塑胶类专业术语
塑料类专业术语
盛年不重来,一日难再晨。
及时宜自勉,岁月不待人。
塑料类专业术语ABS塑料英文名称:Acrylonitrile Butadiene Styrene 比重:1.05克/立方厘米,适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件。
具有以下性能:1、综合性能较好,冲击强度较高,化学稳定性,电性能良好。
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理。
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
PE塑料(聚乙烯) 英文名称:Polyethylene 比重:0.94-0.96克/立方厘米成型收缩率:1.5-3.6% 成型温度:140-220℃耐腐蚀性,电绝缘性(尤其高频绝缘性)优良,可以氯化,辐照改性,可用玻璃纤维增强.低压聚乙烯的熔点,刚性,硬度和强度较高,吸水性小,有良好的电性能和耐辐射性;高压聚乙烯的柔软性,伸长率,冲击强度和渗透性较好;超高分子量聚乙烯冲击强度高,耐疲劳,耐磨. 低压聚乙烯适于制作耐腐蚀零件和绝缘零件;高压聚乙烯适于制作薄膜等;超高分子量聚乙烯适于制作减震,耐磨及传动零件. 成型性能1.结晶料,吸湿小,不须充分干燥,流动性极好流动性对压力敏感,成型时宜用高压注射,料温均匀,填充速度快,保压充分.不宜用直接浇口,以防收缩不均,内应力增大.注意选择浇口位置,防止产生缩孔和变形. 2.收缩范围和收缩值大,方向性明显,易变形翘曲.冷却速度宜慢,模具设冷料穴,并有冷却系统. 3.加热时间不宜过长,否则会发生分解,灼伤. 4.软质塑件有较浅的侧凹槽时,可强行脱模. 5.可能发生融体破裂,不宜与有机溶剂接触,以防开裂。
PP塑料(聚丙烯) 英文名称:Polypropylene 比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5% 成型温度:160-220℃其密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐模易老化。
塑胶塑胶行业术语大全
塑胶行业术语大全,本术语大全按照字母先后顺序排列。
由XX市塑龙塑胶化工XX.gdsulong.提供有关资料。
A001 氨基树脂amino resin:由含有氨基的化合物如脲或三聚氰胺与醛类或可生成醛的物质缩聚制得的聚合物002 氨基塑料aminoplastics:以氨基树脂为基材的塑料。
003 暗泡bubble:塑料成型时,由于残留的空气或其他气体而在制品内部形成的气泡缺陷。
B004 板材plate:一般指厚度在2 毫米以上的软质平面材料和厚度在0.5 毫米以上的硬质平面材料。
005 瓣合式模具split mould:由两个或多个元件组成模腔并用模套箍紧的一种压制模具。
006 半透明性translucence:物体只能透过一部分可见光,但不能通过它清晰地观察其他物体的性质。
007 半溢料式模具semi-flash mould:压缩模塑中只允许有限物料在闭模时溢出的模具。
008 半硬质塑料semirigid plastics:按GB1040-79《塑料拉伸试验方法》测定,拉伸弹性模量在700~7000 公斤力/厘米2约70~700 108(帕)之间的塑料。
标准环境按照GB1039----79《塑料力学性能试验方法总则》的要求选取。
009 包封encapsulation:用涂刷、浸涂、喷涂等方法将热塑料性或热固性树脂施加在制件上,并使其外表面全部被包覆而作为保护涂层或绝缘层的一种作业。
010 薄膜film:一般指厚度在0.25 毫米以下的平整而柔软的塑料制品。
011 爆破强度bursting strength:塑料容器、管材、薄膜等在爆破试验时所能受液体或空气对其连续施加的最大压力。
012 刨纹shecter lines 刨痕:切削操作过程中,在塑料片材料上所产生的大面积平行刮痕或沟纹状的缺陷。
013 保压时间hold up time(1)注射成型时,指在塑料充满模腔后对模内塑料保护规定压力实行补料的一段时间。
注塑及材料行业术语

注塑及材料行业术语1.注塑:注塑是一种加工工艺,通过将加热熔融的塑料挤压进模具中,再快速冷却、凝固和固化,在模具中形成所需的产品形状。
2.塑料:塑料是一种由高分子化合物组成的材料,可以通过热塑性或热固性加工工艺制成各种形状的产品。
3.熔体温度:熔体温度指的是塑料在加热时达到熔化状态所需要的温度。
4.熔体指数:熔体指数是衡量塑料流动性的指标,通常使用克/10分钟来表示。
5.熔化温度:熔化温度是指塑料从固态转变为熔态所需要的温度。
6.粘度:粘度是指塑料流动时的阻力,通常使用牛顿(N)来表示。
7.流动性:流动性是指塑料在注塑工艺中的可塑性和流动性能,是一个衡量塑料可加工性的指标。
8.成型周期:成型周期是指一个完整的注塑过程所需要的时间,包括注射、冷却、开模和取出等步骤。
9.材料损耗率:材料损耗率是指注塑过程中的材料浪费比例,通常与模具设计、工艺参数和设备性能有关。
10.模具:模具是注塑加工中用来制造产品形状的具体工具,由模具芯和模具腔组成。
11.模具温度控制:模具温度控制是指通过加热或冷却装置来控制模具的温度,以保证塑料成型的质量和效率。
12.注射压力:注射压力是指注塑机在注射过程中对塑料进行压力施加的力量。
13.射胶量:射胶量是指每次注射过程中注塑机向模腔中注射的塑料量。
14.冷却时间:冷却时间是指塑料制品在模具中冷却和凝固需要的时间。
15.收缩率:收缩率是指塑料制品在冷却后尺寸缩小的比例。
16.流道:流道是将熔融塑料从注射机输送到模腔的管道系统。
17.益处:益处是指注塑产品中的一种缺陷,通常是由于模具设计不当或制造过程中的问题导致的。
18.电晕:电晕是指注塑制品表面有薄薄的电晕层,通常是由于电场强度过高导致的。
19.花纹:花纹是指注塑制品表面呈现出的纹理。
20.退模剂:退模剂是一种常用的润滑剂,用于减少注塑制品与模具腔壁之间的粘附力。
这些术语是注塑及材料行业中常用的,了解并熟悉这些术语对于从事这个行业的人员来说非常重要,可以帮助他们更好地理解和应用相关知识。
塑胶模具专业术语
塑胶模具专业术语1. “分型面”呀,就好比是一个东西要分成两半,分型面就是它们分开的那个地方。
比如说做蛋糕的时候,要把蛋糕模子打开,那个打开的地方就是分型面啦!2. “水口”呢,就像是水流的入口呀!在注塑的时候,塑料进入模具的那个通道就是水口哦。
就好像给植物浇水,水要从那个小口子进去一样。
3. “顶针”,这就像是一个小助手在帮忙把东西顶出来。
比如你打开一个盒子,有个小棍帮你把盖子顶起来,那小棍就类似顶针啦!想想看,注塑完了,顶针把成品顶出来,多厉害呀!4. “型腔”,哎呀,这就是模具里用来成型产品的空间呀,就像一个小房子是给人住的一样,型腔就是给塑料住的,让它在里面变成我们想要的形状呢!5. “模仁”,这可是模具的核心部分呀,就好像人的心脏一样重要呢!没有模仁,模具可就没办法好好工作啦。
比如做一个玩具,模仁就是决定玩具形状的关键呀!6. “滑块”,它就像是一个会滑动的小部件,能让模具变得更灵活。
好比是一个抽屉,能滑进滑出的,多有意思呀,在模具里它也起着很重要的作用呢!7. “行位”,可以理解成是能移动的位置呀!就像一个会变换位置的小机关,在模具里偷偷发挥着作用呢。
比如一个小机关盒,行位就是让它变得神奇的部分哟!8. “冷却水道”,这就像是给模具降温的小通道呀!夏天我们热了要吹风扇,模具热了就靠冷却水道来降温呢。
没有它,模具可就“发烧”啦!9. “缩水率”,这个很重要哦!就像人会变瘦变胖一样,塑料也会有变化呢。
如果不考虑缩水率,做出来的东西可就不是我们想要的啦!10. “模具寿命”,这就跟人的寿命有点像呀!模具用久了也会累呀,也有不能工作的时候。
所以我们要好好爱护它,让它能工作更长时间呢!我觉得呀,这些塑胶模具专业术语真的很有趣呢,了解它们才能更好地掌握塑胶模具这个神奇的领域呀!。
塑胶产品结构设计常用术语
塑胶产品结构设计常用术语及解释如下:
1.PL面:即Parting Panel的简称,也称分型面,是指模具在闭合时公模和母模相接触的部分。
2.枕位:外壳类塑件的边缘常开有缺口,用于安装各类配件,此处形成的枕状部分称为枕位。
3.火山口:BOOS柱根部减胶部分反映在模具上的类似于火山爆发后的形状叫做模具火山口。
4.呵(音hā):指的是模仁,香港习惯用语。
5.老虎口:又称为管位,即用来限位的部分。
6.柱位:产品上的BOSS的柱称为柱位。
7.虚位:模具上的间隙称为虚位。
8.扣位:产品联接用的钩称为扣位。
9.火花纹:电火花加工后留下的纹称为火花纹。
10.料位:塑胶产品的避厚,也称肉厚。
以上信息仅供参考,如需了解更多信息,建议咨询专业人士。
塑胶,模具专业术语中英文对照表

0.7265
1.2°
0.0209
4.5°
0.0787
11°
0.1944
24°
0.4452
37°
0.7536
1.3°
0.0227
5°
0.0875
12°
0.2126
25°
0.4663
38°
0.7813
1.4°
0.0244
5.5°
0.0963
13°
0.2309
26°
0.4877
39°
0.8098
1.5°
0.0262
附表一、常用塑膠料的縮水率
序号 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 名称 PETG(乙二醇改性-聚对苯二甲酸乙二醇酯) Z-MAK Z-ALLOY C-ABS(丙烯-丁二烯-苯乙烯共聚物) ABS SHLPS AIM4800 STYRON BS HIS ARCYLIC AS(苯乙烯-丙乙烯共聚物) PMMA(聚甲基丙烯酸甲酯) PC(聚碳酸酯) KR(01~03) KRATON GP PU HYTREL TPE PP-CO POM(聚甲醛) AC NYLON PVC(聚氯乙烯) C-PVC PE(聚乙烯) LDPE SINGAPREN TPE+HIPS(SBS) EVA HDPE 缩水率 4/1000 4/1000 4/1000 5/1000 5/1000 5/1000 5/1000 5/1000 5/1000 5/1000 5/1000 6/1000 6/1000 7/1000 8/1000 8/1000 8/1000 15/1000 15/1000 15/1000 20/1000 20/1000 20/1000 20/1000 20/1000 20/1000 20/1000 20/1000 20/1000 20/1000 20/1000 30/1000 孖力士(高度) (低度) 百折胶 又名 DELRIN 又名 A-CELCON 尼龙(又名 PAS66) 又名 SAN 亚克力(压克力) 又名 LAXEN 又名 BOS 人造橡胶 K胶 不碎胶 防弹胶 备注 新透明工程塑胶
塑胶模具德文术语
塑胶模具德文术语引言塑胶模具在现代工业生产中起着不可或缺的作用。
德国作为世界上塑胶模具制造业的领导者之一,拥有丰富的经验和专业知识。
本文将介绍一些塑胶模具德文术语,帮助者更好地理解相关的概念和术语。
一、模具制造1.i 塑料射出模)塑料射出模是一种用于生产塑料制品的模具。
它通过将熔融塑料注入模具中,并施加压力,使塑料充满模具的空腔,最终得到所需的塑料制品。
2.i 多腔模)多腔模是一种具有多个模具腔的塑料射出模。
它可以同时生产多个相同或不同的塑料制品,高生产效率和产量。
3.i 双色模)双色模是一种用于制造双色或双材料塑料制品的模具。
它可以通过一次注射过程在同一模具中同时注射不同颜色或材料的塑料,以实现多彩或多层次的效果。
二、模具设计1.i 模具零件)模具零件是构成模具的各个部件,如模腔、模芯、剥料板等。
2.顶针)顶针是一种用于将模具中成品弹出的装置。
它通过压力作用将成品从模具中顶出。
3.ü冷却通道)冷却通道是用于降低模具温度的通道。
它可以通过循环冷却水来控制模具温度,以确保塑料能够充分凝固并保持所需的形状。
三、模具加工1.铣削)铣削是一种通过旋刀具将材料从工件上去除的加工方法。
在模具制造中,铣削常用于制造模腔和模芯等模具零件。
2.i 电火花加工)电火花加工是一种利用电火花放电原理去除工件材料的方法。
在模具制造中,它常用于制造细小且复杂的模具零件。
3.i 磨削)磨削是用磨料将工件表面磨成所需形状的加工方法。
在模具制造中,磨削通常用于高模腔和模芯的精度和表面质量。
四、模具维护1.ii 清洁)清洁是模具维护中的重要步骤。
它可以去除模具表面的杂质和残留物,确保模具的正常运行和制品的质量。
2.i 润滑)润滑是为了减少模具摩擦和磨损而施加的润滑剂。
它可以保护模具表面,延长模具的使用寿命。
结论通过了解和理解塑胶模具的德文术语,可以更好地与德国相关企业和专业人士进行沟通和合作。
本文介绍了一些塑胶模具制造、设计、加工和维护方面的术语,希望能为者供一些帮助和。
塑胶件检验技术术语、俗语其它名称和定义

塑胶件检验技术术语、俗语其它名称和定义熔接痕(俗称:夹水纹)•定义:在注塑过程中,两股料流相遇时,其世界面处未完全熔合而造成的痕迹。
缩痕(俗称:缩水)•定义:注塑件在模腔内冷却凝固时,由于注塑件壁厚不均匀、射胶压力不足、冷却时间不够等原因而在注塑件表面产生的凹陷。
技术术语:无(俗称:气纹)•定义:由于模具结构、成型工艺及材料等原因,使塑料在模腔内受压和料流速度影响而在注塑件表面产生的料流痕迹。
俗称:料花•定义:低分子挥发物、水分等气体在注塑件表面形成的银白色条纹。
白印(俗称:发白;其它名称:顶白、拉白、拖高)•定义:注塑件局部受外部压力作用,使部分分子结构重新排列或断裂,引起注塑件表面局部白印。
(俗称:表面突起;其它名称:顶高、凸高、拖高)•定义:注塑件局部因出模不顺或顶针、顶板作用在制件表面产生的高起。
开裂(俗称:拉爆;其它名称;断扣、拉裂)•定义:注塑件局部受压力、外部作用力或环境影响而在注塑件表面或内部产生的裂纹。
杂色点(俗称:黑点;其它名称:斑点、克点、模印)•定义:由于原料混入异物或成型过程中局部温度过高出现胶料碳化,使注塑件成型后在其表面形成的斑点。
技术术语:无(俗称:模痕;其它名称:模花、模印、模伤)•定义:因模具表面划花、碰伤,成型时在制作上留下的痕迹。
飞边(俗称:披锋;其它名称:边缘括手边缘披锋孔披锋等)•定义:注塑过程中,塑料溢入模具合模面及嵌件的间缝中,冷却后留在注塑件上面多余物。
走胶不良(俗称:缺胶)•定义:注塑件局部走胶不满,未达到设计要求。
色不均(俗称:混色)•定义:注塑件表面颜色不均的缺陷。
翘曲(俗称:变形)•定义:由内应力引起的注塑件局部或整体的变形。
分层(俗称:分层;其它名称:脱皮)•定义:层间分离的缺陷。
孔塞(俗称:堵孔;其它名称:盲孔)•定义:塑料件孔位因披锋或断针造成孔大于50%堵塞。
气泡(俗称:气泡;其它:起泡、汽泡)•定义:因残留的空气或其它气体在塑胶件内部或表面形成的泡状缺陷。
塑料类专业术语

聚氯乙烯瓦(UPVC轻质屋面瓦)是一种新型的屋面防水材料。聚氯乙烯瓦是以硬质聚氯乙烯(UPVC)为主体材料并分别加以热稳定剂、润滑剂、填料以及光屏蔽剂、紫外线吸收剂、发泡剂等,经混合、塑化并经三层共挤出成型而是得的三层共挤芯层发泡
聚乙烯 聚氯乙烯 聚苯乙烯 聚丙烯 有什么区别聚乙烯 PE
低压聚乙烯适于制作耐腐蚀零件和绝缘零件;高压聚乙烯适于制作薄膜等;超高分子量聚乙烯适于制作减震,耐磨及传动零件.
成型性能
1.结晶料,吸湿小,不须充分干燥,流动性极好流动性对压力敏感,成型时宜用高压注射,料温均匀,填充速度快,保压充分.不宜用直接浇口,以防收缩不均,内应力增大.注意选择浇口位置,防止产生缩孔和变形.
PET瓶的回收技术在国外已达到相当高的水平,美国、德国等国家回收率现已达80%以上。不仅如此,为方便回收,这些国家还专门制订了一些地方性法规,对PET瓶的废弃、收集、使用、设计制造了强制性的规定。
废旧塑料来源简单分类
塑料,尤其是热塑性塑料,在合成、成型加工、流通与消费等每一个环节都会产生废料或废弃制品,统称为“塑料废弃物”,其中绝大多数产生于消费使用过程中,而且尤以包装材料、农膜及一次性药品的废弃量最大。
未着色时呈乳白色半透明,蜡状;用手摸制品有滑腻的感觉,柔而韧;稍能伸长。一般低密度聚乙烯较软,透明度较好;高密度聚乙烯较硬。
常见制品:手提袋、水管、油桶、饮料瓶(钙奶瓶)、日常用品等。
聚丙烯 PP
未着色时呈白色半透明,蜡状;比聚乙烯轻。透明度也较聚乙烯好,比聚乙烯刚硬。
常见制品:盆、桶、家具、薄膜、编织袋、瓶盖、汽车保险杠等。
PC塑料(聚碳酸脂) 物料性能、 冲击强度高,尺寸稳定性好,无色透明,着色性好,电绝缘性、耐腐蚀性、耐磨性好,但自润滑性差,有应力开裂倾向,高温易水解,与其它树脂相溶性差。适于制作仪表小零件、绝缘透明件和耐冲击零件
塑料专业术语解释

塑料专业术语解释ABA丙烯腈丁二烯丙烯酸酯共聚物ABS丙烯腈丁二烯苯乙烯塑料ACPES丙烯腈氯化聚乙烯苯乙烯共聚物AEPDM丙烯腈三元乙丙橡胶苯乙烯共聚物AES丙烯腈乙烯苯乙烯共聚物AMBA丙烯腈甲基丙烯酸丙烯腈丁二烯橡胶AMMA丙烯腈甲基丙烯酸甲酯共聚物ASA丙烯腈苯乙烯丙烯酸共聚物ARP芳香聚酯CMC羧甲基纤维素CS酪蛋白CA醋酸纤维素CAB醋酸丁酯纤维素CAP醋酸丙酯纤维素CN硝酸纤维素CE纤维素塑料(通用)CP丙酸纤维素CTA 三乙酸纤维素CPE氯化聚乙烯CPVC氯化聚氯乙烯CF酚醛树脂EP环氧树脂EC乙基纤维素EEA乙烯丙烯酸乙酯EMA乙烯甲基丙烯酸EPM乙烯丙烯共聚物EPD乙烯丙烯丁二烯共聚物ETFE乙烯四氟乙烯共聚物eval乙烯乙烯醇共聚物EV A乙烯醋酸乙烯共聚物FF 呋喃甲醛塑料HDPE高密度聚乙烯IPS抗冲聚苯乙烯LLDPE线性低密度聚乙烯LMDPE 线性中密度聚乙烯LCP液晶聚合物LDPE低密度聚乙烯MDPE中密度聚乙烯MBS甲基丙烯酸丁二烯苯乙烯共聚物MF三聚氰胺树脂MPF蜜胺苯甲醛树脂MC甲基纤维素PA尼龙(聚)PFA全氟烷氧基烷烃FEP全氟(乙丙)共聚物PF苯甲醛树脂PFF苯糠醛树脂PAA 聚丙烯酸PAN聚丙烯腈PADC聚碳酸烷基乙二醇酯PMS聚α甲基苯乙烯PA聚酰胺(尼龙)PAI聚酰胺酰亚胺PARA聚芳基酰胺PAE聚芳醚PAEK聚芳醚酮PASU聚芳砜PBAN 聚丁二烯丙烯腈PBS聚丁二烯苯乙烯PB聚丁烯PBA聚丙烯酸丁酯PBT聚对苯二甲酸丁二醇酯PC聚碳酸酯PDAP聚邻苯二甲酸烷基酯PAK聚醇酸酯PAUR聚酯型聚氨酯PEK 聚醚酮PEUR聚醚型聚氨酯PEBA聚醚酰胺嵌段共聚物PEEK聚醚醚酮PEI聚醚亚胺PES 聚醚砜PE聚乙烯PEO聚环氧乙烯PET聚对苯二甲酸乙二醇酯PETG对苯二甲酸乙二醇酯乙二醇共聚物PI聚酰亚胺PISU聚酰亚胺砜PIB聚异丁烯PMCA聚甲基α氯化丙烯酸PMMA聚甲基丙烯酸甲酯PMP聚4甲基1戊烯PCTFE聚氯代三氟乙烯POM聚甲醛PPE 聚苯醚PPO聚苯醚PPS聚苯硫醚PPSU聚苯砜PPA聚苯酰胺PP聚丙烯PPOX聚氧化丙烯PS聚苯乙烯PSU聚砜PTFE聚四氟乙烯PUR聚氨酯PVK聚乙烯咔唑PVP聚乙烯吡咯烷酮PV AC聚醋酸乙烯PV AL聚乙烯醇PVB聚乙烯醇缩丁醛PVC聚氯乙烯PVCA氯乙烯。
塑胶专业术语
文
organosol
英
contamination automatic ejection shear gate color chip hue chroma stroke elongation,strain extensomenter cooling tower cooling sleeve cold slug water absorption sbsorption adsorption content
文
英
flame welding sprueless mo(u)ld short shot short mo(u)lding straved feeding curing time hardness hardness hardness test hardness tester thinner sleeve
托板,模板,承裝模穴(蕊)塊之模板 retainer plate 托板,模板,承裝模穴(蕊)塊的模板 retainer plate
收縮
shrinkage
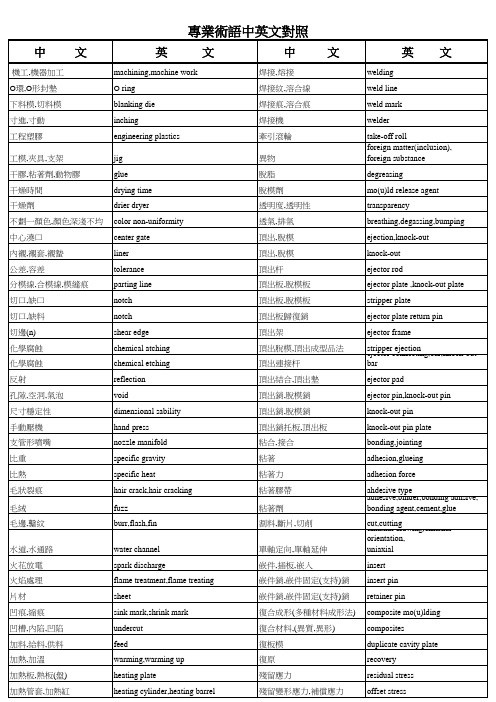
專業術語中英文對照
中
有機溶膠 污染 自動頂出 自動澆口,剪切澆口 色片,色粒 色相 色彩度 行程,衝程 伸長,變形 伸長計 冷卻水塔 冷卻套管 冷料 吸水性 吸收 吸附作用 含量(率) 扭力試驗,扭曲試驗 折曲加工 折射率,折光指數 沈陷式澆口,潛入式澆口 沈積,澱積 沖切 沖頭 車削 供料段,加料段 刮傷,刺蝕,擦傷處 卷尺,膠帶 卷轉,翹曲 固定側,模穴側 延伸,拉伸 延性 往復應力,振幅應力 拉伸比,牽引比 抽引,凸包 放電加工 放電處理 注道,豎流道,注道料 注道冷料頂出
專業術語中英文對照
中
機工,機器加工 O環,O形封墊 下料模,切料模 寸進,寸動 工程塑膠 工模,夾具,支架 干膠,粘著劑,動物膠 干燥時間 干燥劑 不劃一顏色,顏色深淺不均 中心澆口 內襯,襯套,襯蟄 公差,容差 分模線,合模線,模縫痕 切口,缺口 切口,缺料 切邊(n) 化學腐蝕 化學腐蝕 反射 孔隙,空洞,氣泡 尺寸穩定性 手動壓機 支管形噴嘴 比重 比熱 毛狀裂痕 毛絨 毛邊,鑿紋 水道,水通路 火花放電 火焰處理 片材 凹痕,縮痕 凹槽,內陷,凹陷 加料,給料,供料 加熱,加溫 加熱板,熱板(盤) 加熱管套,加熱缸
塑胶模具专业术语
塑胶模具专业术语出模:啤件在顶出机构的作用下离开模具的过程啤把:出模角度或者出模斜度倒扣:因为侧面角度或凹位而无法垂直出模的位置排模:模具的排期正哥:型腔在上模,型芯在下模的一种模具结构反哥:型心在上模,型腔在下模的一种模具结构分型:把产品分为上下模的过程种针:基准针,配针时以此针为基准放样:胶样的比例放大复样:胶样的复制调面:在雕刻时,调整胶样表面与要加工表面平行的过程摆斜雕刻:在雕刻时,因有些面不易加工,把胶样摆成一定角度的加工方法顶针出柱:用顶针的顶面来封住成型柱的底面,而使柱成型顶针包针:顶针过长或配针不当,而使顶针包在产品内锅柱:柱的前端有一锥型孔,上大下小,起到铆钉的作用。
多用于压铸模镶针出柱:用镶针的顶面来封住成型柱的底面,而使柱成型镶针出孔:用镶针成型孔原身出:用内模加工出要成型的形状来成型的方法大水口:二板模细水口:三板模入水水塘:啤件为透明件或要求变形较小的薄壁件入水时,采用在浇口与流道间所加的一段起到缓冲作用的位置方法,这个缓冲位置就是入水水塘磨角尺:用磨床磨直角锣正:用铣床铣平面或直角Fit平面:用打磨机把平面精加工到要求的配合公差范围Fit枕位:用打磨机把枕位精加工到要求的配合公差范围Fit行位:用打磨机把行位精加工到要求的配合公差范围Fit插穿:用打磨机把插穿位精加工到要求的配合公差范围面镶:镶件从内模的上表面镶入一定的深度,不可到底面,下面用螺丝固定通镶:镶件从内模的下面镶入,直达上表面,通过整个内模兜底镶:镶件从内模的下面镶入,直达上表面,通过整个内模,在镶件下面以台阶形式固定侧镶:镶件从侧面镶入,一般多用在行位上奔子孔:胶样上的一个基准孔,所有的位置都要从这个孔取数镗蚀:铜公水平运动加工照数:用中心镜对要加工部位进行坐标值确定打盲孔:用电火花加工盲孔损公:损耗的铜公积碳:EDM加工时产生的碳堆积在零件或铜公上,使被加工的零件的平面凹凸不平粗公:粗加工时使用的铜公,火花间隙一般为单边0.25幼公:精加工时使用的铜公,火花间隙一般为单边0.07暴公:比粗公火花间隙还要大的铜公,用与粗加工立体公:一个整体铜公,形状与整个上模或这个下模相同清角铜公:对有些直角部位,因CNC不能完全加工而留有余量。
塑胶专业词汇

blister 起泡pock mark 痘斑resin streak 树脂流纹blooming 起霜resin wear 树脂脱落riding 凹陷blow hole 破孔sagging 松垂saponification 皂化blushing 泛白scar 疤痕scrap 废料body wrinkle 侧壁皱纹scrap jam 废料阻塞scratch 刮伤/划痕breaking-in 冒口带肉burn mark 糊斑bubble 膜泡burr 毛边camber 翘曲cell 气泡center buckle 表面中部波皱check 细裂痕checking 龟裂chipping 修整表面缺陷straightening 矫直streak 条状痕clamp-off 铸件凹痕surface check 表面裂痕surface roughening 橘皮状表皮皱折collapse 塌陷surging 波动Streak条纹color mottle 色斑Sink Mark凹陷(Weld Line) 熔接线corrosion 腐蚀(Flow Line)流痕scratch划伤crack 裂痕mixed color杂色shrinking/shrinkage缩水crazing 碎裂crazing 龟裂painting peel off脏污inclusion杂质deformation 变形grease/oil stains油污flash(塑件)毛边edge 切边碎片poor staking铆合不良excesssive gap间隙过大burr(金属) edge crack 裂边deformation变形rust生锈speckle斑点fading 退色mildewed=moldy=mouldy发霉torsion 扭曲filler speak 填充料斑slipped screwhead/shippery screw thread滑手warpage 翘曲fissure 裂纹slipped screwhead/slippery screw head螺丝滑头waviness 波痕flange wrinkle 凸缘起皱cosmetic defect外观不良not up to standard不合规格flaw 刮伤dimension/size is a little bigger尺寸偏大(小) webbing 熔塌flow mark 流痕minor defect次要缺陷major defect主要缺陷galling 毛边critical defect极严重缺陷excessive defects过多的缺陷glazing 光滑wrong part错件wrinkle 皱纹missing part漏件gloss 光泽whitening 白化weld mark 焊痕grease pits 污斑sweat out 冒汗pock 麻点grinding defect 磨痕plate mark 模板印痕pitting corrosion 点状腐蚀haircrack 发裂pit 坑peeling 剥离haze 雾度overflow 溢流orange peel 橘皮状表面缺陷incrustation 水锈nick 割痕necking 缩颈indentation 压痕mottle 斑点mismatch 偏模internal porosity 内部气孔There are material 内有物Tin line within 内有锡线electric fan 电风扇air conditioner 空调Absorber Circuit 吸收电路Control Circuit 控制电路electrical isolation 电气隔离frequency converter 变频器general purpose diode 普通二极管high voltage IC 高压集成电路hard switching 硬开关no-load 空载full load 满载de machine 直流电机light emitting diode 发光二极管regulator 调节器reactive power 无功功率potential transformer 电压互感器stabilizing transformer 稳定变压器circuit components 电路元件electrical device 电气设备direct-current 直流circuit diagram 电路图internal resistance 内阻self-inductor 自感leakage current 漏电流polarity 极性mutual-inductor 互感phase reversal 反相transformer 变压器induction machine 感应电机power amplifier 功率放大器rheostat 变阻器corridor 通路leakage 泄漏tuner 调谐器Amplitude Modulation(AM 调幅frequency 频率overhauling 检修direct-current 直流negative ions 负离子Discharge 放电partial discharge 局部放电grounding 接地Power factor 功率因数gaseous insulation 气体绝缘Deenergize 断电Induction 感应withst and voltage 耐受电压Malfunction 失灵Nameplate 铭牌Creep distance 爬电距离IC (integrated circuit) 集成电路terminal 接线端子fuse 保险丝,熔丝amplitude modulation (AM) 调幅frequency modulation (FM) 调频humidity湿度calibrate 校准moisture 潮湿,湿气rated 额定的Recovery voltage 恢复电压Bushing 套管resonance 谐振,共振Inductive (Capacitive) 电感的(电容的) relay继电器Warpage翘曲转自:<a href='/'>育路国际商务师考试网</a>。
塑料术语大全

AA-阶段(A-stage)热固性树脂聚合的初阶阶段,在这一阶段材料仍溶解在某种溶剂中或处于熔融状态。
ABS树脂――丙烯腈、丁二烯和苯乙烯聚合而成(Acrylonitrile Butadiene Styrene resin, ABS) ABS树脂是一种多相的材料。
它有很好的抗冲击性能,很好的结构强度,并且有光泽而致密的表面,同时它也具有很高的刚性和冲击强度,很好的耐磨损性能,极好的电性能,抗潮湿性能和延展性能。
ABS树脂能耐无机盐和酸碱,它通常在真空条件下加工、成形和挤出。
(工作温度范围:-25℃到+60℃)。
氨基化合物(Amide)含有一个羰基连接在一个氮上,-CON-(C和O以双键相联)。
氨基树脂(Amino resin)氨基化合物和甲醛制得的热固性树脂。
螯合/配位剂(Chelating/Complexing agent)这类添加剂的分子能够和金属离子形成键合以限制它的活动,能被用来提高聚合(特别是与金属相接触的聚合物)的稳定性,例如电缆。
螯合剂举例:乙二胺四乙酸(EDTA),乙二胺,亚磷酸盐。
B丙烯酸树脂(Acrylic resin)聚合物家族的一大类,它们都通过丙烯酸单体――如丙烯酸盐(甲基,乙基,丁基)或者丙烯酸聚合而成。
用于化合物的成型或挤出。
丙烯酸基冲击性能改性剂(Acrylic based Impact Modifier)通常核壳结构包含一个丙烯酸的内核用来对刚性的PVC树脂及工程塑料进行冲击性能改性。
丙烯酸类聚合物(Polyacrylic)包括不同的透明热塑性树脂,这些树脂是从丙烯酸及其衍生物获得或从天然来源例如石油和天然气中获得的。
把氨酯在丙烯酸或者甲基丙烯酸中聚合可以生成聚酯。
包埋(Embedment/Embedding)在材料的制做过程中把细粒子压入基体中包覆或者在聚合物的基体结构中嵌入一个基元结构的过程。
包胶(Encapsulating)把目标物用包膜技术把它封装起来的过程,经常被用在电子工业上,用来保护敏感的的部件。
塑胶模具术语-中英文对照表(配直观图文)
气顶 air poppet
安装气顶的目的是产品 脱模容易吸附型腔,不 易脱模,另外客户不允 许产品表面有顶出痕迹
各式模具螺丝
固定螺丝 平头螺丝 杯头螺丝/内六角螺丝 外六角螺丝 六角螺帽 无头螺丝/基米螺丝 塞打螺丝 波子螺丝
螺母
管钉
卡环/开口环,卡簧
sets screw
平头螺丝
F.H.C. S(flat head cap screw)
塑胶模具专业术语 图文中英双译
一、模具基本信息
ponent or Part Material:产品材料 ponent or Part Shrinkage:产品缩水率 3.Mould No:模具编号 4.Part No:产品图号 5.Tool Maker:模具制作人 6.Tonnage:注塑机吨位 7.Runner Weight:料头重量 8.Part Weight:产品重量 9.Part 3 D model: 产品3D图档 10.Part Dimensions:产品最大外形尺寸 11.draft angle 出模角度
斜顶 lifter
lifter guide block lifter base
顶针 ejector ejector/ retangle ejector
有托顶针/台阶顶针 stepped ejector pin
司筒针 ejector sleeve pin
回针/回退杆
return pin
中托司/顶针板导套" EGB( shoulder guide bushing)
中托边/顶针板导柱 guide pin
托板(顶针底板): support plat/ Ejector Back Plate
快速接头OUT: jiffy quick Water Fittings
塑料类专业术语

塑料类专业术语随着人们生活水平的提高,生活中使用的物品越来越复杂化,其中塑料制品成为我们日常生活中不可或缺的一部分。
而塑料类专业术语也成为该领域工作人员必备的重要基础知识。
本文将详细介绍塑料类专业术语。
一、塑料的定义塑料是指可通过加热、加压或化学反应使其能成型为各种形状的高分子复合材料,是由合成树脂及填料、增塑剂、稳定剂、染料等助剂所组成,无论是颜色、形状、尺寸,都可以根据需求制定,被广泛应用于建筑、医疗、家电等多个领域。
二、常见塑料类专业术语1、高分子高分子是指由无数重复的、具有一定分子量的单元结构组成的聚合体。
比如聚乙烯、聚丙烯等。
2、合成树脂合成树脂是指由化学合成而来的大分子聚合物。
比如聚乙烯酸乙酯、聚苯乙烯等。
3、填料填料是指在塑料中加入的具有增加强度、改变形状、控制热膨胀等作用的小颗粒或纤维。
比如玻璃纤维、碳纤维等。
4、增塑剂增塑剂是指将塑料硬度降低的物质。
常用的增塑剂有邻苯二甲酸二辛酯等。
5、稳定剂稳定剂是指向塑料添加一种或多种化学材料,以保护塑料在使用过程中不被氧化或光分解的物质。
常用的稳定剂有抗氧化剂、光稳定剂等。
6、染料染料是指为了让塑料更加美观而加进去的化学染色剂。
常用的染料有有机颜料、无机颜料等。
7、助剂助剂是指在塑料生产过程中,为了改变处理工艺或提高性能而加入的一类物质,通常并不对物质本身产生显著的影响。
比如流动剂、抗静电剂等。
8、共聚物共聚物是指由两种或两种以上单体按照一定比例聚合而成的聚合物。
比如丙烯酸苯乙烯共聚物、苯乙烯酸酯共聚物等。
9、热塑性塑料热塑性塑料是指当加热塑料时,塑料能够软化并流动,并在冷却后保持其形态。
比如聚乙烯、聚丙烯等。
10、热固性塑料热固性塑料是指当加热或加压后,塑料成型后再加热仍无法回到最初形态的塑料。
比如环氧树脂、酚醛塑料等。
11、模塑模塑就是在金属模具中将塑料加热熔化,再压入模具中成型。
12、挤出挤出是把加热熔融的塑料通过挤出机的加压作用,在挤压机内压缩,然后通过模头进行形状成型。
塑胶模具行业专业术语

塑胶模具专业英语词汇1) Designer - 设计师。
2) Assembly drawing - 模具组装图。
3) Mold layout - 模具结构图。
4) 2D product drawing - 2D产品图。
5) 3D product data - 3D产品数据。
6) Part drawing - 散件图。
7) Insert molding - 镶件模。
8) 2 color mold / Double injection tool - 双色模。
9) Hydraulic system - 油/水压系统。
10) Parting line - 分模线。
11) Air venting - 排气槽。
12) Cooling system - 冷却系统。
13) Screw - 镙丝。
14) Hot runner system - 热流道。
15) Valve gate - 伐针入水口。
16) Fan gate - 扇型入水口。
17) Pin point gate - 针点进胶。
18) Moon gate -象牙入水口。
19) Submarine gate - 潜水口。
20) Injection machine tonnage - 注塑机吨数。
21) Number of cavity - 穴数。
22) Steel - 钢材。
23) Copper - 铜。
24) Tungsten copper - 钨铜。
25) Beryllium copper - 铍铜。
26) Hardening - 加硬/淬火。
27) Tempering - 回火。
28) Chroming - 电镀。
29) Painting - 喷漆。
30) Resin - 胶材。
31) Printing - 丝印。
32) Texturing - 嗮纹/咬花。
33) Socket screw - 带肩镙丝。
34) Inter lock / Straight lock - 模锁。
塑胶原材料的规格术语
塑胶原材料的规格术语塑胶原材料的规格术语塑胶原材料的规格术语原材料的质量指标中,经常会遇到⼀些术语,准确理解它的含义,有助于更好地掌握原材料的性能。
现列出部分常⽤的名词术语。
(1)密度与相对密度(Density and relative density) 密度是指物质单位体积内所含的质量,简⾔之是质量与体积之⽐,其单位是百万克/⽶3(Mg/m3)或千克/⽶3(kg/m3)或克/厘⽶3(g/cm3)。
相对密度亦称密度之⽐,是指物质的密度与参考物质的密度在各⾃规定的条件下之⽐,或者是说⼀定体积的物质在t1温度下的质量与等体积参考物质在t2。
温度下的质量之⽐。
常⽤的参考物质为蒸馏⽔,并⽤Dt1/t2或t1/t2表⽰,为⽆因次量。
(2)熔点与凝固点(Melting point and Freezing point) 物质在其蒸⽓压下液态—固态达到平衡时的温度称为熔点或凝固点。
这是由于固体中原⼦或离⼦的有规则排列因温度上升,热运动变得杂乱⽽活化,形成不规则排列的液体的⼀种现象,相反的过程即为凝固。
对于液体变为固体时的温度常称为凝固点或冰点,与熔点不同之处在于放出热量⽽不是吸收热量。
其实物质的熔点和凝固点是⼀致的。
(3)熔点范围(Melting range) 系指⽤⽑细管法所测定的从该物质开始熔化⾄全部熔化的温度范围。
(4)结晶点(Crystal point) 系指液体在冷却过程中,由液态转变为固态的相变温度。
(5)倾点(Pour point) 表⽰液体⽯油产品性质的指标之⼀。
系指样品在标准条件下冷却⾄开始停⽌流动的温度,也就是样品冷却时还能倾注时的最低温度。
(6)沸点(Boiling point) 液体受热发⽣沸腾⽽变成⽓体时的温度。
或者说是液体和它的蒸⽓处于平衡状态时的温度。
⼀般来说,沸点越低,挥发性越⼤。
(7)沸程(Boiling range) 在标准状态下(1013.25hPa,0℃),在产品标准规定的温度范围内的馏出体积。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑膠類專業術語ABS塑膠英文名稱:Acrylonitrile Butadiene Styrene比重:1.05克/立方釐米,適於製作一般機械零件,減磨耐磨零件,傳動零件和電訊零件.具有以下性能:1、綜合性能較好,衝擊強度較高,化學穩定性,電性能良好.2、與372有機玻璃的熔接性良好,製成雙色塑件,且可表面鍍鉻,噴漆處理.3、有高抗沖、高耐熱、阻燃、增強、透明等級別。
4、流動性比HIPS差一點,比PMMA、PC等好,柔韌性好。
PE塑膠(聚乙烯)英文名稱:Polyethylene比重:0.94-0.96克/立方釐米成型收縮率:1.5-3.6%成型溫度:140-220℃乾燥條件:---物料性能耐腐蝕性,電絕緣性(尤其高頻絕緣性)優良,可以氯化,輻照改性,可用玻璃纖維增強.低壓聚乙烯的熔點,剛性,硬度和強度較高,吸水性小,有良好的電性能和耐輻射性;高壓聚乙烯的柔軟性,伸長率,衝擊強度和滲透性較好;超高分子量聚乙烯衝擊強度高,耐疲勞,耐磨.低壓聚乙烯適於製作耐腐蝕零件和絕緣零件;高壓聚乙烯適於製作薄膜等;超高分子量聚乙烯適於製作減震,耐磨及傳動零件.成型性能1.結晶料,吸濕小,不須充分乾燥,流動性極好流動性對壓力敏感,成型時宜用高壓注射,料溫均勻,填充速度快,保壓充分.不宜用直接澆口,以防收縮不均,內應力增大.注意選擇澆口位置,防止產生縮孔和變形.2.收縮範圍和收縮值大,方向性明顯,易變形翹曲.冷卻速度宜慢,模具設冷料穴,並有冷卻系統.3.加熱時間不宜過長,否則會發生分解,灼傷.4.軟質塑件有較淺的側凹槽時,可強行脫模.5.可能發生融體破裂,不宜與有機溶劑接觸,以防開裂.PP塑膠(聚丙烯)英文名稱:Polypropylene比重:0.9-0.91克/立方釐米成型收縮率:1.0-2.5%成型溫度:160-220℃乾燥條件:---物料性能密度小,強度剛度,硬度耐熱性均優於低壓聚乙烯,可在100度左右使用.具有良好的電性能和高頻絕緣性不受濕度影響,但低溫時變脆,不耐模易老化.適於製作一般機械零件,耐腐蝕零件和絕緣零件成型性能1.結晶料,吸濕性小,易發生融體破裂,長期與熱金屬接觸易分解.2.流動性好,但收縮範圍及收縮值大,易發生縮孔.凹痕,變形.3.冷卻速度快,澆注系統及冷卻系統應緩慢散熱,並注意控制成型溫度.料溫低方向方向性明顯.低溫高壓時尤其明顯,模具溫度低於50度時,塑件不光滑,易產生熔接不良,留痕,90度以上易發生翹曲變形4.塑膠壁厚須均勻,避免缺膠,尖角,以防應力集中.聚氯乙烯採用聚苯乙烯標準物,以THF(四氫呋喃)為流動相(注意您的柱子要能用於THF),示差折光檢測器,用普適標定法測定PVC的分子量及其分佈。
多數文獻給出的是各聚合物在25℃時的K和α值, 目前可靠的文獻上尚未發現28℃時聚苯乙烯和聚氯乙烯的K和α值。
如果不一定要在28℃時測定PVC的分子量,可採用25℃時測定,此時PS和PVC 的K、a如下:PS:K=0.016, a=0.706 PCV:K=0.0163, a=0.766<br>定義、特點聚氯乙烯瓦(UPVC輕質屋面瓦)是一種新型的屋面防水材料。
聚氯乙烯瓦是以硬質聚氯乙烯(UPVC)為主體材料並分別加以熱穩定劑、潤滑劑、填料以及光遮罩劑、紫外線吸收劑、發泡劑等,經混合、塑化並經三層共擠出成型而是得的三層共擠芯層發泡聚乙烯聚氯乙烯聚苯乙烯聚丙烯有什麼區別聚乙烯PE未著色時呈乳白色半透明,蠟狀;用手摸製品有滑膩的感覺,柔而韌;稍能伸長。
一般低密度聚乙烯較軟,透明度較好;高密度聚乙烯較硬。
常見製品:手提袋、水管、油桶、飲料瓶(鈣奶瓶)、日常用品等。
聚丙烯PP未著色時呈白色半透明,蠟狀;比聚乙烯輕。
透明度也較聚乙烯好,比聚乙烯剛硬。
常見製品:盆、桶、傢俱、薄膜、編織袋、瓶蓋、汽車保險杠等。
聚苯乙烯PS在未著色時透明。
製品落地或敲打,有金屬似的清脆聲,光澤和透明很好,類似於玻璃,性脆易斷裂,用手指甲可以在製品表面劃出痕跡。
改性聚苯乙烯為不透明。
常見製品:文具、杯子、食品容器、家電外殼、電氣配件等聚氯乙烯PVC本色為微黃色半透明狀,有光澤。
透明度勝於聚乙烯、聚苯烯,差於聚苯乙烯,隨助劑用量不同,分為軟、硬聚氯乙烯,軟製品柔而韌,手感粘,硬製品的硬度高於低密度聚乙烯,而低於聚丙烯,在屈折處會出現白化現象。
常見製品:板材、管材、鞋底、玩具、門窗、電線外皮、文具等聚對苯二甲酸乙二醇酯PET透明度很好,強度和韌性優於聚苯乙烯和聚氯乙烯,不易破碎。
常見製品:常為瓶類製品如可樂、礦泉水瓶等聚乙烯廢棄物聚乙烯是塑膠中產量最大、用途極廣的熱塑性塑膠,它是由乙烯聚合而成,是部分結晶材料,可用一般熱塑性塑膠的成型方法加工。
聚乙烯可分為高密度聚乙烯、低密度聚乙烯和線型低密度聚乙烯三大類。
高密度聚乙烯的密度一般高於0.94g/,而低密度聚乙烯和線型低密度聚乙烯的密度在0.91~0.94g/cm之間。
廢舊聚乙烯薄膜主要來源有兩方面:1.薄膜生產中產生的邊角料、殘次品等。
這些廢料清潔,品種明確,可粉碎壓縮後直接送入擠出機造粒,回收過程較簡單。
2.來自化學工業、電氣工業、食品與消費品工業等廢棄薄膜。
這些廢膜均已被污染,有的已著色並印有商標,有的還含有砂子、木屑或碎紙等雜質。
聚乙烯由於價廉易得、成型方便,所以其製品應用範圍很廣,但用得最多的還是包裝製品,估計在60%以上。
高密度聚乙烯主要用於包裝用膜和瓶類、中空容器上;低密度聚乙烯的最主要用途是包裝用膜和農用膜;線型低密度聚乙烯主要用於薄膜、膜塑件、管材以及電線電纜上。
聚氯乙烯廢棄物聚氯乙烯歷史上曾經是使用量最大的塑膠,現在某些領域上以被聚乙烯、PET所代替,但仍然在大量使用,其消耗量僅次於聚乙烯和聚丙烯。
聚氯乙烯製品形式十分豐富,可分為硬聚氯乙烯、軟聚氯乙烯、聚氯乙烯糊三大類。
硬聚氯乙烯主要用於管材、門窗型材、片材等擠出產品,以及管接頭、電氣零件等注塑件和擠出吹型的瓶類產品,它們約占聚氯乙烯65%以上的消耗。
軟聚氯乙烯主要用於壓延片、汽車內飾品、手袋、薄膜、標籤、電線電纜、醫用製品等。
聚氯乙烯糊約占聚氯乙烯製品的10%,主要用產品有搪塑製品等。
聚甲基丙烯酸甲酯廢棄物聚甲基丙烯酸甲酯(PMMA)俗稱有機玻璃。
PMMA具有其他塑膠所沒有的獨特性能:極好的透明度(接近於玻璃);韌性、耐化學性、耐候性都很好。
因而已大量用於汽車、醫療器械、室內游泳池等地方,隨著汽車等相關工業的發展,PMMA的用量也越來越大。
PMMA產品主要有三類:澆鑄或擠出法制得的片材;已含有改性劑、顏料等助劑的特定產品;油漆和塗料。
聚苯乙烯廢棄物聚苯乙烯是苯乙烯的均聚物,是一種熱塑性通用塑膠,產量僅次於聚乙烯、聚丙烯、聚氯乙烯。
聚苯乙烯的應用範圍很廣。
可大致分為以下四方面:通用聚苯乙烯:產品大量日用製品以及家電、電腦、醫療等透明製品上。
高抗沖聚苯乙烯:大大提高了其衝擊強度和斷裂伸長率,產品廣泛用於電氣配件、家電外殼、食品容器等。
擠出發泡聚苯乙烯片材及其熱成型製品:厚的板材主要用於作絕熱、隔音、防震材料。
熱成型製品則大量用於食品包裝以及速食食品容器。
可發性聚苯乙烯泡沫製品:產品用於電器的防震包裝,建築、冷凍等行業的絕熱材料。
前二類聚苯乙烯製品使用壽命長,廢棄厚可用常規的回收方法回收,故對環境的壓力也較小。
而後二類聚苯乙烯製品則多屬於一次性包裝,體積大,消耗量大,如不處理而直接廢棄,會對環境造成極大的壓力。
人們常說的“白色污染”中很大一部分內容即是泡沫聚苯乙烯。
聚對苯二甲酸乙二醇酯廢棄物聚對苯二甲酸乙二醇酯(PET)是對對苯二甲酸或二甲基對聚對苯二甲酸與乙二醇酯的縮聚物,是一種線型熱塑性塑膠。
PET通常是一種結晶型塑膠,但在瓶、薄膜產品中,為了其高度透明,可用特殊的工藝條件使之成為無定型塑膠。
PET由於性能優良,成本低,用途非常廣。
根據其製品形式,可分為四類:聚酯纖維、薄膜、工程注塑件、瓶類。
PET瓶由於質輕不碎、能耗低等優勢,替代了一些傳統的包裝材料,大量應用在食品、飲料、化妝品等領域,特別是飲料瓶,PET已占絕對優勢。
飲料瓶都是一次性使用,所以廢棄量極大。
PET瓶的回收技術在國外已達到相當高的水準,美國、德國等國家回收率現已達80%以上。
不僅如此,為方便回收,這些國家還專門制訂了一些地方性法規,對PET瓶的廢棄、收集、使用、設計製造了強制性的規定。
廢舊塑膠來源簡單分類塑膠,尤其是熱塑性塑膠,在合成、成型加工、流通與消費等每一個環節都會產生廢料或廢棄製品,統稱為“塑膠廢棄物”,其中絕大多數產生於消費使用過程中,而且尤以包裝材料、農膜及一次性藥品的廢棄量最大。
廢舊塑膠的產生:1.樹脂生產中產生的廢料;2.成型加工過程中產生的廢料;3.配混和再生加工過程中產生的廢料;4.二次加工中產生的廢料;5.工業消費後塑膠廢料;這類廢舊廢料來源廣,使用情況複雜,必須經過處理才能回收再用。
這類廢棄物包括:1)化學工業中使用過的袋、桶等;2)紡織工業中的容器、廢人造纖維絲等;3)家電行業中的包裝材料、泡沫防震墊等;4)建築行業中的建材、管材等;5)灌裝工業中的收縮膜、拉伸膜等;6)食品加工業中的周轉箱、蛋托等;7)農業中的地膜、大棚膜、化肥袋等;8)漁業中的魚網、浮球等;9)報廢車輛上拆卸下來的保險杠、燃油箱、蓄電池箱等。
6.生活消費後的廢舊塑膠ABS樹脂(丙烯腈-苯乙烯-丁二烯共聚物,ABS是Acrylonitrile Butadiene Styrene的首字母縮寫)是一種強度高、韌性好、易於加工成型的熱塑型高分子材料。
結構ABS樹脂是丙烯腈(Acrylonitrile)、1,3-丁二烯(Butadiene)、苯乙烯(Styrene)三種單體的接枝共聚物。
它的分子式可以寫為(C8H8•C4H6•C3H3N)x,但實際上往往是含丁二烯的接枝共聚物與丙烯腈-苯乙烯共聚物的混合物,其中,丙烯腈占15%~35%,丁二烯占5%~30%,苯乙烯占40%~60%,最常見的比例是A:B:S=20:30:50,此時ABS樹脂熔點為175℃。
隨著三種成分比例的調整,樹脂的物理性能會有一定的變化:1,3-丁二烯為ABS樹脂提供低溫延展性和抗衝擊性,但是過多的丁二烯會降低樹脂的硬度、光澤及流動性;丙烯腈為ABS樹脂提供硬度、耐熱性、耐酸堿鹽等化學腐蝕的性質;苯乙烯為ABS樹脂提供硬度、加工的流動性及產品表面的光潔度。
性質ABS樹脂是微黃色固體,有一定的韌性,密度約為1.04~1.06 g/cm3。
它抗酸、堿、鹽的腐蝕能力比較強,也可在一定程度上耐受有機溶劑溶解。
ABS樹脂可以在-25℃~60℃的環境下表現正常,而且有很好的成型性,加工出的產品表面光潔,易於染色和電鍍。
因此它可以被用於家電外殼、玩具等日常用品。