段彩纱的最优化设计
利用缎彩纱装置纺制段彩平纱的工艺要点和难题剖析
利用段彩纱装置纺制段彩平纱的工艺要点和难题解剖缎彩平纱风格独特、色彩丰富,已广泛用于服装面料,深受消费者的喜爱,具有非常广阔的发展前景。
从发展的势头看,花式纱线已成为国内外纺织品市场上一大品种。
几乎所有纺织品行业中均有应用,相互借鉴、移植、创新开发,使得织物琳琅满目。
由于结构特殊,它能运用所有的天然纤维和化学纤维生产。
竹节纱参数包括基纱线密度,即支数或号数。
竹节粗度,竹节长度及竹节间距,布面风格与上述四个参数密切相关。
各种各样的组合包括竹节、点子竹节纱、段彩纱、渐变式段彩纱、弹力混合组合,决定了它在布面上的特殊风格。
1.段彩纱装置选择江苏无锡普莱特品牌ZND智能型花色段彩纱装置,前期改造如下:①细纱机的粗纱架扩容改造。
把粗纱架加宽,做八列吊锭,由420锭增加到840锭,能容纳改前两倍的粗纱。
②在中罗拉喂入端上方安装专用导纱喇叭头。
③加装段彩纱传动机构,双伺服电机以控制中、后罗拉转动。
另外,纺织拖尾、变异可以在后区加装上、下销,成为后区双皮圈形式,与我们的仪器程序匹配,厂家可以按照我厂提供方法改造。
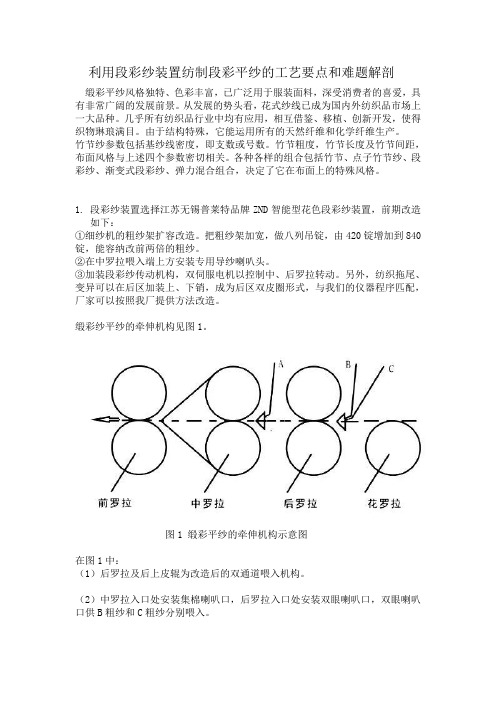
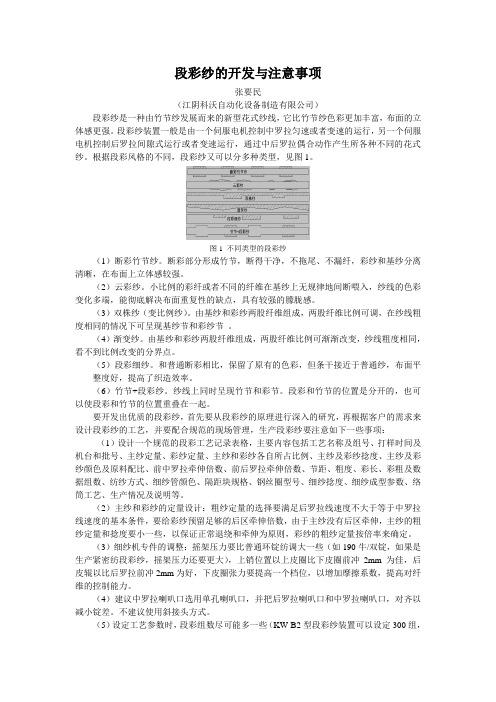
缎彩纱平纱的牵伸机构见图1。
图1 缎彩平纱的牵伸机构示意图在图1中:(1)后罗拉及后上皮辊为改造后的双通道喂入机构。
(2)中罗拉入口处安装集棉喇叭口,后罗拉入口处安装双眼喇叭口,双眼喇叭口供B粗纱和C粗纱分别喂入。
(3)A粗纱为基纱粗纱,从中罗拉入口处的集棉喇叭口喂入。
(4)花罗拉为传动轴,采用同步带传动双通道后罗拉中的一个通道,由单独的伺服电机来传动。
(5)双通道后罗拉中的另一个通道由原后罗拉伺服电机传动。
2.段彩纱的工艺要点2.1 定位缎彩纱的粗纱有主、辅之分,从后罗拉喂入的供应缎彩部分的粗纱称为辅纱,从中罗拉喂入的供应基纱部分的粗纱条称为主纱,后罗拉断续运动,中罗拉有快慢变化但连续运动。
辅纱从主纱的左边喂入还是从右边喂入会产生不同的缎彩风格,因此生产缎彩纱时必须要弄清楚主辅纱的定位。
2.2 喇叭口不同型式的喇叭口所生产的缎彩纱风格也是有差别的。
莫代尔薄荷纤维/棉混纺段彩纱的开发
Science &Technology Vision科技视界莫代尔纤维是一种高湿模量纤维素纤维,采用木浆粕纺丝而成,纤维柔软,光洁,色泽艳丽,具有合成纤维的强力和韧性,真丝般的光泽和手感,织成织物后面料具有棉的柔软、丝的光泽、麻的滑爽。
薄荷粘胶纤维是以天然植物薄荷提取物作为抗菌剂与粘胶纺丝液共混而制得的具有抗菌功能的粘胶纤维。
它既保留了纤维素纤维良好的亲肤、透气等优良的服用性能,又充分发挥了天然薄荷提取物抗菌抑菌、清凉醒目、预防伤寒等功效,满足了人们对纺织品天然、绿色、健康的追求。
本文以18tex 莫代尔50/薄荷纤维30/棉20混纺段彩纱为例,对其生产工艺进行了探讨。
1原料选配莫代尔、薄荷粘胶纤维的规格均为38mm×1.67dtex,细绒棉选择和细绒棉主要经济技术指标见表1。
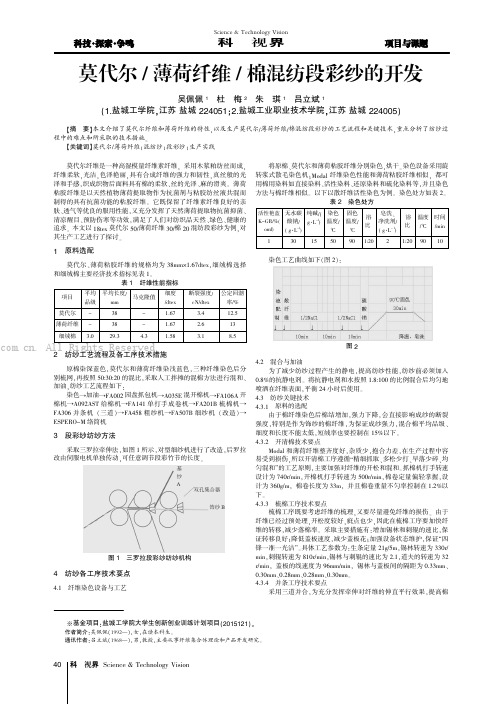
表1纤维性能指标2纺纱工艺流程及各工序技术措施原棉染深蓝色,莫代尔和薄荷纤维染浅蓝色,三种纤维染色后分别梳网,再按照50:30:20的混比,采取人工拌摊的混棉方法进行混和、加油,纺纱工艺流程如下:染色→加油→FA002园盘抓包机→A035E 混开棉机→FA106A 开棉机→A092AST 给棉机→FA141单打手成卷机→FA201B 梳棉机→FA306并条机(三道)→FA458粗纱机→FA507B 细纱机(改造)→ESPERO-M 络筒机3段彩纱纺纱方法采取三罗拉牵伸法,如图1所示,对型细纱机进行了改造,后罗拉改由伺服电机单独传动,可任意调节段彩竹节的长度。
图1三罗拉段彩纱纺纱机构4纺纱各工序技术要点4.1纤维染色设备与工艺将原棉、莫代尔和薄荷粘胶纤维分别染色,烘干。
染色设备采用旋转浆式散毛染色机;Modal 纤维染色性能和薄荷粘胶纤维相似,都可用棉用染料如直接染料、活性染料、还原染料和硫化染料等,并且染色方法与棉纤维相似。
以下以散纤维活性染色为例。
染色处方如表2。
表2染色处方染色工艺曲线如下(图2):图24.2混合与加油为了减少纺纱过程产生的静电,提高纺纱性能,纺纱前必须加入0.8%的抗静电剂。
波浪纱、段彩纱纺制技术探讨
波浪纱、段彩纱纺制技术探讨一、创新开发的背景及意义1. 社会发展趋势的需要花式纱特别是竹节纱、段彩纱已广为人知,在近两年的纱线展会上都有展示的专区,段彩纱日益成为“市场聚焦”,有广阔的市场前景。
如今又正值消费升级时代,消费升级的主力人群,一方面是收入增加后的价值驱动,另一方面是为了提高生活质量,感受理想生活方式的体验,因而对差异化高品质有文化的商品需求与日俱增,并驱动着发展趋势。
我们的思维方式必须随之调整,敏锐把握行业发展新动向,赋予纱线产品创新活力,顺应趋势,少走弯路,让企业立于不败之地。
2. 产品生命周期的要求产品生命周期,就是产品的市场寿命,一种产品经过研发、试销,进入市场后,它的销售量和利润都会随时间推移而改变,是一个由少到多、由多到少的过程。
典型的产品生命周期一般可分为四个阶段,即引进期、成长期、成熟期和衰退期。
产品生命周期现象给制造业的启发在于要在成长期大力布局抢占市场,从而在成熟期得到利润的最大化,并在衰退期将更多资源布局到下一个产品的成长期。
这样才能始终使自己的利润率及利润额保持在一个高位,让企业的产品始终循环在成长期及成熟期。
举几个例子:新品种纱线(如段彩平纱、波浪纱)现处于引入期;段彩竹节纱现处于成长期;普通竹节纱处于成熟期。
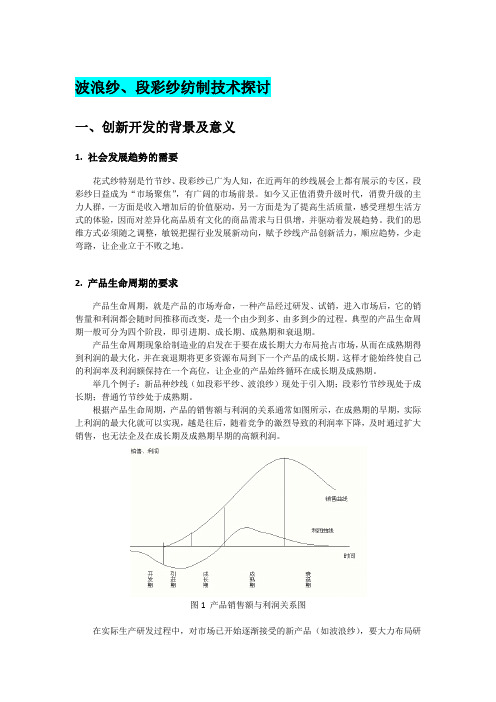
根据产品生命周期,产品的销售额与利润的关系通常如图所示,在成熟期的早期,实际上利润的最大化就可以实现,越是往后,随着竞争的激烈导致的利润率下降,及时通过扩大销售,也无法企及在成长期及成熟期早期的高额利润。
图1 产品销售额与利润关系图在实际生产研发过程中,对市场已开始逐渐接受的新产品(如波浪纱),要大力布局研发及生产,用较少的引进成本去布局未来成长期及成熟期最大化的利润。
3. 人口红利消失后的突围我国人口红利的不复存在,我们必须注重产品的实时更新、实时升级、实时创造,来寻求突围。
我国纺织规模世界第一,大家如果拥挤在同一个车道,人太多只会挤的大家都不能前进。
段彩纱质量控制技术的探讨
段彩纱质量控制技术的探讨王学元(中国纱线网)摘要:阐述了段彩纱工艺参数选择的要点、设备管理要求和操作注意事项,分析了段彩纱常见问题产生的原因和解决段彩纱质量缺陷的技术措施。
关键词:段彩纱;工艺参数;操作;偏差;拖尾;改造在当今我国棉纺产品市场持续低迷的情况下,通过对棉纺设备进行适当的改造生产花式纱线,不失为产品结构调整的方向之一。
段彩纱具有独特的多颜色不规则组合花式风格,不仅在纱线轴向上可以有竹节纱一般的粗细变化,而且纱线同一横截面内由多种彩色纤维组合,呈现出不规则断续变化的分布状态,色彩变化更富有层次变化与立体感,更符合时尚潮流,用段彩纱制成的织物,色泽柔和丰满、具有强烈的层次感,因此生产段彩纱具有广阔的发展空间。
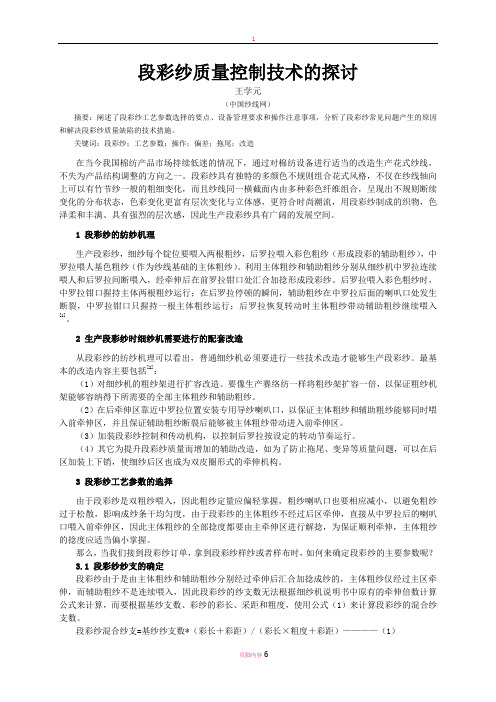
1 段彩纱的纺纱机理生产段彩纱,细纱每个锭位要喂入两根粗纱,后罗拉喂入彩色粗纱(形成段彩的辅助粗纱),中罗拉喂人基色粗纱(作为纱线基础的主体粗纱)。
利用主体粗纱和辅助粗纱分别从细纱机中罗拉连续喂人和后罗拉间断喂入,经牵伸后在前罗拉钳口处汇合加捻形成段彩纱。
后罗拉喂入彩色粗纱时,中罗拉钳口握持主体两根粗纱运行;在后罗拉停顿的瞬间,辅助粗纱在中罗拉后面的喇叭口处发生断裂,中罗拉钳口只握持一根主体粗纱运行;后罗拉恢复转动时主体粗纱带动辅助粗纱继续喂入[1]。
2 生产段彩纱时细纱机需要进行的配套改造从段彩纱的纺纱机理可以看出,普通细纱机必须要进行一些技术改造才能够生产段彩纱。
最基本的改造内容主要包括[2]:(1)对细纱机的粗纱架进行扩容改造。
要像生产赛络纺一样将粗纱架扩容一倍,以保证粗纱机架能够容纳得下所需要的全部主体粗纱和辅助粗纱。
(2)在后牵伸区靠近中罗拉位置安装专用导纱喇叭口,以保证主体粗纱和辅助粗纱能够同时喂入前牵伸区,并且保证辅助粗纱断裂后能够被主体粗纱带动进入前牵伸区。
(3)加装段彩纱控制和传动机构,以控制后罗拉按设定的转动节奏运行。
(4)其它为提升段彩纱质量而增加的辅助改造,如为了防止拖尾、变异等质量问题,可以在后区加装上下销,使细纱后区也成为双皮圈形式的牵伸机构。
段彩纱的开发与注意事项
段彩纱的开发与注意事项张要民(江阴科沃自动化设备制造有限公司)段彩纱是一种由竹节纱发展而来的新型花式纱线,它比竹节纱色彩更加丰富,布面的立体感更强。
段彩纱装置一般是由一个伺服电机控制中罗拉匀速或者变速的运行,另一个伺服电机控制后罗拉间隙式运行或者变速运行,通过中后罗拉偶合动作产生所各种不同的花式纱。
根据段彩风格的不同,段彩纱又可以分多种类型,见图1。
图1 不同类型的段彩纱(1)断彩竹节纱。
断彩部分形成竹节,断得干净,不拖尾、不漏纤,彩纱和基纱分离清晰,在布面上立体感较强。
(2)云彩纱。
小比例的彩纤或者不同的纤维在基纱上无规律地间断喂入,纱线的色彩变化多端,能彻底解决布面重复性的缺点,具有较强的朦胧感。
(3)双株纱(变比例纱)。
由基纱和彩纱两股纤维组成,两股纤维比例可调,在纱线粗度相同的情况下可呈现基纱节和彩纱节。
(4)渐变纱。
由基纱和彩纱两股纤维组成,两股纤维比例可渐渐改变,纱线粗度相同,看不到比例改变的分界点。
(5)段彩细纱。
和普通断彩相比,保留了原有的色彩,但条干接近于普通纱,布面平整度好,提高了织造效率。
(6)竹节+段彩纱。
纱线上同时呈现竹节和彩节。
段彩和竹节的位置是分开的,也可以使段彩和竹节的位置重叠在一起。
要开发出优质的段彩纱,首先要从段彩纱的原理进行深入的研究,再根据客户的需求来设计段彩纱的工艺,并要配合规范的现场管理,生产段彩纱要注意如下一些事项:(1)设计一个规范的段彩工艺记录表格,主要内容包括工艺名称及组号、打样时间及机台和批号、主纱定量、彩纱定量、主纱和彩纱各自所占比例、主纱及彩纱捻度、主纱及彩纱颜色及原料配比、前中罗拉牵伸倍数、前后罗拉牵伸倍数、节距、粗度、彩长、彩粗及数据组数、纺纱方式、细纱管颜色、隔距块规格、钢丝圈型号、细纱捻度、细纱成型参数、络筒工艺、生产情况及说明等。
(2)主纱和彩纱的定量设计:粗纱定量的选择要满足后罗拉线速度不大于等于中罗拉线速度的基本条件,要给彩纱预留足够的后区牵伸倍数,由于主纱没有后区牵伸,主纱的粗纱定量和捻度要小一些,以保证正常退绕和牵伸为原则,彩纱的粗纱定量按倍率来确定。
一种新型复合结构段彩纱的研发
一种新型复合结构段彩纱的研发刘梅城 王成苗 朱圆月 冷 港(江苏工程职业技术学院,江苏南通,226007)摘要: 在色纺纱技术基础上,通过对段彩纱线纺纱技术的研究,从纱线结构方面进行创新,设计出一种具有复合结构的段彩纱㊂在各工序采用一系列技术措施,并对细纱设备进行了多项技术改造,最终成功开发出R/T70/3018.5t e x新型复合结构段彩纱㊂认为:这种新型复合结构段彩纱结构复杂,风格独特,色彩变化丰富,具有独特的面料特征㊂关键词: 色纺纱;段彩纱;复合结构;技术改造;面料风格中图分类号:T S106.41+4 文献标志码:B 文章编号:1000-7415(2019)03-0049-04D e v e l o p m e n t o f aN e wT y p e S e g m e n tC o l o rY a r nw i t hC o m p o u n dS t r u c t u r eL I UM e i c h e n g W A N GC h e n g m i a o Z H UY u a n y u e L E N GG a n g(J i a n g s uC o l l e g e o fE n g i n e e r i n g a n dT e c h n o l o g y,J i a n g s uN a n t o n g,226007)A b s t r a c t O n t h e b a s i s o f c o l o r e d s p u n y a r n t e c h n o l o g y,t h r o u g h r e s e a r c ho n s p i n n i n g t e c h n o l o g y o f s e g m e n t c o l o r y a r n,y a r n s t r u c t u r ew a s i n n o v a t e d a n d a k i n d o f s e g m e n t c o l o r y a r nw i t h c o m p o u n d s t r u c t u r ew a s d e s i g n e d. As e r i e s o f t e c h n o l o g y m e a s u r e sw e r e a d o p t e d i n e a c h p r o c e s s a n d a n u m b e r o f t e c h n o l o g y m o d i f i c a t i o nw e r em a d e o n s p i n n i n g e q u i p m e n t.F i n a l l y,R/T70/3018.5t e xn e ws e g m e n t c o l o r y a r nw i t hc o m p o u n ds t r u c t u r ew a s s u c-c e s s f u l l y d e v e l o p e d.I t i s c o n s i d e r e d t h a t t h i sn e wt y p e s e g m e n t c o l o r y a r nw i t hc o m p o u n d s t r u c t u r eh a s c o m p l e x s t r u c t u r e,u n i q u e s t y l e,r i c hc o l o r c h a n g e a n du n i q u e f a b r i c c h a r a c t e r i s t i c s.K e y W o r d s C o l o r e dS p u nY a r n,S e g m e n t C o l o rY a r n,C o m p o u n dS t r u c t u r e,T e c h n o l o g y M o d i f i c a t i o n,F a b r i c S t y l e色纺纱是一种通过纤维颜色进行表达的一类特色纱线产品,主要是利用有色纤维进行纺纱㊂色纺纱线风格独特,色彩丰富并有层次,形成的面料颜色自然,具有较强的朦胧感,深受消费者青睐㊂花式纱线是一种具有创意的纱线,主要是在纺纱和制线过程中,采用特殊设备或特殊工艺进行加工而得到的具有独特结构㊁外观㊁手感和质地的纱线㊂花式纱线主要有3种:通过纱线色彩变化形成花色纱线㊁通过纱线结构变化形成的花式纱线㊁通过纤维性能与色彩变化及纱线结构变化形成的综合花式纱线[1]181㊂基金项目:江苏省先进纺织工程中心科研项目(X J F Z/2016-9);江苏高校品牌专业建设工程项目(P P Z Y2015A093);江苏省大学生创新训练项目(201810958003Y);中国纺织工业联合会科技指导性项目(2018021)作者简介:刘梅城(1970 ),男,副教授,l i u m e i c h e n g@163.c o m 收稿日期:2018-10-08 本次研发的这种新型复合结构段彩纱是在色纺纱基础上,通过对单一色彩和结构的纱线进行改变,对常规的棉纺设备进行适当的改造即可满足生产要求㊂作为花式纱线的一种,这种新型段彩纱是采用两种颜色粗纱纺制出具有特殊结构与外观效应的纱,具有别致的外观风格与较强的立体感㊂本文主要就新型复合结构段彩纱的研发与产品设计进行探讨,旨在开发具有市场需求的特色纱线㊂1 纱线结构研究1.1 两种段彩纱的比较段彩纱是在色纺纱的基础上发展起来的一种花式纱,是一种风格独特的色纺花式纱,与色纺纱相比,色彩变化更为丰富㊁结构更为复杂㊂按纱线色彩形成方式的不同,段彩纱可分为印染法㊁混和=================================================法,印染法生产的段彩纱又称为段染纱,而混和法是通过纺纱实现段彩㊂混和法根据混和工序的不同,可分为在混棉处混和㊁在并条处混和和在细纱处混和3种,也可以多个工序进行复合㊂通过不同方法生产的段彩纱,形成的纱线在结构与风格上存在很大差别㊂本文主要研究在细纱处混和生产的段彩纱[2]㊂在细纱处混和生产的段彩纱不同于一般色纺纱,通过产品设计不但在径向上实现了多种色彩纤维按一定的规律变化,而且在轴向上也实现了多种色彩纤维按一定规律分段变化㊂通过不同的工艺参数设计,可以实现段彩纱产品的千变万化,为纱线产品的开发提供了广阔的空间[1]182㊂在细纱处混和生产段彩纱必须对常规的细纱机进行技术改造,细纱机改造的技术方案不同,生产的段彩纱结构与风格也不同㊂目前,对细纱机进行段彩纱改造的方法主要有两种,可生产竹节段彩纱和渐变段彩纱㊂竹节段彩纱的结构特征是以一根纱为主干纱,间断附着另一根纱,由于两根纱线的颜色不同形成段彩,段彩处是粗节,类似于竹节纱结构㊂这种段彩纱的生产方法是以一根粗纱为主纱,连续喂入经过牵伸㊁加捻成纱,另一根粗纱作为辅纱,间断喂入经过牵伸后与主纱并合形成一根须条,经过加捻成纱㊂这种段彩纱在颜色特征上,主要通过辅纱间断附着形成段彩,而这种段彩在纱线径向上是泾渭分明的两元结构,类似于A B色纺㊂渐变段彩纱的结构特征是两种颜色纱线间断轮流形成一根纱线,一段是一种颜色的纱线,一段是另一种颜色的纱线,两种颜色纱线交错间隔,是一种真正意义上的段彩纱㊂这种纱线的生产方法是两根颜色不同的粗纱轮流间断喂入,两根粗纱经过牵伸后在前罗拉处汇合,前后相连形成一根段彩纱[3]㊂这种段彩纱在结构上可分为3段:A 段㊁A B过渡段㊁B段,因此纱线颜色实际上也存在3种颜色,即A色㊁A B色㊁B色,所以称为渐变段彩纱㊂1.2 新型复合结构段彩纱的提出竹节段彩纱与渐变段彩纱在纱线结构与风格上存在很大差别,形成的面料也具有完全不同的色彩特征㊂通过对竹节段彩纱与渐变段彩纱纺纱原理的研究比较,竹节段彩纱存在主㊁辅纱的关系,而渐变段彩纱是两种粗纱轮流喂入,把两种段彩纱的纺纱方法结合在一起,就可以形成一种具有这两种段彩纱结构的新型复合结构段彩纱线[4]㊂这种新型复合结构段彩纱是我校自主研发的一种新型花式纱线,具有完全的知识产权,是在竹节段彩纱与渐变段彩纱的基础上,融合两种段彩纱生产技术㊂其纺纱原理是:当一根粗纱连续喂入时,另一根粗纱间断喂入,经过一段时间后两根粗纱的喂入方式进行对换,如此循环往复,就可以生产出一种具有复合结构的新型段彩纱㊂由于新型复合结构段彩纱具有了两种段彩纱的特征,在纱线的色彩上具有更多的变化,纱线的立体感更强,在面料的风格上赋予更多的变化,丰富了段彩纱的品种,促进了段彩纱纺纱技术的进步与发展㊂本次纺纱试验通过采用两种颜色纤维分别纺制粗纱,采用新型复合结构段彩纱纺纱技术,成功开发出独具特色的新型复合结构段彩纱㊂这种新型复合结构段彩纱在外观结构㊁色彩特征㊁面料风格上都表现出多种新的变化,为纺织新产品开发提供了更多选择㊂2 原料选择2.1 粘胶纤维粘胶纤维选择唐山三友集团化纤有限公司生产的棉型粘胶短纤维,本白半消光,优级品,纤维规格为1.33d t e x×38mm㊂粘胶纤维经过染色㊁烘干㊁加油㊁调湿后,打包待用㊂2.2 涤纶纤维涤纶纤维采用环保型有色涤纶纤维,纤维规格为1.33d t e x×38mm,由于采用原液着色纤维,可减少染色废水对环境的污染,对于环境保护有着积极的作用㊂纤维的主要技术指标:线密度1.31d t e x,长度37.85mm,断裂强度4.49c N/d t e x,断裂伸长率25.45%,卷曲数12.5个/25mm,超长纤维率0.65%,倍长纤维含量2.7m g/100g㊂3 纱线设计本次试纺采用了粘胶与涤纶两种纤维,天蓝色粘胶与天蓝色涤纶纤维按70/30比例,纺制成天蓝色粗纱;浅黄色粘胶与浅黄色涤纶纤维按照70/30纺制成浅黄色粗纱㊂为了便于区分,把天蓝色粗纱标记为A纱,浅黄色粗纱标记为B纱㊂=================================================本次设计的新型复合结构段彩纱规格为R /T70/3018.5t e x ,段彩工艺设计参数:主纱A 长度分别为150mm ㊁200mm ㊁180mm ㊁300mm ;B 纱长度分别为250mm ㊁200mm ㊁300mm ㊁180mm ;辅纱A 纱长度分别为50mm ㊁40mm ㊁50mm ㊁40mm ,粗度为60%;辅纱B 纱长度分别为35mm ㊁50mm ㊁40mm ㊁50mm ,粗度为60%㊂图1 纱线的外观结构4 工艺流程采用以下工艺流程分别纺制A 纱和B 纱:F A 141→型成卷机F A 201→型梳棉机F A 311F 型并条机(两道→)F A 423型粗纱机,然后将A 纱和B 纱在经过技术改造的F A 506型细纱机上纺制这种新型复合结构段彩纱㊂5 技术措施5.1 清棉工序为了保证混色均匀,混和尽量充分,不出现大的色块,染色后的粘胶纤维与有色涤纶纤维称重后经过初步混和,然后在抓棉机圆盘投料㊂由于粘胶纤维与涤纶纤维规格均为1.33d t e x ,纤维比较细,因此清棉工序掌握的工艺原则为 精细抓棉,混和充分,以梳代打,少伤纤维,减少返花”㊂为了防止因为过度打击而产生色结,减少对纤维的损伤,同时提高混色的均匀性,所以降低抓棉小车每次升降动程与打手转速,提高抓棉机的运转效率,F A 106型豪猪开棉机的梳针打手速度不宜太高,放大梳针与尘棒之间的隔距,缩小尘棒间的隔距以减少纤维的落棉量㊂开清棉工序的主要工艺参数:抓棉机打手伸出肋条2.5mm ,抓棉小车下降动程2.5mm/圈;F A 106型开棉机梳针打手速度540r /m i n ,打手与尘棒间隔距13mm×15mm×17mm ,尘棒间隔距12mm ×7mm ×5mm ,成卷罗拉速度14r /m i n㊂开清棉工序主要质量指标:棉卷设计定量385g /m ,A 纱棉卷重量不匀率1.2%,B 纱棉卷重量不匀率1.1%㊂5.2 梳棉工序梳棉工序采用的主要工艺原则为 梳理适度,少伤纤维,加快转移,减少棉结”㊂首先加大刺辊与给棉板间的隔距,降低刺辊转速,以减少刺辊对纤维的损伤;其次合理选择盖板与锡林间的五点隔距以加强对纤维的梳理,适当加快盖板速度以增加色结的排除;第三是合理选择道夫速度,以提高锡林转移率对纤维的混和效果㊂同时做好针布的选型配套工作,加强针布检查,保证针布的 五锋一准”,加强梳理,减少棉结㊂梳棉工序主要工艺配置:刺辊针布型号A T 5610×05611,刺辊速度710r /m i n,锡林针布型号A C 2520×01650,锡林速度360r /m i n,道夫针布型号A D 4030×02090,道夫速度34r /m i n,盖板针布型号M C B 32,盖板线速度154mm /m i n ㊂梳棉工序主要质量指标:A 纱生条定量22.5g /5m ,重量不匀率4.3%,条干C V6.5%,色结6粒/g;B 纱生条定量22.3g /5m ,重量不匀率4.6%,条干C V 6.0%,色结为4粒/g ㊂5.3 并条工序并条工序采用两道并合,为了提高混色均匀,头并与二并的并合数均为8根并合㊂在并条工艺选择上,采用 顺牵伸”工艺,有利于改善熟条的纤维伸直度,减少弯钩纤维㊂由于是涤纶与粘胶纤维混纺,为了提高胶辊的抗绕性,采用硬度邵尔A 85度㊁表面经过抗静电处理的胶辊,同时要经常对纺纱通道进行清洗,避免通道堵塞㊁挂花影响生产与质量㊂并条工序主要工艺参数:头并罗拉隔距12mm×14mm×20mm ,后区牵伸1.83倍,输出速度290m /m i n ;二并罗拉隔距12mm ×12mm×18mm ,后区牵伸1.25倍,输出速度290m /m i n ㊂并条工序主要质量指标:A 纱熟条定量20.5g /5m ,重量不匀率0.6%,条干C V2.6%;B 纱熟条定量20.7g /5m ,重量不匀率0.7%,条干C V 2.3%㊂5.4 粗纱工序粗纱工艺设计要点是注意选择合适的粗纱捻系数与锭速,适当加大罗拉加压,控制好纺纱张力,提高粗纱质量水平㊂粗纱工序的主要工艺参=================================================数:罗拉隔距14mm×26mm×36mm,钳口隔距5.5mm,锭速1000r/m i n,捻系数53,后区牵伸1.29倍㊂粗纱工序主要质量指标:A纱定量5.2g/10m,重量不匀率1.1%,条干C V4.5%; B纱定量5.1g/10m,重量不匀率0.9%,条干C V4.3%㊂5.5 细纱工序细纱机需要进行3个方面的改造:一是粗纱架改造,增加粗纱容量满足复合段彩纱的要求;二是牵伸系统与控制系统改造,采用J C-S F型渐变段彩竹节多功能纺纱装置进行改造,该纺纱装置采用P L C控制系统与伺服电机,可以进行全数字化控制;三是集聚纺改造,采用气流集聚式四罗拉与网格圈集聚纺装置,集聚纺改造的目的是保证两根输出纱线能够集聚形成一根纱,避免被断头吸风笛管吸走[5]㊂细纱工序主要工艺设计:罗拉隔距19mm×25mm,钳口隔距3.0mm,选用P G1-4254型镀铬钢领和纳米蓝宝石G1/0型钢丝圈,使用寿命长,胶辊选择硬度邵尔A72度的中硬度㊁抗绕性能好的胶辊,锭速14100r/m i n,捻系数358㊂细纱工序主要质量指标:重量C V2.3%,单纱断裂强度19.2c N/t e x,单强C V11.6%㊂5.6 络筒工序络筒工序在S A V I O O R I O N型自动络筒机上生产,配置乌斯特公司Q U A N T UM2型电子清纱器㊂由于纱线结构复杂,依据用户对产品质量的要求,需要合理设置电子清纱器工艺参数,清除纱线中存在的异常纱疵,提高纱线产品质量㊂络筒工序主要工艺参数:络筒速度1100m/m i n,N +250%,S+260%×6.0mm,L+60%×60mm,T-50%×50mm㊂5.7 注意事项在新型复合结构段彩纱的试纺过程中,为了保证纱线质量稳定,生产管理方面需要注意以下问题:首先在原料选配过程中,对所有原料逐包检验,把存在色差的原料纤维先隔离,再分类使用,尽可能避免产生色差,对回卷㊁回条一定要分开存放,经过检查后可按一定比例均匀使用,同时要把好原料称重和人工混棉质量关,保证混和比例准确㊁混和均匀㊂做好各色品种半制品的区域性隔离工作,防止飞花混入及半制品混用㊂其次加强对两种粗纱定量控制,减少设计偏差,保证成纱号数准确,降低成纱重量不匀率㊂第三是加强对细纱牵伸区检查,防止中㊁后罗拉的胶圈发生歪斜㊁张力不一致出现走偏现象,注意粗纱跑偏问题,提高产品质量,减少意外纱疵㊂6 结语综上所述,本文所研发的这种新型复合结构段彩纱是在色纺纱基础上,从纱线结构的研究入手,通过对单一色彩和结构的纱线进行改变,对常规的细纱设备进行适当的改造即可满足生产㊂在试纺过程中,通过纤维原料与颜色的选择㊁产品规格的设计㊁制定合理的纺纱工艺流程,采用两种颜色原料分别生产粗纱,优化各工序工艺参数,严格控制各工序质量,加强生产操作管理,为R/T 70/3018.5t e x新型复合结构段彩纱的成功开发提供了保证㊂该新型复合结构段彩纱生产技术可以适应多种纤维的生产要求,进行机织㊁针织用纱等纱线开发,为纺织面料的升级换代带来了新的机遇㊂参考文献:[1] 唐佩君,刘东升,阮浩芬.高档色纺纱花式纱线新产品的研发设计与趋势研究[C]∥第十六届全国花式纱线及其织物技术进步研讨会,2010:180-183.[2] 刘天佑.线密度段彩纱的成纱机理及纺纱工艺研究[D].上海:东华大学,2014.[3] 刘梅城,张雨蒙.铜改性聚酯纤维锦纶复合结构花式纱的研发[J].棉纺织技术,2017,45(5):10-12.[4] 刘梅城,张曙光.一种多彩翻转段彩纱:2015102651980[P].2018-11-23.[5] 刘梅城,陈志华,蔡剑波.粘胶/涤纶赛络紧密纺双竹节纱的研发[J].毛纺科技,2017,45(12):16-18.=================================================。
【技术】掌握色彩搭配原理优化工艺纺好段彩纱
【技术】掌握色彩搭配原理优化工艺纺好段彩纱周济恒/无锡市恒久电器技术有限公司01引言开发纺好花式纱,具有很高的经济价值和社会价值,开发好段彩纱,必须充分利用好智能设备。
掌握色彩和形状变化组合,正如瓦西里·康定斯基所言,“色彩和形式的和谐,从严格意义上说必须以触及人类灵魂的原则为唯一基础。
”这句话并不夸张。
日常生活所有的事物都是有颜色的,这些颜色都会给人们的感情和情绪带来各种影响,色彩的搭配更是与时尚潮流紧密相连,近来更有观点认为,色彩决定着市场和商务的成败。
由此,色彩在今天受到了格外的关注,成为人们关注和研究的对象,如何搭配符合公众审美的色彩就显得极为重要。
本文所述的段彩纱是环锭纺花式纱线的一个大类,属于色纺纱,除了环保,其主要特点就是色彩与结构的多样化,通过色彩搭配与结构设计,能纺制出独具特色的纱线,呈现出独特风格的布面效果,继而受到纺织服装时尚机构的关注,实现跨行业边界发展。
02影响段彩纱风格的三大关键因素段彩纱在环锭纺通常是指由两根粗纱分别喂入细纱机,生产出的粗细有变化(或不变)、色彩有长短变化(或不变化)的纱线。
段彩纱风格千变万化,在纺制过程中,有三大关键因素影响其风格,分别是:(1)粗纱色彩的选配;(2)纺花式纱装置上工艺的设置;(3)车间的现场管理。
03色彩选配3.1色彩理论3.1.1颜色的属性、分类和温度粗纱决定花式纱的外在形态,粗纱的色彩选配来源于前道原料,因此,用何种原料,取决于后道面料的用途,这就要考虑到原料的颜色选配。
我们先重温一下色彩理论。
颜色是由物体发射、反射、或透过光波通过我们的视觉所产生的印象,有色相、明度和饱和度三个特性。
色彩是能引起我们审美愉悦,能影响人们感情的最为敏感的形式要素,色即颜色,彩则有多色的意思。
色相是颜色的名称,表示的是颜色的差异,如图1所示。
图1饱和度是色彩的鲜艳程度,也称色彩的纯度或彩度,如图2所示。
图2颜色的亮度越亮越接近白色,越暗越接近黑色,如图3所示。
什么是段彩纱线段彩纱有什么特点
什么是段彩纱线段彩纱有什么特点段彩纱线是一种多彩的纺织品材料,由一条纱线中不同颜色的纤维组成。
它可以用来编织或织造各种纤维产品,例如帽子、围巾、衣服等。
段彩纱线可以提供丰富多样的颜色组合,使织物呈现出独特的色彩效果。
以下是有关段彩纱线的特点的详细说明。
1.多彩效果:段彩纱线是由不同颜色的纤维混纺而成,因此可以呈现出丰富多样的色彩组合。
这使得织成的纤维产品具有独特的多彩效果,增添了艺术感和时尚感。
2.色彩分明:段彩纱线的每个纤维都具有明确的颜色,这使得织物的色彩效果更加分明。
每个颜色之间的转变都非常清晰,营造出饱满而鲜明的视觉效果。
3.丰富的材质选择:段彩纱线可以由多种不同材质的纤维混纺而成,例如棉、麻、羊毛等。
不同的纤维材料具有不同的质感和特点,可以根据需求选择适合的材质。
4.舒适的触感:段彩纱线通常由天然纤维制成,如棉和麻,因此它具有柔软舒适的触感。
较高的纤维密度也增加了织物的柔韧性和弹性,提供更好的穿着体验。
5.耐用性:由于段彩纱线通常是由多种纤维混纺而成,它们结构相对稳固且坚固。
这使得织成的纤维产品具有较好的耐用性,经久耐用,可长时间使用。
6.可塑性强:段彩纱线可以根据需要制成不同粗细的线,使它适用于各种编织和织造工艺。
它可以用来制作细密的织物,也可以用来编织粗糙的材料,具有较好的可塑性和适应性。
7.独特的设计效果:由于段彩纱线可以提供丰富多样的颜色组合,它可以创造出独特的设计效果。
织物中的不同颜色和图案可以形成丰富多样的纹理,使得纤维产品具有较强的艺术感和个性化。
总结起来,段彩纱线具有多彩效果、色彩分明、丰富的材质选择、舒适的触感、耐用性、可塑性强、独特的设计效果和环保可持续等特点。
这些特点使得段彩纱线成为纺织品行业中一种受欢迎的创新材料,广泛应用于纺织品的制造。
织物图案与三通道转杯纺段彩纱的双向设计
2021年3月Cotton Textile Technology织物图案与三通道转杯纺段彩纱的双向设计潘博杨瑞华[生态纺织教育部重点实验室(江南大学),江苏无锡,214122]摘要:为了解决彩色纺织品的染色品种繁多、用水多、污染严重的现象,提出织物图案与三通道转杯纺段彩纱色彩双向设计的新方法。
通过在三通道转杯纺纱机上在线调控三原色纤维条的喂入比例,实现混纺比例的控制,从而生产出柔性灵活的段彩纱。
利用段彩纱不同片段长度色彩的自循环形式与织物组织结构相结合,织造出4种段彩纱生成的不同织物图案。
所织织物的图案特征表明:以三通道转杯纺段彩纱为原料织成的织物颜色丰富含蓄,图案层次分明,手感柔和,具有朦胧的立体效果。
认为:织物图案与三通道转杯纺段彩纱的双向设计为段彩纱织物图案一体化开发提供更多创新思路。
关键词:转杯纺;段彩纱;织物图案;织物设计;三通道;针织产品;机织产品;绿色环保中图分类号:TS106.4文献标志码:A文章编号:1000-7415(2021)03-0050-05Bidirectional Design of Fabric Pattern and Three -channel RotorSpinning Segement Colored YarnPAN BoYANG Ruihua[Key Laboratory of Eco -Textiles (Jiangnan University ),Ministry of Education ,Wuxi ,214122,China ]AbstractIn order to solve phenomenon of wide range dyeing varieties ,water waste and serious pollution ofcolored textiles ,bidirectional design method of fabric pattern and three -channel rotor spinning segement colored yarn was proposed.By adjusting online feeding ratio of three primary color fiber sliver on three -channel rotor spinning machine ,control of blending ratio was realized ,soft and flexible segment colored yarn was bining self -circulation form of different segment length colors with fabric structure ,four different fabric patterns generated by segment colored yarns were woven.Pattern characteristics of the woven fabric showed that the fabric which woven by three -channel rotor spinning segement colored yarn has rich and implicit color ,distinct patterns ,soft feel and blear three -dimensional effect.It is considered that bidirectional design of fabric pattern and three -channel rotor spinning segment colored yarn provides more innovative ideas for the integrated development of segment colored yarn fabric pattern.Key Wordsrotor spinning ,segment colored yarn ,fabric pattern ,fabric design ,three -channel ,knitted product ,woven product ,green environmental protection“科技,时尚,绿色”已然成为纺织行业的新符号,色纺纱便是其中一类代表性产品。
什么是段彩纱线段彩纱有什么特点

什么是段彩纱线段彩纱有什么特点段彩纱是一种经过染色和加工的彩色纱线,通常由纯棉、涤纶、尼龙、丝光等材料制成。
它在纺织市场上非常受欢迎,因为它具有独特的特点和美丽的外观。
下面我将详细介绍段彩纱的特点和优势。
1.彩色丰富多样:段彩纱的特点之一是其彩色丰富多样。
因为段彩纱在生产过程中使用了特殊的技术,纱线会根据一定的颜色规则分段染色,形成多种颜色的段落纹理。
这使得段彩纱具有独特的色彩效果,可以带来生动且丰富多样的视觉效果。
2.自然质感:有些段彩纱由天然纤维材料制成,如纯棉或丝绸。
这些天然纤维具有柔软、舒适的质感,给人一种自然、亲肤的感觉。
而涤纶或尼龙等合成纤维材料制成的段彩纱则具有光泽、滑爽的质感,使得纺织品更加有光泽和丝滑。
3.色彩稳定性好:由于段彩纱采用了特殊的染色工艺,颜色会充分渗透到纱线中,并通过特殊的固色处理来提高色彩的稳定性。
这意味着即使经过反复洗涤或暴露在阳光下,彩纱的色彩仍然保持鲜艳而不易褪色。
这种优势使得段彩纱非常适用于制作经常需要洗涤和使用的纺织品,如衣物、窗帘、床上用品等。
4.色泽过渡自然:段彩纱的染色工艺使得色彩之间呈现出柔和的过渡效果,没有明显的色彩边界。
这种自然的色彩过渡使得织物的纹理更加柔和、和谐,并且给人一种舒适、温暖的感觉。
此外,段彩纱也可以根据不同的设计需求,进行更加鲜明的色彩对比,使得织物的外观更加丰富多彩。
5.可塑性强:段彩纱具有较高的可塑性。
它可以与不同纱线类型混纺,形成丰富多样的纱线组合。
这使得设计师可以根据需要选择不同的纱线搭配,制作出各种不同质感和效果的纺织品。
此外,段彩纱还可以与其他纺织工艺相结合,如刺绣、缝纫、编织等,创造出更加独特和个性化的织物。
总的来说,段彩纱以其丰富多彩的颜色、自然的质感、优良的色彩稳定性和较高的可塑性等特点,受到了广大消费者和设计师的喜爱。
它广泛应用于服装、家居纺织品等领域,为人们的生活增添了色彩和美感。
涤黏细段彩纱的开发
涤纶作为主体粗 纱 在 细 纱 工 序 只 经 过 前 区 牵 伸,黏 胶
粗纱条虽然经前后区牵伸,但其细纱特数较低,因 此 采
760
用 6 根并合。主要工艺参数配置见表 3。
40
4
.4 粗纱工序
采用“大隔距、后区牵伸减小、增大捻系数”的 工 艺
850
配置。粗纱 定 量 应 偏 小 掌 握,保 证 成 纱 条 干 均 匀 性。
纱线强力、改善纱线条干、降低毛羽产 生 率 [8]。段 彩 纱
4)络筒工 序 采 取 更 换 金 属 槽 筒、减 小 络 纱 张 力、
降低络纱速度、偏大掌握湿度等措施,可以达到最 大 限
度降低毛羽增幅的目的。
一倍。通过合理改造粗纱架空间,使粗纱合理分 布,保
证有效喂入。改造传动机构,安装伺服电机和编 码 器,
参考文献:
实现后罗拉单独传动,使辅助粗纱能间断喂入。
条状的色彩变化
。
[
4]
以白 色 涤 纶 纤 维 和 黑 色 黏 胶 纤 维 为 原 料,根 据 原
料特性,选择将白色涤纶作为段彩纱的基础纱线,黑 色
段彩长度是指段彩部分长短,其中段彩长度在 2
.0
之间为中段彩纱;段 彩 长 度 在 5
.1~150cm 之 间 为 长
段彩纱 [5],彩段 长 度 变 化 对 织 物 风 格 的 影 响 起 关 键 性
细纱机包括前罗拉、中罗拉以及后罗拉,主体粗纱 从 中
研究开发
· 17 ·
2021 年第 1 期
罗拉连续喂入,辅助粗纱从后罗拉断续喂入,共同经 牵
低、隔距适宜、转移良好”的原则。把给棉板适当 抬 高,
4
.3 并条工序
一种涡流纺段彩纱的纺纱方法及装置
一种涡流纺段彩纱的纺纱方法及装置引言随着时代的进步和纺织工艺的日益完善,涡流纺纱技术作为一种高效、高质量的纺纱方法,被广泛应用于纺织行业。
然而,在传统的涡流纺纱过程中,彩纱的纺纱效果难以达到预期,存在一些问题需要解决。
本文将介绍一种创新的涡流纺段彩纱的纺纱方法及装置,旨在改进传统涡流纺纱技术,提高彩纱的纺纱质量和效率。
1.纺纱方法的背景传统涡流纺纱技术在纺纱过程中,使用单一纺丝嘴对纤维进行纺纱,由于纺丝嘴的结构和性能限制,导致彩纱在纺纱过程中易出现纤维破损、颜色分散不均等问题。
因此,研发一种新的涡流纺段彩纱的纺纱方法及装置成为一个紧迫的问题。
2.创新涡流纺段彩纱的纺纱方法为了解决传统涡流纺纱技术存在的问题,我们提出了一种创新的涡流纺段彩纱的纺纱方法。
该方法在传统的涡流纺纱基础上进行改进,采用分段纺纱的方式对彩纱进行纺织,提高了纺纱的效果和质量。
2.1分段纺纱的原理在传统的涡流纺纱过程中,通过机械装置将纺丝嘴与喷嘴之间的距离控制在一定范围内,以确保纤维顺利通过纺丝嘴。
而我们的创新方法中,将纺丝嘴分为若干个段落,对每个段落进行单独控制,即在一个段落结束之后,另一个段落开始。
这样的分段纺纱方式能够更好地控制纤维的流动,避免纤维破损和颜色分散不均的问题。
2.2分段纺纱的工艺创新的涡流纺段彩纱的纺纱方法中,工艺流程主要包括准备彩纱、喷嘴控制和纤维纺纱三个步骤。
2.2.1准备彩纱在纺纱开始之前,需要准备好彩纱。
彩纱的选择应符合工艺要求,包括纤维材料、颜色等参数。
2.2.2喷嘴控制通过调整喷嘴的结构和控制,使得纺丝嘴在分段纺纱的过程中能够顺畅工作。
这里需要特别注意,喷嘴的设计应能够保证彩纱的均匀喷射和流动性。
2.2.3纤维纺纱在分段纺纱的过程中,通过机械装置控制每个纺丝嘴的工作时间和运动轨迹,使得彩纱在纺纱过程中得到均匀拉伸和纺丝,最终得到高质量的彩纱纱线。
3.创新涡流纺段彩纱的纺纱装置为了实现创新的涡流纺段彩纱的纺纱方法,我们设计了一种特殊的纺纱装置。
改善段彩纱条干水平的工艺实践

改善段彩纱条干水平的工艺实践作者:刘红群李国锋黄机质来源:《纺织报告》 2014年第5期刘红群1,2,李国锋3, 黄机质1( 1 江南大学生态纺织教育部重点实验室,江苏无锡 214122;2 江苏康妮集团,江苏江阴 214425; 3 阿克苏职业技术学院, 新疆阿克苏 843000)摘要:段彩纱纱线条干水平普遍较差,增加了下游针织企业的织造难度,阻碍了段彩纱的普遍推广。
本文分析段彩纱的工艺和性能特点, 从前纺到细纱采取了一系列的工艺优化,提高了段彩纱的条干水平,条干变异系数值降低2%,大幅度降低了段彩纱的粗细节达到50%、棉结达40%, 有效提高了段彩纱的纱线质量。
关键词:段彩纱;条干;隔距;牵伸倍数中图分类号:TS 114.2 文献标识码:A0 前言段彩纱是一种新型的色纺纱线,通过对传统细纱机牵伸部位的改造,主体粗纱和辅助粗纱分别从细纱机中罗拉连续喂入和后罗拉间断喂入,经牵伸在前罗拉钳口处加捻而成[1-2]。
段彩纱将花式纱与花色纱相结合,改变纱线的结构,具有花式纱自我的独特风格,又融合了花色纱色彩靓丽的特点,可以形成彩霞般的布面效果,深受消费者的喜爱,经济效益非常可观[3-4]。
但由于是采用辅粗纱间断式喂入,所以段彩纱也有着纱线条干水平普遍不高,纱线粗细节偏多的明显缺点。
随着色纺纱行业的快速发展,针织面料的产品档次不断提升,市场竞争日趋激烈,用户对色纺段彩纱的条干水平、纱线短粗短细和千米棉结的要求也越来越高。
在生产实践中,优化工艺提高前纺半制和细纱成纱质量,是改善段彩纱条干水平的重要措施,本文对此做了大量的试验和分析,总结出了一些改善段彩纱条干水平的工艺方法,并给出了优化的工艺参数。
1 提高前纺半制品质量段彩纱产品对棉结和明显色结的要求比较高,因此要优选前纺工艺,以便既去除棉纤维中的棉结杂质,又不过多增加棉纤维中的短绒。
经过前纺大量试验比较。
清梳联工序主粗纱的纺制采用圆盘小量混棉,打包后在清梳联条线上排包,混棉时回花使用率严格控制在5%。
等线密度段彩纱的成纱机理及纺纱工艺研究
yam twist,the
draw ratio,spinning speed and the composition ratio of the
yam.Based
on
quasi-
static model,the concept of quality control bedy is
imroduced.The
its quality
verification,the theory is the process
call
be partly correct. and optimization.Based
on
The next
improvements
experience and theoretical
single factor experiment is made.Through this experiment,the key factors affecting and in the composition ratio
designed
in order to get tlle optimal
process
parameters.The
optimal process parameters speed is 4671r/min.
ale
that
yam
composition ratio’S 28.901%,
yam twist is 804,and spindle
equation
is listed by the law of conservation of
momentum of fluid dynamics.The convergence angle formula is derived through equations.By
涤棉混纺段彩纱的工艺优化及风格探讨

涤棉混纺段彩纱的工艺优化及风格探讨
张金召;解开放;王小康;王春翔;刘常威
【期刊名称】《棉纺织技术》
【年(卷),期】2024(52)4
【摘要】为探讨涤棉粗纱混纺段彩纱的纺纱工艺与成纱风格,以涤棉混纺粗纱为原料,采用三罗拉牵伸法,通过HFX-A6型多功能细纱机来制备涤棉段彩纱。
研究工艺参数(捻度、分段时间和牵伸倍数)对段彩纱风格(外观、结构、强伸性能、条干均匀度和毛羽)的影响,并根据其外观风格建立了段彩纱的周期结构模型。
试验结果表明,增大辅纱分段时间和牵伸倍数对纱线风格具有积极的影响,而增大捻度对纱线风格具有消极的影响。
当纺纱工艺的捻度为90捻/m,基纱与辅纱分段时间均为1 s,两根粗纱的总牵伸分别为22.8倍和24.0倍时,段彩纱的综合性能最为优异。
【总页数】5页(P78-82)
【作者】张金召;解开放;王小康;王春翔;刘常威
【作者单位】湖南工程学院
【正文语种】中文
【中图分类】TS106.4
【相关文献】
1.有色涤纶/莱麻/圣麻/棉纤维混纺段彩弹力彩点竹节纱产品的开发与生产实践
2.多组分纤维混纺紧密赛络段彩弹力包芯纱产品的开发及工艺研究
3.涤棉混纺普梳
纱采用棉条预并工艺的分析探讨4.纯棉、涤棉混纺及交织彩横条针织物染整工艺的探讨
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
等线密度段彩纱的优化设计一、实验背景等线密度段彩纱线作为花式纱线的一种,其不仅可以实现在同一横截面内多种色彩纤维组合,而且在纱线纵向长度上,还可以实现色彩纤维呈不规则分段分布变化的组合。
影响段彩纱成纱质量及段彩比例的主要工艺参数有成纱中两种组份含量比、捻系数、钳口隔距、锭速以及集棉器出口口径。
二、单因素实验以段彩纱的段彩比例(每个周期内实际测量的段彩长度与设计的段彩长度的比值)作为主要指标,分别就成纱中两种组份含量比、捻系数、钳口隔距、锭速以及集棉器出口口径这五种参数做单因子试验。
1.成纱中两种组份含量的影响表1-1成纱中两种组份含量对段彩比的影响实验次序成分比1:2 1:3 1:4 1:5 1:6 1:71 84.5 84.2 81.7 79.6 78.4 76.12 84.3 85.2 81.1 79.5 78.5 76.23 88.3 83.7 82.3 80.2 78.9 77.14 87.2 83.8 80.8 80.4 77.1 76.55 83.2 83.8 81.9 80.4 78.3 77.3表1-2 成纱中两种组份含量的单因素方差分析差异源SS df MS F P-value F crit组间290.0457 5 58.0091355.16 2.24E-122.62组内25.236 24 1.0515总计315.2817 29由实验数据可知随着成纱中两条粗纱含量比的增大,段彩的比例逐渐减小。
2.捻系数的影响表2-1捻系数对段彩比的影响实验次序捻系数300 325 350 400 4251 72.3 72.3 86.5 89.4 86.12 71.9 72.6 86.4 89.2 86.33 72.5 72.5 87.2 88.5 86.54 71.9 73.1 87.3 88.4 87.15 72.1 71.4 87.6 87.9 86.3表2-2捻系数的单因素方差分析差异源SS df MS F P-value F crit组间1385.234 4 346.30861379.71 4.13E-242.86组内 5.02 20 0.251总计1390.254 24由实验数据可知随着捻系数的增大,段彩比例有增高的趋势。
3.钳口隔距的影响表3-1钳口隔距对段彩比的影响实验次序钳口隔距(mm)0 2 2.5 41 80.1 80.5 81.3 80.32 80.4 80.6 81.2 80.43 81.2 81.1 80.9 80.64 79.9 81.4 81.3 80.65 80.8 82 81.6 80.1表3-2钳口隔距的单因素方差分析差异源SS df MS F P-value F crit组间 2.8775 3 0.9591675.03 0.0120433.23组内 3.048 16 0.1905总计 5.9255 19由试验数据可知,不同的钳口隔距对段彩的比例的影响不是十分显著,变化不大。
4.锭速的影响表4-1锭速对段彩比的影响实验次序锭速(r/min)4210 5120 6180 72101 85.7 83.5 79.3 76.12 85.2 83.9 79.5 76.43 84.9 82.8 79.8 75.44 84.7 83.6 80.5 77.25 85.5 82.7 78.5 75.5表4-2锭速的单因素方差分析组间244.6495 3 81.54983215.45 3.83E-133.23组内 6.056 16 0.3785总计250.7055 19由实验结果可知,锭速的增加使得加在两根粗纱的张力增加,粗纱在前罗拉处的牵伸不勻增加,纱线容易出现露彩,导致段彩的比例减少。
5.集棉器出口口径的影响表5-1集棉器出口口径对段彩比的影响实验次序集棉器出口口径(mm)2 2.53 41 86.7 84.7 85.7 86.42 87.3 84.3 86.2 86.93 85.8 84.6 86.5 87.24 86.9 85.2 84.9 85.85 85.8 83.2 84.7 85.7表5-2集棉器出口口径的单因素方差分析差异源SS df MS F P-value F crit组间14.1375 3 4.71259.12 0.0009363.23组内8.26 16 0.51625总计22.3975 19由实验数据可知,集棉器出口口径对段彩比的影响并不十分显著。
综上所述,确定成纱中两种组份含量、捻系数以及捻度为影响段彩纱段彩比的主要因素。
因钳口隔距和集棉器出口口径这两两个因素对段彩比的影响并不是十分显著,故排除。
三、正交试验为选择段彩纱最佳的成纱工艺,对纱线中两组分含量、捻度以及锭速采用正交试验进行分析,正交试验设计方案如下表所示。
表6-1因子水平表水平捻度组份比例锭速捻/m % r/min A B C1 820 30.4 57622 775 26.5 51503 730 22.6 4538表6-2正交试验表及结果试验号捻度组份比例锭速段彩比例% 捻/m % r/minA B C D1 1 1 1 1 66.082 1 2 2 2 70.833 1 3 3 3 79.844 2 1 2 3 71.365 2 2 3 1 78.326 2 3 1 2 77.787 3 1 3 2 70.98 3 2 1 3 73.43由表6-2正交试验结果中的极差值R可知,组分比例对段彩纱的段彩比例影响最大,其次是锭速,最后是捻度,即因素的主次顺序为B-C-A。
图1 因素指标图 表6-3方差分析表因素 和 自由度 F 比 F 显著性捻度 0.063 2 0.383 F=6.94 不显著组分比例 0.007 2 2.065 锭速 0.021 2 0.553 误差0.096由表6-3方差分析表可知因素对结果影响都不显著。
究其原因可能是本例试验误差大且误差自由度小,使检验的灵敏度低,从而掩盖了考察因素的显著性。
但可以看出组分比例对段彩纱的段彩比例影响最大,其次是锭速,最后是捻度。
综上所述最优水平组合为A 2B 3C 2,即捻度为775捻/米,组分比例22.6,锭速为5150r/min 。
四、 二次通用旋转实验方案设计1. 试验方案设计采用二次通用旋转组合设计来安排实验方案,该方法相对于传统的正交实验而言,具有试验次数少、计算简便的优点,排除了误差的干扰,通过建立的二次回归方程预测和推算实验点的结果,预测值更能反映客观情况,因子水平编码表、三因子二次通用旋转组合设计结构矩阵表和设计的试验方案表分别如下表所示。
表7-1 因子水平编码表因子水平-1.682 -1 0 1 1.682捻度700 730 775 820 850 组分比例(%)20 22.6 26.5 30.4 33锭速(r/min)4120 4538 5150 5762 6180表7-2 三因子二次通用旋转组合设计结构矩阵表设计方案x0x1x2x3x1x2x1x3x2x3x12x22x321# 1 1 1 1 1 1 1 1 1 1 2# 1 1 1 -1 1 -1 -1 1 1 1 3# 1 1 -1 1 -1 1 -1 1 1 1 4# 1 1 -1 -1 -1 -1 1 1 1 1 5# 1 -1 1 1 -1 1 1 1 1 1 6# 1 -1 1 -1 -1 -1 -1 1 1 1 7# 1 -1 -1 1 1 1 -1 1 1 1 8# 1 -1 -1 -1 1 -1 1 1 1 1 9# 1 1.682 0 0 0 0 0 2.829 0 0 10# 1 -1.682 0 0 0 0 0 2.829 0 0 11# 1 0 1.682 0 0 0 0 0 2.829 0 12# 1 0 -1.682 0 0 0 0 0 2.829 0 13# 1 0 0 1.682 0 0 0 0 0 2.829 14# 1 0 0 -1.682 0 0 0 0 0 2.829 15# 1 0 0 0 0 0 0 0 0 0 16# 1 0 0 0 0 0 0 0 0 0 17# 1 0 0 0 0 0 0 0 0 0 18# 1 0 0 0 0 0 0 0 0 0 19# 1 0 0 0 0 0 0 0 0 0表7-3 试验方案表实验方案捻度组分比例(%)锭速(r/min) 段彩比例1# 820 30.4 5762 81.772# 820 30.4 4538 89.113# 820 22.6 5762 70.94# 820 22.6 4538 78.95# 730 30.4 5762 79.846# 730 30.4 4538 87.297# 730 22.6 5762 75.028# 730 22.6 4538 66.089# 850 26.5 5150 79.3110# 700 26.5 5150 83.7311# 775 33 5150 88.0312# 775 20 5150 79.8713# 775 26.5 6180 78.4314# 775 26.5 4120 87.3415# 775 26.5 5150 73.4116# 775 26.5 5150 81.2117# 775 26.5 5150 75.6518# 775 26.5 5150 76.3719# 775 26.5 5150 78.2520# 775 26.5 5150 77.392.求解回归方程(1)建立回归方程模型如下:y=b0+b1x1+b2x2+b3x3+b12x1x1+b13x1x3+b23x2x3+b11x12+b22x22+b33x32(2)采用最小二乘法计算各系数的值,得到回归方程为:y=77.193+0.3672x1+4.4541x2-2.1113x3-0.6188x1x1-2.1037x1x3+-1.9663x2x3+0.6277x12+1.4869x22+1.1104x32(3)回归方程的显著性检验:表8 回归方程显著性检验表指标显著性水平各有关量显著性α1 α2 F1F2Fα1Fα1段彩比例(%)0.05 0.1 4.9639 2.4315 5.0503 2.3473 显著注:仅当统计量F1检验的结果为不显著(F1<Fα1)且统计量F2检验的结果为显著(F2<Fα2)时才可认为回归方程在某一对显著性水平下是显著的。
(4)建立有效的回归方程选取显著性水平0.3对回归系数进行检验,删除不显著的系数,建立简单有效的回归方程:Y= 77.193 + 4.4541 x2 - 2.1113x3 - 2.1037x1x3 - 1.9663x2x3 + 1.4869x22 +1.1104x32(5)参数最优化的数学模型及求解目标函数为段彩比例:f1=77.193 + 4.4541 x2 - 2.1113x3 - 2.1037x1x3 - 1.9663x2x3 + 1.4869x22 + 1.1104x32受约束于:g1 = 1.682 + x1 ≥0 ; g2 = 1.682 - x1 ≥0;g3 = 1.682 + x2 ≥0; g4 = 1.682 - x2 ≥0;g5 = 1.682 + x3 ≥0; g6 = 1.682 - x3 ≥0;采用约束步长随机方向搜索法进行求解,经过比较和筛选,最终得到最优解x =[ -0.8410 0.1682 -1.6820 ]解码得x1=737.5捻/米x2=27.15%x3=4120 r/min即最优的工艺参数为:捻度737.5捻/米,成纱中两种比例27.15%,锭速4429 r/min。