128 (ATC)
数控编程G代码和M代码

G代码容G00 快速定位G01 直线插补G02 圆弧插补G03 圆弧插补G04 暂停G05G06G07G08G09G10G11G12G13 刀架选择:刀架AG14 刀架选择:刀架BG15G16G17 刀具半径补偿:X-Y平面G18 刀具半径补偿:Z-X平面G19 刀具半径补偿:Y-Z平面G20 原始位置指令G21 ATC原始位置指令G22 扭距跳过指令G23G24 ATC原始位置移动指令(不带直线插补) G25 节点位置移动指令(不带直线插补)G26G27G28 扭距极限指令取消G29 扭距极限指令G30 跳步循环G31 固定螺纹车削循环:轴向G32 固定螺纹车削循环:端面G33 固定螺纹车削循环G34 变螺距螺纹车削循环:增加螺距G35 变螺距螺纹车削循环:减少螺距G36 动力刀具轴-进给轴同步进给 (正转)G37 动力刀具轴-进给轴同步进给 (反转) G38G39G40 刀尖圆狐半径补偿: 取消G41 刀尖圆狐半径补偿: 左G42 刀尖圆狐半径补偿: 右G43G44G45G46G47G48G49G50 零点位移,主轴最高转速指令G51G52 六角刀架转位位置误差补偿G53G54G55G56G57G58G59G60G61G62 镜像指令G63G64 到位控制关G65 到位控制开G66G67G68G69G70G71 复合固定螺纹车削循环: 轴向G72 复合固定螺纹车削循环: 径向G73 轴向铣槽复合固定循环G74 径向铣槽复合固定循环G75 自动倒角G76 自动倒圆角G77 攻丝复合固定循环G78 反向螺纹攻丝循环G79G80 形状定义结束 (LAP)G81 轴向形状定义开始 (LAP)G82 径向形状定义开始 (LAP)G83 坯材形状定义开始 (LAP)G84 棒料车削循环中改变切削条件 (LAP) G85 调用棒料粗车循环 (LAP)G86 调用重复粗车循环 (LAP)G87 调用精车循环 (LAP)G88 调用连续螺纹车削循环 (LAP)G89G90 绝对值编程G91 增量编程G92G93G94 每分进给模式 (mm/min)G95 每转进给模式 (mm/rev)G96 恒周速切削开G97 G96取消G98G99G100 刀架A或刀架B单独切削的优先指令G101 创成加工中直线插补G102 创成加工中圆弧插补 (正面) (CW) G103 创成加工中圆弧插补 (正面) (CCW) G104G105G106G107 主轴同步攻丝,右旋螺纹G108 主轴同步攻丝,左旋螺纹G109G110 刀架A恒周速切削G111 刀架B恒周速切削G112 圆弧螺纹车削CWG113 圆弧螺纹车削CCWG114G115G116G117G118G119 刀具半径补尝:C-X-Z平面G120G121G122 刀架A副主轴W轴指令 (13)G123 刀架B副主轴W轴指令 (G14)G124 卡盘A有效原点G125 卡盘B有效原点G126 锥度加工模式OFF指令G127 锥度加工模式ON指令G128 M/C加工模式OFF指令G129 M/C加工模式ON指令G130G131G132 创成加工中圆弧插补 (侧面) (CW)G133 创成加工中圆弧插补 (侧面) (CCW)G134G135G136 坐标反转结束或Y轴模式关G137 坐标反转开始G138 Y轴模式开G139G140 主轴加工模式的指定G141 副主轴加工模式的指定G142 自动脱模主轴加工模式的指定G143 自动脱模主轴和第3刀架加工模式的指定G144 W-轴控制OFF指令G145 W-轴控制ON指令G146G147G148 B-轴控制OFF指令G149 B-轴控制ON指令G150G151G152 可编程尾架定位 (牵引尾架)G153 可编中心架G代码 (牵引)G154 W-轴单向定位指令G155 精确轮廓描绘模式ON指令G156 精确轮廓描绘模式OFF指令G157G158 刀具轴方向刀具长度偏移量G159 刀具轴方向刀具长度偏移量(不带旋转位移偏移量) G160 取消刀具轴方向刀具长度偏移量G161 G代码宏功能MODING162 G代码宏功能MODING163 G代码宏功能MODING164 G代码宏功能MODING165 G代码宏功能MODING166 G代码宏功能MODING167 G代码宏功能MODING168 G代码宏功能MODING169 G代码宏功能MODING170 G代码宏功能MODING171 G代码宏功能CALLG172G173G174G175G176G177G178 同步攻丝循环 (CW)G179 同步攻丝循环 (CCW)G180 动力刀具复合固定循环: 取消G181 动力刀具复合固定循环: 钻孔G182 动力刀具复合固定循环: 镗孔G183 动力刀具复合固定循环: 深孔钻G184 动力刀具复合固定循环: 攻丝G185 动力刀具复合固定循环: 轴向螺纹车削G186 动力刀具复合固定循环: 端面螺纹车削G187 动力刀具复合固定循环: 轴向直螺纹车削G188 动力刀具复合固定循环: 经向直螺纹车削G189 动力刀具复合固定循环: 铰孔/镗孔G190 动力刀具复合固定循环: 键槽切削循环G191 动力刀具复合固定循环: 轴向键槽切削循环G192G193G194G195G196G197G198G199G200G201G202G203G204G205 G代码宏功能CALLG206 G代码宏功能CALLG207 G代码宏功能CALLG208 G代码宏功能CALLG209 G代码宏功能CALLG210 G代码宏功能CALLG211 G代码宏功能CALLG212 G代码宏功能CALLG213 G代码宏功能CALLG214 G代码宏功能CALLM代码容M00 程序停止M01 任选停止M02 程序结束M03 工作主轴起动 (正转)M04 工作主轴起动 (反转)M05 主轴停止M06 刀具交换M07M08 冷却液开M09 冷却液关M10 主轴点动关M11 主轴点动开M12 动力刀具轴停止M13 动力刀具轴正转M14 动力刀具轴反转M15 C轴正向定位M16 C轴反向定位M17 机外测量数据通过RS232C传送请求M18 主轴定向取消M19 主轴定向M20 尾架干涉区或主轴干涉监视关(对面双主轴规格) M21 尾架干涉区或主轴干涉监视开(对面双主轴规格) M22 倒角关M23 倒角开M24 卡盘干涉区关,刀具干涉区关M25 卡盘干涉区开,刀具干涉区开M26 螺纹导程有效轴Z轴指定M27 螺纹导程有效轴X轴指定M28 刀具干涉检查功能关M29 刀具干涉检查功能开M30 程序结束M31M32 螺纹车削单面切削模式M33 螺纹车削时交叉切削模式M34 螺纹车削逆向单面切削模式M35 装料器夹持器Z向滑动后退M36 装料器夹持器Z向滑动前进M37 装料器臂后退M38 装料器臂前进到卸载位置M39 装料器臂前进到卡盘位置M40 主轴齿轮空档M41 主轴齿轮1档或底速线圈M42 主轴齿轮2档或高速线圈M43 主轴齿轮3档M44 主轴齿轮4档M45M46M47M48 主轴转速倍率无效取消M49 主轴转速倍率无效M50 附加吹气口1关M51 附加吹气口1开M52M53M54 分度卡盘自动分度M55 尾架后退M56 尾架前进M57 M63取消M58 卡盘底压M59 卡盘高压M60 M61取消M61 圆周速度恒定切削时,恒定旋转应答忽视M62 M64取消M63 主轴旋转M码应答忽视M64 主轴旋转之外的M码应答忽视M65 T码应答忽视M66 刀架回转位置自由M67 凸轮车削循环中同步运行模式取消M68 同步模式A运行开M69 同步模式B运行开M70 手动换到指令M71M72 ATC单元定位在接近位置M73 螺纹车削类型1M74 螺纹车削类型2M75 螺纹车削类型3M76 工件捕手后退M77 工件捕手前进M78 中心架松开M79 中心架夹紧M80 过切前进M81 过切后退M82M83 卡盘夹紧M84 卡盘松开M85 LAP粗车循环后不返回起始位置M86 刀架右回转指定M87 M86取消M88 吹气关M89 吹气开M90 关门M91 开门M92 棒料进给器后退M93 棒料进给器前进M94 装料器装料M95 装料器卸料M96 副轴用工件捕手后退M97 副轴用工件捕手前进M98 尾架低压M99 尾架高压M100 等待同步指令M101 外部M码M102 外部M码M103 外部M码M104 外部M码M105 外部M码M106 外部M码M107 外部M码M108 外部M码M109 取消M110M110 C轴连接M111 拾取轴自动零点设定M112 M-刀具轴在第三刀架上停止M113 M-刀具轴在第三刀架前进转M114 M-刀具轴在第三刀架向回转M115 卸料器打开M116 卸料器关闭M117 侧头前进M118 侧头后退M119 工件计数专用M120 无工件M121 固定中心架打开/关闭M122 固定中心架后退M123 固定中心架前进M124 STM超时检测开M125 STM超时检测关M126 附加送气口3关M127 附加送气口3开M128 尾架转动后退M129 尾架转动前进M130 卡盘故障检测空气关M131 卡盘故障检测送气输出关M132 卡盘故障检测关M133 卡盘故障检测开M134 负荷监视关M135 负荷监视开M136 复合固定循环形状指定M137 对刀器互锁解除开M138 对刀器互锁解除关M139 自学功能启动M140 攻丝循环动力刀具恒周速应答忽视M141 C轴夹紧指令选择M142 冷却液底压M143 冷却液高压M144 附加冷却液1关M145 附加冷却液1开M146 C轴松开M147 C轴夹紧M148 自动脱模主轴正转M149 自动脱模主轴反转M150 同步旋转关M151 同步旋转开M152 动力刀具轴互锁解除开M153 动力刀具轴互锁解除关M154 附加送气口2关(测量用吹气口) M155 附加送气口2开(测量用吹气口) M156 尾座互锁解除关M157 尾座互锁开M158 凸轮加工机-同步运行关M159 凸轮加工机-同步运行开M160 M161取消M161 进给倍率固定(100%)M162 M163取消M163 动力刀具主轴倍率固定(100%)M164 M165取消M165 进给保持和单程序段忽视M166 尾架进给/后退互锁解除关M167 尾架进给/后退互锁解除开M168 忽略动力刀具轴恒周速应答忽视M169 C轴没卡紧M170M171M172 车床侧机械手互锁解除关M173 车床侧机械手互锁解除开M174 附加冷却液2关M175 附加冷却液2开M176 Y轴松开M177 Y轴夹紧M178 尾架卡盘夹紧M179 尾架卡盘松开M180 机械手请求0M181 机械手请求1M182 机械手请求2M183 机械手请求3M184 卡盘互锁取消关M185 卡盘互锁取消开M186M187M188 尾架连接关(牵引可编程尾架规格) M189 尾架连接开(牵引可编程尾架规格) M190 尾架连接是可用G00移动M191 动力刀具主轴分度方向指定(顺时针) M192 动力刀具主轴分度方向指定(逆时针) M193 M194取消M194 螺纹车削相位核运行M195 M196取消M196 螺纹车削相位核对位移量有效M197 螺纹车削相位核对位移量清除M198M199M200 Z轴同步进给取消M201 Z轴同步进给G13M202 Z轴同步进给G14M203 刀架松开(数控刀架)M204 LR15M-ATC;循环时间缩短规格 (刀库换刀门关)M205 LR15M-ATC;循环时间缩短规格 (刀库换刀门开)M206 LR15M-ATC;循环时间缩短规格 (后退位置防护罩开)M207 LR15M-ATC;循环时间缩短规格 (后退位置防护罩关)M208 门互锁C,D开M209 门互锁C,D关M210M211 键槽切削循环:单向切削模式M212 M-刀具轴在第三刀架上停止或键槽切削循环:交叉切削模式M213 M-刀具轴在第三刀架上停止或键槽切削循环:进给量指定切削模式M214 M-刀具轴在第三刀架上停止或键槽切削循环:等分切削模式M215 负载监视G00忽略关M216 负载监视G00忽略开M217M218 附加吹气口关M219 附加吹气口开M220 平面车削关M221 平面车削旋转比 (1:1)M222 平面车削旋转比 (1:2)M223 平面车削旋转比 (1:3)M224 平面车削旋转比 (1:4)M225 平面车削旋转比 (1:5)M226 平面车削旋转比 (1:6)M227 LR15M-ATC;ATC操作完成等待指令M228 ATC下一个刀具返还指令M229 ATC动力刀具分度M230 外部M码M231 外部M码M232 外部M码M233 外部M码M234 外部M码M235 外部M码M236 外部M码M237 外部M码M238 平面车削动力主轴相位变更M239 副主轴模式主轴分度M240 动力刀具主轴:空档M241 动力刀具主轴:第1档M242 动力刀具主轴:第2档M243 排屑装置停止M244 排屑装置正转M245M246 副主轴卡盘互锁解除开M247 副主轴卡盘互锁解除关M248 副主轴卡盘夹紧M249 副主轴卡盘松开M250 工件推进器后退M251 工件推进器前进M252 激光尺数据写入M253 激光尺数据核对M254 程序停止M255M256M257M258M259M260M261M262M263M264 M265取消M265 脉冲手轮控制方式是取消快速进给M266M267M268M269M270M271 主轴低速开M272 主轴低速关M273M274M275M276M277M278M279M280M281M282M283M284M285M286M287M288 副主轴模式吹气关M289 副主轴模式吹气开M290 顶门关M291 顶门开M292M293M294M295M296 时间常数切换 (用于少量切削标志) M297 时间常数切换 (用于有效形状)M298M299。
atc引脚图及功能

at89c51引脚图及功能AT89C51是美国ATMEL公司生产的低电压,高性能CMOS8位单片机,片内含4k bytes的可反复擦写的只读程序存储器(PEROM)和128 bytes的随机存取数据存储器(RAM),器件采用ATMEL公司的高密度、非易失性存储技术生产,兼容标准MCS-51指令系统,片内置通用8位中央处理器(CPU)和Flash存储单元,功能强大AT89C51单片机可为您提供许多高性价比的应用场合,可灵活应用于各种控制领域。
主要性能参数:·与MCS-51产品指令系统完全兼容·4k字节可重擦写Flash闪速存储器·1000次擦写周期·全静态操作:0Hz-24MHz ·三级加密程序存储器·128×8字节内部RAM ·32个可编程I/O口线·2个16位定时/计数器·6个中断源·可编程串行UART通道·低功耗空闲和掉电模式功能特性概述:AT89C51提供以下标准功能:4k字节Flash闪速存储器,128字节内部RAM,32个I/O口线,两个16位定时/计数器,一个5向量两级中断结构,一个全双工串行通信口,片内振荡器及时钟电路。
同时,AT89C51可降至0Hz的静态逻辑操作,并支持两种软件可选的节电工作模式。
空闲方式停止CPU的工作,但允许RAM,定时/计数器,串行通信口及中断系统继续工作。
掉电方式保存RAM中的内容,但振荡器停止工作并禁止其它所有部件工作直到下一个硬件复位。
·P0口:P0口是一组8位漏极开路型双向I/O口,也即地址/数据总线复用口。
作为输出口用时,每位能吸收电流的方式驱动8个TTL逻辑门电路,对端口写“1”可作为高阻抗输入端用。
在访问外部数据存储器或程序存储器时,这组口线分时转换地址(低8位)和数据总线复用,在访问期间激活内部上拉电阻。
在FIash编程时,P0口接收指令字节,而在程序校验时,输出指令字节,校验时,要求外接上拉电阻。
云南省基本医疗保险药品目录(2018年版)

9
使用与目录药品名称和剂型相同的非处方药品发生的费用,可 以由统筹基金按规定支付。
2.“备注”一栏标为“限工伤保险”的药品,是仅限于工 伤保险基金支付的药品,不属于基本医疗保险、生育保险基金 支付范围。
9.西药部分第 1183 号“青蒿素类药物”是指卫生部《抗
疟药使用原则和用药方案》中所列的以青蒿素类药物为基础的
处方制剂、联合用药的药物和青蒿素类药物注射剂。
10.西药部分第 1257 号“缓解感冒症状的复方 OTC 制剂”
包括的品种见下表:
序号 1 2 3 4 5 6 7 8 9 10
药品名称 氨酚咖黄烷胺片 氨酚美伪滴剂 氨酚那敏三味浸膏胶囊 氨酚烷胺咖敏胶囊 氨酚烷胺那敏胶囊 氨酚伪麻胶囊 氨酚伪麻咀嚼片 氨酚伪麻颗粒剂 氨酚伪麻美芬胶囊 氨酚伪麻美芬片
缓释控释剂型 缓释片、缓释包衣片、控释片;缓释胶囊、控释胶囊
2
口服液体剂
丸剂 颗粒剂 口服散剂 外用散剂 软膏剂 贴剂 外用液体剂 硬膏剂 凝胶剂 涂剂 栓剂 滴眼剂 滴耳剂 滴鼻剂
吸入剂
注射剂
口服溶液剂、口服混悬剂、干混悬剂、口服乳剂、胶浆剂、口服液、乳液、 乳剂、胶体溶液、合剂、酊剂、滴剂、混悬滴剂、糖浆剂(含干糖浆剂) 丸剂、滴丸 颗粒剂、肠溶颗粒剂 散剂、药粉、粉剂 散剂、粉剂、撒布剂、撒粉 软膏剂、乳膏剂、霜剂、糊剂、油膏剂 贴剂、贴膏剂、膜剂、透皮贴剂 外用溶液剂、洗剂、漱口剂、含漱液、胶浆剂、搽剂、酊剂、油剂 硬膏剂、亲水硬膏剂 乳胶剂、凝胶剂 涂剂、涂膜剂、涂布剂 栓剂、肛门栓、阴道栓 滴眼剂、滴眼液 滴耳剂、滴耳液 滴鼻剂、滴鼻液 喷剂、气雾剂、喷鼻剂、喷粉剂、喷雾剂、雾化吸入剂、雾化混悬液、雾 化溶液剂、雾化吸入液、吸入性粉剂、干粉剂、干粉吸入剂、粉末吸入剂、 干粉吸剂、吸入性溶液剂、吸入性混悬液 注射剂、注射液、注射用溶液剂、静脉滴注用注射液、注射用混悬液、注 射用无菌粉末、静脉注射针剂、水针、注射用乳剂、乳状注射液、粉针剂、 针剂、无菌粉针、冻干粉针
G代码及M代码

G代码容G00 快速定位G01 直线插补G02 圆弧插补G03 圆弧插补G04 暂停G05G06G07G08G09G10G11G12G13 刀架选择:刀架AG14 刀架选择:刀架BG15G16G17 刀具半径补偿:X-Y平面G18 刀具半径补偿:Z-X平面G19 刀具半径补偿:Y-Z平面G20 原始位置指令G21 ATC原始位置指令G22 扭距跳过指令G23G24 ATC原始位置移动指令(不带直线插补) G25 节点位置移动指令(不带直线插补)G26G27G28 扭距极限指令取消G29 扭距极限指令G30 跳步循环G31 固定螺纹车削循环:轴向G32 固定螺纹车削循环:端面G33 固定螺纹车削循环G34 变螺距螺纹车削循环:增加螺距G35 变螺距螺纹车削循环:减少螺距G36 动力刀具轴-进给轴同步进给 (正转) G37 动力刀具轴-进给轴同步进给 (反转) G38G39G40 刀尖圆狐半径补偿: 取消G41 刀尖圆狐半径补偿: 左G42 刀尖圆狐半径补偿: 右G43G44G45G46G47G48G49G50 零点位移,主轴最高转速指令G51G52 六角刀架转位位置误差补偿G53G54G55G56G57G58G59G60G61G62 镜像指令G63G64 到位控制关G65 到位控制开G66G67G68G69G70G71 复合固定螺纹车削循环: 轴向G72 复合固定螺纹车削循环: 径向G73 轴向铣槽复合固定循环G74 径向铣槽复合固定循环G75 自动倒角G76 自动倒圆角G77 攻丝复合固定循环G78 反向螺纹攻丝循环G79G80 形状定义结束 (LAP)G81 轴向形状定义开始 (LAP)G82 径向形状定义开始 (LAP)G83 坯材形状定义开始 (LAP)G84 棒料车削循环中改变切削条件 (LAP) G85 调用棒料粗车循环 (LAP)G86 调用重复粗车循环 (LAP)G87 调用精车循环 (LAP)G88 调用连续螺纹车削循环 (LAP)G89G90 绝对值编程G91 增量编程G92G93G94 每分进给模式 (mm/min)G95 每转进给模式 (mm/rev)G96 恒周速切削开G97 G96取消G98G99G100 刀架A或刀架B单独切削的优先指令G101 创成加工中直线插补G102 创成加工中圆弧插补 (正面) (CW) G103 创成加工中圆弧插补 (正面) (CCW) G104G105G106G107 主轴同步攻丝,右旋螺纹G108 主轴同步攻丝,左旋螺纹G110 刀架A恒周速切削G111 刀架B恒周速切削G112 圆弧螺纹车削CWG113 圆弧螺纹车削CCWG114G115G116G117G118G119 刀具半径补尝:C-X-Z平面G120G121G122 刀架A副主轴W轴指令 (13) G123 刀架B副主轴W轴指令 (G14) G124 卡盘A有效原点G125 卡盘B有效原点G126 锥度加工模式OFF指令G127 锥度加工模式ON指令G128 M/C加工模式OFF指令G129 M/C加工模式ON指令G130G132 创成加工中圆弧插补 (侧面) (CW)G133 创成加工中圆弧插补 (侧面) (CCW)G134G135G136 坐标反转结束或Y轴模式关G137 坐标反转开始G138 Y轴模式开G139G140 主轴加工模式的指定G141 副主轴加工模式的指定G142 自动脱模主轴加工模式的指定G143 自动脱模主轴和第3刀架加工模式的指定G144 W-轴控制OFF指令G145 W-轴控制ON指令G146G147G148 B-轴控制OFF指令G149 B-轴控制ON指令G150G151G152 可编程尾架定位 (牵引尾架)G153 可编中心架G代码 (牵引)G154 W-轴单向定位指令G155 精确轮廓描绘模式ON指令G156 精确轮廓描绘模式OFF指令G157G158 刀具轴方向刀具长度偏移量G159 刀具轴方向刀具长度偏移量(不带旋转位移偏移量) G160 取消刀具轴方向刀具长度偏移量G161 G代码宏功能MODING162 G代码宏功能MODING163 G代码宏功能MODING164 G代码宏功能MODING165 G代码宏功能MODING166 G代码宏功能MODING167 G代码宏功能MODING168 G代码宏功能MODING169 G代码宏功能MODING170 G代码宏功能MODING171 G代码宏功能CALLG172G173G174G176G177G178 同步攻丝循环 (CW)G179 同步攻丝循环 (CCW)G180 动力刀具复合固定循环: 取消G181 动力刀具复合固定循环: 钻孔G182 动力刀具复合固定循环: 镗孔G183 动力刀具复合固定循环: 深孔钻G184 动力刀具复合固定循环: 攻丝G185 动力刀具复合固定循环: 轴向螺纹车削G186 动力刀具复合固定循环: 端面螺纹车削G187 动力刀具复合固定循环: 轴向直螺纹车削G188 动力刀具复合固定循环: 经向直螺纹车削G189 动力刀具复合固定循环: 铰孔/镗孔G190 动力刀具复合固定循环: 键槽切削循环G191 动力刀具复合固定循环: 轴向键槽切削循环G192G193G194G195G196G198G199G200G201G202G203G204G205 G代码宏功能CALL G206 G代码宏功能CALL G207 G代码宏功能CALL G208 G代码宏功能CALL G209 G代码宏功能CALL G210 G代码宏功能CALL G211 G代码宏功能CALL G212 G代码宏功能CALL G213 G代码宏功能CALL G214 G代码宏功能CALL M代码容M00 程序停止M01 任选停止M02 程序结束M03 工作主轴起动 (正转)M04 工作主轴起动 (反转)M05 主轴停止M06 刀具交换M07M08 冷却液开M09 冷却液关M10 主轴点动关M11 主轴点动开M12 动力刀具轴停止M13 动力刀具轴正转M14 动力刀具轴反转M15 C轴正向定位M16 C轴反向定位M17 机外测量数据通过RS232C传送请求M18 主轴定向取消M19 主轴定向M20 尾架干涉区或主轴干涉监视关(对面双主轴规格) M21 尾架干涉区或主轴干涉监视开(对面双主轴规格) M22 倒角关M23 倒角开M24 卡盘干涉区关,刀具干涉区关M25 卡盘干涉区开,刀具干涉区开M26 螺纹导程有效轴Z轴指定M27 螺纹导程有效轴X轴指定M28 刀具干涉检查功能关M29 刀具干涉检查功能开M30 程序结束M31M32 螺纹车削单面切削模式M33 螺纹车削时交叉切削模式M34 螺纹车削逆向单面切削模式M35 装料器夹持器Z向滑动后退M36 装料器夹持器Z向滑动前进M37 装料器臂后退M38 装料器臂前进到卸载位置M39 装料器臂前进到卡盘位置M40 主轴齿轮空档M41 主轴齿轮1档或底速线圈M42 主轴齿轮2档或高速线圈M43 主轴齿轮3档M44 主轴齿轮4档M45M46M47M48 主轴转速倍率无效取消M49 主轴转速倍率无效M50 附加吹气口1关M51 附加吹气口1开M52M53M54 分度卡盘自动分度M55 尾架后退M56 尾架前进M57 M63取消M58 卡盘底压M59 卡盘高压M60 M61取消M61 圆周速度恒定切削时,恒定旋转应答忽视M62 M64取消M63 主轴旋转M码应答忽视M64 主轴旋转之外的M码应答忽视M65 T码应答忽视M66 刀架回转位置自由M67 凸轮车削循环中同步运行模式取消M68 同步模式A运行开M69 同步模式B运行开M70 手动换到指令M71M72 ATC单元定位在接近位置M73 螺纹车削类型1M74 螺纹车削类型2M75 螺纹车削类型3M76 工件捕手后退M77 工件捕手前进M78 中心架松开M79 中心架夹紧M80 过切前进M81 过切后退M82M83 卡盘夹紧M84 卡盘松开M85 LAP粗车循环后不返回起始位置M86 刀架右回转指定M87 M86取消M88 吹气关M89 吹气开M90 关门M91 开门M92 棒料进给器后退M93 棒料进给器前进M94 装料器装料M95 装料器卸料M96 副轴用工件捕手后退M97 副轴用工件捕手前进M98 尾架低压M99 尾架高压M100 等待同步指令M101 外部M码M102 外部M码M103 外部M码M104 外部M码M105 外部M码M106 外部M码M107 外部M码M108 外部M码M109 取消M110M110 C轴连接M111 拾取轴自动零点设定M112 M-刀具轴在第三刀架上停止M113 M-刀具轴在第三刀架前进转M114 M-刀具轴在第三刀架向回转M115 卸料器打开M116 卸料器关闭M117 侧头前进M118 侧头后退M119 工件计数专用M120 无工件M121 固定中心架打开/关闭M122 固定中心架后退M123 固定中心架前进M124 STM超时检测开M125 STM超时检测关M126 附加送气口3关M127 附加送气口3开M128 尾架转动后退M129 尾架转动前进M130 卡盘故障检测空气关M131 卡盘故障检测送气输出关M132 卡盘故障检测关M133 卡盘故障检测开M134 负荷监视关M135 负荷监视开M136 复合固定循环形状指定M137 对刀器互锁解除开M138 对刀器互锁解除关M139 自学功能启动M140 攻丝循环动力刀具恒周速应答忽视M141 C轴夹紧指令选择M142 冷却液底压M143 冷却液高压M144 附加冷却液1关M145 附加冷却液1开M146 C轴松开M147 C轴夹紧M148 自动脱模主轴正转M149 自动脱模主轴反转M150 同步旋转关M151 同步旋转开M152 动力刀具轴互锁解除开M153 动力刀具轴互锁解除关M154 附加送气口2关(测量用吹气口) M155 附加送气口2开(测量用吹气口) M156 尾座互锁解除关M158 凸轮加工机-同步运行关M159 凸轮加工机-同步运行开M160 M161取消M161 进给倍率固定(100%)M162 M163取消M163 动力刀具主轴倍率固定(100%) M164 M165取消M165 进给保持和单程序段忽视M166 尾架进给/后退互锁解除关M167 尾架进给/后退互锁解除开M168 忽略动力刀具轴恒周速应答忽视M169 C轴没卡紧M170M171M172 车床侧机械手互锁解除关M173 车床侧机械手互锁解除开M174 附加冷却液2关M175 附加冷却液2开M176 Y轴松开M177 Y轴夹紧M178 尾架卡盘夹紧M180 机械手请求0M181 机械手请求1M182 机械手请求2M183 机械手请求3M184 卡盘互锁取消关M185 卡盘互锁取消开M186M187M188 尾架连接关(牵引可编程尾架规格) M189 尾架连接开(牵引可编程尾架规格) M190 尾架连接是可用G00移动M191 动力刀具主轴分度方向指定(顺时针) M192 动力刀具主轴分度方向指定(逆时针) M193 M194取消M194 螺纹车削相位核运行M195 M196取消M196 螺纹车削相位核对位移量有效M197 螺纹车削相位核对位移量清除M198M199M200 Z轴同步进给取消M201 Z轴同步进给G13M202 Z轴同步进给G14M203 刀架松开(数控刀架)M204 LR15M-ATC;循环时间缩短规格 (刀库换刀门关)M205 LR15M-ATC;循环时间缩短规格 (刀库换刀门开)M206 LR15M-ATC;循环时间缩短规格 (后退位置防护罩开)M207 LR15M-ATC;循环时间缩短规格 (后退位置防护罩关)M208 门互锁C,D开M209 门互锁C,D关M210M211 键槽切削循环:单向切削模式M212 M-刀具轴在第三刀架上停止或键槽切削循环:交叉切削模式M213 M-刀具轴在第三刀架上停止或键槽切削循环:进给量指定切削模式M214 M-刀具轴在第三刀架上停止或键槽切削循环:等分切削模式M215 负载监视G00忽略关M216 负载监视G00忽略开M217M218 附加吹气口关M219 附加吹气口开M220 平面车削关M221 平面车削旋转比 (1:1)M222 平面车削旋转比 (1:2)M223 平面车削旋转比 (1:3)M224 平面车削旋转比 (1:4)M225 平面车削旋转比 (1:5)M226 平面车削旋转比 (1:6)M227 LR15M-ATC;ATC操作完成等待指令M228 ATC下一个刀具返还指令M229 ATC动力刀具分度M230 外部M码M231 外部M码M232 外部M码M233 外部M码M234 外部M码M235 外部M码M236 外部M码M237 外部M码M238 平面车削动力主轴相位变更M239 副主轴模式主轴分度M240 动力刀具主轴:空档M241 动力刀具主轴:第1档M242 动力刀具主轴:第2档M243 排屑装置停止M244 排屑装置正转M246 副主轴卡盘互锁解除开M247 副主轴卡盘互锁解除关M248 副主轴卡盘夹紧M249 副主轴卡盘松开M250 工件推进器后退M251 工件推进器前进M252 激光尺数据写入M253 激光尺数据核对M254 程序停止M255M256M257M258M259M260M261M262M263M264 M265取消M265 脉冲手轮控制方式是取消快速进给M266M268M269M270M271 主轴低速开M272 主轴低速关M273M274M275M276M277M278M279M280M281M282M283M284M285M286M287M288 副主轴模式吹气关M289 副主轴模式吹气开M290 顶门关M291 顶门开M292M293M294M295M296 时间常数切换 (用于少量切削标志) M297 时间常数切换 (用于有效形状)M298M299。
数据和数据运算的练习题

数据和数据运算的练习题一、选择题下列各题A)、B)、C)、D) 四个选项中,只有一个选项是正确的。
1.下面关于常量的叙述,不正确的一项是()A)常量用以表示一个具体的、不变的值B)常量是指故固定不变的值C)不同类型的常量书写格式不同D)各种类型的常量都有自己的定界符2.常量的类型包括:字符型(C)、货币型(Y)、日期型(D)、日期时间型(T)和() A)通用型(M) B)备注型(G)C)对象型(O) D)逻辑型(L)3.下列关于数值型常量和货币型常量的说法,正确的是()A)货币型常量和数值型常量都要加上一个“$ ”符号B)货币型常量和数值型常量都可以使用科学记数法C)货币型常量在存储和计算时采用4位小数,数值型常量的小数可以多于4位D)以上说法都不对4.下列字符常量的表示中,错误的是()A)’计算机世界’ B)[”电脑报”]C)[[中国]] D)’[12345]’5.下列关于数值型常量表示正确的是( )A)$152.365 B)”125.34”C)-1.6E+12 D)1.5+1.56.下列符号中,不能作为日期常量型常量分隔符的是( )A)斜杠(/) B)连字符(-)C)句点(.) D)脱字符(^)7.执行命令SET DATE TO ANSI后,日期的输出格式为( )A)mm/dd/yy B) dd.mm.yyC) yy/mm/dd D) yy.mm.dd8.下面关于逻辑常量的表示,正确的是( )A).T.. , .F.. B) T , FC).T. , .F. D)..T..,..F..9.下列关于变量的叙述不正确的一项是( )A) 变量值可以随时改变B) Visual Foxpro中的变量分为字段变量和内存变量C) 变量的类型决定变量值的类型D) 在Visual Foxpro中可以将不同类型的数据赋给同一变量10.下列变量名中,属于Visual Foxpro合法变量名的是( )A) Visual Foxpro B) Visual .FoxproC) Visual Foxpro D)_Visual Foxpro11. 若内存变量名与当前工作区的数据表中的字段”stuxm”同名,则执行命令?stuxm后显示的是()A) 内存变量的值 B)字段的值C)随机显示 D)错误信息12.在命令窗口输入下列命令:STORE [5*8] TO X?X程序显示的结果是()A)5 B)8C)40 D)5*813.下列赋值语句中,正确的是()A) STORE 1 TO X,Y,ZB)STORE 1,2,3 TO XC)STORE 1 TO X Y ZD) STORE 1、2、3 TO X14.在命令窗口定义一个空的一维数组P(10),在命令窗口中输入”?P(1)”的结果为() A).T. B).F.C)1 D)015.系统定义一个数组DIMENSION X(3,5),则数组中包含的元素个数为( )A)3个 B)5个C)8个 D)15个16.下列表达式中,肯定不是Visual FoxPro的合法表达式的是( )A)[999]-AB B)NAME+”NAME”C)05/01/03 D)”经理”.OR.”副经理”17.顺序执行以下赋值语句命令后,下列表达式中错误的是( )X=“123”Y=4*5Z=“ABC”A)&X+Y B)&Y+ZC)VAL(X)+Y D)STR(Y)+Z18.执行下列命令后的显示结果是( )X1=“58.22”?41.78+&X1A)41.78+&X1 B)100.00C)41.7858.22 D)错误信息19.表达式LEN(SPACE(20)-SPACE(15))的结果为( )A)5 B)20C)35 D)错误信息20.表达式2*2^3-4/8+3^2的值为( )A)72.45 B)24.50C)16 D)021.下列日期表达式错误的是( )A){^2003/02/09}+15 B){^2003/04/25}+date()C){^2003/02/09}-15 D){^2003/04/25}-date()22.下列关于关系表达式的说法错误的是()A) 用来比较两个表达式的大小B) 计算两个表达式的和C) 各种关系运算符的优先级相同D) 关系表达式的运算结果都为逻辑型数据23.下列运算符中,都属于关系运算符的是( )A)>、<、<=、$、+、<> B)>、<、<=、-C)*、/、%、=、 D)>、<、<>、$、==24.下列表达式中,运算结果为逻辑真的是()A)”总经理”$”经理” B)3+5#2*4C)”计算机”<>”计算机世界” D)2003/05/01==CTOD(”05/01/03”)25.可以参与”与”,”或”,”非”逻辑运算的对象是( )A) 只能是逻辑型数据B) 可以是数值型、字符型C) 可以是数值型、字符型、日期型D) 可以是数值型、字符型、日期型、逻辑型数据26.在下列各项中,运算级别最高的是()A)圆括号() B)算术运算符C)关系运算符 D)逻辑运算符27.在Visual FoxPro中,下面属于函数SIGN()的返回值的是( )A).T. B)-1C).F. D)228.执行语句?INT(LEN(“123.456”)),在屏幕上的输出结果是( )A)1 B)3C)6 D)729.执行下列语句,其函数结果为( )STORE -100 TO X?SIGN(X) * SQRT (ABS(X))A)10.00 B)-10.00C)100.00 D)-100.0030.函数ROUND(123.4567,3)的计算结果是( )A)123 B)123.456C)123.4567 D)123.45731.下列各字符型函数中,其函数返回值不是数值型的是()A)LEN(”2003/04/15”) B)OCCURS(“电脑”,”Visual FoxPro”) C)AT (“Fox”,”Visual FoxPro”) D)LIKE(“a*”,”abcd”)32.函数LOWER(”12ab34CD”)的结果是()A)12AB34CD B)12ab34CDC)12ab34cd D)12AB34cd33.在命令窗口逐步执行执行以下程序:x=”□□计算机”y=” □□信息□□□”z=”世界□□□”?TRIM(x)+LTRIM(y)+ALLTRIM(z)程序的显示结果为()(”□”代表空格)A)计算机□□信息世界□□□B)□□计算机信息□□□世界C)□□计算机□□信息世界□□□D)计算机信息世界34.以下每两组表达式中,运算结果完全相同的是()A) LEFT(”VFP□”,3)与SUBSTR(” □VFP□”,2,3)B) YEAR(DATE())与SUBSTR(DTOC(DATE()),7,2)C)假定A=“visual□□”,B=“ □□FoxPro”,则A-B与A+BD) VARTYPE(”40-4*5”)与VARTYPE(40-4*5)35.假定M=100,N=200,K=“M+N”,则表达式50+&K的值是()A)50+&K B)50+”M+N”C)350 D)数据类型不匹配36.函数AT(”中国”,”中国人民解放军”)的结果是( )A)中国人 B)中国人民解放军C)1 D)037.函数CHRTRAN(”电脑信息时代”,”电脑”,”计算机”)的返回值是()A)电脑信息时代 B)计算机信息时代C)计算机信息时代 D).F.38.假定系统日期是2003年3月15日,则执行命令X1=MOD(YEAR(DATE())-200,10)后,X1的值是()A)-3 B)3C)032003 D)039.在一打开的的数据库表文件中有”出生日期”字段,则下列表达式中,结果不为日期型数据的是()A)10+出生日期 B)出生日期+10C)出生日期-10 D)DATE()-出生日期40.利用BOF()测试当前打开的一个空表文件,函数的返回值是()A).T. B).F.C)1 D)041.当记录指针指向末记录时,文件结束测试函数EOF()的返回值是( )A)1 B)0C).T. D).F.42.在下列Visual Foxpro表达式中,运算结果为字符型数据的是( )A)”1234”-”34” B)”ABCD”+”EFG”=“ABCDEFG”C)DTOC(DATE())>“04/04/02” D)CTOD(“05/08/03”)43.下列利用VARTYPE()函数测试的数据类型中,函数的返回字母与函数类型不一致的( )A)备注型----C B)对象型----OC)通用型----M D)未定义----U44.下列关于ISNULL()和EMPTY()说法正确的是( )概念都一样A)NULL和EMPTY()都是用来表示表达式的值是否为空B)ISNULL()和EMPTY()两个函数的返回值都是逻辑型数据C)函数EMPTY(.NULL.)的值为逻辑真(.T.)45.在当前打开的数据表中有10条记录,在命令窗口执行以下命令:GO BOTTOMSKIP?RECNO()DELETE ALL??RECCOUNT()在屏幕中显示的命令结果是( )A)10 0 B)10 10C)11 0 D)11 1046.在命令窗口中执行以下命令:X=100Y=200?IIF(X>50,X-50,X+50)?IIF(Y<50,Y-50,Y+50)则在屏幕中显示的结果为( )A)150 150 B)150 250C)50 150 D)50 25047.Visual Foxpro系统允许字符型数据的最大宽度是( )A)10 B)32C)128 D)25548.在Visual Foxpro中,系列合法的字符型常量是( )A){01/02/03} B)[123+45]C)[[计算机]] D).Y.49.下列数据中,合法的数值型常量是( )A)123 B)123+E345C)”45.36” D)4*550.在命令窗口中输入以下命令:SET DATE TO YMDSET MARK TO “.”?{^2003/04/06}在屏幕输出的结果为( )A)03,04,06 B)03.04.06C)04/06/03 D)04,06,0351.当定义一个新的数组后,系统会自动给数组中的每个元素赋以( )A)1 B)0C)逻辑真(.T.) D)逻辑假(.F.)52.在命令窗口中输入如下命令STORE 2*3 TO X?X在主屏幕中显示的结果为( )A)2 B)0C)6 D)2*353.在命令窗口中输入以下命令STORE “5*8= “ TO MSTORE 40 TO N?M+N在主屏幕中显示的结果为( )A)5*8=40 B)5*8C)M+N D)出错信息54.下列不属于合法变量名的是( )A)VFP B)学生_姓名C)中国计算机 D)X12355.下列4个表达式中,结果为数值型的是( )A)”1234”-”34” B)134-34=100C)40-4*5 D)5*6>2056.下列不可以用”+”或”-”运算符的是( )A)字符型数据 B)数值型数据C)日期型数据 D)逻辑型数据57.下列各表达式中,属于Visual Foxpro合法表达式的是( )A)”123”+SPACE(5)+27 B)CTOD(“05/02/03”)+DATE()C)VAL(“45”)+”55” D){^2002/05/15}-10058.若M=“4”,N=“6”,K=10,则下列表达式中结果为真的是( )A)M+N=K B)VAL(M+N)=KC)VAL(M)+VAL(N)=K D)M+N=STR(K)59.以下各表达式中,运算结果为日期型数据的是( )A)DATE()-02/03/98 B){02/04/98}+20C){^2003/02/03 12:40:59}-20 D)DTOC({02/03/98})60.命令短语SET STRICTDTE TO 1的作用是( )A)表示不进行严格的日期格式检查B)表示进行严格的日期格式检查,为系统默认的C)表示进行严格的日期格式检查,并对CTOD()和CTOT()函数的格式也有效D)表示系统显示日期格式为:YYYY/MM/DD61.假设有一个字段变量”姓名”,其值为”张三”,同时也存在一个同名的内存变量:姓名=“王五”.当系统访问此”姓名”变量时,姓名的值应该是( )A)张三 B)王五C)”张三” D)”王五”62.下列可用于表中数据向数组进行复制的命令是( )A)DIMENSION B)SCTTERC)GATHER D)DECLARE63.5E-10是一个( )A)字符型常量 B)数值型常量C)内存常量 D)非法表达式64.在命令窗口中执行下列命令:STORE 3*5=15 TO XY=.F.?X.AND.Y在命令窗口显示值为( )A).T. B).F.C)1 D)065.假设字符串A=“12”,B=“34”,则下列表达式的运算结果为逻辑假的是( )A).NOT.(A=B).OR.B$”1234” B).NOT.A$”ABC”.AND.A<>BC).NOT.(A<>B).AND.A$”ABC” D).NOT.(B$”ABC”.AND.A>=B)66.先执行SET DATE TO YMD,则表达式{^2000/02/15 10:30:20}-10的结果是()A){^1990/02/15 10:30:20} B){^2000/02/15 10:30:20}C) {^2000/02/05 10:30:10} D){^2000/02/15 10:30:10}67.下列各项中与表达式.NOT.(m>=0.AND.m<=60)等价的是( )A)m>0.OR.m<60 B)m<0.AND.m>60C)m<0.OR.m>60 D)m>0.AND.m<6068.下面的日期表达式或日期时间表达式中,错误的是()A){^2001/12/25}-10 B){^2001/12/25}-DATE()C){^2001/12/25 12:30:15}+10 D){^2001/12/25 12:30:15}-TIME()69. 逻辑表达式中,3个逻辑运算符的优先次序为()A)OR>AND>NOT B)NOT>AND>ORC)NOT>OR>AND D)AND>NOT>OR70.计算表达式2-10>15.OR.”a”+”b”$”123abc”时,运算的顺序为( )A)-、>、.OR.、+、$ B)-、+、>、$、.OR.C)-、.OR.、$、+、> D)+、$、-、>、.OR.71.下列关于VF中,运算符的优先级从高到底的排列,说法正确的是()A)逻辑运算符、算术运算符、字符串运算符、日期时间运算符、关系运算符、圆括B)关系运算符、算术运算符、字符串运算符、日期时间运算符、逻辑运算符、圆括号C)圆括号、字符串运算符、算术运算符、日期时间运算符、关系运算符、逻辑运算符D)圆括号、算术运算符、字符串运算符、日期时间运算符、关系运算符、逻辑运符72.函数SQRT(2*SQRT(4))的结果是()A)2.00 B)4.00C)8 D)1.6873.先执行STORE 10 TO X,则函数ABS(5-X),SIGN(5-X)的值分别为()A)5 1 B)-5 1C)5 -1 D)-5 -174.函数ROUND(PI(),-2)的结果是()A)3.14 B)-3.14C)3 D)075.函数MAX(ROUND(3.1415,3),PI())的结果是()A)3.1515 B)3.142C)PI() D)3.1476.在命令窗口中执行下列语句:STORE 5.5 TO M?INT(-M),CEILING(M),FLOOR(-M)在主窗口中显示的结果为()A)5 –5 –6 B)-5 5 –6C)-5 6 –6 D)5 6 577.假设A=10,B=-3,C=4,则函数MOD(A,B)和MOD(-A,C)的值分别是() A)-2 -2 B)-2 2C)2 2 D)2 -278.假设X=“VISUAL “,则表达式LEFT(X,1)+LOWER(SUBSTR(X,2))的结果是()A)Visual B)VisC)Vi D)Visua79.表达式VAL(SUBSTR(”计算机等级考试”,7))*LEN(”VISUAL”)的值为( )A)24 B)36C)42 D)080.下列4个函数中,结果相同的是()A) YEAR(DATE())和SUBSTR(DTOC(DATE()),7,2)B)假设A=“VFP”,B=“等级考试”,则A+B和B+AC) VARTYPE(”12+8=20”)和VARTYPE(12+8=20)D) RIGHT(”计算机辅导丛书”,8)与 SUBSTR(”计算机辅导丛书”,7)81.函数LEN(SAPCE(15)-SPACE(10))的结果是()A)5 B)25C)15 D)数据类型不匹配82.函数LEN(STR(123.45,2,1))的结果是( )A)2 B)3C)5 D)一串星号(****)83.假设字符变量X1=(”2006年下半年全国计算机等级考试”),下列语句中,能够显示”2006年下半年计算机等级考试”的是()A)?X1-”全国”B)?SUBSTR(X1,1,8)+SUBSTR(X1,11,17)C)?SUBSTR(X1,1,12)+RIGHT(X1,14)D)?LEFT(X1,8)+RIGHT(X1,14)84.在命令窗口中输入如下语句:A=“Visual FoxPro”B=“Fox”?at(B,A)??atc(B,A)在主窗口中显示的结果为()A)0 1 B)8 8C)1 8 D)8 185.函数OCCURS(”abc”,”abcacdadcabc”)的结果为( )A)0 B)1C)2 D)486.下列字符函数中,其结果为逻辑型的函数是()A)OCCURS B)STUFF()C)LIKE() D)CHRTRAN87.下列表达式中,运算结果为逻辑真的是()A)AT(”12”,”1234”) B)EMPTY(SPACE(12))C)MIN(2,3) D)LEN(”45”)>4088.在命令窗口中输入如下命令:M=“电脑信息时代”N=“电脑”K=“计算机”?CHRTRAN(M,N,K)??STUFF(M,1,4,K)在主窗口中显示的结果为()A)电脑信息时代计算机信息时代 B)计算机信息时代计算机信息时代C)计算信息时代计算机信息时代 D)计算信息时代计算信息时代89.执行以下语句序列,运算结果是( )SET DATE TO YMDSTORE CTOD (“04/01/02”) TO RQSTORE YEAR (RQ) TO YR]?YRA)04 B)2001C)2004 D)200290.假设变量A=“06/08/03”,则函数MONTH(CTOD(A))和DAY(CTOD(A))的值分别为()A)6 30 B)8 31C)6 8 D)8 391.下列函数中,其函数值为数值型的是( )A)TIME() B)DATETIME()C)DATE() D)DAY(DATE())92.下列各函数中,其函数值类型相同的是()A) YEAR(DATE())和DATE()-10B) DAY(DATE())和TIME()C) DATE()-{^2002/03/02}和SEC(DATETIME())D) TIME()和DATETIME()93.在命令窗口中执行下列语句:STORE -123.456 TO X?STR(X,3),STR(X)在主窗口中输出的结果是()A)-123 -123 B)-123.456 -123C)*** -123.456 D)*** -12394.VF函数VAL(”12AB34”)的返回值是()A)12AB34 B)12.00C)1234.00 D)095.执行下列语句后,在主窗口中输出的结果为( )X=“*”?”4&X.5=“+STR(4&X.5,2)A) 4&X.5=20 B) 4&X.5=0C) 4*5=20 D) 4*.5=2096.执行如下程序,最后一行输出的结果是X=“12.34”Y=VAL(X)?&X=YA)12.34 B).T.C).F. D)数据类型不匹配97.输入下列命令,程序的执行结果是()STORE .NULL. TO a?a,ISNULL(a)A).NULL. .T. B).T.C).NULL. .F. D).F.98.假设A=123,B=27,C=“A+B”,则函数VARTYPE(1+&C)的值是()A)151 B)NC)C D)U99.假设CJ=75,则函数:IIF(CJ)=60,IIF(CJ)=85,”优秀”,”良好”),”不及格”)的值是()A)优秀 B)良好C)不及格 D)函数嵌套错误100.下列空值的测试函数中,函数返回值为逻辑假的是()A)EMPTY(SPACE(2)) B)EMPTY(CHR(13))C)EMPTY(0) D)EMPTY(.NULL.)二、填空题1. 常量用以表示一个______________,其类型包括字符型、数值型、日期型、_______ _______、______________和______________。
数控代码大全

数控代码大全G代码内容G00 快速定位G01 直线插补G02 圆弧插补G03 圆弧插补G04 暂停G05G06G07G08G09G10G11G12G13 刀架选择:刀架AG14 刀架选择:刀架BG15G16G17 刀具半径补偿:X-Y平面G18 刀具半径补偿:Z-X平面G19 刀具半径补偿:Y-Z平面G20 原始位置指令G21 ATC原始位置指令G22 扭距跳过指令G23G24 ATC原始位置移动指令(不带直线插补) G25 节点位置移动指令(不带直线插补)G26G27G28 扭距极限指令取消G29 扭距极限指令G30 跳步循环G31 固定螺纹车削循环:轴向G32 固定螺纹车削循环:端面G33 固定螺纹车削循环G34 变螺距螺纹车削循环:增加螺距G35 变螺距螺纹车削循环:减少螺距G36 动力刀具轴-进给轴同步进给(正转)G37 动力刀具轴-进给轴同步进给(反转)G38G39G40 刀尖圆狐半径补偿: 取消G41 刀尖圆狐半径补偿: 左G42 刀尖圆狐半径补偿: 右G43G44G45G46G47G48G49G50 零点位移,主轴最高转速指令G51G52 六角刀架转位位置误差补偿G53G54G55G56G57G58G59G60G61G62 镜像指令G63G64 到位控制关G65 到位控制开G66G67G68G69G70G71 复合固定螺纹车削循环: 轴向G72 复合固定螺纹车削循环: 径向G73 轴向铣槽复合固定循环G74 径向铣槽复合固定循环G75 自动倒角G76 自动倒圆角G77 攻丝复合固定循环G78 反向螺纹攻丝循环G79G80 形状定义结束(LAP)G81 轴向形状定义开始(LAP)G82 径向形状定义开始(LAP)G83 坯材形状定义开始(LAP)G84 棒料车削循环中改变切削条件(LAP) G85 调用棒料粗车循环(LAP)G86 调用重复粗车循环(LAP)G87 调用精车循环(LAP)G88 调用连续螺纹车削循环(LAP)G89G90 绝对值编程G91 增量编程G92G93G94 每分进给模式(mm/min)G95 每转进给模式(mm/rev)G96 恒周速切削开G97 G96取消G98G99G100 刀架A或刀架B单独切削的优先指令G101 创成加工中直线插补G102 创成加工中圆弧插补(正面) (CW)G103 创成加工中圆弧插补(正面) (CCW) G104G105G106G107 主轴同步攻丝,右旋螺纹G108 主轴同步攻丝,左旋螺纹G109G110 刀架A恒周速切削G111 刀架B恒周速切削G112 圆弧螺纹车削CWG113 圆弧螺纹车削CCWG114G115G116G117G118G119 刀具半径补尝:C-X-Z平面G120G121G122 刀架A副主轴W轴指令(13)G123 刀架B副主轴W轴指令(G14)G124 卡盘A有效原点G125 卡盘B有效原点G126 锥度加工模式OFF指令G127 锥度加工模式ON指令G128 M/C加工模式OFF指令G129 M/C加工模式ON指令G130G131G132 创成加工中圆弧插补(侧面) (CW)G133 创成加工中圆弧插补(侧面) (CCW)G134G135G136 坐标反转结束或Y轴模式关G137 坐标反转开始G138 Y轴模式开G139G140 主轴加工模式的指定G141 副主轴加工模式的指定G142 自动脱模主轴加工模式的指定G143 自动脱模主轴和第3刀架加工模式的指定G144 W-轴控制OFF指令G145 W-轴控制ON指令G146G147G148 B-轴控制OFF指令G149 B-轴控制ON指令G150G151G152 可编程尾架定位(牵引尾架)G153 可编中心架G代码(牵引)G154 W-轴单向定位指令G155 精确轮廓描绘模式ON指令G156 精确轮廓描绘模式OFF指令G157G158 刀具轴方向刀具长度偏移量G159 刀具轴方向刀具长度偏移量(不带旋转位移偏移量) G160 取消刀具轴方向刀具长度偏移量G161 G代码宏功能MODING162 G代码宏功能MODING163 G代码宏功能MODING164 G代码宏功能MODING165 G代码宏功能MODING166 G代码宏功能MODING168 G代码宏功能MODING169 G代码宏功能MODING170 G代码宏功能MODING171 G代码宏功能CALLG172G173G174G175G176G177G178 同步攻丝循环(CW)G179 同步攻丝循环(CCW)G180 动力刀具复合固定循环: 取消G181 动力刀具复合固定循环: 钻孔G182 动力刀具复合固定循环: 镗孔G183 动力刀具复合固定循环: 深孔钻G184 动力刀具复合固定循环: 攻丝G185 动力刀具复合固定循环: 轴向螺纹车削G186 动力刀具复合固定循环: 端面螺纹车削G187 动力刀具复合固定循环: 轴向直螺纹车削G188 动力刀具复合固定循环: 经向直螺纹车削G189 动力刀具复合固定循环: 铰孔/镗孔G190 动力刀具复合固定循环: 键槽切削循环G191 动力刀具复合固定循环: 轴向键槽切削循环G192G193G194G195G196G197G198G199G200G201G202G203G204G205 G代码宏功能CALLG206 G代码宏功能CALLG207 G代码宏功能CALLG208 G代码宏功能CALLG210 G代码宏功能CALLG211 G代码宏功能CALLG212 G代码宏功能CALLG213 G代码宏功能CALLG214 G代码宏功能CALLM代码内容M00 程序停止M01 任选停止M02 程序结束M03 工作主轴起动(正转)M04 工作主轴起动(反转)M05 主轴停止M06 刀具交换M07M08 冷却液开M09 冷却液关M10 主轴点动关M11 主轴点动开M12 动力刀具轴停止M13 动力刀具轴正转M14 动力刀具轴反转M15 C轴正向定位M16 C轴反向定位M17 机外测量数据通过RS232C传送请求M18 主轴定向取消M19 主轴定向M20 尾架干涉区或主轴干涉监视关(对面双主轴规格) M21 尾架干涉区或主轴干涉监视开(对面双主轴规格) M22 倒角关M23 倒角开M24 卡盘干涉区关,刀具干涉区关M25 卡盘干涉区开,刀具干涉区开M26 螺纹导程有效轴Z轴指定M27 螺纹导程有效轴X轴指定M28 刀具干涉检查功能关M29 刀具干涉检查功能开M30 程序结束M31M32 螺纹车削单面切削模式M33 螺纹车削时交叉切削模式M34 螺纹车削逆向单面切削模式M35 装料器夹持器Z向滑动后退M36 装料器夹持器Z向滑动前进M37 装料器臂后退M38 装料器臂前进到卸载位置M39 装料器臂前进到卡盘位置M40 主轴齿轮空档M41 主轴齿轮1档或底速线圈M42 主轴齿轮2档或高速线圈M43 主轴齿轮3档M44 主轴齿轮4档M45M46M47M48 主轴转速倍率无效取消M49 主轴转速倍率无效M50 附加吹气口1关M51 附加吹气口1开M52M53M54 分度卡盘自动分度M55 尾架后退M56 尾架前进M57 M63取消M58 卡盘底压M59 卡盘高压M60 M61取消M61 圆周速度恒定切削时,恒定旋转应答忽视M62 M64取消M63 主轴旋转M码应答忽视M64 主轴旋转之外的M码应答忽视M65 T码应答忽视M66 刀架回转位置自由M67 凸轮车削循环中同步运行模式取消M68 同步模式A运行开M69 同步模式B运行开M70 手动换到指令M71M72 ATC单元定位在接近位置M73 螺纹车削类型1M74 螺纹车削类型2M75 螺纹车削类型3M76 工件捕手后退M77 工件捕手前进M78 中心架松开M79 中心架夹紧M80 过切前进M81 过切后退M82M83 卡盘夹紧M84 卡盘松开M85 LAP粗车循环后不返回起始位置M86 刀架右回转指定M87 M86取消M88 吹气关M89 吹气开M90 关门M91 开门M92 棒料进给器后退M93 棒料进给器前进M94 装料器装料M95 装料器卸料M96 副轴用工件捕手后退M97 副轴用工件捕手前进M98 尾架低压M99 尾架高压M100 等待同步指令M101 外部M码M102 外部M码M103 外部M码M104 外部M码M105 外部M码M106 外部M码M107 外部M码M108 外部M码M109 取消M110M110 C轴连接M111 拾取轴自动零点设定M112 M-刀具轴在第三刀架上停止M113 M-刀具轴在第三刀架前进转M114 M-刀具轴在第三刀架向回转M115 卸料器打开M116 卸料器关闭M117 侧头前进M118 侧头后退M119 工件计数专用。
FLASH型号容量对照表

FLASH型号容量对照表FLASH型号容量对照表各品牌 FLASH型号容量对照表三星(SAMSUNG)FLASH: 8M K9F6408UOC-TCBO16M K9F2808UOB/C-YC/IBO32M K9F5608UOA/B/C-YC/IBO64M K9F1208UOM/A-YCIBO128M K9K1G08UOM/A-YC/IBOK9F1G08UOM-YC/IBO256M K9F2G08UOM-YC/IBOK9K2G08UOM-YC/IBO512M K9W4G08U1M-YC/IBOK9K4G08UOM-YC/IBO东芝(TOSHIBA)FLASH:16M TC58128AFT/TC58DVM72A1FTOO32MTC58256FT/TC58DVM82A1FT00 64MTC58512FT/TC58DVM92A1FT00 128MTH58100FT/TC58DVG02A1FT00 TC58NVGOS3AFT05 256M TC58NVG1S3AFT05sandiak sdtnfbh-1024 128m -512 64 K9F2808U0C-YCB0 16MBK9F2808U0C-VCB0 16MBKM29U128(I)T 16MBK9F5608U0B-YCB0 32MBK9F5608U0C-YCB0 32MBK9F5608U0C-YIB0 32MBSmall K9F5608U0C-VCB0 32MBBlock K9F1208U0M-YCB0 64MBK9F1208U0A-YCB0 64MBK9F1208U0A-YIB0 64MBK9F1208U0A-VCB0 64MBK9K1G08U0A-YCB0 128MBK9K1G08U0M-YCB0 128MBK9K1G08U0M-VIB0 128MBK9T1G08U0A-YCB0 128MBK9T1G08U0M-YCB0 128MBSamsung SLC K9T1G08U0M-VIB0 128MBK9F1G08U0M-YCB0 128MBK9F1G08U0A-YCB0 128MBK9F1G08U0M-VCB0 128MBK9F1G08U0M-VIB0 128MBK9F1G08U0M-FIB0 128MBK9K2G08U0M-YCB0 256MBK9K2G08U0A-FIB0(90nm) 256MBK9K2G08U0M-VCB0 256MBK9K2G08U0M-VIB0 256MB Large K9K2G08U0A-VIB0(90nm) 256MBBlock K9F2G08U0M-YCB0(90nm) 256MBK9K4G08U0M-YCBO(90nm) 512MBK9K4G08U0M-PIB0(90nm) 512MBK9W4G08U1M-YCB0(90nm) 512MBK9W4G08U1M-YIB0(90nm) 512MBK9W8G08U1M-YCB0(90nm) 1GBK9W8G08U1M-YIB0(90nm) 1GBTC58128FT 16MBTC58DVM72A1FT00/05 16MBTC58DVM72A1FTI0 16MBTC58256FT 32MBSmall TC58DVM82A1FT00/05 32MBBlock TC58DVM82A1FTI0 32MBSLC TC58512FT 64MBTC58DVM92A1FT00/05 64MBToshiba TH58100FT 128MBTC58DVG02A1FT00/05 128MBTC58DVG04B1FT00/05 128MBTC58DVG04B1FTI0 128MBSmall TC58DVG14B1FT00/05 256MBMLC Block TC58DVG14B1FTI0 256MBTH58DVG24B1FT00/05 512MBTH58DVG24B1FTI0 512MBHY27US08561M 32MBSmall HY27US08121M 64MBBlock HY27UA081G1M 128MBHynix SLC HY27UB082G4M 256MBLarge HY27UF081G2M 128MBBlock HY27UG082G2M 256MBHY27UH084G2M 512MBInfineon HYF33DS512800ATC 64MBNAND128W3A 16MB Small NAND256W3A 32MBBlock NAND512W3A 64MBNAND01GW3A 128MBNAND128W3B 16MBST SLC NAND256W3B 32MBLarge NAND512W3B 64MBBlock NAND01GW3B 128MBNAND02GW3B 256MBNAND04GW3B 512MBNAND08GW3B 1GBMicron SLC Large MT29F2G08A 256MBBlock MT29F4G08B 256MBSanDisk MLC Small SDTNFCH-512 64MBBlock SDTNGCHE0-1024 128MBHN29V1G91T-30 128MBAG-AND HN29V2G74WT-30 256MBHN29V25691BT 32MB Renesas R1FVH04G13R 512MBSUPER HN29V51211T-50H 64MBAND HN29V51211T-50 64MB补充一下,大家只要记住,最常见的,在MP3中应用的,就是SAMSUNG | HYNIXK9K/K9F 128M 1G08;| HY 1G1M/1G2M,有一个共同的特征,1G代表128M, 如果是2GXX就代表256M,以此类推。
云南省基本医疗保险药品目录(2018年版)word格式
凡例《云南省基本医疗保险、工伤保险和生育保险药品目录(2018 年版)》(简称《药品目录》)是基本医疗保险、工伤保险和生育保险基金支付药品费用的标准。
临床医师根据病情开具处方、参保人员购买与使用药品不受《药品目录》的限制。
“凡例”是对《药品目录》中药品的分类与编号、名称与剂型、备注等内容的解释和说明,是《药品目录》的组成部分,其内容与目录正文具有同等政策约束力。
一、目录构成(一)《药品目录》西药部分和中成药部分所列药品为基本医疗保险、工伤保险和生育保险基金准予支付费用的药品,共2882 个(含 36 个谈判药),包括西药 1462 个,中成药 1420 个(含民族药 99 个)。
其中仅限工伤保险基金准予支付费用的品种 9 个;仅限生育保险基金准予支付费用的品种 8 个。
(二)《药品目录》收载的西药甲类药品 402 个,中成药甲类药品 192 个,其余为乙类药品。
基本医疗保险基金支付药品费用时区分甲、乙类,工伤保险和生育保险支付药品费用时不分甲、乙类。
二、编排与分类1(三)药品分类及分类代码执行《社会保险药品分类与代码》行业标准。
药品分类西药主要依据解剖-治疗-化学分类(ATC),中成药主要依据功能主治分类。
临床具有多种治疗用途的药品,选择其主要治疗用途分类。
临床医师依据病情用药,不受《药品目录》分类的限制。
(四)西药、中成药分别按药品品种编号。
同一品种只编一个号,重复出现时标注“★”,并在括号内标注该品种编号。
药品排列顺序及编号的先后次序无特别含义。
三、名称与剂型(五)除在“备注”一栏标有“◇”的药品外,西药名称采用中文通用名,未包括命名中的盐基、酸根部分,剂型单列。
中成药名称采用中文通用名,剂型不单列。
为使编排简洁,在甲乙分类、给药途径、备注相同的情况下,同一通用名称下的不同剂型并列,其先后次序无特别含义。
(六)西药剂型在《中国药典》“制剂通则”的基础上合并归类处理,未归类的剂型以《药品目录》标注的为准。
几种机床系统的原点回归方式
数控机床参考点的设置与维修探讨收藏此信息打印该信息添加:用户发布来源:未知________________________________________当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1、发那克系统:1)、工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点减速开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
列车控制系统习题

一、城市轨道交通信号设备概述填空题:1.城市轨道交通有别于城市道路交通的特点是、运行准时、速达、安全、利于环境保护、节省土地资源。
答案:容量大2.城市轨道交通信号系统的特点是、数据传输速率较低、联锁关系较简单、车辆段独立采用联锁设备、自动化水平高。
答案:具有完善的列车速度监控功能3.城市轨道交通的信号系统通常由和车辆段(基地)信号控制系统两大部分组成。
答案:列车运行自动控制系统(ATC)4.列车运行自动控制系统( ATC )包括:列车自动防护(ATP)、列车自动运行(ATO)及列车自动监控(ATS)三个系统,简称“”。
答案:3A判断题:1. ATO 子系统主要用实现“地对车控制”。
()答案:∨2. ATO 子系统包括车载 ATO 单元和地面设备两部分。
()答案:∨3. ATS子系统主要实现对列车运行的监督和控制。
()答案:∨14.按地域城市轨道交通信号设备划分为五部分()答案:∨选择题:1.城市轨道交通列车运行速度通常不超过()。
A:80km/h B:120km/hC:200km/h D:350km/h答案:A2. 控制中心设备属于()子系统,是 ATC 的核心。
A:ATP B:ATSC:ATC D:ATT答案:B3. 综合显示屏、调度员及调度长工作站设于()。
A:打印室 B:电源室C:主控制室 D:设备室答案:C名词解释:1.联锁:答案:联锁是车站范围内进路、信号、道岔之间互相制约的关系。
2.闭塞:答案:为确保列车在区间运行安全而采取一定措施的方法称为行车闭塞法,简称闭塞。
3. 移动闭塞:答案:移动闭塞可解释为“列车安全追踪间隔距离不预先设定,而随列车的移动不断移动并变化的闭塞方式”。
问答题:1.城市轨道交通对信号系统的要求答案:( 1 )安全性要求高( 2 )通过能力大( 3 )保证信号显示( 4 )抗干扰能力强( 5 )可靠性高( 6 )自动化程度高( 7 )限界条件苛刻2. 城市轨道交通信号系统有哪些特点答案:( 1 )具有完善的列车速度监控功能( 2 )数据传输速率较低( 3 )联锁关系较简单但技术要求高( 4 )车辆段独立采用联锁设备( 5 )自动化水平高3. 按地域城市轨道交通信号设备划分为几部分答案:按地域城市轨道交通信号设备划分为五部分:控制中心设备、车站及轨旁设备、车辆段设备、试车线设备、车载 ATC设备。
ATC的结构和原理

回目录 上一页 下一页 结 束
单片机原理及应用
2.1.5 中断系统
单片机中的中断是指CPU暂停正在执行的原程 序转而为中断源服务(执行中断服务程序),在执行 完中断服务程序后再回到原程序继续执行。中断系 统是指能够处理上述中断过程所需要的部分电路。
回目录 上一页 下一页 结 束
单片机原理及应用
2.2 AT89C51单片机引脚及其功能
40 P0.3(AD3)
41 P0.2(AD2)
42 P0.1(AD1)
43 P0.0(AD0)
2 P1.0( 2T)
3 P1.1( 2TEX)
VCC
1 NC
4 P1.2
5 P1.3
6 P1.4
AT89C51
(T2)P1.0 1 (T2EX)P1.1 2
回目录 上一页 下一页 结 束
单片机原理及应用
表2.2 工作寄存器组R0~R7的物理地址
RS1 RS0 工作寄存器组号 R0~R1的物理地址
0
0
0
0
1
1
1
0
2
1
1
3
00H ~ 07H 08H ~ 0FH 10H ~ 17H 18H ~ 1FH
⑤ 溢出标志位OV:当执行算术指令时,由硬件自动置位或 清零,表示累加器A的溢出状态。
AT89C51有四个8位并行I/O端口,分别 命名为P0口、P1口、P2口和P3口,它们都是 8位准双向口,每次可以并行输入或输出8位 二进制信息。
回目录 上一页 下一页 结 束
路虎维修手册(第四册)电路图 V2.0
编号 N122 P100 P101 P108 P110 P124 P136 R100 R102 R103 R117 R118 R122 R130 R132 R133 R137 R138 R139 R142 R176 R181
名称 变速箱电磁阀 蓄电池 乘客舱保险丝盒 发动机舱保险丝盒 保险丝固定架 挂车连接 挂车保险丝 主继电器 启动机继电器 燃油泵继电器 冷却风扇继电器 冷却风扇继电器 1 报警继电器 前雾灯继电器 点烟器继电器 喇叭继电器 后刮水器继电器 加热后风窗继电器 电动洗涤继电器 巡航控制继电器 鼓风机继电器 空调压缩机离合器继电器
如何使用电路图
导线类型 下表中列出了导线类型代码以及代码的意义解释。
代码
描述
D
单芯 DIN 导线
F
单芯软导线
H
单芯高温导线
SA*
单芯有电阻的导线 (0.9 欧姆 / 米)
SB*,SC*, SD*
单芯双股绞合导线
SE*, SF*
单芯可熔断导线
MAC, MAD, MAE, MAF, MAG, MAH
同轴屏蔽导线
MB*, MO*, MAK
单芯屏蔽导线
MC*, MI*, MP*, MQ*, MAB, MAP
双芯屏蔽导线
MD*, MJ*, MAM
双芯 ABS 传感器导线
ME*, TA*, TB*, MM*, MN*, MU*, MAI
双股绞合导线
MF*
氧传感器加热 (HO2S) 屏蔽导线
MG*
双芯绞合屏蔽导线
MH
图中编号元器件中文名称
编号 A140 A155 B100 B101 B102 B104 B109 B110 B112 B113 B140 B146 B152 B153 B154 B169 D110 D117 D119 D123 D125 D126
2023版抗菌药物DDD值速查表(按字母排序)

序号药品名称(按首字母排序)用药途径DDD(g)1阿洛西林注射剂P12 2阿米卡星注射剂P1 3阿莫西林氟氯西林胶囊O 3.5 4阿莫西林氟氯西林注射剂P5 5阿莫西林干糖浆O 1.5 6阿莫西林胶囊O 1.5 7阿莫西林颗粒O 1.5 8阿莫西林克拉维酸混悬剂O 1.5 9阿莫西林克拉维酸颗粒剂O 1.5 10阿莫西林克拉维酸片O 1.5 11阿莫西林克拉维酸注射剂P3 12阿莫西林舒巴坦混悬剂O 1.5 13阿莫西林舒巴坦片O 1.5 14阿莫西林舒巴坦注射剂P3 15阿莫西林片O 1.5 16阿莫西林注射剂P3 17阿尼芬净注射剂(新增)P0.1 18阿奇霉素干混悬剂O0.3 19阿奇霉素胶囊O0.3 20阿奇霉素颗粒剂O0.3 21阿奇霉素片O0.3 22阿奇霉素注射剂P0.5 23艾沙康唑片O0.2 24艾沙康唑注射剂P0.2 25氨苄西林丙磺舒胶囊O2 26氨苄西林氯唑西林注射剂P2 27氨苄西林胶囊O2 28氨苄西林注射剂P6 29氨苄西林舒巴坦片O2 30氨苄西林舒巴坦注射剂P6 31氨苄西林注射剂P6 32氨曲南注射剂P4 33安妥沙星片O0.2 34奥马环素片(新增)O0.3 35奥马环素注射剂(新增)P0.1 36奥硝唑片O 1.5 37奥硝唑注射剂P1 38巴氨西林片(新增)O 1.2 39巴龙霉素片(新增)O3 40苯唑西林片(新增)O2抗菌药物DDD值速查表2023版41苯唑西林注射剂P 242比阿培南注射剂P 1.243吡哌酸片O 0.844苄星青霉素注射剂P 3.645泊沙康唑片O 0.346泊沙康唑注射剂P 0.347达巴万星注射剂(新增)P 1.548大观霉素注射剂(新增)P 349达托霉素注射剂(新增)P 0.2850德拉沙星片(新增)P 0.651德拉沙星注射剂(新增)O 0.952地红霉素片P 0.2853多利培南注射剂(即多尼培南,新增)P 1.554多黏菌素B注射剂P 0.1555多黏菌素E吸入剂(新增,数据来自ATC/DDD Index,“临床用药评价”公众号提示以黏菌素活性基质CBA计算)Inhal 3MU(约100mg的CBA)56多黏菌素E注射剂(新增,数据来自ATC/DDD Index,“临床用药评价”公众号提示以黏菌素活性基质CBA计算)P 9MU(约300mg的CBA)57多西环素片O 0.158多西环素注射剂P 0.159厄他培南注射剂P 160法罗培南胶囊O 0.7561法罗培南颗粒剂O 0.7562法罗培南片O 0.7563夫西地酸注射剂P 1.564呋喃妥因片O 0.265呋喃唑酮片O 0.366伏立康唑片O 0.467伏立康唑注射剂P 0.468氟胞嘧啶片O 1069氟胞嘧啶注射剂P 1070氟康唑胶囊O 0.271氟康唑颗粒剂O 0.272氟康唑片O 0.273氟康唑注射剂P 0.274氟罗沙星片(新增)O 0.475氟罗沙星注射剂(新增)P 0.476氟氯西林胶囊O 277氟氯西林注射剂P 278氟氧头孢注射剂P 279复方磺胺甲噁唑片(复方新诺明)O 1.9280复方磺胺甲噁唑注射剂(注:此数据来源抗菌药物临床应用监测网,ATC/DDD Index未给出数据,临床用药评价公众号建议DDD=0.48)P 0.19281核糖霉素注射剂(新增)P 182红霉素(硬脂酸)颗粒剂O183红霉素肠溶片O1 84红霉素注射剂P1 85琥乙红霉素片O2 86环丙沙星片O1 87环丙沙星注射剂P0.8 88环酯红霉素干混悬剂O 1.25 89环酯红霉素片O 1.25 90磺胺二甲嘧啶片(新增)O4 91磺胺甲噁唑片O2 92磺胺林片(新增,数据来自ATC/DDD Index)O0.1 93磺胺嘧啶片(注:数据来自ATC/DDD Index)O0.694磺胺嘧啶注射剂(注:此数据来源抗菌药物临床应用监测网,ATC/DDD Index未给出数据)P695磺胺异噁唑片(新增)O4 96磺胺异噁唑注射剂(新增)P4 97磺苄西林注射剂P15 98灰黄霉素片(新增)O0.5 99吉米沙星片O0.32 100吉他霉素片O 1.2 101吉他霉素注射剂P0.8 102甲砜霉素片(新增)O 1.5 103甲砜霉素注射剂P 1.5 104加诺沙星片(新增)O0.4 105加替沙星片(新增)O0.4 106加替沙星注射剂P0.4 107甲硝唑片O2 108甲硝唑注射剂P 1.5 109甲氧苄啶片(新增)O0.4 110甲氧苄啶注射剂(新增)P0.4 111交沙霉素片O2 112卡泊芬净注射剂P0.05 113卡那霉素片(新增)O3 114卡那霉素注射剂(新增)P1 115康替唑胺片(新增,临床用药评价公众号DDD=1.6)O 1.6 116克拉霉素干混悬剂O0.5 117克拉霉素胶囊O0.5 118克拉霉素颗粒剂O0.5 119克拉霉素片O0.5 120克拉霉素注射剂P1 121克林霉素胶囊O 1.2 122克林霉素颗粒剂O 1.2 123克林霉素片O 1.2 124克林霉素注射剂P 1.8 125克霉唑(新增,阴道给药)Vaginal0.1 126拉氧头孢注射剂P4 127利福平胶囊(新增)O0.6128利福平注射剂(新增)P 0.6129利奈唑胺片O 1.2130利奈唑胺注射剂P 1.2131链霉素注射剂P 1132两性霉素B脂质体注射剂P 0.035133两性霉素B注射剂P 0.035134林可霉素注射剂P 1.8135磷霉素氨丁三醇散O 3136磷霉素钙甲氧苄啶胶囊O 3137磷霉素注射剂P 8138芦氟沙星片O 0.2139罗红霉素胶囊O 0.3140罗红霉素片O 0.3141洛美沙星片(新增)P 0.4142洛美沙星注射剂(新增,注:数据来自ATC/DDD Index)O 0.4143氯霉素注射液P 3144氯霉素片(新增)O 3145氯唑西林注射剂P 2146吗啉硝唑注射剂(新增,“临床用药评价”公众号DDD=1)P 1147美罗培南注射剂P 3148美罗培南/法硼巴坦注射剂(新增)P 3149美洛西林舒巴坦注射剂P 6150美洛西林注射剂P 6151美他环素片(新增)O 0.6152米卡芬净注射剂P 0.1153米诺环素胶囊O 0.2154米诺环素片O 0.2155莫西沙星片O 0.4156莫西沙星注射剂P 0.4157萘啶酸片(新增)O 4158萘夫西林注射剂P 3159奈诺沙星胶囊O 0.5160奈诺沙星注射剂(新增,“临床用药评价”公众号DDD=0.5)P 0.5161奈替米星注射剂(新增)P 0.35162诺氟沙星(氟哌酸)胶囊O 0.8163诺氟沙星(氟哌酸)片O 0.8164诺氟沙星注射剂(新增)P 0.8165帕尼培南倍他米隆注射剂P 2166帕珠沙星注射剂P 1167哌拉西林舒巴坦注射剂P 14168哌拉西林他唑巴坦注射剂P 14169哌拉西林注射剂P 14170培氟沙星片(新增)O 0.8171培氟沙星注射剂(新增)P 0.8172普鲁卡因青霉素注射剂P 0.6173普卢利沙星片(新增)O0.6174青霉素V片(新增)O2 175青霉素注射剂P 3.6 176庆大霉素片O0.3 177庆大霉素注射剂P0.24 178去甲万古霉素注射剂P 1.6 179塞克硝唑胶囊(新增)O2 180塞克硝唑片(新增)O2 181舒巴坦注射剂P1 182舒他西林片O 1.5 183妥舒沙星胶囊(新增)O0.45 184妥舒沙星片(新增)O0.45 185四环素片O1 186司帕沙星片(新增)O0.2 187羧苄西林注射剂P12 188特比萘芬片O0.25 189特地唑胺片(新增)O0.2 190特地唑胺注射剂(新增)P0.2 191替加环素注射剂P0.1 192替卡西林克拉维酸注射剂P15 193替考拉宁注射剂P0.4 194替硝唑胶囊O2 195替硝唑片O2 196替硝唑注射剂P 1.5 197头孢氨苄/甲氧苄啶片O2 198头孢氨苄胶囊O2 199头孢氨苄颗粒剂O2 200头孢氨苄片O2 201头孢比罗酯注射剂(即头孢吡普酯,新增)P 1.5 202头孢洛林酯注射剂(新增)P 1.2 203头孢吡肟注射剂P4 204头孢丙烯干混悬剂O1 205头孢丙烯颗粒剂O1 206头孢丙烯片O1 207头孢泊肟(酯)片O0.4 208头孢泊肟干糖浆O0.4 209头孢泊肟片O0.4 210头孢布烯胶囊O0.4 211头孢地尼胶囊O0.6 212头孢地嗪注射剂P2 213头孢呋辛注射剂P3 214头孢呋辛酯颗粒剂O0.5 215头孢呋辛酯片O0.5 216头孢甲肟注射剂P2 217头孢卡品酯片(新增)O0.45 218头孢克洛干混悬剂O1 219头孢克洛胶囊O1220头孢克洛颗粒剂O1 221头孢克洛片O1 222头孢克肟干糖浆O0.4 223头孢克肟胶囊O0.4 224头孢拉定胶囊O2 225头孢拉定注射剂P2 226头孢硫脒注射剂P3 227头孢洛林酯注射剂(新增)P 1.2 228头孢洛扎/β-内酰胺酶抑制剂注射剂(新增)P3 229头孢洛扎/他唑巴坦注射剂(新增)P230头孢美唑注射剂P4 231头孢孟多(头孢羟唑)注射剂P6 232头孢咪唑注射剂P4 233头孢米诺注射剂P4 234头孢尼西注射剂P1 235头孢哌酮舒巴坦注射剂P4 236头孢哌酮他唑巴坦注射剂P4 237头孢哌酮注射剂P4 238头孢匹胺注射剂P2 239头孢匹罗注射剂(新增)P4 240头孢羟氨苄胶囊O2 241头孢曲松舒巴坦注射剂P2 242头孢曲松注射剂P2 243头孢曲松他唑巴坦注射剂P2 244头孢噻啶注射剂P3 245头孢噻吩注射剂P4 246头孢噻利注射剂P2 247头孢噻肟注射剂P4 248头孢噻肟舒巴坦注射剂P4 249头孢他啶注射剂P4 250头孢他啶阿维巴坦注射剂(新增)P6251头孢他啶/β-内酰胺酶抑制剂注射剂(新增,注:数据来自ATC/DDD Index,“临床用药评价”公众号限定头孢他啶阿维巴坦DDD=6)P6252头孢他啶他唑巴坦注射剂P4 253头孢他美酯胶囊O1 254头孢他美酯片O1 255头孢特仑酯片O0.4 256头孢替安注射剂P4 257头孢替唑注射剂P3 258头孢妥仑匹酯片O0.4 259头孢西丁注射剂P6 260头孢西酮注射剂P3 261头孢唑林注射剂P3 262头孢唑啉舒巴坦注射剂P3 263头孢唑肟注射剂P4264土霉素片(新增)O 1265土霉素注射剂(新增)P 1266妥布霉素注射剂P0.24267妥布霉素吸入溶液(新增)Inhal.solution 0.3268妥布霉素吸入干粉(新增)Inhal.powder0.112269托氟沙星胶囊(新增)O 0.45270万古霉素注射剂P 2271西索米星注射剂(新增)P 0.24272西他沙星片(新增)O 0.1273硝呋太尔片O 0.6274亚胺培南西司他丁注射剂P 2275亚胺培南西司他丁/雷利巴坦注射剂(新增)P 2276氧氟沙星片O 0.4277氧氟沙星注射剂P 0.4278依拉环素注射剂(新增,“临床用药评价”公众号DDD=0.1)P 0.1279伊曲康唑胶囊O 0.2280伊曲康唑口服液O 0.2281伊曲康唑片O 0.2282伊曲康唑注射剂P 0.2283依诺沙星胶囊O 0.8284依诺沙星注射剂P 0.4285依替米星注射剂P 0.25286依托红霉素混悬剂O 1.375287乙酰螺旋霉素片O 3288乙酰麦迪霉素干混悬剂O 0.9289异帕米星注射剂P 0.4290增效联磺片O 1.92291制霉菌素片O 150万U 292左奥硝唑注射剂P 1293左氧氟沙星胶囊O 0.5294左氧氟沙星片O0.5295左氧氟沙星吸入溶液(新增)Inhal.solution0.24296左氧氟沙星注射剂P0.5DDDs:用药频度。
ATC8051单片机资料
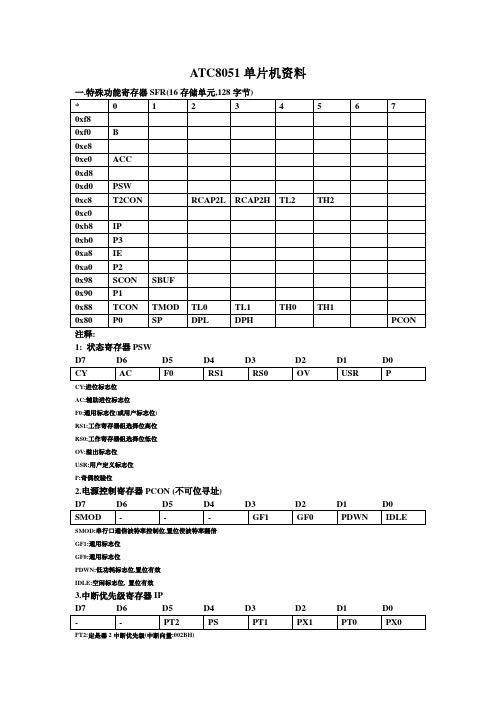
ATC8051单片机资料注释:1: 状态寄存器PSWCY:进位标志位AC:辅助进位标志位F0:通用标志位(或用户标志位)RS1:工作寄存器组选择位高位RS0:工作寄存器组选择位低位OV:溢出标志位USR:用户定义标志位P:奇偶校验位2.电源控制寄存器PCON (不可位寻址)SMOD:串行口通信波特率控制位,置位使波特率翻倍GF1:通用标志位GF0:通用标志位PDWN:低功耗标志位,置位有效IDLE:空闲标志位, 置位有效3.中断优先级寄存器IPPT2:定是器2中断优先级(中断向量:002BH)PS:串行通信中断优先级(中断向量:0023H)PT1: 定是器1中断优先级(中断向量:001BH)PX1: 外部中断1优先级(中断向量:0013H)PT0: 定是器0中断优先级(中断向量:000BH)PX0: 外部中断0优先级(中断向量:0003H)(上电复位中断向量:0000H)4.中断使能寄存器IEEA:总中断使能标志位,置位有效ET2:定时器2中断使能ES:串行通信中断使能ET1:定时器1中断使能EX1:外部中断1使能ET0:定时器0中断使能EX0:外部中断0使能5.定时器控制寄存器TCONTF1:定时器1溢出中断标志位,需软件清零TR1:定时器1控制位,置位定时器1工作TF0:定时器0溢出中断标志位,需软件清零TR0:定时器0控制位,置位定时器0工作IE1:外部中断1触发标志位,当检测到P3.3有从高到低电平跳变时置位,处理中断后,由硬件清零IT1:中断1触发方式控制位,置位时为跳变触发,复位时位低电平出发IE0:外部中断0触发标志位,当检测到P3.2有从高到低电平跳变时置位,处理中断后,由硬件清零IT0:中断0触发方式控制位,置位时为跳变触发,复位时位低电平出发6.定时器工作方式寄存器TMOD(不可位寻址)GATE: GATE=0为软件控制,定时(计数器无效)仅受TR1/0控制; GATE=1为硬件控制, 定时(计数器无效)受TR1/0和INT1/0双重控制,都置位才有效.这在测量INT1/0脚脉冲宽度时很有用,当然INT1/0脚不作外部中断用C/T: 定时/计数器方式选择位:C/T=1,计数器方式, C/T=0,定时器方式M1:模式选择高位M0:模式选择低位四种工作方式(预置值计算:用最大计数量减去需要的计数次数即可.): 软件控制,工作方式0:13位定时/计数方式,因此,最多可以计到2的13次方,也就是8192次工作方式1:16位定时/计数方式,因此,最多可以计到2的16次方,也就是65536次。
芯片IO缓冲和ESD设计

芯片I/O缓冲及ESD电路设计摘要:文章详细介绍了基于C MOS的芯片I/O缓冲电路分类,功能,电路及版图设计的一些考虑以及芯片引脚的静电保护问题。
关键词:I/O;缓冲电路;静电保护;CMOS针对引脚的输入输出缓冲(I/O buffer)电路设计,也可以称为输入输出接口(I/O interface)电路设计,是一颗完整芯片设计中不可或缺的组成部分,但是详细论述其设计规则的文章或者著作在国内却比较鲜见,这对初学者或者没有这方面经验的工程师无疑会造成困惑。
本文以CMOS工艺为例,较全面的论述I/O缓冲电路设计中各种考虑,可以作为芯片引脚输入输出电路设计的一个参考。
根据I/O缓冲电路应用目标的不同,可将其分为输入、输出等几类,详见表1。
表1 I/O缓冲电路的分类输出缓冲(是个大驱动器,他将信号输出芯片)输出缓冲电路的功能要求能够驱动大的片外负载,通常为2~50pF,并且提供适当的上升/下降时间。
一组连续的大尺寸的缓冲器(buffer)对驱动能力的提高是有益的。
大尺寸的管子容易受闩锁效应(latch-up)的影响,在版图设计时建议采用保护环(Guardrings)保护以避免闩锁效应,如图1-1所示。
在图中,用P+作为内保护环,而N+作为外保护环(In n-well)。
图1-1缓冲器一种常见的输出电路如图1-2所示,En是输出电路的使能信号,Dout是输出数据,MOS管组合的功能如图中所示。
当En为低而Dout有效时,A、B均为高电平,输出Y为低,且由外向里看为高阻抗状态,如果Dout未定,则Y为高阻。
需要注意的是,最后输出级的管子尺寸要大到能够提供足够的电流源或电流沉并且减少延迟时间。
其负面影响是电流变化率(di/dt)变大而使穿过输出点到封装的压焊线上的L(di/dt)噪声增大,从而导致较大的片上噪声。
图1-2常用的输出缓冲电路在高性能的芯片中,如32位的微处理器,如果多个I/O输出驱动电路工作状态相似时,L(di/dt)噪声可能逐步增强,会影响芯片速度。
微观经济学 (7)

观经济学成本的衡量成本的衡量: 哪些成本重要边际成本(MC )由额外生产一单位的产出而增加的成本。
由于固定成本对边际成本没有影响,所以可以写成:VC TC MC Q Q∆∆==∆∆成本的衡量: 哪些成本重要平均总成本(ATC)是单位产出的总成本, 或平均固定成本(AFC) 加上平均可变成本(A VC):TFC TVC=+ATCQ QTC=+=ATC AFC AVCQ一个企业的短期成本($)产出率固定成本(FC)可变成本(VC)总成本(TC)边际成本(MC)平均固定成本(AFC)平均可变成本(A VC)平均总成本(ATC)050050------------15050100505050100 2507812828253964 350981482016.732.769.3 4501121621412.52840.5 55013018018102636 650150200208.32533.3 750175225257.12532.1 85020425429 6.325.531.8 95024229238 5.626.932.4 10503003505853035 115038543585 4.53539.5短期成本厂商的成本是一种流量:在一定时期内发生的成本。
我们忽略时间参数,将成本用美元度量,将产出用单位计算。
短期成本成本在长期和短期有何不同:短期内固定的成本在长期可能会转变为可变成本(新设备,新厂房)。
但固定成本在长期并不一定会转变成可变成本(对一些员工的固定的养老金计划)。
短期成本我们可以以固定的工资(w )雇佣工人。
例:VC MCQ ∆=∆VC Lw =短期成本VC L w ∆=∆L MCQw ∆=∆L MPLQ ∆=∆短期成本LL 1 Q MP ∆=∆LMCMP w=边际成本等于可变投入的价格除以其边际产出-劳动的边际产出越低,边际成本越高,反之亦然短期成本短期成本的决定因素边际报酬递减(边际产出(marginal product)先上升后下降)时,当厂商总产出快速增加时,边际成本先下降后上升;如果当劳动数量增加时,劳动的边际产出下降缓慢,那么成本将不随总产出的增加而上升的太快。
数控加工时间定额标准(1)

3.2 影响数控加工时间的要素
插补周期越短,插补的精度越高,加工效率就越低,所 用的时间就越长;反之,进给速度越快,插补精度越低, 加工效率就越高,所用的时间就越短。
规律:刀补、插补运动对数控加工时间消耗与零部件的 形状及其复杂程度和精度高低成正比,与刀补、插补精 度高低成正比。
直线插补(逐点比较法)
3.1数控加工概述
3.2 影响数控加工时间的要素
3.2 影响数控加工时间的要素
表1
高速钢立铣刀(粗铣)切削用量选取表
工件
切削
材料
用量
10
转速(r/min) 700~950
钢 切削速度(m/min) 23~24
进给速度(mm/min) 80~90
每齿进量(mm/齿) 0.05~0.06
转速(r/min) 750~1000
3.2 影响数控加工时间的要素
6、加工方式方法
根据零件的几何构成将零部件的数控加工分为三种: a:平面类零件加工 b:变斜角类零件加工 c:复杂曲面类零件加工
每一种类型零件的加工都有相似的内容,如:平面、 曲面、槽、孔、型腔、轮廓、内外螺纹加工等。
不同的加工内容和加工方式,需选用不同的切削用 量,因此,加工内容和加工方式是决定其加工时间消 耗的重要因素。
0.07~0.08 0.08~0.09
40 400~500
26~27 50~60 0.08~0.09 450~550 27~28 40~60 0.09~0.10 2000~2500 132~134 420~440 0.09~0.10
3.2 影响数控加工时间的要素
表2
工序(镗孔)切削用量选取表
工件 材料
刀补
3.2 影响数控加工时间的要素
电气控制整理

电气控制整理1、对于装置有列车自动控制(ATC)系统的电动列车,还可实现城市轨道交通系统的列车自动驾驶(ATO)、列车自动保护(ATP)、列车自动监控(ATS)、列车通信控制(TCC)等全自动控制。
电气控制系统主要由主牵引传动系统、牵引与制动控制系统、辅助供电系统和车门控制系统组成。
2、城市轨道交通车辆控制原理示意图p23、车辆的主牵引传动系统(主电路系统)是列车牵引动力和电制动力得以实现的载体。
4、为主传动系统提供通风冷却中压电源和控制通信低压电源,为制动系统的空气压缩机提供中压电源和控制通信低压电源;为全车提供正常照明、应急照明;为空调提供中压电源和控制通信低压电源。
5、电力牵引传动控制系统是以牵引电动机作为控制对象,通过控制系统对电动机的速度和牵引力进行调节。
6、(了解)P4地铁车辆的主要设备配置7、列车的各车辆间电气设备靠密接式车钩实现机械、电气、气路的整体连接。
其中每一节列车的两端(A车驾驶端)装有全自动车钩,B车通过半永久牵引杆与A车和C车连接,C车之间通过半自动车钩连接。
8、牵引电器一般分为主电路电器、控制电路电器和辅助电路电器三大部分。
9、主电路电器主要包括受电弓、高速断路器。
10、我国国家标准《地铁直流供电系统》中规定采用DC750V(波动范围500~900V)和DC1500V(波动范围1000~1800V)两种。
11、我国常用的供电方式有接触网供电和接触轨供电两种形式。
电动列车的受流方式根据供电方式的不同分为接触网受流和第三轨受流。
12、升降弓的过程应具有先快后慢的特点。
13、当气压不足(低于3bar)时,受电弓也可以手动升弓。
14、高速断路器(作用和功能)15、线路滤波器的作用1)滤平输入电压2)抑制电网侧发生的过电压,减少其对逆变器的影响,例如变电所操作过电压、大气雷击过电压等3)抑制逆变器因换流引起的尖峰过电压4)抑制电网侧传输到逆变器直流环节的谐波电流,抑制逆变器产生的谐波电流对电网的影响。