某汽车总装工艺方案-设备清单
某新能源汽车总装车间工艺设计方案
1引言新能源汽车是指采用非常规的车用燃料作为动力源,综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进,具有新技术、新结构的汽车。
我国新能源汽车产业始于21世纪初,2001年,新能源汽车研究项目被列入国家“十五”期间的“863”重大科技课题,“十一五”以来,我国提出“节能和新能源汽车”战略,随着政府对新能源汽车研发和产业化的高度关注,经过多年的发展、改进、创新,生产技术得到了很大的进步。
新能源汽车包括混合动力电动汽车(HEV)、纯电动汽车(BEV)、燃料电池电动汽车(FCEV)、其他新能源(如超级电容器、飞轮等高效储能器)汽车等。
本文主要介绍纯电动汽车装配车间的工艺设计方案与装配生产线。
2装配车间概况2.1生产任务新能源汽车装配车间主要承担纯电动汽车的部件装配和整车总装任务,此外还承担整车下线调试、检测及返修等任务。
2.2生产纲领新能源汽车装配车间拟定主要产品生产纲领为:年产各类纯电汽车30万辆。
属于批量生产。
2.3工作制度与年时基数新能源装配车间采用双班制组织生产,每班8h,全年工作时间为300d。
3设计原则及设计依据3.1设计原则1)在工艺设备布局上,充分考虑批量新能源汽车产品的生产特点,按照工艺路线顺,物流路线短的原则进行设备布某新能源汽车总装车间工艺设计方案Process Design Scheme of a New Energy Vehicle Assembly Workshop桑清宇,黄锦文(中机第一设计研究院有限公司,合肥230601)SANG Qing-yu,HUANG Jin-wen(First Design and Research Institute MI China Co.Ltd.,Hefei230601,China)【摘要】根据企业的发展战略,某公司拟新建新能源汽车制造园区,规划年产能30万辆。
工艺设计运用精益生产理念,结合了标准化、柔性化、模块化的设计原则,冲压、焊装、涂装、总装4大工艺参照国产车主流工艺,并结合新能源汽车生产特点进行精心设计。
某汽车总装项目总装工艺初步分析报告(新)
天津长城汽车总装项目总装工艺初步分析报告编制:黄志勇2008-12-18目录一、项目说明1.生产纲领及产品技术参数2.工作制度和年时基数3.设计原则二.生产布局及工艺方案说明1. 生产布局说明2.工艺流程说明3.各线体作业内容说明4.物流方案说明5.工具方案说明6.三期经验、教训总结三、投资经济性分析1.与三部、天津丰田三厂投资对比2.天津长城与保定长城三期、天津丰田三厂总装生产线体工艺设备对比3.与其它日韩系汽车企业设备对比4.几种不同产能投资对比5.产能分析6、环保、节能、消防措施7.设备明细及投资估算8.分步建设实施方案一、项目说明1.生产纲领及产品技术参数:生产纲领:24万/年年工作日:300天工作班制:2班/天;10小时/班生产节拍:55JPH产品类型:B级乘用车、SUV、MPV整车最大外形尺寸:长5015mm×宽1865mm×高1650mm整车身最大重量:1870kg驱动型式:前驱、后驱、四驱车身型式:承载车身轮胎安装型式:M12×1.25 5轴/轮积放长度:5400(mm)建设规模:48万辆/年(分二期建设,第一期24万辆/年,第二期24万辆/年)。
2.工作制度和年时基数总装车间采用双大班工作制,全年工作300天,年时基数见下表:表1.工作制度和年时基数表序号部门名称全年工作日(d)采用班制年时基数(h)备注设备工人1 总装车间300 双班5730 28652 交检及评审车间300 双班5730 2865 表2.车间组成及任务表序号项目担负任务车间组成备注1 总装车间承担年产24万辆乘用车(一期)的车身内饰装配、底盘装配、最终装配、整车安全性能检测试验、调试返修等任务内饰工段、底盘工段、后装工段、调整工段、检测工段、物流配送工段等2 交检及评审车间承担试车后的交检、补漆返修及部分外发车辆的喷蜡、整车评审工作交检工段、补漆工段等3.设计原则总装项目设计以“精益”为主线,以天津丰田三厂为标杆,充分总结一、三期建设的经验及教训,追求投资的经济性、合理性,本着“关键设备进口、设备定位中等、不过分追求少人化”的原则进行设计:1).设计最大产能:55JPH,工艺及设备水平定位:“够用就好”,不盲目追求高自动化水平;2).三个平台车身定位孔均在工装保证范围内;3).本着“一次设计,分步实施、滚动发展”的原则进行设计和建设;4).追求先进的物流管理方式,避免较大的物流区浪费,以压缩基建投资。
汽车维修企业设备清单

制动检测设备
制动检测设备
使用注意事项
用于检测汽车的制动性能,确保制动 系统工作正常。
定期校准设备,确保准确性;注意设 备的清洁和保养;根据不同的车型选 择合适的检测设备。
检测原理
通过模拟制动过程,测量制动盘或制 动鼓的温度、制动时间和距离等参数 ,以判断制动性能是否符合要求。
03 汽车保养设备
空气滤清器更换设备
使用注意事项
定期校准设备,确保准确性;根 据车型和检测标准选择合适的设
备;注意设备的维护和保养。
油液检测设备
01
02
03
油液检测设备
用于检测汽车油液的质量 和性能,如机油、刹车油 、转向油等。
检测原理
通过采集油液样本,分析 其中的成分、粘度、水分 等参数,以判断油液的性 能和状态。
使用注意事项
定期校准设备,确保准确 性;注意设备的清洁和保 养;根据不同的油液选择 合适的检测设备。
打蜡机
利用打蜡海绵将蜡均匀涂抹在车漆表面,保护车漆不受腐蚀和损伤。
内饰清洁设备
内饰清洗剂
适用于各种内饰材料的清洁,能够有 效去除污渍和异味。
内饰清洁工具
包括吸尘器、刷子、抹布等,用于清 洁车内各个角落和细节部位。
刹车油抽吸机
用于抽取刹车油并排空旧油的设 备,确保油路清洁。
刹车油
根据不同车型的需求,准备各种 规格的刹车油备件。
04 汽车美容设备
洗车设备
自动洗车机
利用高压水流和清洗剂自动清洗车身,提高洗车效率。
手工洗车工具
包括水桶、水枪、海绵、擦车布等,适用于精细清洗和特殊污渍处理。
抛光打蜡设备
抛光机
通过高速旋转的抛光轮,将车漆表面的划痕、氧化层等磨去,恢复车漆光泽。
汽车制造主要施工机械设备表
汽车制造主要施工机械设备表以下是汽车制造主要的施工机械设备列表:
1. 汽车装配设备
- 车身焊接设备:用于将汽车车身的各个部件进行焊接,如点
焊机、焊接机器人等。
- 车身涂装设备:用于给汽车车身进行涂装,如喷漆机、喷涂
机器人等。
- 车身总装设备:用于将车身焊接好的各个部件进行总装,如
总装线、装配机器人等。
2. 发动机制造设备
- 发动机铸造设备:用于生产发动机铸件,如铸造机、模具等。
- 发动机机加工设备:用于对发动机进行机加工,如车削机、
钻床、磨床等。
3. 底盘制造设备
- 底盘焊接设备:用于将底盘的各个部件进行焊接,如点焊机、焊接机器人等。
- 底盘总装设备:用于将底盘焊接好的各个部件进行总装,如
总装线、装配机器人等。
4. 内饰制造设备
- 内饰注塑设备:用于生产汽车内饰塑料件,如注塑机、模具等。
- 内饰装配设备:用于将内饰各个部件进行装配,如装配线、
装配机器人等。
5. 车身检测设备
- 车身测量设备:用于对汽车车身进行尺寸测量,如三坐标测
量机、投影仪等。
- 车身质检设备:用于对汽车车身进行质量检测,如检漏设备、X射线设备等。
以上是主要的汽车制造施工机械设备,用于汽车制造过程中的
各个环节。
不同设备的运用可以提高汽车生产效率和品质。
汽车厂总装工艺设备清单

定量加注 L=90m
进口
进口
待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定
待定
14 14
20
115 5
4 4 30 120
115 5
111 1
111 1
1 1 16 16
2 2 150 300
(33 (33
()3 ()3 60 60
()6 ()6 1
3
依据
人民币(万 元)
每 台合 计
美元 (万元)
备注
非标 非标 非标 非标 非标 非标 非标 非标
L=416m L=420m L=360m L=120m L=20m L=56m L=20m L=20m
非标 非标
L=800m
待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定
1 1 140 140 1 1 70 70 1 1 140 140 1 1 15 15 1 1 20 20 1 1 20 20 1 1 20 20 1 1 20 20 111 1 113 3 2 2 40 80 222 4 1 1 60 60
38
防盗配钥匙设备
39
主生产线安东系统
40 4-1052、53
淋雨试验线
41 4-1054、55、56 检测线
42
四轮综合定位试验台
43
侧滑试验台
44
尾气分析仪
45
转毂试验台
46
灯光检测仪
47
声级计
48
微机控制系统(联网)
双柱举升机
49 4-1057~64
四柱举升机
非标 非标 非标 非标 非标 非标 非标
汽车总装车间工艺流程
汽车总装车间工艺流程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1、总装配的主要工作内容1.1物流系统准备:(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2制定生产计划进度1.3制定装配工艺规程:(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1.4装配的工作内容1)冲洗、点件:进人加装的零件必须先展开冲洗,以除去在生产、储藏、运输过程中所附着的油脂、污物、工件、灰尘等。
有关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)均衡处置:运转机件的均衡就是加装过程中的一项关键工作。
尤其就是那些输出功率低、运转平稳性建议低的机器,对其零、部件的均衡建议更为严苛。
旋转体机件的均衡存有静平衡和动平衡两种方法。
对于盘状旋转体零件,例如皮带轮、飞轮等,通常只展开静平衡;对于长度小的转动机件,例如曲轴、传动轴等,必须展开动平衡。
3)过盈连接:对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接:在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生伸展变形,螺栓头部、螺母底面与被连接件碰触较好。
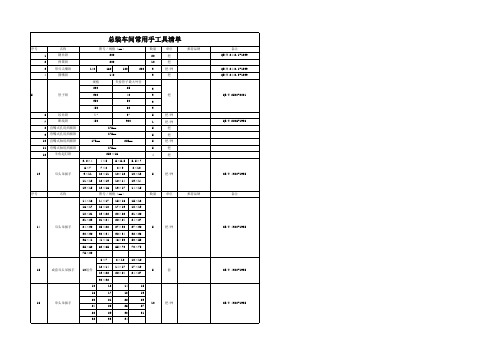
汽车总装车间通用工具清单
42
44
45
46
48
50
直径
52
55
56
58
60
数量 5 5 5 2
2
1
单位 套 把 把
把/种
把/种
把/种
推荐品牌
备注 完善
序号
名称
4
手用加长绞刀
图号/规格(mm)
直径
刃长
27
≥250
数量
单位
推荐品牌
2
把/种
备注
28
4
手用加长绞刀
30
≥250 ≥250
2
把/种
32
≥250
34
≥250
3
4
5
6
8
10
GB/T 4388-1995 备注
GB/T 4388-1995
GB/T 4388-1995
GB/T 4388-1995
17 序号
梅花扳手 名称
10组件
5.5×7 10×12 27×30 14×17 30×32 19×22 图号/规格(mm)
8×10 12×14 17×19 22×24
5 数量
套 单位
12
校管平台
13
小型钻床
总装车间操纵工具清单
图号/规格(mm)
管径:4-32 管径:10-42 长x宽x高:2x4x0.2 (米) 最大钻孔能力:Ф20
数量 3 3 2 50 5 1 2 1
单位 套 套 把 片 把 套 台 台
推荐品牌
备注 与割刀匹配
总装车间切削工具购买清单
序号 1 2
3
名称 钻头 加长钻头
34
数量 20 10 3 3 3 3 3 3 5 1 5 5 5 5 4
汽车总装车间工艺流程

汽车总装车间工艺流程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1、总装配的主要工作内容1.1物流系统准备:(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2制定生产计划进度1.3制定装配工艺规程:(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1.4装配的工作内容1)清洗、点件:进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理:运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接:对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接:在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车专项维修所需设备清单

汽车专项维修所需设备清单一、工作台和工具柜汽车专项维修需要一个稳固的工作台和工具柜,以便对汽车进行维修和保养时放置工具和零件。
工作台应该具有足够的承重能力,同时工具柜需要分层设计,便于整理和存放各类工具和配件。
二、扳手和套筒在汽车维修中,扳手和套筒是必不可少的工具。
扳手用于拧紧和松开螺丝,而套筒则可以更有效地拆卸和安装各种汽车零部件。
不同规格和尺寸的扳手和套筒则能够适用于不同型号的汽车。
三、螺丝刀和扳手螺丝刀和扳手是汽车维修中常用的工具,用于拆卸和安装汽车上的各种螺丝。
螺丝刀的种类也多样,有十字头、平头、六角头等,以满足不同螺丝的需求。
同时,扳手的不同长度和尺寸也可依据需要进行选择。
四、气动工具气动工具在汽车维修中具有高效、便捷的特点,例如气动扳手、气动钻孔机等。
这些工具可以提高工作效率,特别适用于一些较为繁琐的维修工作。
五、吊车和千斤顶吊车和千斤顶是用于汽车维修中举升汽车的工具,以便更轻松地进行底盘工作。
吊车一般用于举起整个汽车,而千斤顶则常用于单独的轮胎更换等工作。
六、检测设备汽车专项维修所需的设备还包括各类检测设备,如汽车故障诊断仪、发动机检测仪等。
这些设备可以帮助技师快速、准确地找出汽车故障的原因,从而更快速地进行维修工作。
七、液压工具液压工具在汽车维修中也扮演着重要的角色,例如液压千斤顶、液压千斤顶等。
这些工具可以提供更大的举升力和作用力,适用于一些较重的汽车部件维修。
八、喷漆设备汽车维修时可能需要进行车身喷漆或局部修复,因此喷漆设备也是一个不可或缺的设备。
喷漆设备包括喷漆枪、喷漆舱等,可以为汽车维修提供涂装服务。
九、废气处理设备为了符合环保标准,汽车专项维修所需设备也应包括废气处理设备,如尾气排放检测仪、废气处理装置等。
这些设备可以确保汽车维修过程中产生的废气不会对环境造成污染。
十、工作服和防护用品在汽车维修中,工作服和防护用品同样是必备的设备,如工作手套、护目镜、口罩等。
这些用品可以保护技师免受伤害,确保工作安全进行。
整车-总装工具、力矩清单

零部件名称 十字槽盘头螺钉 六角法兰面螺母 六角头螺栓 六角法兰面螺栓(加长型) 十字槽盘头自攻螺钉 十字槽盘头螺钉 十字槽盘头螺钉 十字槽凹穴六角头自攻螺钉+平垫圈 十字槽盘头螺钉/十字槽沉头螺钉 十字槽盘头螺钉 十字槽盘头自攻螺钉 十字槽凹穴六角头螺栓、弹簧垫圈、大垫 圈组合件 十字槽盘头自攻螺钉 十字槽盘头自攻螺钉 十字槽盘头自攻螺钉和大垫圈组合件 十字槽大半圆头自攻螺钉 零部件名称 六角法兰面螺栓M6*12 六角头螺栓、弹簧垫圈和平垫圈组件 六角头螺栓、弹簧垫圈和平垫圈组件 六角法兰面螺栓 M6*12 六角法兰面螺栓 M6*10 六角法兰面螺栓 M6*10 六角法兰面螺栓 M6*12 六角法兰面螺栓 M6*12 六角法兰面螺栓 M6*12 六角法兰面螺栓 M6*12 六角法兰面螺栓 M6*10 全金属六角法兰面锁紧螺母 六角法兰面螺栓 M6*10 全金属六角法兰面锁紧螺母 六角头螺栓、弹簧垫圈和平垫圈组合件 六角头螺栓、弹簧垫圈和平垫圈组合件 六角头螺栓、弹簧垫圈和平垫圈组合件 六角头螺栓、弹簧垫圈和平垫圈组合件 六角头螺栓、弹簧垫圈和平垫圈组合件 六角头螺栓、弹簧垫圈和平垫圈组合件 六角法兰面螺栓 六角法兰面螺栓
零部件名称 自带螺母 自攻螺钉 十字槽半沉头螺钉和锥形垫圈组合件 十字槽半沉头螺钉和锥形垫圈组合件 十字槽盘头螺钉和平垫圈组合件 十字槽盘头螺钉和平垫圈组合件 十字槽半沉头螺钉和锥形垫圈组合件 十字槽半沉头螺钉和锥形垫圈组合件 自攻螺钉 全金属六角法兰面锁紧螺母 六角头螺栓、弹簧垫圈和平垫圈组合件 全金属六角法兰面锁紧螺母 M6 十字槽沉头螺钉和锥形垫圈组合件 自攻螺钉 六角头螺栓 六角头螺栓、弹簧垫圈和平垫圈组合件 十字沉头螺钉 六角头螺栓和平垫圈组件 六角头螺栓和弹簧垫圈组合件 十字沉头螺钉 六角头螺栓和平垫圈组件 全金属六角法兰面锁紧螺母 全金属六角法兰面锁紧螺母 十字槽盘头螺钉和平垫圈组合件 六角头螺栓 六角头螺栓 六角头螺栓 六角法兰面螺栓 零部件名称 六角法兰面螺栓M8*16*1.25 六角头螺栓、弹簧垫圈和平垫圈组件 十字槽盘头螺钉、弹簧垫圈和平垫垫组合 A型蜗杆传动式软管环箍 D=35-45 A型蜗杆传动式软管环箍 D=10-16 A型蜗杆传动式软管环箍 D=10-16 A型蜗杆传动式软管环箍 D=10-16 A型蜗杆传动式软管环箍 D=10-16 六角法兰面螺母 六角头螺栓和弹簧垫圈组件 六角法兰面螺栓M6*12
汽车制造总装配工艺

总装配车间工艺平面布置图
总装配车间工艺平面布置图的内容 ①总装配线长度及作业区;②车间通道;
③天车或单轨电动葫芦等各种运输设备的运行轨 道及其标高,设备平面团号;④其它设备和主要 工艺装备(如分装台、气动吊等)的安装位置及其 平面图号;⑤操作工位;⑥其他分装地、储存地、 生活间、厕所等的位置;⑦厂房的长、宽、高及 按建筑的要求表示墙体、门、窗、柱子及柱轴编 号;⑧车间内水、电、气等的动力供应点;⑨对 车间的照明、地坪负荷、通风除尘、采暖和防暑 降温要求及对厂房的结构或材料等要求加以明确 的说明。
整车制造工艺
1 冲压
冷冲压或板料冲压是使金属板料在冲模中承 受压力而被切离或成形的加工方法。采用冷冲压 加工的汽车零件有:发动机油底壳,制动器底板, 汽车车架以及大多数车身零件。这些零件一般都 经过落料、冲孔、拉深、弯曲、翻边、修整等工 序而成形。为了制造冷冲压零件,必须制备冲模。 冲模通常分为2块,其中一块安装在压床上方并可 上下滑动,另一块安装在压床下方并固定不动。 生产时,坯料放在2块冲模之间,当上下模合拢时, 冲压工序就完成了。冲压加工的生产率很高,并 可制造形状复杂而且精度较高的零件。
总装质量检验 1.总装质量检验内容
油漆检验、零部件检验、电器检验、雨淋检验 2.总装质量检验方法
装配工自检、车间检验、整厂质量检验、 奥地特检验:每天抽检四辆出厂车、检查质量、 分析缺陷 原因、追查责任。 3.装配过程中的常见问题: 装配不到位,接线不到位; 油漆、碰毛,拉毛
总装车间劳动安全
1.进入总装车间,一定要穿戴好工作衣裤,裤带的 金属搭 扣,衣服纽扣,钥匙圈不能外露。不能带 戒指、手表劳动,以免将车身表面油漆划破。
个焊点。焊点的强度要求很高,每个焊点可承受 5kN的拉力,甚至将钢板撕裂,仍不能将焊点部 位分离。
汽车维护厂设备和设施清单

汽车维护厂设备和设施清单设备清单1. 汽车维修工具:- 扳手套装- 螺丝刀套装- 扳手- 油滤器扳手- 排气扳手- 汽车千斤顶- 轮胎千斤顶- 手电筒- 压缩机- 汽车电瓶充电器- 汽车喷漆枪2. 检测设备:- 发动机故障诊断仪- 车辆电脑诊断仪- 排放气体分析仪- 胎压监测仪- 刹车力量测试仪- 电池测试仪- 灯光测试仪3. 维修设备:- 汽车升降机- 轮胎平衡机- 轮胎更换机- 刹车片更换机- 发动机维修工作台- 冷却系统维修设备- 电气系统维修设备4. 清洁设备:- 高压洗车机- 空气压缩机- 吸尘器- 清洗剂和润滑剂5. 辅助设备:- 办公设备(电脑、打印机、传真机等)- 客户休息区设施(沙发、咖啡机、饮水机等)- 停车区域设施清单1. 维修区域:- 维修车间- 工作台和工作区- 零件和工具存储区域- 液体储存区域(燃油、润滑油等)2. 客户区域:- 接待台- 客户休息区- 客户咨询区- 休息室和洗手间3. 办公区域:- 办公室- 文件存档区域- 会议室4. 停车区域:- 客户停车区- 员工停车区- 车辆存放区5. 安全设施:- 灭火器- 紧急出口和逃生通道- 安全摄像监控系统- 安全警报系统- 应急救援设备以上是汽车维护厂的设备和设施清单,这些设备和设施可以帮助您进行高效的汽车维护和修理工作,并提供良好的客户服务体验。
某汽车总装项目总装工艺初步分析报告

某汽车总装项目总装工艺初步分析报告对外投资建设总装生技部编制:黄志勇2008-12-181对外投资建设总装生技部目录一、项目说明1.生产纲领及产品技术参数2.工作制度和年时基数3.设计原则二.生产布局及工艺方案说明1. 生产布局说明2.工艺流程说明3.各线体作业内容说明4.物流方案说明5.工具方案说明6.三期经验、教训总结三、投资经济性分析1.与三部、天津丰田三厂投资对比2.天津长城与保定长城三期、天津丰田三厂总装生产线体工艺设备对比3.与其它日韩系汽车企业设备对比4.几种不同产能投资对比5.产能分析6、环保、节能、消防措施7.设备明细及投资估算8.分步建设实施方案2对外投资建设总装生技部一、项目说明1.生产纲领及产品技术参数:生产纲领: 24万/年年工作日: 300天工作班制: 2班/天,10小时/班生产节拍: 55JPH产品类型: B级乘用车、SUV、MPV整车最大外形尺寸: 长5015mm×宽1865mm×高1650mm整车身最大重量: 1870kg驱动型式: 前驱、后驱、四驱车身型式: 承载车身轮胎安装型式: M12×1.25 5轴/轮积放长度: 5400,mm,建设规模:48万辆/年,分二期建设~第一期24万辆/年~第二期24万辆/年,。
2.工作制度和年时基数总装车间采用双大班工作制~全年工作300天~年时基数见下表: 表1.工作制度和年时基数表年时基数(h) 序全年工作日采用部门名称备注号 (d) 班制设备工人 1 总装车间 300 双班 5730 2865 2 交检及评审车间 300 双班 5730 2865 表2.车间组成及任务表3对外投资建设总装生技部序项目担负任务车间组成备注号承担年产24万辆乘用车,一内饰工段、底盘期,的车身内饰装配、底盘工段、后装工段、1 总装车间装配、最终装配、整车安全调整工段、检测性能检测试验、调试返修等工段、物流配送任务工段等承担试车后的交检、补漆返交检工段、补漆2 交检及评审车间修及部分外发车辆的喷蜡、工段等整车评审工作3.设计原则总装项目设计以“精益”为主线~以天津丰田三厂为标杆~充分总结一、三期建设的经验及教训~追求投资的经济性、合理性~本着“关键设备进口、设备定位中等、不过分追求少人化”的原则进行设计:1).设计最大产能:55JPH~工艺及设备水平定位:“够用就好”~不盲目追求高自动化水平,2).三个平台车身定位孔均在工装保证范围内,3).本着“一次设计~分步实施、滚动发展”的原则进行设计和建设, 4).追求先进的物流管理方式~避免较大的物流区浪费~以压缩基建投资。
附录汽车制造行业企业设备设施清单成果
附录汽车制造行业企业设备设施清单成果
以下为某汽车制造企业在生产过程中所使用的主要设备设施清单。
为了保护企业的商业机密,部分设备名称会进行简化,但不会影响设备的主要功能描述。
车身制造车间
装配线设备
•车身段焊接装配线
•喷涂装配线
•喷涂烘干设备
•联网检测设备
•待喷件自动上下料装置
•烤漆车间压缩机
•空气净化设备
•抛光设备
冲压设备
•裁板模具
•弯曲模具
•拉伸模具
•冷锻模具
•双列冲床
•液压剪床
•台式钻铣床
拉伸设备
•拉伸机
•管件成型机
•管组焊机
•焊缝清理设备
•超声波探伤设备
内饰制造车间
制革设备
•制革机
•模具车间
•视觉检测设备
•卷皮机
•超声波成型设备
缝纫设备
•缝纫单机
•缝纫机组
•四针六线厚料缝纫机
•多头电脑刺绣机
绿化设备
•植物栽培系统
•滴灌设备
•电热除草器
•自动喷雾设备
组装车间
组装设备
•安装定位装置
•车架调平装置
•管道连接装置
•组装生产线
•拉力测试机
•电子轮廓仪
•换挡杆自动贴标机
调试设备
•引擎参数测试仪
•发动机声音测试装置
•动态重心测试仪
•发动机理论燃烧室压力测试仪
•发动机寿命测试系统
以上为附录汽车制造行业企业设备设施清单成果,供参考。
汽车制造工艺设计教案6-1汽车总装设备

汽车总装设备
一、能够正确认识汽车的装配设备
1. 根据所学,正确连线。
自行葫芦输送机
普通悬挂输送机
积放式悬挂输送
机
2.下图是哪一种地面输送机,其特点是什么?
_________________________________________________________________ _________________________________________________________________ _________________________________________________________________ 3.下图是什么设备,请简述介绍下此设备。
_________________________________________________________________ _________________________________________________________________ _________________________________________________________________ 4.根据所学各种油液加注设备,把下列表格填写完整。
序号油液名称加液设备加注方法
1 冷却液
2 制动液
3 空调制冷剂
4 动力转向液压油
5 发动机机油
6 变速器齿轮油
7 挡风玻璃洗涤液
8 后桥齿轮油
9 燃油
5.请把下列螺纹紧固设备归归类。
气动工具
手工工具
扭力扳手。
总装厂设备明细表110111

数量(台)
电力
容量(KW)
估价(万)
工艺要求参数
备注
9
车身储存线
地面摩擦式
ZZ-TM009
台车间距4800mm,
江苏天奇
1
140
¥1200
台车间距4800mm,输送速度
输送速度20m/min
20m/min
10
助力机械手
PBF-SM75型平
ZZ-TM010
额定负载G=75kg
上海永乾
2
0.5
¥2
额定负载G=75kg,服务半径
奇瑞汽车股份有限公司
设备明细表
车间
总装
CR11-5792-1001
线体
内饰一线
共3页
第1页
序号
名称
型号及规格
平面图号
主要技术参数
产地
数量(台)
电力
容量(KW)
估价(万)
工艺要求参数
备注
1
车身内饰线Ⅰ
地面滑板式
ZZ-TM001
滑板尺寸6130×
江苏天奇
1
70
¥300
滑板尺寸6130×3000×167,速
四柱皮带式升
ZZ-TM013
最垂直升降行程大
江苏天奇
1
最垂直升降行程大5500 mm,
降机
5500 mm,升降速
升降速度6-30m/min,输送速
度6-30m/min,输
度5-18m/min
送速度5-18m/min
3
下线叉式升降机
四柱皮带式升
ZZ-TM014
最垂直升降行程大
江苏天奇
1
最垂直升降行程大5500 mm,
汽车某车型总装工序目录

1
82
Z008/装左后导水管总成
83
Z008/装左后导水管堵件
84
Z008/卡右前室内线束卡子
85
Z008/室内线右前座椅下方线束卡子安装
86
Z008/布室内线右B柱处卡子
87
Z008/装右B柱侧碰传感器
03
1
88
Z008/布右前地板处安全气囊线束
89 Z008
90
Z008/布室内线中通道处线束,插接安全气囊模块插头 Z008/装右前导水管总成
68
Z007/装安全气囊控制器保护支架
69
02 Z007/装安全气囊控制器
1
70
Z007/装配ESP支架
71
Z008/卡左前室内线束卡子
72
Z008/布置室内线束到前挡板、安装护套,固定左前门槛处卡子
73
Z008/室内线左前座椅下方线束卡子安装
74
Z008/布室内线左B柱处卡子
Z008 01
2
75
Z008/装左B柱侧碰传感器
59
Z006/装配后地板右侧堵件、保护膜
60
Z006/装配后地板左侧堵件、保护膜
61
03 Z006/装配后地板后减震垫
1
62
Z006/装前座椅前横梁隔音垫
63
Z007/左悬置预拧
64
Z007/右悬置预拧
65
01 Z007/扫描配置表
1
66 Z007
67
Z007/打印小铭牌 Z007/VIN码拓号及装订
76
Z008/布左前地板处安全气囊线束
77
Z008/装左前导水管总成
78
Z008/左前天窗出水管堵件装配
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美元 (万元) 依据 每 台 合 计 900
人民币(万元)
备
注
小计 合计
137
137
1841
8934
360
主任工程师:
审核:
校对:
设计:
40 200 20 60 60 6 2 30 估价 估价 估价 估价 估价 估价 估价 估价 估价 378 估价 估价 1260 259 200 100 8 10 80 16 15
1 2 3 4 5 6 7 8 9
4-1001 4-1051 4-1038 4-1039 4-1013~18 4-1019、20
140 70 140 15 20 20 20 20 1 3 40 2 60
140 70 140 15 20 20 20 20 1 3 80 4 60
3米滑板 CPC+摩擦驱动 3米滑板 双板链 积放式摩擦辊道输送 链牵引式小车 积放式摩擦辊道输送 积放式摩擦辊道输送
10
11 12 13
非标 非标 L=800m
见总图
暂不定位平面图不表示
6 非标 非标 非标 非标 KBK KBK 非标 L=1800m L=370m L=200m L=100m Gn=0.25t Gn=0.5t 待定 待定 待定 待定 待定 待定 待定 待定 待定 1 1 1 1 6 2 3 15 30 60 非标 待定 待定
6 1 1 1 1 6 2 3 15 30 60 200 20 60 60 1 1 10
60 3 6 60 3 汽柴油车各3台
(3) (3) 60 (3) (3) (3) (3) (3) (3) 5 1
15
主任工程师:
审核:
校对:
设计:
设
天津长城万通汽车零部件股份有限公司 冲焊生产线、车身喷涂生产线工程
序号 49
细
表
共4页
电力安装容量 每台 (kW) 每 台合 价格 价 格
非标 非标
L=140m
待定 待定 待定 待定
1 1 1 1 1 1 2 2 1 1
1 1 1 1 1 1 2 2 1 1
58 2 40 2 2 2 2 15 10 10
58 2 40 2 2 2 4 30 10 10
估价 估价 估价 估价 估价 估价 估价 估价 估价 估价
112 10 400 25 12 12 12 70 4 4
序号 平面图编号
备
明
设备台数
细
表
共4页
电力安装容量 每台 (kW) 每 台合 价格 价 格
总装车间 质量
计 (t)
第2页
设
备
名
称
型 号 非标
主要技术规 设计参照厂家 格 原有 新增 合计 待定 待定 真空加注 真空加注 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 L=90m 待定 待定 进口 待定 待定 待定 进口 待定 待定 待定 待定 2 2 1 1 1 1 14 1 4 1 1 1 1 2 3 2 2 1 1 1 1 14 1 4 1 1 1 1 2 3
112 10 400 25 12 12 24 140 4 4
自行提升葫芦或辊道式 +自行提升葫芦 暂不定位平面图不表示
非标 非标 非标 5轴 定量加注 定量加注
待定 待定 待定 待定 待定 待定
22 23 24
三合一式 三合一式
主任工程师:
审核:
校对:
设计:
设
天津长城万通汽车零部件股份有限公司 冲焊生产线、车身喷涂生产线工程
车身空中储存线 空中输送线 车轮输送线 座椅输送线 轻型悬挂起重机 轻型悬挂起重机 装配同步输送装置 电瓶叉车 电瓶牵引车 小计 四、工位器具、工具及其它
1260 259 200 100 48 20 240 240 450 2817 400 500
台车式摩擦驱动系统 摩擦输送线 提升机+快速辊道式 提升机+快速辊道式
5 30 5 1 1 16 150
5 120 5 1 1 16 300
4-1052、53
淋雨试验线
4-1054、55、56 检测线 四轮综合定位试验台 侧滑试验台 尾气分析仪 转毂试验台 灯光检测仪 声级计 微机控制系统(联网) 双柱举升机
(3) (3) 60 (3) (3) (6) (6) 1 1
燃油供给系统 4-1006、29、50 生产管理显示系统 4-1049 随动排烟系统 钢结构 小计 三、起重运输设备
非标 非标 非标 非标 非标
待定 待定 待定 待定 待定
1 3 1 1
1 3 1 1
30 2 3 1
30 6 3 1
估价 估价 估价 估价 估价
50 45 60 3 500 658
位置
非标 非标 非标 非标 非标 非标 非标 非标
L=416m L=420m L=360m L=120m L=20m L=56m L=20m L=20m
待定 待定 待定 待定 待定 待定 待定 待定 待定 待定
1 1 1 1 1 1 1 1 1 1 2 2 1
1 1 1 1 1 1 1 1 1 1 2 2 1
2 2 30 5 2 2
4 4 30 5 2 2 20
T71-5 T71-5
定量加注 定量加注 定量加注
暂不定位平面图不表示 暂不定位平面图不表示 暂不定位平面图不表示 暂不定位平面图不表示 暂不定位平面图不表示 暂不定位平面图不表示 暂不定位平面图不表示 单板输送带
非标 非标 非标 非标 非标 非标 非标
人民币(万元)
备
注
25 26
28 29 30 31 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48
4-1036、37 4-1043、44 4-1042 4-1041 4-1047 4-1048
座椅装配辅助装置 装门机械手 三合一真空加注机 二合一真空加注机 柴油加注机 汽油加注机 返修用加注设备 油箱试漏装置 加热箱 脱附试验仪 燃油检漏仪 防盗配钥匙设备 主生产线安东系统
暂不定位平面图不表示
1 2
工位器具及其它 工具
主任工程师:
审核:
校对:
设计:
设
天津长城万通汽车零部件股份有限公司 冲焊生产线、车身喷涂生产线工程
序号 平面图编号
备
明
设备台数
细
表
共4页
电力安装容量 每台 (kW) 每 台合 价格 价 格
总装车间 质量
计 (t)
第4页
设
备
名
称
型 号
主要技术规 设计参照厂家 格 原有 新增 合计
待定 待定 待定
CPC+摩擦驱动
15 16 17 18 19 20 21
4-1009 4-1024 4-1025 4-1028 4-1030 4-1031、32 4-1033、34 4-1065 4-1066
仪表板分装及输送线 仪表板电路检测仪 AGV举升系统 蓄电池上线辅助装置 备胎上线辅助装置 车轮装配辅助装置 车轮拧紧机 发动机油加注机 变速箱油加注机
设
天津长城万通汽车零部件股份有限公司 冲焊生产线、车身喷涂生产线工程
序号 平面图编号
备
明
设备台数
细
表
共4页
电力安装容量 每台 (kW) 每 台合 价格 价 格
总装车间 质量
计 (t)
第1页
设
备
名
称
型 号
主要技术规 设计参照厂家 格 原有 新增 合计
美元 (万元) 依据 每 台 合 计 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 624 294 540 144 30 45 30 30 6 30 120 12 390 624 294 540 144 30 45 30 30 6 30 240 24 390
人民币(万元)
备
注
1
2
3 4 5 6 7 8 9
4-1007 4-1027 4-1035 4-1046 4-1021 4-1023 4-1022 4-1026 4-1004 4-1005 4-1010、11 4-1002、03 4-1012
一、生产设备 内饰装配线 底盘装配线 最终装配线 整车完整性检查线 发动机变速箱合装线 动力总成分装线 付车架分装线 后悬分装线 VIN码标牌打刻机 玻璃涂胶系统 拆门机械手 车门分装及输送线
美元 (万元) 依据 每 台 合 计 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 估价 25 5 15 5 10 200 200 150 30 3 3 30 3 3 152 25 20 15 5 10 200 400 450 300 15 15 30 30 60
总装车间 质量
计 (t)
第3页
设
备
名
称
型 号
主要技术规 设计参照厂家 格 原有 新增 合计 待定 8 71 8 71
美元 (万元) 依据 每 台 合 计 估价 2 16 4559 50 15 60 3 500 360
人民币(万元)
备
注
4-1057~64
四柱举升机 小计 二、辅助设备
1
8 1423
1 2 3 4 5