rate of defects is better.7. PT may be applied instead of MT for: - seat rings;- duplex stainless steel materials; - butt-welding ends.8. RT = radiographic examination; MT = magnetic particle examination PT = liquid penetrant examination; UT =ultrasonic examination.9. For all butt welds in cast and fabricated valve bodies including butt weld end preparations, with exception of those made by friction welds. For welded bonnet gate and globe check valves, DN 50 and smaller (designed toAPI 600, API 602, ISO15761) RT is 1% of the lot with a minimum of 1 valve.10. For CS valves as per manufacturer’s standard practice for materials having a P-number of 3 or more (ref. ASME section IX), i.e. alloy steel valves: PMI = 100% for forged & cast pressure retaining components, weld constructions and welding ends (if applicable).PMI = 10% for closure members in valves in nominal sizes DN 40 and smaller.11. For valves with welded on flanged ends and /or welded on bonnets (flanges).12. Only applicable in case of:- valve body and bonnet wall thickness over 100 mm, - end flange thickness over 100 mm, - adaptor flange thickness over 100 mm, - cover flange thickness over 100 mm.13. Weld surface after welding and weld bevel preparation prior to welding.4.3 NDE METHODS AND ACCEPTANCE CRITERIA4.3.1 Visual examination of castings shall be in accordance with MSS SP-55. Visual surfaceexamination of forging shall be in accordance with ASME B16.34 section 8.3.2.2.4.3.2 RT shall comply with ASME B16.34 section 8.3.1.1 (casting) and 8.3.2.1 (forging).UT shall comply with ASME B16.34 section 8.3.1.3 (casting) and 8.3.2.1 (forging).MT shall comply with ASME B16.34 section 8.3.1.2 (casting), 8.3.2.2 (forging) andAnnex C andPT shall comply with ASME B16.34 section 8.3.1.2 (casting), 8.3.2.2 (forging) andAnnex D.4.3.3 Exterior and accessible interior surfaces shall be examined (MP and PT) in the finalmachined condition.4.4 REPAIRDefect removal and repair shall be in accordance with ASME B16.34 section 8.All repairs to duplex stainless steel castings (UNS 31803) require liquid penetrant testingafter excavation of the defect and on completion of repair welding.5. CERTIFICATION AND TRACEABILITY5.1 GENERAL5.1.1 Documentary evidence shall be included in the technical dossier. The manufacturershall store this dossier for at least 10 years. The applicable type of inspectiondocuments shall be as specified in the purchase order.5.1.2 All certificates shall be originals or certified copies.5.1.3 The certificates shall be in the English language or in other languages if they areaccompanied by an endorsed and dated English translation of the contents.5.1.4 Certificates for components shall include certification of the base materials if physicaland mechanical properties of the components differ from those of the base materials. 5.1.5 In case a component is supplied by a processor, or an intermediary, and the componentmaterial deviates from base material, the certificate shall consist of two documentscovering both parts of the manufacturing process, and shall comply with ISO 10474. 5.1.6 The level of certification for both the base materials and the components shall be equal.5.1.7 The manufacturer shall implement a materials tracking system to ensure the correctmaterials are used. The manufacturer shall implement a materials traceability system toensure that materials requiring type 3.1.B certificates are fully traceable to theircertificates.DOCUMENTS5.2 INSPECTION5.2.1 The manufacturer shall be able provide:- inspection certificates in accordance with ISO 10474 type 3.1.B orEN 10204, type 3.1.B ,- test reports in accordance with ISO 10474 type 2.2 or EN 10204, type 2.2 or- certificate of compliance to ISO 10474 type 2.1, as defined in table 2.Table 2 Inspection certificates and test reportsComponent EN 10204 or ISO10474 certificate ortest reportMain pressure bearing parts in PED category I: e.g. body, bonnet, body (screwed) insert, cover, adapter and pressure retaining plugs / bleed connections (flanges)2.2 (note 4)Main pressure bearing parts in PED categories II, III & IV: e.g. body, bonnet, body (screwed) insert, cover, trunnion (in case it is part of the body) adapter and pressure retaining plugs / bleed connections (flanges)3.1.B (notes 2 and 4)Pressure controlling parts: e.g. closure members (gate/wedge, disc, ball, plug and seat rings,2.2 (see note 1)Stem and trunnion 2.2(see note 1)Non pressure bearing parts and sealing components (gaskets,packing, “O”- rings)2.1Hingepin 2.2 Bellows,springs 2.2 Stuffing box follower and gland flange 2.2Bolting (i.e. studs, bolts, screws, nuts). 2.2(notes 1 and 3) Examination (NDE), pressure testing and fugitive emission testing 3.1.B Finished valve in compliance with the specifications 3.1.BNOTES:1. For end users in European member states and countries in the European Free TradeAssociation (EFTA) traceability is sufficiently covered by the PED through Annex I, section3.1.5, Guideline 7/5, note 6.3.For other end users batch traceability is accepted provided the manufacturers documentedbatch traceability procedures guarantee that certification of parts without identification marks are fully traceable to a specific heat or heat treatment lot.2. Ref.: PED guidelines 7/5 and 7/16. Provided the manufacturer has an ISO 9000 series qualitymanagement system certified by a competent notified body and having undergone a specific assesment for materials.3. Ref.: PED guideline 7/8. Bolting is not considered to be main pressure bearing parts unless itsfailure would result in a sudden discharge of pressure. When bolting is used as main pressure bearing parts they shall be certified similar.4. Ref. PED guideline 7/6. Main pressure bearing parts are parts that constitute the pressureenvelope and are essential for the integrity of the equipment.5. Contents of documents:compliance shall state:ofCertificate2.1The manufacturer certifies that the products supplied comply with therequirements of the purchase order, without mention of any test results.The certificate of compliance is a document drawn up on the basis of non-specific inspection and testing.2.2 Test reports shall state:-test results, based on non-specific inspection and testing, specified in thepurchase order;-Principal’s purchase order number;-applicable material standards;-corresponding materials/items including relevant identification markings;-compliance with the specified requirements.3.1.B inspection certificates shall include:-test results, based on specific inspection and testing, specified in the purchaseorder,-manufacturer’s order number;-certificate identification number and date of issue;-a fully detailed material specification;-charge, batch or heat numbers;-both specified and actual mechanical properties and chemical compositions;-N.D.E. methods and results (when applicable);-Positive Material Identification (PMI) test results for materials having a P-number of 3 or more, as defined in ASME section IX;-results of hardness tests (when applicable);-results of impact tests (when applicable);-reference to heat treatment procedure, furnace charge number and heattreatment records (when applicable).6. DOCUMENTATION6.1 The valve manufacturer shall be able to provide documentation, which shall be availableprior to shipment. Computerised data or photo-copies of originals (verified and signed bythe QA/QC-department) may be provided instead of originals.The documentation shall include the following:-purchase order and identification of the valves by serial number or manufacturer's code.-materials test reports and inspection certificates as specified.-NDE reports, including sketches, if necessary, showing the locations of examination.Radiographs shall be retained by the manufacturer for at least five years.-listing of applicable and authorised concessions, waivers and/or material substitutions.-manufacturer's statement of compliance signed by an authorised representative.-all other requirements when valves are supplied with CE mark.-listing of applicable manuals (e.g. assembly/maintenance manuals).7. WITNESSING BY THE PRINCIPAL7.1 The principal shall specify if, and to what extent, he (or his representative) will witnessthe manufacturer's inspections and tests and/or will perform a document review beforeshipment.。
《流化催化裂化手册》第三版整理重译第一章
整理者前言长期以来,《流化催化裂化手册》都是广大催化剂裂化以及炼油石化从业者尤其是像我这样入门级小学生学习催化裂化工艺专业知识的启蒙读物。
现在其最新的第四版英文原版已经于上月发行。
因此最近利用空闲时间重新整理了本书第三版中译本的第一章工艺概述部分。
此部分做为催化裂化工艺的概述,作者用有限的篇幅简要而又细致地说明了整个催化裂化装置的全部流程和工艺要点,非常适合作为学习相关知识的入门读物。
重新整理的过程主要对原有译本中部分容易引起误解和不甚通顺的地方进行了重新翻译同时统一了部分前后不统一的专业名词,部分词汇翻译改用了国内业界常用的说法,另外补充了英文原版中的作者介绍。
当然,以我的水平,完全是班门弄斧,关门耍刀,发出来也就是给大家图一乐,找几个茬,望真有看的人轻拍。
纯属个人爱好,勿做商业用途。
本身我就擦边了。
当然要在此感谢给我提供过第二版和第三版的学习资料的某位行业大牛级专家原译者前言自中国第一套流化催化裂化装置于1965年实现工业化以来,催化裂化工艺作为炼油行业的主要加工工艺,发展极为迅速。
50多年来,中国催化裂化装置从无到有,技术水平不断提高,装置规模和加工能力不断扩大,在流化催化裂化技术领域积累了丰富的经验,取得了巨大的成就,有些技术已达到国际先进水平。
(Fluid Catalytic Cracking Handbook(3rd Edition)》是由Elsevier出版集团于2012年出版的一本新书,该书在2000年岀版的第二版基础上増加了一些新的章节,并对原有的章节也进行了全面更新。
本书全面介绍了催化裂化工艺、工艺控制设施、原料及产品、催化剂及添加剂、化学反应、装置监控与故障排除、项目执行与管理、耐火衬里系统、设备工艺和机械设计、装置优化与消除瓶颈、污染物排放以及渣油和深度加工处理原料的加工等方面的内容,是流化催化裂化技术领域非常实用的一本工具书。
由《石油炼制与化工》编辑部翻译、中国石化出版社2002年出版的《Fluid Catalytic Cracking Handbook(2nd Edition)》中文版,为本书一些章节的翻译提供了很好的借鉴,在此表示感谢。
加氢反应器简介ppt课件

反应器细部结构的改进
* 裙座结构的改进
LPEC @ 2004 中 国 石 化 集 团 洛 阳 石 油 化 工 工 程公 司
反应器细部结构的改进
* 增设热箱
LPEC @ 2004 中国石化集团洛阳石油化工工程公司
反应器内件型式及作用
反应器内件设计性能的优劣将与催化剂性 能一道体现出所采用加氢工艺的先进性。
加氢反应器使用中的保护
开停工时必须严格执行操作手册的要求。为防止形 成较大的热应力,推荐开工和停工时的升温和降温 速度分别不要超过25℃~30℃/h和25℃/h。
要尽量避免非计划性的开停工。这对保护反应器和 减轻其堆焊层的氢致剥离都是有效的。
当反应器安装或停工检验而打开顶部人孔时,一定 要设置合适的防护措施,防止雨水飘入器内。
箱 起冷却作用的冷氢充分混合,
收;
而又将具有均匀温度的气液 混合物再均匀分配到下部的 催化剂床层上。
冷氢盘和喷射盘的安装水 平度,包括制造公差、荷载 作用下的挠度等在内,可按
±6mm控制。再分配盘的
要求与气液分配盘同。
T
急冷氢 急冷氢 急冷氢
T出
T入
第一床层 第二床层 第三床层 第四床层
加氢装
置反应过
3.
更换这种分配盘后,床层径向温差不到
5℃,催化剂相对活性提高了250%。这些都
表明要最大化利用高活性催化剂的性能,需要
有好的反应器内构件。
国内外加氢反应器内构件技术的发展
1.
TOPSOE公司的反应器内构件技术
2. Topsoe公司又开发出汽举式(Vapor-Lift)
分配盘
3.
分配器间距越小,滴点数越多,预示着液体
加氢反应器大型化
壳牌公司简介及产品全面资料
2020/3/20
38
2020/3/20
产品知识-壳牌超凡喜力
全合成机油,独家专利的XHVI配 方,是合成油中的精华
香港青衣调配 一级方程式法拉利赛车专用机油 超高粘度添加剂使低温启动性及 高温抗磨损性能极佳,启动让您始终 快人一步,让您享受驾驶车的乐趣 节省燃油,降低您的成本 卓越的油泥控制能力,有效防止 油路堵塞 使用于奔弛,宝马,凌志,富豪 ,奥迪 API SM /CF SAE 5W40
cP at oC 3250at -30 3500at -25 3500at -20 3500at -15 4500at -10 6000at -5
-
极限运行温度
最高值 oC -35 -30 -25 -20 -15 -10 -
粘度范围
最低值 3.8 3.8 4.1 5.6 5.6 9.3 5.6 9.3 12.5 16.3 21.9
29
发动机油质量分类
美国石油学会(API )依照发动机
热负荷的大小 负荷的大小 操作条件缓和程度
汽机油( Gasoline Engine Oil )
S 系列- Service Station Classification, 称供 应站分类
柴机油( Diesel Engine Oil )
C 系列- Commercial Classification, 称工商业 分类
2020/3/20
30
发动机润滑油等级分类
A P I级 别 SA SB SC
SD
SE
SF
SG
SH
SJ
SL
SG
用油说明
纯 矿 物 油 (不 含 添 加 剂 ) 在 SA油 的 基 础 上 添 加 抗 氧 化 `抗 擦 伤 添 加 剂 . 防 止 高 .低 温 沉 积 物 生 成 ,抗 磨 、 防 锈 、 抗 腐 蚀 ; 满 足 1 9 6 7 年 及 更 早 时 期的车型对车辆保修期的要求。 比SC机油具有更好的发动机保护功能;满足1970年及更早时期的 车型对车辆保修期的要求。 比SD机油具有更好的发动机保护功能;满足1979年及更早时期的 车型对车辆保修期的要求。 比SE机油具有更好的发动机保护功能;满足1988年及更早时期的 车型对车辆保修期的要求。 比SF机油具有更好的发动机保护功能;满足1993年及更早时期的 车型对车辆保修期的要求。 比SG机油具有更好的油泥控制、抗氧化、抗磨、防锈、防腐蚀性能; 满足1997年及更早期的车型对车辆保修期的要求。 低磷含量保护车辆上的催化转化器;低挥发性满足部分1997年和所 有1998年车型。
壳牌集团的企业文化-员工负责的人才策略(DOC-13页)说课材料
“世界上最赚钱公司”的企业文化――壳牌集团核心竞争力探析英国/荷兰壳牌集团〔Royal Dutch/Shell Group〕是国际资本合资设立的世界第一大石油垄断集团。
壳牌集团60﹪的股权由荷兰皇家壳牌石油公司持有,40﹪的股权由英国壳牌运输贸易公司持有,总部分设在荷兰海牙和英国伦敦。
壳牌集团的核心业务包括勘探生产、油品加工、化工、天然气、发电等五大方面,其经营的石油和天然气约占全世界的8﹪,在大约50个国家勘探石油和天然气,在34个国家提炼石油,把石油销往100多个国家,公司业务涉及130多个国家。
作为全球500强中最受人注目的企业之一,壳牌集团被称为“世界上最赚钱的公司”。
1993年到1996年连续4年是世界500强的利润第1名。
壳牌集团由企业文化形成的经营方略和管理模式,极大地提升了企业的核心竞争力,得到世界各国企业家、经济学家的一致推崇,被誉为“壳牌模式”。
这些成功的经验被许多国家的企业所借鉴和模仿。
来自资料搜索网() 海量资料下载壳牌集团在《财富》2003年度世界500强中排序第4位,年营业收入1794.31亿美元。
一、壳牌集团的百年风雨历程皇家英荷壳牌集团创建于1907年,其前身系两家独立的公司。
一家是荷兰人琼·凯斯勃于1890年创立的皇家荷属东印度群岛石油钻井开凿公司,后改为荷兰皇家石油公司;一家是英国人马库斯·塞缪尔于1897年联合从事石油运输及销售业务的几家中小企业组成的英国壳牌运输贸易公司。
这两家公司原为竞争对手,后在同洛克菲勒财团的激烈斗争中联合起来成立壳牌集团。
1910—1913年期间,壳牌集团先后在加里曼丹、俄国、埃及、墨西哥、委内瑞拉、特立尼达及美国加利福尼亚州建立炼油基地,并先后在美国加利福尼亚等州设立子公司。
1913年,壳牌集团分别收购了伊拉克、埃及、委内瑞拉、罗马尼亚、俄国、墨西哥、加利福尼亚、俄克拉荷马等地的产油公司,并逐步扩大了设在欧洲、澳大利亚、亚洲、非洲和南北美洲的销售机构,因此跃居世界石油公司首位。
免责声明 - Shell Global Shell Global
免责声明抽奖活动免责声明1、本活动期间发生任何不可抗力事件使本抽奖活动或本次抽奖目的不能实现,壳牌公司因此免责。
不可抗力是指不能控制、不可预见或不能避免,即使预见亦无法避免的事件,该事件使任何一方根据本协议履行其全部或部分义务已不可能。
包括社会异常事件、自然灾害或政府管制行为而造成等非基于壳牌公司过错的行为。
2、用户自身主观过错或恶意,如不按正常流程操作、填写信息不真实、不完整等类似情形致使此次抽奖无效、无法核验用户真实信息而不能领取奖品的,壳牌公司免除支付奖项的责任。
3、任何由于平板电脑自身抽奖程序运行时出错失效性关闭等非正常运行的不可抗力而造成的非正常获奖无效,并且壳牌公司均得免责。
4、参加南非挑战赛抽奖活动需留下个人信息,并自动成为壳牌超凡喜力俱乐部会员。
关于用户隐私和利益保护1、壳牌公司因活动要求提供的个人资料,如:您的姓名、电话号码等,在未经您同意的情况下,壳牌公司不会将您的任何资料以任何方式泄露给任何一方。
2、任何由于网络问题、黑客攻击、计算机病毒侵入或发作、因政府管制而造成的暂时性关闭等影响网络正常运行的不可抗力而造成的个人资料泄露、丢失、被盗用或被篡改等,壳牌公司均得免责。
关于抽奖品免责事项1、壳牌公司不承担与奖品的领取或其他事宜相关的任何税费。
2、壳牌公司对获奖者及其各自奖品的决定具有最终约束力。
3、壳牌公司对于因奖品的接受、持有、使用或误操作而造成的任何形式的损失或损害,或者声称造成的所有伤害或损害不承担任何赔偿责任;壳牌公司也不承担因此而产生的任何相关费用(包括但不限于医疗费、空中或陆地交通工具转乘费用、住宿费用、机场税、保险等)。
关于法律责任:1、抽奖者因为违反本声明的规定而触犯中华人民共和国法律的,一切后果自己负责,壳牌公司不承担任何责任。
2、凡以任何方式参加本次抽奖活动的,视为自愿接受本免责声明的约束。
3、本声明未涉及的问题参见国家有关法律法规,当本声明与国家法律法规冲突时,以国家法律法规为准。
壳牌认证中英文

Dear Sirs,This message serves to inform you on the qualification of Antiwear (Suzhou) Valve Co., LTD in China as Authorized Vendor for the SCGP main sluicing valves (disc-design) in the pulverized coal feed system, and the provisional qualification of their disc valves for the slag and ash lock hopper systems as this application has not been demonstrated yet. Full qualification for the application of the disc valves in slag and ash lock-hopper systems will follow after a field-test at an existing SCGP licensee facility has demonstrated successful operations of twin-disc valves in the main lines of these systems.这个讯息是关于苏州安特威阀门有限公司这个讯息是关于苏州安特威阀门有限公司成为在中国的授权供应商资格的服务通知成为在中国的授权供应商资格的服务通知成为在中国的授权供应商资格的服务通知,,针对于SCGP 在煤粉输送系统的主要下料阀(盘阀方案),以及关于盘阀的临时资格对于炉渣和煤灰锁斗系统的应用还未被认证,对于盘阀在炉渣和煤灰锁斗系统中完全的资格认证将遵照通过在现有的SCGP 持牌设施上的现场测试并取得的成功运行证明双盘阀在这个系统中的应用。
shell公司介绍

© BIPT
© BIPT
© BIPT
可持续发展
图为中海壳牌在惠州的建设项目
© BIPT
可持续发展
据了解,项目正在采取的环保措施大体分为提高能效、节约 用水和减少废物三个方面。 为从源头上控制一些有害废物的产生,中海壳牌的做法是: 采用13项壳牌公司的专利技术,以国际最先进的工艺,实行清洁 生产和循环经济,把资源利用最大化,将控制削减三废的措施贯 穿到每一条生产线。比如,采用先进的苯乙烯/环氧丙烷联产工 艺取代传统的氯醇法,杜绝了对环境有害的含氯副产品。 在提高效能及废气排放控制方面,联合化工厂设计按照能效最 大化原则, 由各工艺装置产生的废弃碳氢化合物经收集后被用作其 他装置的燃烧气,火炬系统将可再次利用回收。废弃物处理则是基 于内部处理,尽量减少废物生成量并最大程度地回收利用,同时把 可压缩的废物送入焚烧炉,其他废物将进行再次处理。
6.在华业务
7.可持续发展
© BIPT
公司简介
荷兰皇家壳牌集团(Royal Dutch /Shell Group of Companies),是目前世 界第一大石油公司,由荷兰皇家石油与英 国的壳牌两家公司合并组成。 它是国际上主要的石油、天然气和 石油化工的生产商,同时也是全球最大的 汽车燃油和润滑油零售商。它亦为液化天 然气行业的先驱,并在融资、管理和经营 方面拥有相当丰富的经验。业务遍及全球 14 0个国家,雇员近9万人,油、气产量分别 占世界总产量的3%和3.5%。 作为荷兰最大的工业公司,其在2012 年《财富》杂志世界500强中名列第1位。
© BIPT
可持续发展
重大项目中环境保护和可持续发展的措施
中海壳牌是我国迄今为止投资额最大的中外合资项目, 总投资43.5 亿美元。 生产设施与治污设施同时设计、同时施工、同时投入运营的“三同 时”制度,是环保部门对企业的统一要求。中海壳牌在这方面领先一步, 采取控制现场沉积物、边坡植被恢复以减少水土流失等严格的环保措施。 为了减少施工噪音带来的影响,“中海壳牌” 的所有设备进场前均进行 严格检查。对噪音较大的施工活动实施分时段施工,如将采石、爆破等 限制在白天进行。公司在施工场地内外都设有监测点,用于监控噪音的 影响并确定噪音源。 在处理施工期污水处理问题上,中海壳牌公司为此建设了一个日处 理能力为5000吨的临时污水处理厂,其处理来自施工营地、临时办公室、 承包商办公室等约200个临时厕所的生活污水, 经处理后排至柏岗河。
壳牌资料

兰二壳牌产品——商业客户朋务—沥青产品1
壳牌克裂王改性沥青
兰二壳牌产品——商业客户朋务—沥青产品2
壳牌特灵克工业沥青
兰二壳牌产品——商业客户朋务—沥青产品3
施保妙
兰二壳牌产品——商业客户朋务—沥青产品4
标准、乳化和氧化沥青
兰二壳牌产品——商业客户朋务—硫磺业务
兰二壳市场情况
壳牌在中国发展迅速,戔止2003年底,壳牌在中国的投资额约为20亿美元,成为国际能源公司在华投资 最大的公司乀一。如果各项计划迚展顺利,今后5年内壳牌在中国大陆的投资总额将显著增长至50亿美元。 壳牌(中国)2004年在华投资预计达10亿美元,成为年庙投资额最高的一年。 壳牌在中国大陆的宗旨是提供长期可持续的清洁能源斱案,幵帮劣中国减轻目前 严重的环境污染问题。中国政店正在劤力改善环境状况和提高燃煤工业的效率,幵为满足未来的能源需求, 利用各种形式的清洁能源促迚能源构成多样化。壳牌在这些领域的投资重点是天 然气和可再生能源、煤炭 利用新斱法,幵在能源效率和技术斱案斱面提供咨询朋务。在燃料、 润滑油、沥青和化工业务斱面,壳牌 均提供最先迚的技术和环保措斲,致力二可持续发展
兰二壳牌产品——商业客户朋务—能得力
兰二壳牌产品——商业客户朋务—斲倍力
兰二壳牌产品——商业客户朋务—壳牌化工
化工产品网址:英文/home/content/chemicals/products_services/our_products/
兰二壳牌产品——商业客户朋务—壳牌沥青
从数字看壳牌中国壳牌是在中国投资最多的国际能源公司之一壳牌与中海油共同投资41亿美元兴建的南海石化项目是迄今为止中国最大的合资石化项目壳牌是中国最大的国际润滑油供应商数据来源克莱恩公司壳牌是向中国提供液化天然气最多的国际能源公司壳牌是中国最大的国际煤气化技术供应商壳牌是中国最大的国际沥青供应商在中国约有600家壳牌加油站为客户提供优质的产品和服务我们的贡献在中国我们遵循壳牌商业原则与合作伙伴一起通过在教育环境能力建设三个领域开展一系列的社会投资项目为社会的发展做一份贡献
壳牌中国有限公司通用销售条款条件

通用除非另为书面协议,本通用销售条款和条件(“通用条款条件”)包含壳牌(中国)有限公司(“卖方”)销售产品和/或与该产品相关的服务(合称为“产品”)的依据。
不应适用买方的条款和条件。
在本“通用条款条件”中,“卖方”及其在任何“合同”中的对应方应分别被称为“卖方”和“买方”,单独称为“一方”或合称为“双方”。
合同文件中某个国际商业交货条款的任何简称应被视为引用于《2000贸易术语解释通则》( Incoterms 2000)。
如果本”通用条款条件”的中文版本和其他任何语言版本不符,应以中文版本为准。
“双方”中的任何“一方”在任何情形下放弃或未能行使本“合同”条款规定的任何选择权、权利、索赔或救济均不应被解释为对该选择权、权利、索赔或救济弃权或在任何情形下对任何其他选择权、权利、索赔或救济的弃权。
“关联公司”指与“一方”存在下列关系之一的一家公司:1)该公司直接或通过一个或多个中间体间接控制着该“一方”;2)该“一方”直接或通过一个或多个中间体间接控制着该公司;或3)该公司与该“一方”直接或通过一个或多个中间体间接受到共同的控制。
在本款定义中,“控制”指直接或间接拥有总计百分之五十或以上的具有表决权的资本。
“合同”指相关的订单确认函、本“通用条款条件”和“双方”书面议定并签字的任何其他条款。
“订单确认函”指“卖方”向“买方”发出的有关供应“产品”的书面确认。
交货/收货 – 所有权交货应在“合同”有效期内均匀分配的时间交货。
“产品”灭失或损坏的风险应在“产品”越过“卖方”(或其供应商)的最后一个法兰连接处时转移给“买方”。
所有权应随着风险同时转移,除非“卖方”在“卖方”住地所在国以外的其他国家取得出口“产品”的所有权时,该“产品”损失或损坏的风险在“产品”离开出口国的边界时转移给“买方”。
对于“产品”的接收,“买方”应遵守适用于相关终端或现场的标准政策、规则和/或程序。
“买方”应立即归还所有须归还的货盘、集装箱、车辆和其他容器并保持其清洁和处于良好状态。
壳牌成功秘诀:“上下同欲”—人性化管理

壳牌成功秘诀:“上下同欲”—人性化管理日前,企业人性化管理正在成为人们热议的话题,而壳牌作为人性化管理的先行者,在历经一百多年的风雨变迁后,已成为世界500强知名企业。
壳牌在经营管理上的这些成功经验,值得我们去研究与关注。
宽容——但对道德错误“零容忍”当今,企业人性化管理正在成为全球的发展趋势,并被欧美企业广泛采用。
所谓人性化管理,就是要在企业管理的过程中充分注意人性的要素,以充分挖掘人的潜能为己任。
只有如此,才能使员工怀着对企业满意或满足的心态,以最佳的精神状态全身心投入到工作当中去,从而提升企业的运营效率。
壳牌作为这一理念的先行者,始终贯彻于其全球统一的核心政策之中,“宽容”就是壳牌在人性化管理上的重要特征。
在壳牌的管理理念中,只要员工的行为与公司的价值观没有原则性的冲突,公司对员工的一些“边缘化”行为,总是本着以宽容的心态来对待。
这种管理思想的出发点,是基于对“人性本善”的认识,它与中国儒家思想中的“人之初,性本善”有异曲同工之妙。
在宽容的管理思想下,壳牌相信和善待员工,并鼓励员工的创新性探索,容忍他们在工作中出现的各种“非道德性”失误,以期在企业内部创造一个宽松和谐、充满创新精神的工作环境。
从某种意义上来说,宽容的管理思想是壳牌能够长期保持凝聚力的主要原因,也是壳牌能够历经百年而仍能茁壮成长的主要因素。
彼得·圣吉曾经总结了短命企业的三个通病之一就是缺乏想象力和承诺的工作环境,因此企业的活力应该来自员工在工作中的成就感。
而员工的成就感,显然离不开企业的“宽容型管理”。
壳牌的宽容管理还表现在:即使员工在合同期未满之前主动辞职另谋发展,公司也不视作是对自己的背叛,而是成人之美,给员工重新选择工作岗位和人生道路的权利,并真心祝愿他们能找到更好的工作平台。
即使要解雇某一个员工,公司也从不否定他的工作能力,而只是认为这个员工的工作技能及工作理念不适合在本公司工作。
这样让他在离职的同时,能够保持一种良好的心态去面对今后的人生道路。
【壳牌】商业原则及行为准则

违反的后果
▪ “零容忍”政策 ▪ 书面警告,IPF零 ▪ 解雇 ▪ 法律诉讼/被判入狱
违反的后果
事故发生后,不论事故性质和涉及金额,你有责任第一时间 向相关部门通报。
事故性质
定义
财务报告错误 信息披露事故 违反合资公司商业原则事故 业务控制事故
对内/对外的财务报告或者会计注释信息披露错误。应报告财 务经理,并遵循本报告流程。
人和私人考虑的影响;
•保护机密的商业信息,从不使用这些信息来谋取私利; •进行适当的订约方尽职调查,了解潜在业务伙伴的业务和背景,确
定资金和财产的来源和目的地。
•损害或妨碍调查和没有举报可疑活动也是反清洗黑钱法涉及罪行,
您必须举报可疑交易或清洗黑钱事件;
•确保个人进行政治活动时不代表公司,不使用公司资金或资源。
✓ 在公司行为准则登记簿上登记所有的实际 利益冲突或可以被视为的利益冲突;
✓ 若决策可能产生或被认为会产生利益冲突 ,不参与决策;
✓ 在承包商和供应商往来中要公正、专业和 有竞争力。
您的责任
•切勿为了影响业务成果或获取任何商业优势而提供、支付、给予、
索求或接受个人的款项、礼物或恩惠作为优惠待遇的回报;
原则5
健康、安全 • 对健康、安全、保安与环保采取系统的管理措施,以求不断提高这方
保安与环保
面的工作实绩。
原则6 当地社区
原则7 沟通和交流
• 审慎处理业务活动带来的社会影响,与他方合作共同为当地社区增加 福利,并尽量减轻业务活动所造成的负面影响;
• 以建设性的态度关心和业务直接或间接相关的社会事务。
课堂讨论
我们的日常工作中经常涉及商业原则和行为准则中 的哪些关键点?
壳牌公司的HSSE管理体系

• 壳牌与中海油共同投资资41亿美元兴建的南海石化项目是迄今为止中国最大的合资 石化项目; • 壳牌是中国最大的国际润滑油供应商(数据来源:克莱恩公司); • 壳牌是向中国提供液化天然气最多的国际能源公司; • 壳牌是中国最大的国际煤气化技术供应商; • 壳牌是中国最大的国际沥青供应商; • 在中国,约有600家壳牌加油站为客户提供优质的产品和服务
• 协助事故报告和事故调查, 负责教训分享
3.壳牌公司的HSSE管理体系 – 3.3) 能力建设与培训 HSSE关键岗位
哪些是HSSE关键岗位? 负责HSSE关键活动的一线操作或维修人员 (吊车司机、焊工、工厂的操作工和维修工, 等)
负责HSSE关键活动的计划人员和主管 (生产调度、钻井监督、工厂的营运经理、采 购部经理,等) 领导岗位
遵守 行程管理规定
3.壳牌公司的HSSE管理体系– 3.6) 执行 事故的报告、调查与分享
Incident
壳牌全球统一的事故报告、 统计和追踪平台
3.壳牌公司的HSSE管理体系– 3.6) 执行
事 故调查报 告内容
1.0 事故总结 2.0 事故的地点、日期和发生的时间顺序 3.0 事故调查小组成员名单 4.0 事故的分类和评级 5.0 事故描述 6.0 事故的调查结果 – 事实 7.0 调查结果的分析
3.壳牌公司的HSSE管理体系
3.4) 危害因素分析析-- 蝴蝶结模型
后果
危 高压 险 天然气 因
素
威胁
屏障 完好的容器
事件/事故
后果
恢复准备措施
天然气泄漏
气体检测—关断
后果
火灾
3.壳牌公司的HSSE管理体系 3.4) ALARP 原则 “合理可行的尽可能低的原则”
壳牌公司资料收集

一、历史壳牌荷兰皇家/壳牌集团(Royal Dutch Shell,又译蚬壳公司)是世界第二大石油公司,总部位于荷兰海牙。
壳牌由荷兰皇家石油与英国的壳牌两家公司合并组成。
荷兰皇家石油于1890年创立,并获得荷兰女王特别授权,因此被命名为荷兰皇家石油公司。
为了与当时最大的石油公司,美国的标准石油竞争,1907年荷兰皇家石油与英国的壳牌运输贸易合并。
壳牌是所谓的七姊妹(Seven Sisters)之一,至今依然是石油、能源、化工与太阳能领域的重要竞争者。
壳牌拥有五大核心业务,包括勘探与生产、天然气及电力、煤气化、化工与可再生能源。
壳牌在全球140多个国家与地区拥有分公司或业务。
壳牌在中国的历史壳牌在中国发展业务,已超过一百多年。
在十九世纪90年代初,壳牌运输贸易的始创人马科·森默与森姆·森默兄弟,便已开始把煤油输入中国,并在香港、上海、广州与厦门建立油库。
1894年,森默兄弟已用散装油轮运送煤油到上海。
同年,荷兰皇家石油公司开始进"Crown"牌煤油到中国。
(当时内地称这"Crown"的品牌为僧帽牌;在香港则称宝盖牌)壳牌运输贸易与荷兰皇家石油公司原是竞争对手。
1903年,两家公司合作经营远东的业务,在伦敦成立亚细亚火油公司。
亚细亚火油公司分别於1906年及1908年在香港及上海成立办事处。
1913年,两个办事处分别成为亚细亚火油(华南)与亚细亚火油(华北)的总办事处。
1907年,荷兰皇家与壳牌运输合并业务,成立荷兰皇家/壳牌集团。
但当时公司在中国的业务仍通过亚细亚火油公司的名义经营。
至二次大战前,壳牌在中国设立了超过50间附属公司,在约20个省份经营1000个经销处。
大战期间,所有设备给日军占据,并严重破坏,一切经营活动停顿。
战后,壳牌的重建工作迅速进行。
当中华人民共与国于1949年成立时,壳牌已雇有员工超过1000人,其中包括35名外籍员工与4名华籍经理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
壳牌供应商原则
在壳牌一般商业原则和集团行为准则指导下,我们将与符合以下标准的供应商和承包商开展合作:致力于可持续发展,并且勇于承担经济、环境和社会发展责任。
壳牌将进一步发展并加强同供应商和承包商的合作,只要供应商和承包商承诺遵守以下原则或其他类似标准,并以该等原则和标准规范自身的业务行为并管理各自的承包商和分包商。
承包商和供应商应建立健全的举报制度,方便员工在遇到以下问题时以匿名形式举报。
1. 商业信誉
承包商和供应商应遵循所有相关的法律法规。
承包商和供应商不可以参与贿赂、腐败或任何其他的不道德行为,也不可以知情不报。
承包商和供应商支持公平竞争。
避免利益冲突。
2. 健康、安全和环境
承包商和供应商应建立全套的健康、安全和环境(HSSE)管理体系,以确保在遵守所有相关法律法规的情况下实现持续的绩效改进。
承包商和供应商:
承诺通过遵守所有适用的环境法律法规对环境予以保护。
有效地使用能源和自然资源。
致力于减少因经营、产品和服务产生的浪费、气体排放和废弃物排放。
3. 社会绩效
承包商和供应商应尊重友邻,为当地的社区发展做出自己的贡献。
4. 劳动和人权
承包商和供应商应遵守联合国人权宣言和国际劳工组织 (ILO) 核心公约中有关人权的规定,并在此规范下开展工作。
承包商和供应商:
不得使用童工。
不得使用受强迫、监禁或强制的工人工作。
遵循所有与结社、集体谈判自由相关的法律和法规。
不应纵容歧视、骚扰或报复,应提供安全、健康的工作环境。
所提供的工资和福利应达到或超过国家法定标准,并应遵守与工作时间相关的所有法律和法规。
© Shell Global Solutions International BV 2011.
如果希望复制本文件的任何部分,应征得 Shell Global Solutions International BV 的许可。
如果来源得到认可,通常会给出许可。
如果。