PFMEA--英文版模板
精密模具加工PFMEA中英文

e
Controls
t
Detection
e
c
warehouse check quantity 仓库人员清点确认
5
Supplier's dimension out of Supplier provide material
spec
certification
2
供应商生产尺寸超差
供应商提供材质证书
Incoming defect 进料缺陷
5
properly
冲压工艺操作规范
操作人员自检,QC首样检验&巡检
毛边Bur
影响外观 affect appearance
5
Punch Wear 冲件磨损
Tool Maintainance work instruction
模具保养作业指导书
operator self- inspection ,QC First article
stamping parameter set up not
specification
3
inspection and process inspection
7
properly
冲压工艺操作规范
操作人员自检,QC首样检验&巡检
Crack on product
surface
产
品表面裂纹
影响产品性能affect product function
4
Material certification 材质证明
6
Incoming Inspection 来料检验
3
储存周期过长 over store period
储存搬运作业指导书 storage and move work
过程失效模式及后果分析PFMEA中英文
PFMEA
How do we do a PFMEA?
A Summary 怎样进行PFMEA?提要
Assess, 评估 the severity of the effect (S) 后果的严重程度
PFMEA
何谓PFMEA 何时作PFMEA 何人作PFMEA
如何作PFMEA
16步工作步骤
Process FMEA 过程FMEA
PFMEA
How do we do a PFMEA?
A Summary 怎样进行PFMEA?提要
Assemble the cross-functional PFMEA team 组建跨部门PFMEA小组
PFMEA
Process Failure Mode and Effects Analysis
过程失效模式及后果分析(PFMEA)
PFMEA PFMEA
陶国
PFMEA Proprietary Information 专有信息
Your FMEA (Control Plan, Process Capability, etc.) may be considered proprietary and should not be shared with anyone outside the division without first consulting your management. FMEA (控制计划、过程能力等) 可视为专有信息,在未事先 征 得管理部门同意之前,不得向部门以外的任何人透露。 this includes the sharing of information with your customer 也不得向顾客透露有关信息。
PFMEA checklist[模板]
![PFMEA checklist[模板]](https://img.taocdn.com/s3/m/13a10b3a84254b35effd349f.png)
Ye No
Risk Priority
Are Risk
Number(RPN)
是否计算
风险优先顺序
数
Does it
RPN界限
特殊特性
Classificatio n
等级
Were responsi 特殊特性
Have all
是否所有
Are all 是否每个
Failure Causes/ Mechanism 失效原因/机理
Are 是否考虑
Are 是否考虑
Are 是否考虑
Are 是否将设
Are 是否定义
Ye No Is there 是否每个
Occurrence Rating 频度打分
Are 频度打分
Do of a 打分是否
Do 打分为1
Ye No
Have
Current
适用时,
Controls
Can
现行控制工艺
所列出的
Are the 是否有列
Ye No
Was the
Detecting
每一个控
Rating
Are
探测度打分
评分是否
Do 打分为1
Do e 失效模式
Failure Effetcs 失效后果
Ye No Have the system,v operatio 失效后果 下一工
Are all 所有的失
Ye No
Is there
Severity Rating
for the 严重度评
严重度打分
Are
regulato
严重度为
Ye No
Are
PFME A
Team小组
Ye No Has a quality, 是否建立
PFMEA(中英文标准模板)
2
8
◇
3
3
72
N/A
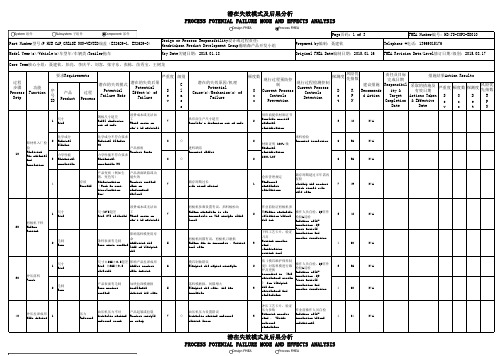
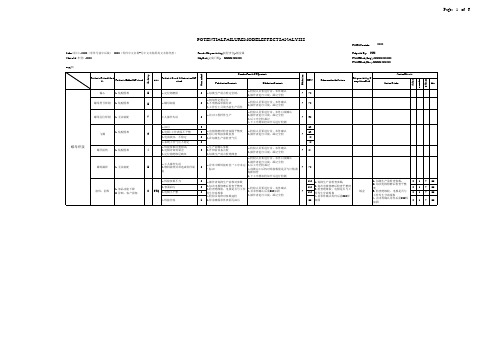
1 冲压切边冲孔 Trimming and Punching
尺寸 Size
导致后序翻边尺寸 超差 尺寸φ 214±0.5超差 Leading to Size φ 214±0.5 subsequent rejected flanging size rejected 6×φ 8.7孔相对A,B 基准位置度超差 6×φ 8.7 relative to A, B reference location degree rejected
Hale Waihona Puke FMEA Number编号:HD/JS-COP2-BD010 Telephone #电话:13969015176 FMEA Revision Date/Level修订日期/级别:2015.08.17
Part Number型号:P HUB CAP,GREASE NON-VENTED端盖(E32629-1,E32629-3) Model Year(s)/Vehicle(s)车型年/车辆类:Trailer拖车
FMEA Number编号:HD/JS-COP2-BD010 Telephone #电话:13969015176 FMEA Revision Date/Level修订日期/级别:2015.08.17
Part Number型号:P HUB CAP,GREASE NON-VENTED端盖(E32629-1,E32629-3) Model Year(s)/Vehicle(s)车型年/车辆类:Trailer拖车
Core Team核心小组:聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙 要求Requirements 过程 步骤 Process Setp 功能 Function 序 号 ID 潜在的失效后果 潜在的失效模式 Potential Potential Effect(s) of 过程 Failure Mode Failure Process 严重度 级别 S e v C l a s s 潜在的失效原因/机理 Potential Cause(s)/Mechanism(s) of Failure 频度数 O c c 探测度 D e t 风险优 先指数 R P N 责任及目标 措施结果Action Results 完成日期 风险优 建议措施 Responsibil 采取的措施及 严重度 频度数 探测度 先指数 Recommende ity & 有效日期 d Action Target Actions Taken S O D R Completion & Effective e c e P Date Date v c t N
3 PFMEA-PCP workshop Exercise Sheets_20060901

PFMEA -- 过程定义
PFMEA工作表
——制定过程流程图
工艺流程的工序描述
A)
功能描述(动词+名词)
A-1. A-2. A-3. A-4. A-5.
B)
B-1. B-2. B-3. B-4. B-5. B-6.
详细阐述失效模式, PFMEA -- 详细阐述失效模式,后果及原因
PFMEA工作表
PFMEA工作表
详细阐述失效模式, PFMEA -- 详细阐述失效模式,后果及原因
——分析失效原因与后果,评定风险系数
PFMEA工作表
——计算SO与RPN,实施风险降低
PFMEA – 采取降低风险的行动
AIAG参考:严重度评级表 AIAG参考:严重度评级表
后果 评定准则:后果的严重度当潜在失效模式导致最终 顾客和/或—个制造/装配厂产生缺陷时便得出相应 的定级结果。最终顾客永远是要首先考虑的。如果 两种可能都存在的,采用两个严重度值中的较高者。 (顾客的后果) 当潜在的失效模式在无警告的情况下影响车辆安全 运行和/或涉及不符合政府法规的情形时,严重度定 级非常高 当潜在的失效模式在有警告的情况下影响车辆安全 运行和/或涉及不符合政府法规的情形时,严重度定 级非常高 车辆/项目不能工作(丧失基本功能)。 车辆/项目可运行但性能水平下降。 顾客非常不满意。 车辆/项目可运行但舒适性/便利性项目不能运行。 顾客不满意 车辆/项目可运行但舒适性/便利性项目性能水平有 所下降。 配合和外观/尖响和咔哒响项目不舒服。多数(75% 以卜)顾客能发觉缺陷。 配合和外观/尖响和咔哒响项目不舒服。50%的顾客 能发觉缺陷。 配合和外观/尖响和咔哒响项目不舒服。有辨识力 顾客(25%以下)能发觉缺陷。 无可辨别的影响 评定准则:后果的严重度当潜在失效模式导致最终顾客 和/或一个制造/装配厂产生缺陷时便得出相应的定级 结果。最终顾客永远是要首先考虑的。如果两种可能 都存在的,采用两个严重度值中的较高者。 (制造/装配后果) 或可能在无警告的情况下对(机器或总成)操作者造成 危害 或可能在有警告的情况下对(机器或 总成)操作者造成危害 或100%的产品可能需要报废,或者 车辆/项目需在返修部门返修1个小时以上 或产品需进行分捡、一部分(小于100%)需报废,或车 辆/项目在返修部门进行返修的时间在0.5-1小时之间。 或一部分(小于100%)产品可能需 要报废,不需分检 或者车辆/项目需在返修部门返修少于0.5小时 或100%的产品可能需要返工或者车 辆/项目在线下返修,不需送往返修部门处理 或产品可能需要分检,无需报废,但部分产品(小于 100%)需返工。 或部分(小于100%)产品可能需要返工,无需报废,在生 产线上其它工位返工。 或部分(小于100%)产品可能需要返工,无报废,在生产 线上原工位返工 或对操作或操作者而言有轻微的不方便或无影响。 严 重 度 级 别 10
PFMEA记录(英文)

(FMEA DE PROCESSO)
NUMERO DA PEÇA (CLIENTE) 156069071 PREPARADO POR Helton M. Pereira FORNECEDOR Metal G Industrial Ltda EQUIPE Karran / Helton / Alan OBSERVAÇÕES:
Controles Detecç ão
01 -Recebimento Receber e e Inspeç de ão inspecionar M.P M.P
Não verificar o pedido de compras x nota fiscal
Atraso na produç com 4 ão possivel parada de linha interna e externa
Efeito(s) Potencial (as) Potencial(ais) Controles Prevenç ã de Falha o
Ocorrência
Etapa do Processo / Funç ã o
Severidade
ANÁLISE DE MODO E EFEITOS DE FALHA POTENCIAL
5
Não foi acionado à Todo certificado de 2 qualidade para liberaç matéria-prima deve ã o do lote possuir n°de lote da qualidade Desorganizaç da á Toda matéria-prima 2 ão rea de armazenamento recebida deve ser identificada
机械加工PFMEA范例(中英文)

机械加⼯PFMEA范例(中英⽂)过程责任Process Responsibility ⽇期(修订)Revised date关键⽇期Orignal Production Date编制者 Prepared By零件程序编号 /版本号Part Program No./Rev.核⼼⼩组Core Team零件名称 /客户图号 /版本:Part Name /Drawing No. / Rev.FMEA ⽇期(原始)Date (Orig.)203.Brilling Hole镗孔(32,42)20°5Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (19)Φ5.9±0.15Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (15)14.5+0.26Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA204 Reameringhole铰孔(21)Φ5.5 +0.02/-0.00581.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定⼑具材质和设定⼑具使⽤寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6782464205. Dilling hole钻孔Φ104Tools wear⼑具磨损23#REF!NA NA NA NA NA NA NA 206. Boring hole镗孔(18)Φ12.2+0.04/08Tools wear⼑具磨损44#REF!1.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6782464(16)17.5 +0.02/-0.036Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA Impact assembly 影响客户装配Impact machining影响后续加⼯Impact assembly影响客户装配Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, changetools periodically2.Correct the tooling parameters2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerancetolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨206. Boring hole镗孔(37)61,Tools wear⼑具磨损2,The machine centerline offset机床中⼼线偏移33#REF!NA NA NA NA NA NA NA207. Turning OutsideDiameter车外圆(4)Φ14.035Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(5)Φ12.6±0.035Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(1)Φ16.18 0/-0.046Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (25)45.6°±5°⼑具磨损33#REF!NA NA NA NA NA NA NA208.Groovin g 割槽(2)Ф 14+0.057Tools wear⼑具磨损44#REF!1.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定⼑具材质和设定⼑具使⽤寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6772456(11)2.2 +0.2/06Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(26)R0.1 +0.1(2X)5Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA Customer dissatisfaction 客户不满意Customer dissatisfaction客户不满意Impact functionality影响使⽤性能Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Impact assembly影响客户装配1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically3,Setup the machine center line periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正3.定期调整机床中⼼1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Dimension out oftolerance尺⼨超差1.Dimension out oftolerance2.Surface is rough1.尺⼨超差2.表⾯粗糙Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差1.Dimension out oftolerance2.Surface is roughDimension out of tolerance尺⼨超差。
PFMEA范例模板英文
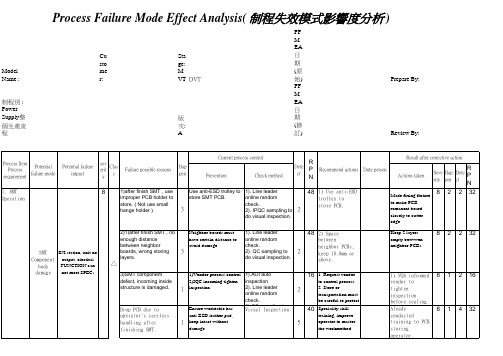
1).VQA informed vendor to tighten inspection before sealing. Aleady . conducted training to PCB storing operator.
8
1
2
16
8
1
4
32
4
Standing diode lead 2. Set up Unit no output easy broken
5
120 1). Use forming
equipment to do auto lead set up. 2).Check fuse shrinking 1). Already introduced auto lead forming machine to set up
Set Up, F1 body and lead solder point broken.
16 1. Request vendor 2 40 5
to control process. 2. Store or transportation must be careful to protect product. Speciality skill training, improve operator to master the workmethod.
1). Already introduced auto lead forming machine to set up lead length. 2).Check chamber temperature is 120~125 degree. 3).First article inspection.
8
3
8 8 8
1 1 3
PFMEA严重度频度探测度标值-中英文

过程失效模式分析P F M E APFMEAP F M E A:/:///.A B C. ..,,.(. )( /)(())109 87 6 5 4 32 110 9 8 7 6 5 4 3 2 110 9 8 7 6 5 43 2 1/100 , 1000X,,:/50 , ,, 1000 10001000 1000 1000 1000 10001000 XXXX100% 1,/ //( )20 10 5 :. , (100%),0.5-1, , //( 100%),, S P C( )., , ,X XXXX0.5/100% ,,:2 X X X X X100%//// ., , (,1 (75%)100%)(),:..( 100%) ,0.5 0.1 , , 50%,:( 100%) , ,(25%):/0.01 , 1000: A =· B =· C =P R O C E S S F M E ASuggested PF M E A Severi ty Evaluat ion Cr i te r iaSugges ted PFMEAOccur rence Eva l ua t i on C r i t e r i aSuggested PF M E A Detect ion Evaluat ion Cr i ter iaCri ter ia : Sever i ty o f Ef fec t : Th is rank ing r esul ts when a potent ia l fa i lu re mode resu l ts in a f ina l custo mer and/or manufactur ing/asse mbly p lant defect . The f ina l custo mer should a lways be cons idered f i rs t . I f both occur , use the h igher o f the two sever i t ies .Probabi l i tyEf fectR anking Like ly Fa i lure Rates R ankingD etect ionCri ter iaA B C Suggested Range o f Detect ion Methods R ankingof Fa i lure(Custo mer Ef fec t )(Manufactur ing/Asse mbly Ef fec t ) Very h igh sever i ty rank ing when apotent ia lfa i lu re mode af fec ts safe vehic le operat ion and/or invo lvesnonco m pl iance wi th govern ment regula t ion wi thout warn ing. AbsoluteH azardous wi thout Or may endanger operator (machine orasse m bly) wi thout warn ing.100 per thousand Al most Imposs ib le cer ta in tynon- ofdetect ion.10 910 910 9X C annot detect or is not checked.piecesW arningVery High: Pers is tent fa i lu resVery h igh sever i ty rank ing when apotent ia lfa i lu re mode af fec ts safe vehic le operat ion and/or invo lvesnonco m pl iance wi th govern ment regula t ion wi th warn ing. H azardous wi th C ontro ls wi l lOr may endanger operator (machine orasse m bly) wi th warn ing.C ontro l is ach ieved wi th ind i rec t orrando m checks on ly .50 per thousand p iecesVery Re m oteprobably not detect . XW arningOr 100% o f product may have to be scrapped, or veh ic le /i tem repai red in repai r depar tmentC ontro ls Vehic le /i tem inoperable (loss o f pr imary funct ion). C ontro l is ach ieved wi th v isual inspect iononly .8 78 78 7Very HighHigh 20 per thousand p ieces10 per thousand p iecesR e m ote have poor chance of C ontro ls XX High: Or product may have to be sor ted and a por t ion (less than 100%) scrapped, or vehic le /i tem repai red in repai r depar tment wi th a repai r t ime between hal f an hour andFrequent fa i lu resVehic le /i tem operable but a t a reduced leve l o f per formance. C usto mer very d issat is f ied.have poor chance of detect ion.C ontro lis ach ieved wi th double v isua l inspect ion on ly .Very LowOr a por t ion (less than 100%) o f theVehic le /i tem operable but co mfor t / p roduct may have to be scrapped wi th no C ontro l is ach ieved wi th char t ing m ethods, such as SP C (Stat is t ica l Process Cont ro l ).C ontro ls maydetect .666M o derateconvenience i te m(s) inoperable . C usto mer d issat is f ied. sor t ing, or veh ic le /i tem repai red in repai r depar tment w i th a repai r t ime less than hal fan hour . 5 per thousand p iecesLo wX XVehic le /i tem operable but co mfor t / Or 100% of product may have to be convenience i te m(s) operab le reworked, or veh ic le /i tem repai red o f f -l ine at a reduced leve l o f per formance. but does M o derate :O ccasional fa i lu resC ontro l is based on var iab le gauging af ter par ts have le f t the s ta t ion, O R G o/No Go gauging per formed on 100% of the par ts a f ter par ts have le f t the Error detect ion in subsequentC ontro ls maydetect .5 45 45 4Lo w2 per thousand p ieces1 per thousand p iecesM o derateX X XXC usto mer so me what d issat is f ied. Fi t & f in ish/squeak & ra t t le i temdoes not conform. Defect not icedby most custo mers (greater than75%).not go to repai r depar tment . C ontro lsOr the product may have to be sor ted, wi thno scrap, and a por t ion (less than 100%)reworked.have a good chance to detect .operat ions,O R gauging per formed on setup and f i rs tp iece check (for setup causes on ly).Very LowM o derate ly HighError detect ion in-s ta t ion, O R error detect ion in subsequent operat ions by m ul t ip le layers o f acceptance: supply , select , ins ta l l ,ver i fy . Can not accept discrepant par t .C ontro ls Fi t & f in ish/squeak & ra t t le i tem does not conform. Defect not iced by 50% of custo mers.Or a por t ion (less than 100%) o f theproduct may have to be reworked, w i th no scrap,on-l ine but out -o f -s ta t ion.have a goodchance to detect .333Minor0.5 per thousand p ieces0.1 per thousand p iecesHighX XXLo w:R elat ive ly few Fi t & f in ish/squeak & ra t t le i temdoes not conform. Defect not icedby d iscr iminat ing custo mers (lessthan 25%). C ontro lsalmost fa i lu resOr a por t ion (less than 100%) o f theproduct may have to be reworked, w i th no scrap, on l ine but in -s ta t ion.Error detect ion in-s ta t ion (auto mat icgauging wi th auto mat ic s top 2 12 12 1Very MinorN oneVery High Very High XX cer ta in todetect . feature).Can not pass d iscrepant par t .R e m ote: Fai lure is unl ike lyC ontro ls cer ta in to detect . Discrepant par ts can not be madebecause i te m has been er ror proofed byprocess/ product des ign.Or s l ight inconvenience to operat ion or operator , or no e f fec t .0.01 per thousand piecesN o d iscern ib le e f fec t .Inspect ion Types: A = Error Proofed · B = Gauging · C = Manual Inspect ion。
新FMEA模版(中英文案例)
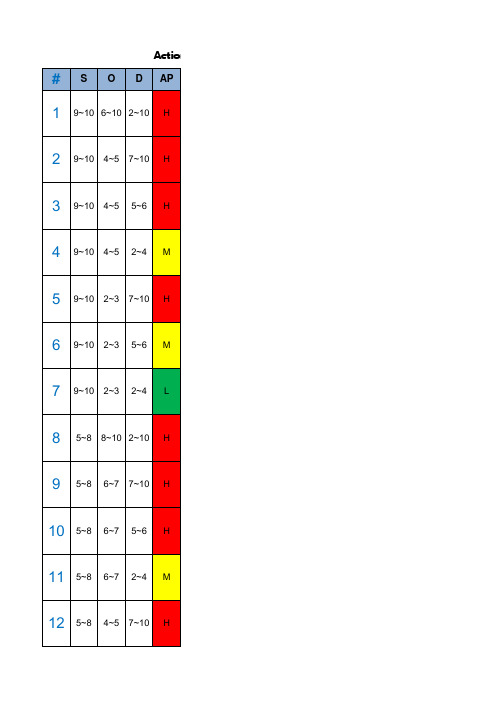
Low priority due to perceived quality (appearance, sound, haptics) or a manufacturing disruption with a low occurrence and moderate detection rating
Low priority due to perceived quality (appearance, sound, haptics) or a manufacturing disruption with a low occurrence and low detection rating
Low priority due to perceived quality (appearance, sound, haptics) or a manufacturing disruption with a moderate occurrence and low detection rating
Medium priority due to perceived quality (appearance, sound, haptics) or a manufacturing disruption with a low occurrence and high detection rating
High priority due to the loss or degradation of a primary or secondary vehicle function or a manufacturing disruption that has a high occurrence and moderate detection rating
PFMEA基础模板
FMEANumber :XXXXCoreGroup(核心小组):POTENTIALFAILUREMODELEFFECTSANALYSISVehicle(车型):XXXX Prepared By: XXFAMEDate(Orig.):XXXX.XX.XX FAMEDate(Rev.):XXXX.XX.XXKeyDate(完成日期): XXXX.XX.XXItem(项目):XXXX(零件号前中后缀) XXXX(零件中文名称-无中文名称用英文名称代替)ProcessResponsibility(制程责任):钣金课FMEANumber :XXXXCoreGroup(核心小组):POTENTIALFAILUREMODELEFFECTSANALYSISVehicle(车型):XXXX Prepared By: XXFAMEDate(Orig.):XXXX.XX.XX FAMEDate(Rev.):XXXX.XX.XXKeyDate(完成日期): XXXX.XX.XXItem(项目):XXXX(零件号前中后缀) XXXX(零件中文名称-无中文名称用英文名称代替)ProcessResponsibility(制程责任):钣金课FMEANumber :XXXXCoreGroup(核心小组):POTENTIALFAILUREMODELEFFECTSANALYSISVehicle(车型):XXXX Prepared By: XXFAMEDate(Orig.):XXXX.XX.XX FAMEDate(Rev.):XXXX.XX.XXKeyDate(完成日期): XXXX.XX.XXItem(项目):XXXX(零件号前中后缀) XXXX(零件中文名称-无中文名称用英文名称代替)ProcessResponsibility(制程责任):钣金课FMEANumber :XXXXCoreGroup(核心小组):POTENTIALFAILUREMODELEFFECTSANALYSISVehicle(车型):XXXX Prepared By: XXFAMEDate(Orig.):XXXX.XX.XX FAMEDate(Rev.):XXXX.XX.XXKeyDate(完成日期): XXXX.XX.XXItem(项目):XXXX(零件号前中后缀) XXXX(零件中文名称-无中文名称用英文名称代替)ProcessResponsibility(制程责任):钣金课FMEANumber :XXXXCoreGroup(核心小组):POTENTIALFAILUREMODELEFFECTSANALYSISVehicle(车型):XXXX Prepared By: XXFAMEDate(Orig.):XXXX.XX.XX FAMEDate(Rev.):XXXX.XX.XXKeyDate(完成日期): XXXX.XX.XXItem(项目):XXXX(零件号前中后缀) XXXX(零件中文名称-无中文名称用英文名称代替)ProcessResponsibility(制程责任):钣金课FMEANumber :XXXXCoreGroup(核心小组):POTENTIALFAILUREMODELEFFECTSANALYSISVehicle(车型):XXXX Prepared By: XXFAMEDate(Orig.):XXXX.XX.XX FAMEDate(Rev.):XXXX.XX.XXKeyDate(完成日期): XXXX.XX.XXItem(项目):XXXX(零件号前中后缀) XXXX(零件中文名称-无中文名称用英文名称代替)ProcessResponsibility(制程责任):钣金课。
PFMEA-中英文版
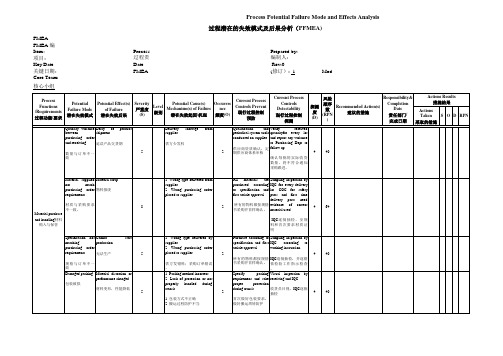
Qualification and Verify received periodical system audit quantityfor every lot conducted on supplier. and report any variance to Purchasing Dept to 供应商资质确认,定 follow up. 期供应商体系审核 确认每 批的 实际 收货 数量, 将不 符合 通知 采购跟进。 All materials are purchased according to specification and first article approval. Sampling inspection by IQC for every delivery lot. COC for safety parts and first time delivery parts need 所有的物料都按规格 evidence of correct 书采购并首样确认。 material used. IQC 逐 批 抽 检 , 安规 料和首 次要 求材 质证 明
Process Functions /Requirements 过程功能/要求 Potential Failure Mode 潜在失效模式 Current Process Potential Cause(s) Occurrre Potential Effect(s) Severity Controls Prevent Level Mechanism(s) of Failure nce of Failure 严重度 现行过程控制 级别 (S) 潜在失效起因/机理 频度(O) 潜在失效后果 预防
Delivery supplier 供方少发料 5 2 shortage from
PFMEA英文范例

8 3 8 8 5 2 3 8 4 4 2 2 2 2 2 3 2 4 2 2 2 8 3 2 2 2 2 3 2 4 4 3
64 3 64 64 60 24 48 64 64 64 80 70 56 40 40 75 56 60 72 56 42 64 48 64 42 80 48 63 40 84 84 84
8 1 8 8 6 6 8 8 8 8
supplier send wrong material supplier send fewer material supplier transportation problem supplier incoming material defect supplier incoming material defect too high temperature storage environment Storage requirements were not kept
product function failure production not enough product unqualified product unqualified unable to normal deliver unable to normal production product unqualified product unqualified product unqualified
ITEM
Potential Failure Mode Potential Effect of Failure Characteristic Serious s Categories potential cause/ mechanism of Failure occurance Current process controls
制造型PFMEA(英文版)

IPQC Initial check 2pcs, regular check 8cs/2h
4
20
Size(8)Ø 8.20+0.08/0.11Bigger than the spec.
Affect customer use
5
Worn cutter
1
Change the cutter regularly once/4h
3
36
Process 100% check
IPQC Initial check 2pcs, regular check 8pcs/2h IPQC Initial check 2pcs, regular check 8pcs/2h IPQC Initial check 2pcs, regular check 8pcs/2h IPQC Initial check 2pcs, regular check 8pcs/2h IPQC Initial check 2pcs, regular check 4pcs/2h IPQC Initial check 2pcs, regular check 8cs/2h
Worn cutter Mistake the CNC program Mistake the CNC program Worn cutter Mistake the CNC program
2 2 3 2
4
1.Incoming Inspection
1.IQC inspection firstly and re-check by Supervisor 2. Check Material certificate during the initial period & provide material report from Calibrate gauges at regular intervals a third party every year. Re-check by IQC supervisor
PFMEA范本

PFMEA范本PFMEA范本1. 引言在生产创造过程中,为了提高产品的质量和稳定性,预防潜在的质量问题和风险是至关重要的。
PFMEA(Process Flure Mode and Effects Analysis)是一种常用的质量管理工具,用于识别和评估生产过程中潜在的故障模式、影响和应对措施,以防止产品质量问题的发生。
本文档将为您提供一个PFMEA范本,以匡助您在项目中正确使用和实施PFMEA。
2. PFMEA范本2.1 PFMEA编号- 编号:[在此处填写编号]2.2 PFMEA制表信息- 制表人:[在此处填写制表人姓名]- 制表日期:[在此处填写制表日期]- 审核人:[在此处填写审核人姓名]- 审核日期:[在此处填写审核日期]2.3 产品/过程信息- 产品名称:[在此处填写产品名称]- 过程名称:[在此处填写过程名称]- 过程目标:[在此处填写过程目标,例如:确保产品装配的正确性和稳定性]2.4 意图描述- 在此处对PFMEA的目的进行描述,例如:识别和预防生产过程中可能浮现的故障模式,以降低质量问题的风险和影响。
- 可以包括对故障模式的定义、对预防、检测和纠正措施的描述。
3. 评估项目在此处列出需要进行PFMEA评估的项目,包括相关的组件、过程和设备。
每一个项目应包括以下信息:- 项目编号:[在此处填写项目编号]- 项目名称:[在此处填写项目名称]- 项目描述:[在此处填写项目描述]4. 评估步骤4.1 第一步:识别故障模式在此步骤中,我们将识别可能存在的故障模式。
对于每一个项目,请提供以下信息:- 故障模式编号:[在此处填写故障模式编号]- 故障模式描述:[在此处填写故障模式描述]- 故障模式分类:[在此处填写故障模式分类]- 故障模式影响:[在此处填写故障模式对产品/过程的影响]4.2 第二步:评估故障严重性在此步骤中,我们将评估每一个故障模式的严重性级别。
对于每个故障模式,请提供以下信息:- 故障严重性级别:[在此处填写故障严重性级别,普通使用1-10的评估等级,1代表最严重的等级]4.3 第三步:评估故障概率在此步骤中,我们将评估每一个故障模式发生的概率。
PFMEA作业指导书(中英文).doc
PFMEA作业指导书1PURPOSE (目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2SC0UPE (范围)This work instruetion applies to any memufacturing process that has a customer requirement for fai lure mode effec t an al ysis or any process at FLEX (Doume n) where management requires a PFMEA.适用于客户耍求或管理耍求而需要做失效模式及效果分析的所冇制程。
3DEFINITIONS (定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thep otential failure modes which may occur in process and their correspondin£ failureeffects; evaluatc and rank the severity, occurrence and detection of the failures.It should also describe the current control method, recommend corrcctivc action,person responsible responsibility and due date.PFMEA―制程失效模式及效果分析。