汽车总装工艺方案共56页文档
汽车制造总装配工艺
总装配工位卡
总装配工位卡 在一定的产量条件下,根据生产节 拍和装配工位数,在总装配工艺卡的基 础上编制的每个装配工位工人的作业卡, 是具体指导工人操作的工艺文件 。
总装配工位卡
总装配工位卡的内容
①工位号按装配线两侧分别为左、右顺 序编号及工位名称。②序号、作业内容、 零部件名称、图号和数量。③所用工具、 工装或量检具名称、规格、数量。④质量 要求及指标,检验方法,注意事项。⑤零 部件装配的相互位置关系图 。
汽车总装配概述
汽车总装配工艺文件
汽车总装配工艺文件
总装配车间工艺平面布置图 总装配工艺卡 总装配工位卡 工时定额表 设备明细表 检查工艺卡 辅助材料消耗定额 工具清单及工位器具(包括工艺装备和吊具)清单
总装配车间工艺平面布置图
总装配车间工艺平面布置图的内容 ①总装配线长度及作业区;②车间通道; ③天车或单轨电动葫芦等各种运输设备的运行轨 道及其标高,设备平面团号;④其它设备和主要 工艺装备(如分装台、气动吊等)的安装位置及其 平面图号;⑤操作工位;⑥其他分装地、储存地、 生活间、厕所等的位置;⑦厂房的长、宽、高及 按建筑的要求表示墙体、门、窗、柱子及柱轴编 号;⑧车间内水、电、气等的动力供应点;⑨对 车间的照明、地坪负荷、通风除尘、采暖和防暑 降温要求及对厂房的结构或材料等要求加以明确 的说明。
按集中原则进行
按分散原则进行
强制移动式
自由移动式
间隙(周期)运 行的
连续运行的
装配的生产组织形式
固定式装配
在制品固定,装配工人移动操作。 移动式装配 在制品移动,装配工人固定在某一工位
装配的生产组织形式
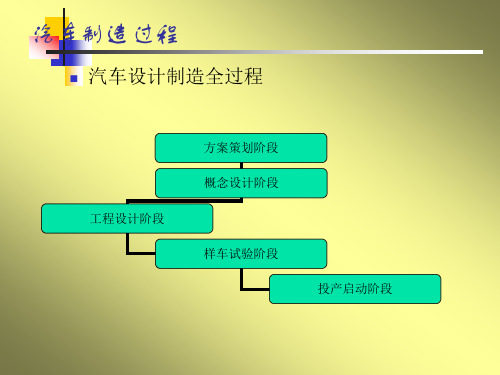
汽车总装工艺过程
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1总装配的主要工作内容1.1物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2制定生产计划进度1.3制定装配工艺规程(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1.4装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车总装工艺过程
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的.因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1 总装配的主要工作内容1.1 物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2 制定生产计划进度1.3 制定装配工艺规程(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1。
4 装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理运转机件的平衡是装配过程中的一项重要工作.尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格.旋转体机件的平衡有静平衡和动平衡两种方法.对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配.4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车总装工艺过程【范本模板】
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作.1 总装配的主要工作内容1.1 物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1。
2 制定生产计划进度1。
3 制定装配工艺规程(1)划分装配单元.(2)制定装配工艺流程.(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具.(5)通过调试确定保证精度的装配方法。
1.4 装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗.清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义.2)平衡处理运转机件的平衡是装配过程中的一项重要工作.尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格.旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡.3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配.4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车总装车间工艺流程

汽车总装车间工艺流程汽车的总装配是汽车制造过程的最后阶段,它对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
总装配的主要工作内容包括物流系统准备、制定生产计划进度、制定装配工艺规程和装配工作内容。
在物流系统准备阶段,需要组织进外协件、外购件,并进行必要的物资储备。
制定生产计划进度是为了确保总装配进度的合理性和准确性。
制定装配工艺规程包括划分装配单元、制定装配工艺流程、制定调整、检测标准、设计装配中的夹具及工位器具以及通过调试确定保证精度的装配方法。
装配的工作内容包括清洗、点件、平衡处理、过盈连接和螺纹连接。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
平衡处理对于运转机件的平衡是装配过程中的一项重要工作。
过盈连接和螺纹连接分别采用不同的装配方法,以确保连接的牢固和稳定。
总之,汽车总装配是整个汽车制造过程的最后一步,对整车的质量和性能有着重要的影响。
必须高度重视总装配工作,确保每个工作环节都符合质量标准。
螺纹连接的质量对装配质量有着重要影响。
如果拧紧的次序或施力不均,会导致零件变形,降低装配精度,甚至引起漏油、漏水、漏气等问题。
对于运转机件上的螺纹连接,如果拧紧力不达标,就会松动,影响装配质量,严重时会导致事故。
因此,对于重要的螺纹连接必须规定拧紧力的大小。
校正是指对各零部件位置进行找正和调整工作,也是装配工作的一部分。
除了基本的装配工作,还包括部件或总成的检验、试运转、油漆、包装等,这些也需要合理安排。
汽车总装配是将各种汽车零部件按照规定的技术要求,选择合理的装配方法进行组合、调试,最终形成可以行驶的汽车产品的过程。
总装配的工艺过程包括装配、调整、路试、装箱、重修、入库等环节。
装配工艺过程包括将各种汽车零部件按照一定的技术要求进行组合,对于需要润滑的部位加注润滑剂,对冷却系统加注冷却液,基本上达到组合后的汽车可以行驶的过程。
汽车总装车间工艺流程

汽车总装车间工艺流程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1、总装配的主要工作内容1.1物流系统准备:(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2制定生产计划进度1.3制定装配工艺规程:(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1.4装配的工作内容1)清洗、点件:进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理:运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接:对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接:在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车总装配厂工艺设计
汽车总装技术
汽车总装技术
汽车总装配厂工艺设计
(4)前后悬架总成分装线和发动机与变速器动力总成 分装线。
前后悬架总成分装线和发动机与变速器动力总成分 装线根据不同的车型结构,若不带副车架,一般采用环 形地链牵引小车式,小车上设有液压举升装置,可与底 盘装配线同步运行,直接上线。
汽车总装配厂工艺设计
整车检测线 是对整车质量以及零部件功能进行综合检测。整车
装配完成后,要在整车检测线上对其主要性能进行检测 ,并进行必要的调整。
汽车总装技术
汽车总装技术
汽车总装配厂工艺设计
整车检测线上另外的检测项目 1)外观检查; 2)12V外接电源启动发动机试运ቤተ መጻሕፍቲ ባይዱ; 3)车轮定位参数检测。
汽车总装技术
汽车总装技术
汽车总装配厂工艺设计
汽车总装配工艺的概念
汽车总装配就是使汽车各零部件和总成具有一定的相 互位置关系并形成整车的工艺过程。研究和确定汽 车由零部件、总成形成整车的过程中所需的方法、 手段、条件并编制为文件的工作,叫做汽车总装配 的工艺设计。
• 在汽车总装配过程中,也离不开在制品的运输过程( 即物流)以及产品质量检验过程。故在总装配工艺设 计时,也要包括这两部分内容。
汽车总装技术
汽车总装配厂工艺设计
为了保证质量,制动液、冷却液及制冷剂加注前需进行 必要的检测和抽真空。
② 冷却液加注:在加注冷却液前,需进行油、水密封 性检测。水循环系统的密封性检测,主要是检测散热器 、水管、缸体水道及水泵的密封性。测试时,将水管塞 头与水箱口相连,加压,并保持一段时间,无压力下降 ,则为正常,可以加注冷却液,在加注冷却液时需要进 行抽真空,获得一定的真空度后,方可加注。
汽车总装工艺过程
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格.由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作.1 总装配的主要工作内容1.1 物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2 制定生产计划进度1。
3 制定装配工艺规程(1)划分装配单元.(2)制定装配工艺流程。
(3)制定调整、检测标准.(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法.1.4 装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡.3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩.常用的过盈连接装配方法有压人法和热胀法两种.压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好.(2)被连接件应均匀受压,互相紧密贴合,连接牢固.(3)根据被连接件的形状,螺栓的分布情况,应按一定顺序逐次(一般为2~3次)拧紧螺母。
精选汽车总装工艺
1 目前在大型的综合性汽车制造厂里,这些总成往往在
相对独立的各专业厂(或车间)中生产,再运到总装配厂
2 或总装配车间进行总装,一辆卡车总装配的零部件、总成
大约有500多种、2000多件,所以汽车总装配是一项相当
4 复杂的工作。
2、什么是汽车总装配
0 0 1 1 0 0 1 0 1 0 1 0 1 1 0 1 0 0 0 1 0 1 0 0 1 0 1 1
412
1、总装车间的任务和生产纲领
0 0 1 1 0 0 1 0 1 0 1 0 1 1 0 1 0 0 0 1 0 1 0 0 1 0 1 1
◆车间任务 总装车间承担中重型车二类底盘及整车装配、驾驶室 内饰、前桥中-后桥分装、平衡轴弹簧分装、发动机 与变速器合装、车轮总成装配及充气,整车检测及返 修等任务。
1 钉或螺栓螺母的联接、键联接等。
◆不可拆式固定联接:两件或两件以上零件相互联接后
2 不能相对活动,而且不能拆开,一旦拆开必定损坏其
中一个零件,非经修复或更换不能重新联接,如焊接 、铆接、热压(过盈配合)等。
汽车总装配中最常见的是可拆式活动联接和可拆
4 式固定联接。
4、汽车装配的工艺标准总要求
0 0 1 10 ◆0 1 0 装1 配0 1 的01 完1 整0 1 性0 0 0 10 1 0 01 0 1 1 按工艺规定,将所要装配车型所有零件、总成按照其整车工艺
、地沟内进行底盘最终检查)。不合格产品驶入整车返修 间进行返修。
◆整车返修间设在停车场及试车跑道附近,主要承担一些故障
412 车大总成的更换或修理(包括补漆返修)
0 0 1 1 0 0 1 0 1 0 1 0 1 1 0 1 0 0 0 1 0 1 0 0 1 0 1 1
车辆总装工艺流程

车辆总装工艺流程《车辆总装工艺流程指南》嘿,朋友们!今天咱来聊聊车辆总装工艺流程,这可真是个有趣又神奇的事儿呢!你看啊,一辆车就像一个大拼图,而总装就是把各个小拼图块儿巧妙地组合在一起。
首先呢,车架就像是房子的根基,得稳稳当当的,这可是承载一切的关键呐。
然后各种零部件就开始陆续登场啦。
发动机,那可是汽车的“心脏”呀,动力的源泉。
把它小心翼翼地安装好,就像给汽车注入了生命的活力。
接着是传动系统,就好像是人体的关节和筋骨,让车子能灵活地行动起来。
轮胎呢,就像是人的脚,得选合适的尺码和款式,这样才能稳稳地“站”在地上,带着我们到处跑。
安装轮胎的时候,那可真得认真仔细,可不能有丝毫马虎,不然车子跑起来可不稳当啦。
车内的各种设备也不能忽视呀,座椅要舒服,让人坐得惬意;仪表盘得清晰明了,让司机随时掌握车子的状况。
还有那些小按钮、小开关,都得各就各位,发挥它们的作用。
在总装的过程中,工人们就像一群神奇的魔法师,他们用自己的双手和技艺,把这些零部件一点一点地变成一辆完整的汽车。
他们要保证每一个螺丝都拧紧了,每一个接口都连接好了,这样车子才能安全可靠地行驶。
想象一下,这些零部件从各个地方汇聚到一起,经过一道道工序,最终变成了一辆可以在路上飞驰的汽车,是不是很神奇呢?就好像是一场盛大的音乐会,各种乐器各自演奏,最后却能合奏出美妙的乐章。
总装完成后,一辆崭新的汽车就诞生啦!它就像是一个新生儿,充满了希望和活力。
然后它会被送到我们的身边,成为我们生活中的好伙伴,带着我们去追逐梦想,去探索世界。
所以啊,车辆总装工艺流程可真是个了不起的过程,它让一堆冷冰冰的零部件变成了有温度、有故事的汽车。
朋友们,当你们开着自己的爱车在路上行驶的时候,不妨想想它是怎么诞生的,是不是会对它多一份喜爱和珍惜呢?总之,车辆总装工艺流程就是这么神奇,这么重要,它让我们的出行变得更加便捷和有趣。
让我们一起为这些默默付出的工人们点赞,也为汽车工业的发展而骄傲吧!。
汽车总装工艺过程
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格.由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作.1 总装配的主要工作内容1.1 物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备.1.2 制定生产计划进度1.3 制定装配工艺规程(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法.1.4 装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等.相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义.2)平衡处理运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法.对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种.压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合.重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车产品总装配工艺
汽车产品总装配工艺守则1.范围:本装配工艺守则适用于公司各型汽车产品总装配的全过程。
2.装配工艺守则操作内容要点2.1 牢固树立“质量第一,安全第一”的思想意识,积极遵照工艺纪律及质量管理各项规定要求,以严肃认真的工作态度,正确科学的操作方法和团结协作的团队精神,搞好产品装配生产作业。
2.2 在装配操作过程中,装配工应遵守“三按”、“三定”、“五字法”规定,其内容如下:“三按”的内容:按图纸、按工艺、按标准进行生产。
“三定”的内容:定人、定机、定工种。
“五字法”的内容:借、看、提、办、检。
借:借阅资料、工艺卡;看:仔细阅读工艺卡;提:对照工艺提出问题;办:按照工艺规定执行;检:检查操作过程中对工艺规定的执行情况。
2.3 装配工在装配之前,应首先熟悉本工位的工艺文件、图纸及技术要求。
2.4 在装配作业过程中,应严格履行工艺文件、产品图纸及其他质量技术文件等要求2.5 装配完毕后,装配工应自检所装配的内容是否符合工艺要求。
保证质量,最后应及时在质量跟单上签名。
2.6 装配中所使用的各种工具、夹具、量具应具备合格标准及完整性。
2.7 各零部件及分总成,在装配中应保持清洁干净,不应直接触地面,装配场地应清洁整齐,作到文明生产。
2.8 零部件工作表面应无损伤、磕碰,分总成及阀类各种工艺堵不应在装配前启封。
2.9 未经检验及不合格的零部件不得装配使用,装配前应主动检查零部件的正确性,发现不合格产品及零部件,应及时向检查员及主管工艺员报告。
2.10 装配工作中不得擅自更改零件清单,防止错装、乱装、漏装,工作自检与互检相结合以确保正确无误,对不能互换的零件及有规定标记的零件应做装配标记。
2.11 在装配过程中,凡是装调合格,有调整螺钉的零部件,不得擅自调动调整螺钉。
例如:四回路保护阀、调压阀等零件。
2.12 装配工艺中应用木质、橡胶及其它软质、手捶等工具时,禁止使用铁榔头直接敲击零部件工作表面。
2.13 装配中所用各种密封橡胶条、隔音、隔热板及其它内饰覆盖件,粘接应牢固,粘接表面要清洁,不得起皱、断落,涂胶应均匀。
汽车总装工艺过程
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1 总装配的主要工作内容1.1 物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2 制定生产计划进度1.3 制定装配工艺规程(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1.4 装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。