EQ-079 工艺钢结构焊接质量检验评定表
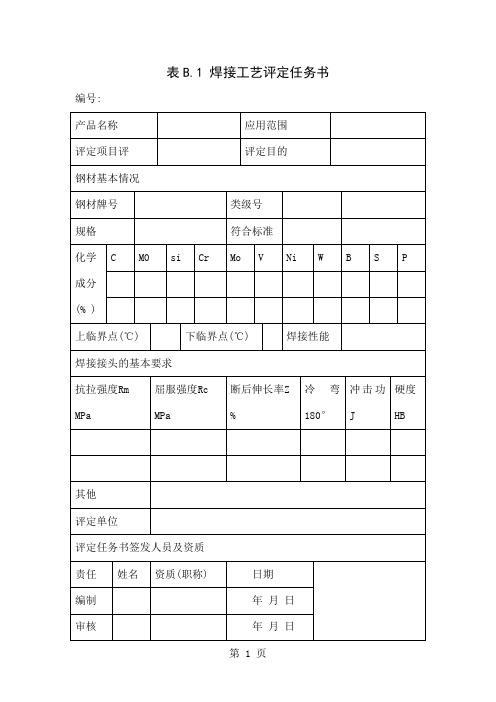
焊接工艺评定表格
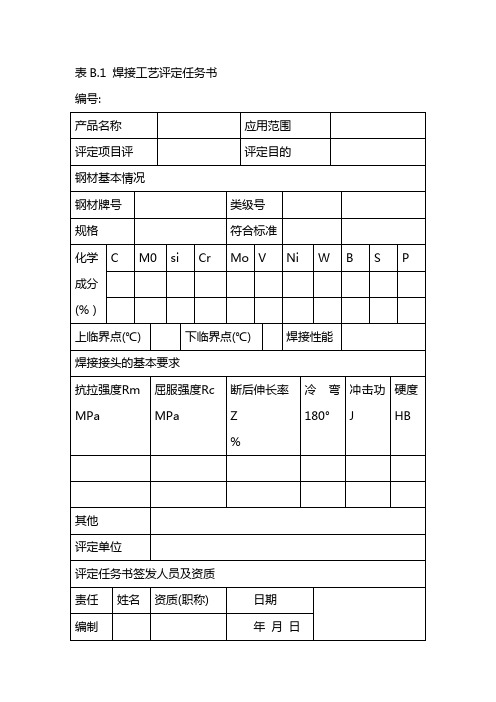
编号:
产品名称
应用范围
评定项目评
评定目的
钢材基本情况
钢材牌号
类级号
规格
符合标准
化学成分
(% )
C
M0
si
Cr
Mo
V
Ni
W
B
S
P
上临界点(℃)
下临界点(℃)
焊接性能
焊接接头的基本要求
抗拉强度Rm
MPa
屈服强度Rc
MPa
断后伸长率Z
%
冷弯180°
冲击功J
硬度HB
其他
评定单位
评定任务书签发人员及资质
责任
姓名
资质(职称)
日期
编制
年月日
审核
年月日
批准
年月日
表B.2焊接工艺评定方案
编号:
任务书编号
产品名称
评定项目
评定目的
评定钢材
钢材牌号
类级别
类级与类级
钢材厚度
直径
评定钢材成分、性能复核结论检
检验报告编号
钢材焊接性
验证资料编号
接头型式及焊道设计
接头种类
对口简图:焊道简图:
坡口形式
衬垫及其材料
焊道设计
焊缝金属厚度
焊接方法
种类
自动化程度
填充材料和保护气体
焊
接
材
料
焊丝型号
规格
保
护
气
体
气体种类
流量
焊条(剂)型号
规格
背面保护
流量
钨极型号
规格
拖后保护
流量
其他
试件检验项目
钢结构焊接分项工程质量检验评定表
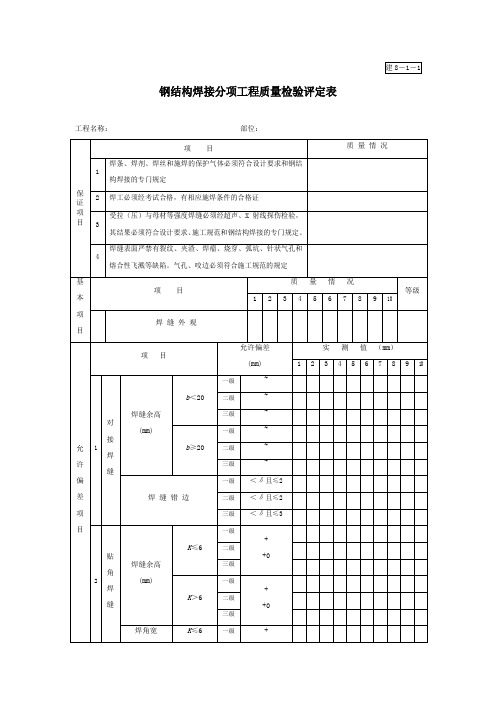
建 8-1-1
工程名称:
部位:
项目
焊条、焊剂、焊丝和施焊的保护气体必须符合设计要求和钢结 1
构Байду номын сангаас接的专门规定
保 证
2
焊工必须经考试合格,有相应施焊条件的合格证
项
受拉(压)与母材等强度焊缝必须经超声、X 射线探伤检验,
目3
其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。
焊 许
缝 偏
焊缝余高 (mm)
b≥20
三级
~
一级
~
二级
~
三级
~
一级 <δ 且≤2
差 项 目
贴 角
2
焊 缝
焊缝错边
焊缝余高 (mm)
K≤6 K>6
焊角宽
K≤6
二级 <δ 且≤2
三级 <δ 且≤3
一级
+
二级
+0
三级
一级
+
二级
+0
三级
一级
+
(mm)
二级
+0
三级
一级
+
K>6
二级
+0
三级
一级
T 型接头要求焊透
质量情况
焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和 4
熔合性飞溅等缺陷。气孔、咬边必须符合施工规范的规定
基
质量情况
项目
等级
本
1 2 3 4 5 6 7 8 9 10
项
焊缝外观 目
项目
允许偏差 (mm)
实 测 值 (mm) 1 2 3 4 5 6 7 8 9 10
钢结构工程实体质量检查评分表
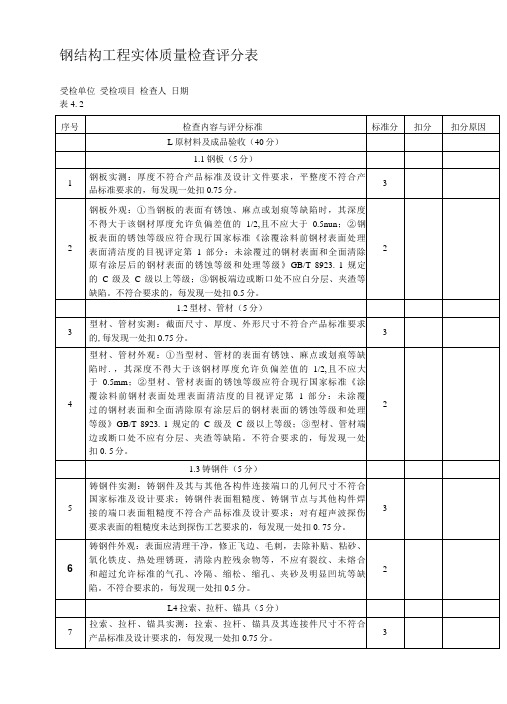
陷。不符合要求的,每发现一处扣0.5分。
2
L4拉索、拉杆、锚具(5分)
7
拉索、拉杆、锚具实测:拉索、拉杆、锚具及其连接件尺寸不符合
产品标准及设计要求的,每发现一处扣0.75分。
3
8
拉索、拉杆外观:拉索、拉杆及其护套的表面不光滑,有裂纹和目
视可见的折叠、分层、结疤、锈蚀等缺陷的,每发现一处扣0.5分。
-12c时,不得进行剪切、冲孔。检查施工记录,不符合要求的扣
2分。
2
35
钢管杆件加工实测:长度、端面对管轴的垂直度、管口曲线超差的,
每发现一处扣0.5分。
2
4.2矫正和成型(16分)
36
碳素结构钢在环境温度低于-16℃,低合金结构钢在环境温度低于
-12C时,不应进行冷矫正和冷弯曲。检查制作工艺报告、施工记
0.75分。(当设计无要求时,镀层厚度不应小于40微米)
3
12
局强度大六角头螺栓连接副、扭剪型图强度螺栓连接副应按包装箱
配套供货。包装箱上应标明批号、规格、数量及生产日期。螺栓、
螺母、垫圈表面不应出现生锈和沾染脏污,螺纹不应损伤。不符合
要求的,每发现一处扣0.75分。
3
L7压型金属板(5分)
13
压型金属板实测:规格尺寸、涂层质量不符合产品标准及设计要求
2
序号
检查内容与评分标准
标准分
扣分
扣分原因
3.紧固件连接工程(21分)
3.1普通紧固件连接(9分)
24
连接薄钢板采用的(自带钻头的)自攻钉、拉加钉、射钉等规格尺
寸与被连接钢板不匹配、不符合设计要求,其间距、边距不符合设
(上海市新版)钢结构焊接分项工程质量检验评定表
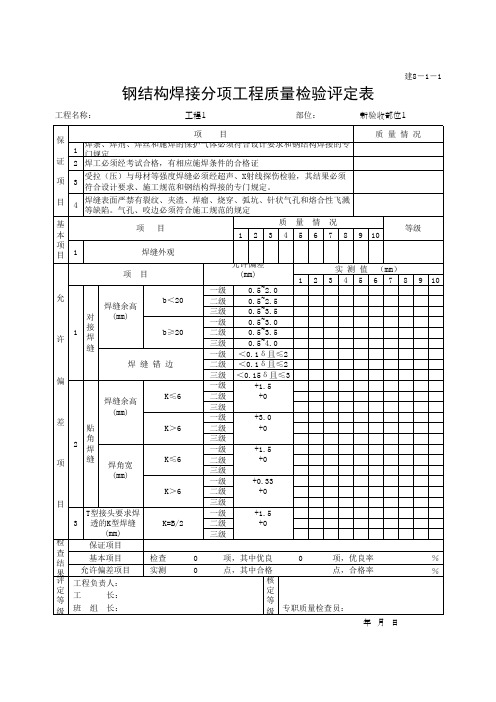
目
4
焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和熔合性飞溅 等缺陷。气孔、咬边必须符合施工规范的规定
基 本 项 目1
项目 焊缝外观
项目
允 焊缝余高
对 (mm)
许
1
接 焊
缝
b<20 b≥20
焊缝错边
偏
焊缝余高
(mm)
差 贴
2
角 焊
项
缝 焊角宽
(mm)
K≤6 K>6 K≤6
K>6
目 T型接头要求焊
3 透的K型焊缝
K=B/2
(mm)
检
保证项目
查 结Leabharlann 基本项目检查0果 允许偏差项目 实测
0
评 工程负责人:
定 等
工
长:
级 班 组 长:
质量情况 1 2 3 4 5 6 7 8 9 10
等级
允许偏差 (mm)
实 测 值 (mm) 1 2 3 4 5 6 7 8 9 10
一级
0.5~2.0
二级
0.5~2.5
三级
0.5~3.5
一级
0.5~3.0
二级
0.5~3.5
三级
0.5~4.0
一级 <0.1δ且≤2
二级 <0.1δ且≤2
三级 <0.15δ且≤3
一级
+1.5
二级
+0
三级
一级
+3.0
二级
+0
三级
一级
+1.5
二级
+0
三级
一级
+0.33
二级
+0
三级
一级
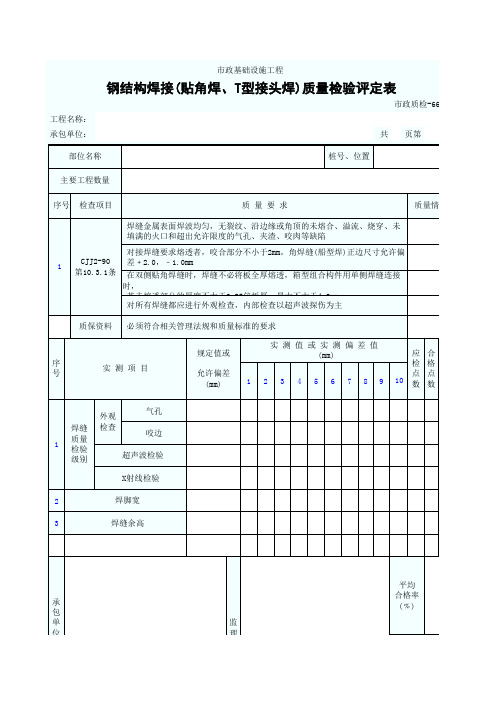
钢结构焊接(贴角焊、T型接头焊)质量检验评定表
年月日 质检员:
监理工程师:
填表人:
评定 等级
年月日
年月日
表
市政质检-66.2 页
质量情况
合 格 率 ﹪
年月日
规定值或
允许偏差 (mm)
实测值或实测偏差值 (mm)
应合 检格
点点 1 2 3 4 5 6 7 8 9 10 数 数
外观
气孔
焊缝 检查
1
质量 检验
咬边
级别
超声波检验
X射线检验
2
焊脚宽
3
焊缝余高
平均
合格率
承
(﹪)
包
单
监
位
理
自
意
评
见
意
见
承 包 单 位 自 评 意 见
项目负责人:
技术负责人:
监 理 意 见
工程名称: 承包单位:
市政基础设施工程
钢结构焊接(贴角焊、T型接头焊)质量检验评定表
市政质要工程数量
序号 检查项目
质量要求
质量情况
焊缝金属表面焊波均匀,无裂纹、沿边缘或角顶的未熔合、溢流、烧穿、未 填满的火口和超出允许限度的气孔、夹渣、咬肉等缺陷
对接焊缝要求熔透者,咬合部分不小于2mm,角焊缝(船型焊)正边尺寸允许偏
1
CJJ2-90 差﹢2.0,﹣1.0mm 第10.3.1条 在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用单侧焊缝连接
时,
其未熔透部分的厚度不大于0.25倍板厚,最大不大于4.0mm
对所有焊缝都应进行外观检查,内部检查以超声波探伤为主
质保资料 必须符合相关管理法规和质量标准的要求
序 号
实测项目
结构焊接工程验评表

mm
未焊透
不允许
≤0.2δ,且≤2mm,累计长度≤焊缝全长的25%
主要
mm
跟部凹陷
≤0.1t,且≤1
≤0.2t,且≤2
—
mm
目测,焊缝检验尺
累计长度小于焊缝长度的25%
咬边
≤0.1t,且≤0.5
≤0.2t,且≤1
主要
mm未Βιβλιοθήκη 满≤0.1t,且≤1≤0.25t,且≤2
主要
mm
累计长度小于焊缝长度的25%
100
10
≥2
0-1
—
—
—
—
非承压结构及密封结构
100
10
≥2
0-1
—
—
—
—
注:
a表面质量测量抽查样本数量以施工单位专业表面质量观感检查规定的比例数为基数。
bDL/T678规定需要热处理时应抽查,抽查按照本标准表6.1.1注的b和c执行。
6.3.2钢结构焊接工程质量验收标准及结构焊接焊脚尺寸检查标准见表6.3.2和6.3.3。
钢结构焊接工程
6.3.1钢结构焊接工程分类和质量检查、检验项目及抽查样本数量见表6.3.1。
表6.3.1钢结构焊接工程分类和质量检查、检验项目及抽查样本数量表
焊接接头类别
范围
质量检查、检验项目及抽查样本数量(%)
表面质量观感检查a
表面质量测量检查
检测、试验结果及记录检查
自检
互检
施工单位专业检查
施工单位专业检查
表6.3.2钢结构焊接工程质量验收标准表
验收项目
检验指标
质量标准
性质
单位
检查方法
及器具
二类焊缝
焊接工艺评定表格word资料10页
负荷
N
抗拉强度
MPa
试验单位
报告编号
弯曲试验结论:
试样编号
厚度、宽度
mm
弯曲直径
编号
面弯
背弯
侧弯
冲击试验结论:
试样编号
缺口形状
缺口位置
试样大小
试验温度
℃
冲击功
J
冲击韧性
J/ cmz
断口情况
试验单位
报告编号
金相检验结论:
名称
试样编号
检查面缺陷情况
评定结果
试验单位
报告编号
宏观
徽观
焊层、道
焊接方法
焊条(丝)
电流 范围
(气体压力)
电压范围
v (焊炬
型号、焊
嘴号)
焊接速度
范围
田m /m ia
其他
层、道
号
单层、单
道焊缝尺
寸
型(牌)
号(火焰
性质)
规格
极性(乙
炔MPa)
电流A
(氧气
MPa)
施焊技术
无摆动焊或摆动焊
连弧或断弧焊
运条方式
根层或层间清理方法
清根方法或单面焊双面成型
焊嘴尺寸mm
导电嘴与工件距离mm
其他
焊接前的准备(预热)
预热温度℃
温度℃
层间温度℃
预热保持方式
后热、焊后热处理
热处理种类
加热温度范围
mm
保持时间
h
加热宽度
mm
保温宽度
mm
升温速度
℃/h
降温速度
℃/h
其他
评定单位:评定方案编制人员及资质
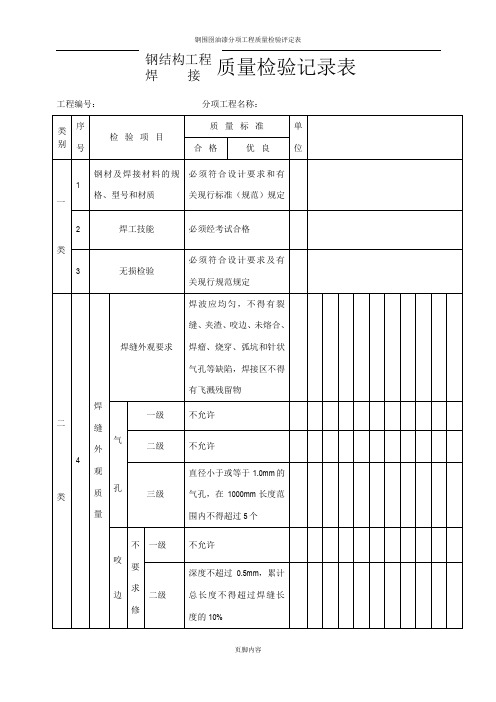
钢结构焊接质量检验记录表
完整
补刷,涂层应
完整附着良好
7 三
类
干漆 室内 125μm
膜厚
度偏 室外 150 μm
差
μ ≥-25
m
防火、防腐涂层厚度
μ
8
+0.2 设计厚度~0
偏差
m
复核
查意
见
建设单位:
公司(处):
工地:
班组:
年
月
日
核定 等级
页脚内容
钢围囹油漆分项工程质量检验评定表
钢结构工程 焊接
质量检验记录表
工程编号:
类序 别号
检验项目
分项工程名称:
质量标准
单
合格
优良
位
1 一
钢材及焊接材料的规 必须符合设计要求和有
格、型号和材质
关现行标准(规范)规定
2 类
3
焊工技能 无损检验
必须经考试合格
必须符合设计要求及有 关现行规范规定
焊波应均匀,不得有裂
油腻子填嵌严密,并将多余 螺孔封口
4 涂刷质量
严禁误涂、漏涂,不得脱皮 和反锈,颜色符合设计要求
评 定 等 级
检验(实测)结果
页脚内容
钢围囹油漆分项工程质量检验评定表
涂 刷 均 涂刷均匀,色
5 涂层外观
匀,无明 泽一致;无皱 显皱皮、 皮、流坠;分
二
流坠
色线清楚整齐
类
损坏的涂层按
6 构件补刷涂层
被刷涂层 涂装工艺分层
缝、夹渣、咬边、未熔合、
焊缝外观要求 焊瘤、烧穿、弧坑和针状
气孔等缺陷,焊接区不得
二 4
类
焊
缝 气
外
观 质孔
钢结构焊接工程施工质量检查记录表

一
一
一
检杳
结果
主控项目
合格
一般项目
符合要求
工程负责人
班组长
工长
质量检杳员
检验批号:
施工单位:
中国江苏国际经济技术合作公司
日期:
1.0
2.0
1.0
3.0
5பைடு நூலகம்
对接 焊缝 错边
埋弧自动焊
0.5
0.0
0.0
0.5
手工焊弧焊及气体保护焊
一
一
一
一
6
角焊 缝焊 脚尺 寸
埋弧自动焊
hf<6
一
一
一
一
hf>6
一
一
一
一
手工焊弧焊
hfw6
一
一
一
一
气体保护焊
hf>6
0.5
0.0
1.5
1.0
7
对接焊缝组合焊缝
twV40
合格
合格
:合格
合格
焊脚尺寸
tw>40
符合要求
一、二、三级焊缝不得有裂纹、焊瘤等缺陷
符合要求
般 项 目
项目
允许偏差
(mm
实测偏差值(mm
1
2
3
4
1
二级焊缝咬边
见规范附录A
合格
合格
合格
合格
2
三级焊缝咬边
合格
合格
合格
合格
3
三级焊缝表面气孔
合格
合格
合格
合格
4
对接 焊缝 余高
埋弧自动焊
2.0
3.0
1.0
金属结构件焊缝外观质量检测评定表

金属结构件焊缝外观质量检测评定表单位工程名称单位工程编号分部工程名称分部工程编号单元工程名称单元工程编号序号项目质量标准(mm)检验结果评定1Δ裂纹情况一、二、三类焊缝均不允许2 表面夹渣情况一、二类缝不允许,三类焊缝深不大于0.1δ,长不大于0.3δ,且不大于103Δ咬边情况一、二类焊缝:深不超过0.5连续长度不超过100,两侧咬边累计长度不大于10%全长焊缝三类焊缝:深不大于1.04 未焊满情况一、二类焊缝:不允许三类焊缝:不超过0.2+0.02δ且不超过1,每100焊缝内缺陷总长不大于255Δ表面气孔情况一、二类焊缝不允许三类焊缝:每50长的焊缝内允许有直径为0.3δ,且不大于2的气孔2个,孔间距不小于6倍孔径6 焊缝余高Δh手工焊12<δ<25 Δh=0~2.525<δ<50 Δh=0~3埋弧焊0~47 对接接头焊缝宽度手工焊盖过每边坡口宽度2~4,且平缓过渡埋弧焊盖过每边坡口宽度2~7,且平缓过渡8 飞溅物清除干净9 焊瘤不允许10 角焊缝厚度不足(按设计焊缝厚度计)一类焊缝:不允许二类焊缝:不超过0.3+0.05δ且不超过1,每100焊缝长度内缺陷总长不大于25三类焊缝:不超过0.3+0.05δ且不超过2,100焊缝内长度缺陷总长不大于2511角焊缝焊脚高度K手工焊K<12+3K>12+4埋弧焊K<12+4K>12+512一、二类焊缝探伤检测结果检测结果主要项目点,其中合格点,合格率%。
一般项目点,其中合格点,合格率%。
施工单位自评意见及质量等级监理(建设)单位复评意见及质量等级年月日年月日检测员专职质检员监理工程师注:①本表由施工单位质检科填报,监理(建设)单位确认。
②Δ——为主要检测项目。
③本表作为闸门、拦污栅、埋件的制作安装单元工程质检工序附表。
④δ为板厚(mm)。
钢结构——焊接—焊缝质量检查级别 质评表3-8-34

全部
1 1 超声波检查
全部
抽查焊缝长度的 X射线检查 2%,至少应有一
张底片Βιβλιοθήκη 外观检查全部22 超声波检查 抽查焊缝长度的 50%
检查外观缺陷及几何尺寸, 有疑点时用磁粉复检。
缺陷超出X射线检验质量标 准规定时,应加倍透照,如
不合格应100%透照。
检查外观缺陷及几何尺寸。
有疑点时,用X射线透照复 检,如发现有超标缺陷,应
用超声波全部检查。
3 3 外观检查
全部
检查外观缺陷及几何尺寸。
交方班组 工程技术负责人:
接方班组 质检员:
平均合格率(%)
施工员:
评定等级
年
月
日
部分的厚度不大于0.25倍板厚,最大不大于4.0mm;对所有焊缝都应进行外观检
查,内部检查以超声波探伤为主。
序号
级 别
检查项目
检查数量
各实测点偏差值
检验频率 应检 实检 合格 合格率
1 2 3 4 5 6 7 8 9 10 11 12 13 14 范围 点数 点数 点数 点数 (%)
检查方法
外观检查
单位工程名称:
工序质量评定表
部位名称:
质评表3-8-34 工序名称:钢结构——焊接—焊缝质量检查级别
工程数量
序号 检查项目
外 观质量标准
质量实 况
焊缝金属表面焊波均匀,无裂纹、沿边缘或角顶的未溶合、溢流、烧穿、未填
满的火口和超出允许的气孔、夹渣、咬肉等缺陷;对接焊缝要求熔透者,咬合部
1
焊接质量
分不小于2mm,角焊缝(船型焊)正边尺寸允许偏差+2.0mm或-1.0mm;在双侧贴 角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用单侧焊缝连接时,其未溶透
钢结构评定表1
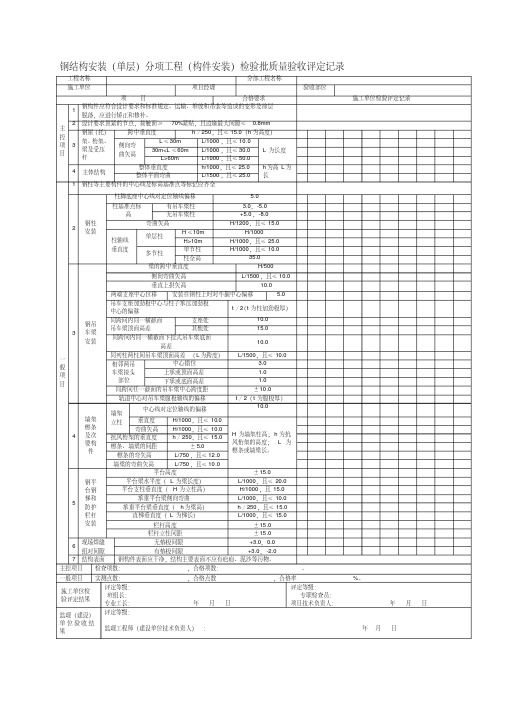
构件
相邻两吊车 梁接头部位
中心错位 上承或顶面高差 下承或底面高差
同跨间任一截面的吊车梁中心跨度距
3.0 1.0 1.0 ±10.0
轨道中心对吊车梁腹板轴线的偏移
t∕2(t 为梁腹板厚)
墙架 立柱
中心线对定位轴线的偏移
垂直度
H/1000,且≤ 10.0
弯曲矢高
H/1000,且≤ 15.0
钢屋(托)
跨中垂直度
H/250,且≤ 15.0
架、桁架、
主 3 梁及受压
控
杆
项
目 4 钢柱安装
侧向
L ≤30m
L/1000,且≤ 10.0
弯曲
30m<L ≤60m
L/1000,且≤ 30.0
矢高
L>60m
L/1000,且≤ 50.0
底层柱柱底轴线对定位轴线偏移
柱子定位轴线
L 为跨度; H 为高度
3.0 1.0
高用经纬仪或拉线和钢尺检查;柱轴线垂直度用经纬仪或吊线和钢尺检查。 第 3 项:梁的跨中垂直度用吊线和钢尺检查;侧向弯曲矢高、垂直上拱矢高、两端支座中心位移用
拉线和钢尺检查;吊车梁支座加劲板中心与柱子承压加劲板中心的偏移用吊线和钢尺检查;同一间内同 一横截面吊车梁顶面高差、下挂式吊车梁底面高差用经纬仪、水准仪和钢尺检查;同一列相邻两柱间吊 车梁顶面高差用水准仪和钢尺检查;相邻两吊车梁接头部位用钢尺检查;同跨间任一截面的吊车梁中心 跨距用经纬仪和光电测距仪检查,跨度小时可用钢尺检查;轨道中心对吊车梁腹板轴线的偏移用吊线和 钢尺检查。
栏杆高度
± 15 .0
栏杆立柱间距
± 15 .0
现场焊缝组 7
施工质量验收表格钢结构工程
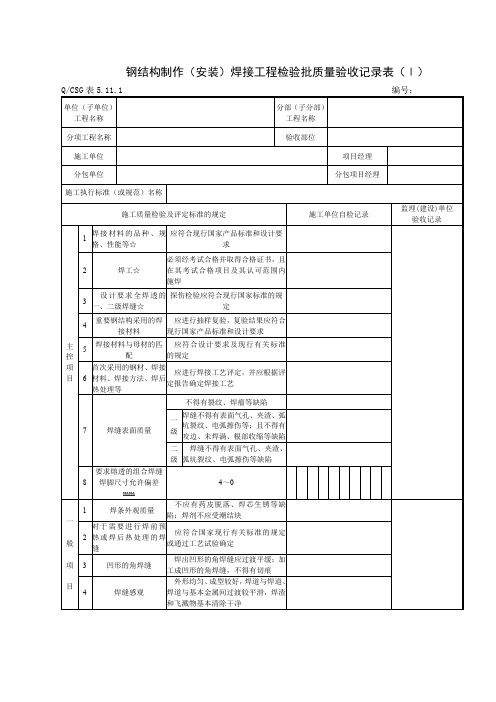
钢结构制作(安装)焊接工程检验批质量验收记录表(Ⅰ)
钢结构制作(安装)焊接工程检验批质量验收记录表(Ⅱ)
焊钉(栓钉)焊接工程检验批质量验收记录表
Q/CSG表5.11.2编号:
普通紧固件连接工程检验批质量验收记录表
高强度螺栓连接工程检验批质量验收记录表
:
钢结构零、部件加工工程检验批质量验收记录表(Ⅰ)
:
钢结构零、部件加工工程检验批质量验收记录表(Ⅱ)Q/CSG表5.11.5(续)编号:
:
钢构件(单层钢柱)组装工程检验批质量验收记录表(Ⅰ)
:
:
:
钢构件(钢梁)组装工程检验批质量验收记录表(Ⅲ)
Q/CSG表5.11.9(续)编号:
:
:
:
:
构件预拼装工程检验批质量验收记录表
Q/CSG表5.11.15 编号:
Q/CSG表5.11.15(续) 编号:
钢构件(多层及高层)安装工程检验批质量验收记录表(Ⅰ)
钢构件(多层及高层)安装工程检验批质量验收记录表(Ⅱ)
钢构件(吊车梁、单轨及轨道)安装工程检验批质量验收记录表(Ⅰ)
钢构件(吊车梁、单轨及轨道)安装工程检验批质量验收记录表(Ⅱ)
钢构件(墙架、檩条)安装工程检验批质量验收记录表
钢构件(钢梯、平台及栏杆)安装工程检验批质量验收记录表
:
压型金属板工程检验批质量验收记录表(Ⅰ)
:
压型金属板工程检验批质量验收记录表(Ⅱ)
Q/CSG表5.11.21(续)编号:
防腐涂料涂装工程检验批质量验收记录表
防火涂料涂装工程检验批质量验收记录表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊工必须合格
4
焊缝必须按照焊缝等级经过无损探伤合格
5
焊缝表面严禁有裂纹、夹渣,焊瘤弧坑,气孔及熔合性飞溅物等缺陷
一般项目
6
焊缝外观质量
7
焊接应有合格的工序交接记录
8
构件主要焊缝应打有焊工印记
9
项次
项目
允许偏差
(mm)
施工单位自检记录
等级
1
对接焊缝
焊缝余高
焊缝错边
2
贴角焊缝
焊缝余高
焊角宽
3
T型接头要求焊透K型焊缝
检查结果
主控项目检查项,其中项符合要求。
一般项目
检验项目共查项,其中项优良,优良率%。
允许偏差项目共测点,其中点合格,合格率%。
施工单位检验评定结
评定等级
专职质检员
项目技术负责人年月日
监理(建设)单位
评定等级
评定等级
监理工程师(建设单位技术负责人)年月日
工艺钢结构焊接质量检验评定记录
EQ-079
单位工程名称
分部工程名称
施工部位
施工单位
项目经理
技术负责人
施工执行标准名称
《有色金属工业建设工程机械设备安装质量检验评定标准》1995-7
主控项目
编号
检验评定标准
施工单位自检记录
监理(建设)
验评结果
1
工艺钢结构主体结构必须有审查合格的焊接工艺报告
2
构件母材、焊条、焊剂、焊丝及保护气体必须符合设计和工艺钢结构焊接的有关规定