塑胶丝印控制计划
塑胶喷漆丝印控制计划
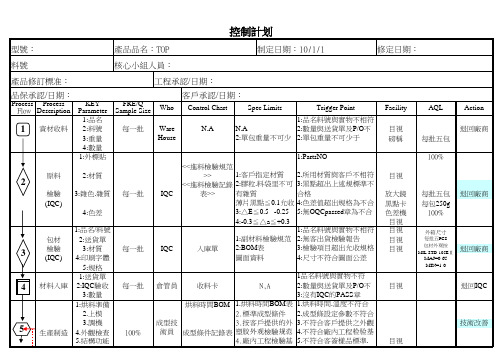
制定日期:10/1/1
修定日期:
Spec Limits
Trigger Point 5:外觀NG
Facility 目視 厚薄規 目視
AQL
Action
制程巡 回檢驗 (IPQC)
MIL-STD-105EII級
同首件檢驗內容
同首件檢驗內容
同首件檢驗內容
1.同制程巡檢內容
1.同制程巡檢內容 1.不符合制程巡檢內容 依AQL QA (入庫單) 入庫單 100%
9.按照所發行的包裝方式
MIL-STD105EII級 MAJ=0.40
退回制造 改善制程
Once/2Hrs Once/2Hrs 依AQL
7.不符合標準成型條件 8.不符合包裝數量 MIN=0.65
控制計划
型號: 料號: 產品修訂標准: 品保承認/日期:
Process Process KEY Flow Description Parameter 測量 CPK 9
Ware House
22 產品入庫檢
驗(QA) 2.入庫數量 1:入庫數量 23 產品入庫 2:品名料號 3:包裝方式
1.同制程巡檢內容
(塑膠零件檢驗規范)
2.入庫數與檢后良品數相同
2.入庫數與檢后良品數不符
目視
MAJ=0.40 MIN=0.65 MIL-STD105EII級 MAJ=0.40 MIN=0.65
2:漏裝配件.漏印刷 3:組裝不符合客戶要求
目視 厚薄規
100%
退回工廠 選別 改善行動 報告
26
備注:
QA 工程
1.同制程巡檢內容
產品品名: 核心小組人員: 工程承認/日期: 客戶承認/日期:
FRE/Q Who Sample Size 32啤 量測員 Control Chart CPKec Limits 按客戶要求
丝印新材料控制措施
丝印新材料控制措施
丝印是一种印刷工艺,通常用于在各种基材上印刷文字、图形或图像。
在丝印中,控制新材料的质量和使用是确保印刷质量的关键。
以下是一些常见的丝印新材料(如丝印油墨、丝印网板等)控制措施:
1.丝印油墨的控制措施:
质量检验:对丝印油墨进行定期的质量检验,确保其颜色、粘度、流动性等性能符合要求。
储存条件:保持丝印油墨在适当的温湿度条件下储存,防止其固化或变质。
搅拌均匀:在使用前搅拌油墨,确保其中的颜料和溶剂均匀混合,以获得一致的印刷效果。
过滤:使用过滤设备对油墨进行过滤,去除其中的杂质,以防止堵塞丝印网孔。
2.丝印网板的控制措施:
网眼尺寸检验:定期检查丝印网板的网眼尺寸,确保其与印刷要求相符。
张力控制:控制网板的张力,以确保在印刷过程中网板保持稳定的形状。
清洁维护:定期清洗和维护丝印网板,防止油墨残留和网孔堵塞。
3.基材的控制措施:
表面处理:对基材进行适当的表面处理,以增强油墨的附着力。
尺寸稳定性:控制基材的尺寸稳定性,防止其在印刷过程中发生变形。
4.印刷机的控制措施:
印刷压力:控制印刷机的压力,以确保油墨能够均匀传递到基材上。
速度控制:调整印刷机的速度,以适应不同的印刷要求。
5.质量监控:
过程监测:在印刷过程中进行实时监测,及时发现并纠正可能影响印刷质量的问题。
样品检验:定期取样检验印刷品的质量,确保其符合要求。
这些控制措施有助于确保丝印新材料的质量稳定,提高印刷品的质量和一致性。
在实际生产中,建立有效的质量管理体系和进行培训以提高操作人员的技能也是非常重要的。
塑胶件品质控制计划

3 4 5
试料、测试 材料存储 温、湿度 烘料温度、 时间 射嘴温度
材料接收 材料储存
1
6
7 备料
模具温度 冷却时间
CTQ
8
注塑机
外观
2
注塑成型
CTQ
尺寸 9 功能 10 包装
CTQ
11
油漆、开油 水
油漆混合比 烘烤温度
搅拌器
12
过滤网
油漆粘度 UV能量 油漆膜度
CTQ
13
颜色
连续
生产线自检 表面喷涂产 品检验报告
每一批 每次生产
参照客户《宇龙手机外壳 相关测试仪 认证规格书》 器 1.参照客户《宇龙手机外 壳认证规格书》; 目视及检验 菲林 2.参照产品《QC作业指导 书》 1.参照“热熔参数记录表 ”; 2.底壳装饰件与底壳热熔 后热熔点不能溢胶,会影响 目视 装配; 装配缝隙和段差参照《QC 检验指导书》 参照”物料产品编码规则” 参照《产品包装指示卡》
14
喷枪传送带 加热炉压力 罐UV灯
膜厚
3
喷漆
传送带加热 炉压力罐UV 灯 加热炉压力 罐UV灯 压力罐UV灯 UV灯
15
外观
16
油漆可靠性 测试 油墨调配& 油色比对& 丝印效果 热熔温度
17
丝印外观及 可靠性测试
18
热熔时间 气压 热熔治具/组 组装零部件 来料检查 装零部件 产品打码/自 检 包装 外观/尺寸/可
目视 每批 依《产品抽 检作业指导 书》
Z-XG4678 人CQE: 产品/过程,规范/ 公差
胶料的材质证明,原料数 量,有效期,包装 零部件的出货检验报告,品 名,品号,数量,包装 GE:PC 1414&原料物性 表
丝印计件管理制度

丝印计件管理制度一、目的和范围为了规范丝印计件管理,提高生产效率,降低成本,制定本制度。
本制度适用于丝印生产车间的计件管理工作。
二、计件标准1. 根据各个岗位的工作性质和工作量,制定相应的计件标准。
2. 计件标准应该具有科学性和合理性,能够激励员工提高工作效率。
三、计件方式丝印生产车间的计件方式采用按小时计算的方式,即每个岗位根据标准工作量确定相应的计件数量。
四、计件管理1. 岗位责任:岗位负责人负责计件管理工作,包括计算标准工作量、核算实际产量、统计计件数据等。
2. 计件记录:每个岗位的计件数据应由岗位负责人负责记录,并定期上报给生产部门负责人。
3. 计件考核:每月底对各个岗位的计件数据进行考核,发现问题及时进行整改。
4. 激励措施:对于完成计件任务的员工给予相应的奖励,包括奖金、表彰等。
五、计件管理的注意事项1. 严格执行计件标准,不得私自增加或减少计件数量。
2. 对于计件数据的真实性和准确性要求严格,不得造假。
3. 对于计件数据的统计和分析要及时进行,及时发现问题并制定改进措施。
4. 员工应该根据实际工作量完成计件任务,不得敷衍塞责。
5. 对于计件管理工作的监督和检查应该及时进行,确保计件数据的真实性和准确性。
同时,对于违反计件管理制度的行为要给予相应的惩罚。
六、计件管理的意义1. 通过计件管理可以激励员工提高工作效率,提高生产率。
2. 有利于准确掌握生产车间的实际生产情况,为生产计划的制定提供参考数据。
3. 通过对计件数据的分析和研究能够发现生产过程中存在的问题,从而制定相应的改进措施。
4. 可以有效降低成本,提高生产效益。
七、总结通过以上的丝印计件管理制度的制定和实施,可以为生产车间提供一个科学、规范的管理模式,有利于提高生产效率,减少浪费,降低成本,实现可持续发展。
同时,也能够激发员工的工作积极性,提高员工的工作效率,从而实现企业的长期发展目标。
丝印工序控制程序
5.2.3标识
包装完成后,由作业员贴上现品票,IPQC在现品票上盖合格章后方可入库。
丝印组长根据生产计划,合理安排人员,并准备好治工具、点检记录表,并将相应的作业指导书、QC工程图悬挂在机台上,制造组长或以上人员监督事项的落实。
5.2生产过程控制
5.2.1印刷油墨确认
印刷开始前,丝印组长根据BOM等资料确认油墨的型号、颜色与要求是否一致。确认OK后方可投入生产。
5.2.2实施印刷
A.作业员在印刷产品前必须对印刷机进行点检,并将点检验结果记录在《印刷机点检表》上。点检不合格应及时通知管理人员进行处理,点检合格后方可进行印刷。
3.2 IPQC人员负责对所有产品进行首检、巡检并做好质量记录。
3.3生技:负责生产设备管理和维护。
4.0定义
无
5.0文件内容
5.1பைடு நூலகம்产前准备
5.1.1丝印组长根据每日生产计划,作好物料准备,开具《领料单》,由制造课长级以上人员确认后至仓库领料。
5.1.2人员安排、治/工具、作业指导书及设备点检记录表准备
修订记录
NO
生效日期
前版本版次
修改内容
批准人
1
2010.08.09
无
新文件作成
柯剑华
2
2011.10.07
A0
丝印不良现象的处理说明
柯剑华
制 定
审 核
批 准
孙亚东
1.0目的
塑胶件控制计划精选全文完整版

1次
每批
领料单
物料员 分离
名称、批次
先进先出
目测
仓库按批次发货 1次
每批
领料单、发货 单
资材 分离
烘料温度 烘料时间
85±10℃ ◇
1.5±0.5h
温度控制仪 时间继电器
自检
1次 每批 成型条件表 加料员 上报
纠正措施 供方整改 供方整改 立即采购 资材整改
退料重新领料
重新领料
重新调整
模具
a.模具与产品相符 b.模具无磨损腐蚀
目测
全检
100% 每批 出货检验报告 检验员 隔离
重工
数量
数量与出货单一致
目测
自检
100% 每批
出货单
物料员 隔离
重工
包装
包装完整无损坏
目测
自检
100% 每批
出货单
物料员 隔离
更换包装
过程
子过程/ 零件
生产设备工装
编号
1
进料检 验
2
原料储 存
3
领料
4
烘料
干燥机
控制项目
产品
材质 性能
过程
标识 先进先出
特殊特 性识别
规范和要求
测量和评价技 术
※
PP-TD20 符合图面技术要求
供方提供材质 报告,UL
原料名称、厂商,批次
目测
建立批次号,先进先出
目测
防错
供方提供 委外检测
抽查
盘点
控制方法
检验员 分离
品管员
1次 每批
PASS章
检验员 分离
整改 整改
包装方式、 数量
摆放混乱
丝印年度工作计划

丝印年度工作计划作为丝印部门的负责人,我将制定一个丝印年度工作计划,以确保部门的高效运作和业绩达成。
以下是我对丝印部门年度工作计划的设想。
1. 了解客户需求:首先,我们将与销售部门紧密合作,了解客户的需求和要求。
这包括印刷材料的种类、印刷颜色和印刷设计等。
同时,我们还将与客户进行有效的沟通,以便更好地理解他们的期望和要求。
2. 提高印刷技术:为了提高印刷质量和效率,我们将不断学习和掌握最新的丝印技术。
比如,了解新型印刷机和相关设备的发展,以及如何使用和维护它们。
同时,我们还将进行技术培训,提高团队成员的印刷技能。
3. 进行生产计划:我们将根据客户的需求和订单量,制定生产计划。
我们将考虑到生产车间的设备和人员资源,以确保生产计划的可行性和质量。
同时,为了提高生产效率和减少延误,我们还将采取合理的排产措施。
4. 管理供应链:为了确保印刷材料的供应充足,并提高供应链的效率和准确性,我们将加强对供应商的管理。
这包括与供应商的沟通和合作,以便及时获得所需材料,并解决供应问题。
同时,我们还将建立健全的库存管理和定期的物料检查制度。
5. 强化质量控制:为了确保印刷品的质量达到客户的要求,我们将加强质量控制体系。
我们将制定严格的质量标准,并在生产过程中进行严格的质量检查和抽检。
同时,我们还将持续改进工艺流程和设备,以提高印刷品的一致性和稳定性。
6. 加强团队合作:作为一个团队,我们将加强内部沟通和合作。
我们将定期召开团队会议,讨论工作进展和问题,并共同制定解决方案。
同时,我们还将建立激励机制,激励成员之间的积极互动和合作,以提高团队的效率和凝聚力。
7. 关注员工培训:我们将关注员工的个人发展和培训需求。
我们将定期评估团队成员的技能和能力,并根据评估结果,制定培训计划。
这包括技术培训、管理培训和职业发展规划等,以提高团队的整体素质和能力。
8. 推广客户满意度:我们将注重客户满意度,并积极采取措施来提高客户体验。
这包括定期与客户进行反馈交流,及时解决客户的问题和投诉,并不断改进我们的服务质量。
丝印下一步工作计划范文

丝印下一步工作计划范文一、项目概述丝印是一种广泛应用的印刷工艺,可以在各种材料上进行印刷,如纸张、塑料、玻璃、金属等,适用于电子、医疗、汽车、家居等行业。
丝印在现代工业生产中起到重要作用,因此对丝印技术的研发和提升具有极大的价值和意义。
我们的下一步工作计划主要包括对丝印技术的研究和改进,以及对丝印产品的市场推广和销售,以提高公司的竞争力和市场占有率。
二、技术研发与改进1. 提高丝印技术的精度和稳定性,包括印刷精度、颜色准确度和印刷速度等方面的改进。
2. 研究新材料的丝印技术应用,包括对特殊材料的印刷方法和工艺的研发和改进。
3. 探索丝印技术在3D印刷领域的应用,包括对3D产品的印刷工艺研究和改进。
4. 推进数字化丝印技术的研发和推广,提高丝印生产的智能化和自动化水平。
5. 加强与行业内外的合作与交流,探索丝印技术的新应用领域和发展方向。
三、市场推广与销售1. 提高丝印产品的质量和性能,根据市场需求不断进行产品创新和改良。
2. 加强与客户的沟通和合作,根据客户需求定制化丝印产品和服务,提高客户满意度。
3. 拓展国际市场,开拓新的海外客户和渠道,提高产品的出口比例。
4. 深入行业调研,了解市场动向和竞争情况,及时调整市场策略和产品定位。
5. 加强品牌建设和营销推广,提高公司知名度和美誉度。
四、人才培养与团队建设1. 加强技术人才的培训和引进,提高团队的研发和技术水平。
2. 建立良好的团队合作氛围,促进团队成员之间的交流和合作。
3. 激励团队成员的创新意识和团队合作精神,提高团队的凝聚力和执行力。
4. 完善公司的管理制度和激励机制,提高员工的工作积极性和投入度。
五、质量管理与持续改进1. 完善质量管理体系,规范生产流程,提高产品质量和生产效率。
2. 加强质量检验和反馈机制,及时发现和解决质量问题,保障产品质量和用户体验。
3. 开展持续改进活动,提高生产流程的效率和稳定性,降低生产成本。
4. 加强环保意识和节能减排工作,推动公司可持续发展。
丝印工年度工作计划

丝印工年度工作计划一、绪论随着数字化印刷技术的发展,丝印工在如今的印刷行业中扮演着越来越重要的角色。
丝印工年度工作计划的制定对于提高生产效率、保证产品质量、加强管理规范都具有非常重要的意义。
本计划旨在通过制定合理的工作目标和计划,贯彻执行好各项工作任务,发挥丝印工的最大潜力,达到科学管理和有效运营的目的。
二、工作目标1. 提高生产效率:通过技术创新和流程优化,提高丝印工的作业效率,提高产量,降低成本。
2. 保证产品质量:加强工艺控制,提高印刷质量,降低次品率,保证产品的质量稳定。
3. 加强管理规范:完善工作流程,严格执行各项规章制度,提高管理水平,确保生产安全。
三、工作内容和计划1. 技术创新(1)研究新的丝印材料和工艺,提高印刷效果和生产效率。
(2)学习新的丝印设备和技术,引进先进的丝印设备,提高生产自动化水平。
(3)开发新的丝印产品,满足市场需求,提高企业竞争力。
2. 流程优化(1)优化生产工艺流程,减少生产环节,提高生产效率。
(2)加强原材料和半成品的质量管理,提高生产效率和产品质量。
(3)改善生产环境,提高员工劳动条件,减少生产事故。
3. 工艺控制(1)严格执行印刷工艺标准,确保产品质量稳定。
(2)加强印刷色彩的调配和管理,提高印刷质量和一致性。
(3)加强设备的日常维护和保养,延长设备使用寿命,降低生产成本。
4. 管理规范(1)完善各项管理制度,规范生产流程,提高管理效率。
(2)加强员工培训,提高员工技术和管理水平,确保操作规范。
(3)严格执行安全生产标准,加强生产安全管理,减少事故发生。
四、工作计划1. 技术创新(1)定期开展丝印技术交流会议,学习新的丝印技术和工艺,及时引进新的生产设备和工艺。
(2)加强与供应商的合作,共同研发新的丝印材料和工艺,提高产品的印刷效果和稳定性。
(3)定期组织技术创新讲座,提高员工的技术水平,对新技术进行及时培训。
2. 流程优化(1)成立生产流程优化小组,定期对生产流程进行分析和改进,提高生产效率。
塑胶产品丝印的工艺流程

塑胶产品丝印的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!塑胶产品丝印是一种将图案、文字或其它信息印刷在塑胶产品表面的装饰和保护手段。
丝印工程技术工作计划范文

丝印工程技术工作计划范文一、项目背景丝印工艺在印刷领域拥有悠久的历史,已经成为了一种广泛使用的印刷技术。
在目前的市场需求下,丝印工艺技术得到了进一步的应用与推广。
丝印技术工程师要承担丝印工艺技术的改进与优化,以适应市场的快速变化和需求的多样化,因此,本文旨在策划一个丝印工程技术工作计划,以应对市场需求和技术创新。
二、项目目标1. 优化丝印工艺技术,提高印刷质量和效率;2. 研发新的丝印技术材料,降低生产成本;3. 深入了解市场需求,设计符合市场需求的新产品;4. 培养团队技术人员,提高整体实力。
三、工作计划1. 丝印工艺技术的优化(1)设计并建立丝印工艺技术改进项目组,明确项目组成员任务和时间节点;(2)收集并分析市场上常见的丝印工艺技术问题,制定改进方案;(3)对丝印工艺技术进行系统的试验和研究,梳理和总结已有技术问题的解决方法;(4)建立丝印工艺技术改进数据库,记录并总结每次技术改进的经验和教训。
2. 新丝印技术材料的研发(1)建立新材料研发项目组,确定研发目标和时间表;(2)了解国内外新材料的研发情况,找出技术差距,确定研发方向和重点;(3)制定新材料研发方案,明确研发流程和实验方案;(4)进行新材料研发试验,在试验中不断改进方案,提高研发成功率。
3. 符合市场需求的新产品研发(1)建立新产品研发项目组,确定研发目标和时间表;(2)深入了解市场需求,掌握市场最新动态和需求趋势;(3)针对市场需求,设计新产品方案,总结技术指标和经济效益;(4)进行新产品试制,不断优化和改进产品,确保新产品符合市场需求。
4. 科技人员培训(1)制定培训计划,确定培训内容和方式;(2)针对科技人员的不同能力和水平,确定不同的培训对象和培训计划;(3)邀请业内专家授课,组织科技人员开展技术交流活动;(4)组织技术考核,激励科技人员提高技术水平。
四、项目预期成果1. 丝印工艺技术的优化,印刷质量和效率得到提高;2. 新的丝印技术材料得到成功研发,为公司降低生产成本并增加竞争力;3. 新产品研发成功,满足市场需求,增加公司市场份额;4. 科技人员的整体实力得到提高,为公司的技术创新提供有力保障。
丝印主管工作规划

一、前言作为丝印主管,我深知肩负着团队管理的重任。
在新的一年里,我将围绕公司发展目标,结合市场变化,制定以下工作规划,以确保团队高效、稳定地完成各项生产任务。
二、工作目标1. 提高生产效率,降低生产成本。
2. 优化团队结构,提升员工技能水平。
3. 加强品质管理,确保产品品质稳定。
4. 提高客户满意度,拓展市场份额。
三、具体措施1. 优化生产流程(1)对现有生产流程进行全面梳理,找出瓶颈环节,提出改进措施。
(2)引入先进的生产设备和技术,提高生产效率。
(3)合理调配人力,确保生产任务按时完成。
2. 培训与提升(1)组织员工参加专业培训,提升技能水平。
(2)开展内部技术交流,促进团队共同进步。
(3)鼓励员工考取相关证书,提高自身竞争力。
3. 品质管理(1)严格执行生产工艺标准,确保产品品质。
(2)加强原材料采购管理,确保原材料质量。
(3)设立品质监控小组,定期对生产过程进行抽检。
4. 客户服务(1)建立客户档案,了解客户需求,提供个性化服务。
(2)定期回访客户,收集客户反馈,改进产品和服务。
(3)加强与客户的沟通,提高客户满意度。
5. 团队建设(1)关心员工生活,提高员工福利待遇。
(2)加强团队凝聚力,开展团队活动,增进员工间的友谊。
(3)建立完善的绩效考核制度,激发员工工作积极性。
四、实施计划1. 第一季度:完成生产流程优化,提升生产效率;开展员工技能培训,提高团队整体素质。
2. 第二季度:加强品质管理,确保产品品质稳定;拓展客户资源,提高市场份额。
3. 第三季度:完善客户服务体系,提高客户满意度;加强团队建设,提高团队凝聚力。
4. 第四季度:总结全年工作,制定下一年度工作计划;持续优化生产流程,降低生产成本。
五、总结通过以上工作规划,我将以严谨的态度、务实的作风,带领团队为公司创造更大的价值。
在新的一年里,我坚信我们能够克服困难,取得优异的成绩。
丝印车间管理制度

丝印车间管理制度引言概述:丝印车间是一种常见的印刷工艺,广泛应用于各个行业。
为了保证丝印车间的正常运转和高效生产,制定一套科学合理的管理制度是非常必要的。
本文将从五个大点展开,详细阐述丝印车间管理制度的重要性和具体内容。
正文内容:1. 质量管理1.1 丝印工艺流程控制:包括油墨配比、印刷设备调试、印刷参数控制等,确保印刷质量稳定。
1.2 印刷品质量检验:建立丝印品质量检验标准,对每批产品进行全面检测,确保产品质量符合要求。
1.3 不良品处理:建立不良品处理流程,及时发现和处理不良品,避免不良品流入市场。
2. 安全管理2.1 车间环境安全:确保车间通风、防火、防爆等安全设施完善,减少安全事故发生的可能性。
2.2 人员安全防护:制定员工操作规程,提供个人防护用品,并进行安全培训,保障员工的人身安全。
2.3 设备安全维护:定期检查设备安全状况,及时维护和更换老化设备,确保设备运行的安全性。
3. 生产计划管理3.1 定单管理:建立定单管理系统,对接收到的定单进行统一管理,确保按时完成生产任务。
3.2 生产计划编制:根据定单要求和车间生产能力,制定合理的生产计划,确保生产进度的合理安排。
3.3 生产进度监控:建立生产进度监控系统,及时了解生产进度,发现并解决生产中的问题。
4. 人员管理4.1 岗位职责明确:明确每一个岗位的职责和工作内容,确保各岗位人员的工作目标清晰。
4.2 培训与考核:定期进行技能培训和考核,提高员工的专业技能水平。
4.3 激励机制建立:建立激励机制,对工作出色的员工进行奖励,激发员工的工作积极性。
5. 设备管理5.1 设备维护保养:建立设备维护保养计划,定期对设备进行检修和保养,确保设备的正常运行。
5.2 设备更新升级:根据生产需求和技术发展,及时更新和升级设备,提高生产效率和质量。
5.3 设备故障处理:建立设备故障处理流程,及时发现和处理设备故障,减少生产中断的可能性。
总结:丝印车间管理制度的建立和执行对于保证丝印车间的正常运转和高效生产至关重要。
丝印年度工作计划
丝印年度工作计划一、总体目标:随着社会的不断发展,丝印行业也面临着新的挑战和机遇。
作为一家专业的丝印企业,我们必须不断提升自身的竞争力,适应市场的变化,推进企业的健康发展。
因此,我们制定了以下的年度工作计划:1、提高生产效率,降低成本,提高产品质量,增强市场竞争力。
2、加强科研力量,不断创新,研发高端产品,打造自主品牌。
3、注重人才培养,提高员工技能水平,增强企业的核心竞争力。
4、加强市场营销,扩大产品市场份额,提升企业知名度和品牌价值。
5、加强管理,完善企业运营机制,提升企业管理水平。
6、倡导绿色环保,推动可持续发展,做一个社会责任感的企业。
二、生产管理计划:1、提高生产效率。
加强生产计划管理,优化生产流程,提高生产效率,降低生产成本。
2、质量控制。
加强产品质量检验和监控,确保产品质量达标,让每一件产品都是高品质的。
3、设备更新。
及时更新生产设备,引进先进的生产技术和设备,提高生产力水平,降低能耗。
4、安全生产。
加强安全生产管理,提高员工安全意识,确保生产不发生安全事故。
三、科研创新计划:1、加强科研团队建设。
招聘高素质的科研人才,建设强大的科研团队,推动技术创新。
2、项目研发。
组织开展相关项目的研发工作,力争取得更多的技术创新成果,为公司产品升级提供支持。
3、技术创新。
加强与科研院所和高校的合作,开展前沿技术研究,提高公司的技术创新能力。
四、人才培养计划:1、员工培训。
加强员工技能培训,提高员工的专业水平和综合素质。
2、激励机制。
建立激励机制,鼓励员工发挥自己的专长,激发员工的工作激情和创造力。
3、人才引进。
加强人才引进工作,吸引更多的高素质人才加入公司,为公司的发展提供人才支持。
五、市场营销计划:1、产品宣传。
加强产品宣传推广,提升品牌知名度和美誉度,增强市场竞争力。
2、拓展销售渠道。
积极拓展销售渠道,开发新的销售网络,增加产品销售渠道。
3、客户服务。
加强客户服务工作,提高客户满意度,为客户提供更好的服务。
丝印烘烤质量控制计划
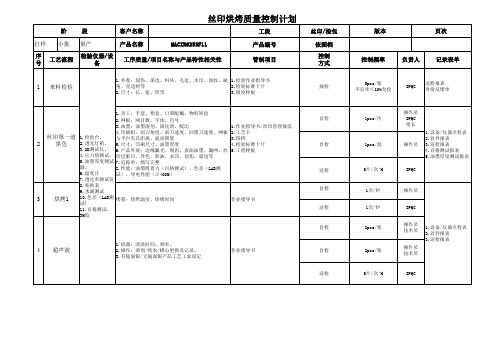
首检
4.印刷机:刮刀角度、刮刀速度、回墨刀速度、网板 1.作业指导书/丝印管理规范
5
丝印第二次 黑色
与平台夹具距离、底座锁紧
2.工艺卡
5.尺寸:印刷尺寸、油墨厚度
3.图档
6.产品外观:边缘漏光、锯齿、表面油墨、漏网、丝 4.检验标准卡片
自检
印层脏污、异色、积油、水印、划伤、崩边等
5.工程样板
7.追踪单:填写完整
3.大包装:少数、混料、标签错误、内外标签不一致
自检 互检
1次/箱 1次/箱
包装员 领班
OQC
出货单 出货全测试报告
3M胶
与平台夹具距离、底座锁紧
3.图档
8 丝印IR油
5.IR孔颜色参客供色板样板,可见光波长 550nm 透过 4.检验标准卡片
率<10% 红外光波长850nm透过率>60%
5.工程样板
自检
6.产品外观:边缘漏光、锯齿、表面油墨、漏网、丝 6.IR孔颜色上下限度样板,可见
印层脏污、异色、积油、水印、划伤、崩边等
MACIR6253F11
工段 产品编号
丝印/检包 依图档
序 号
工艺流程
检验仪器/设 备
工序质量与产品特性相关性
控制项目
检测 方式
1.机器:清洗时间、频率。
自检
13 超声波
2.操作:溶剂/纯水/棉心更换及记录。
作业指导书
3.有镜面银/无镜面银产品工艺工求设定
巡检
1.检验台。 2.透光灯箱。
1.产品外观:油墨颜色、IR颜色、按键孔颜色、边缘
14
丝印按键
3.2D测试仪。 4.应力值测试。 5.油墨厚度测试
漏光、锯齿、表面油墨、漏网、异色、料坏、水印、 划伤、崩边等。 2.尺寸:外形尺寸、油墨尺寸、油墨厚度
丝印品质管理制度

丝印品质管理制度一、引言丝印是一种常见的印刷技术,它能够在各种材料上进行印刷,包括陶瓷、玻璃、木材、金属、纸张等。
丝印品质管理制度是对丝印生产过程中质量控制的要求和规定,旨在确保产品的质量和稳定性。
本文将对丝印品质管理制度进行详细介绍,包括质量管理的原则、管理体系、流程控制、员工培训等内容,以期为相关企业和从业人员提供有益的指导和参考。
二、质量管理原则1. 客户导向:产品质量的满足度和稳定性是企业发展的基础,因此应以客户需求为导向,不断提高产品质量和满足客户需求。
2. 持续改进:质量管理是一个不断改进的过程,企业应建立“预防为主、全员参与”的理念,开展全员持续改进。
3. 数据驱动:基于数据的分析和反馈,为企业质量管理和持续改进提供科学依据。
4. 管控全面:对产品生产全过程,从原材料采购到成品交付都应做到全过程的质量控制。
5. 结果导向:打造优秀的产品是企业品质管理的最终目标,还应关注过程管理,持续改进。
三、管理体系建立1. 质量方针的制定确定企业的质量方针,包括产品质量的目标和要求,为实施质量管理提供指导方针。
2. 质量管理职责的明确设立质量部门或质量管理岗位,明确质量管理职责,并将其纳入相关岗位绩效考核体系。
3. 建立质量管理体系遵循ISO9001等相关质量管理体系标准,建立质量手册、程序文件、工艺文件等规范。
4. 进行内审和管理评审定期进行内部质量管理体系的自审与外审,及时纠正不足并不断改进。
5. 客户投诉处理建立完善的客户投诉处理机制,对客户投诉进行及时跟踪与整改,以提高客户满意度。
四、生产过程控制1. 原材料检验对进货的丝印油墨、底料、印刷胶辊、印刷网版等原材料进行严格检验,确保原材料的品质。
2. 工艺控制对丝印印刷工艺参数进行合理设置,包括压力、速度、温度等,确保产品的印刷质量。
3. 工序控制对丝印生产的每一个工序都进行严格控制和管理,确保每个环节的质量问题都能得到及时解决。
4. 设备维护对丝印印刷设备进行定期维护和保养,确保设备状态良好,生产过程稳定。
丝印部门的管理制度
丝印部门的管理制度第一章总则一、为规范和加强丝印部门的管理工作,提高丝印生产效率,确保质量和安全,特制定本管理制度。
二、本制度适用于丝印部门全体员工,丝印部门领导在本管理制度范围内拥有管辖权。
第二章丝印部门的职责一、丝印部门是企业生产部门之一,主要负责生产丝印产品,按照客户需求进行加工。
二、负责管理和维护丝印生产设备、设施以及保持生产环境的清洁和整洁。
三、参与设计新产品的丝印工艺流程,并与其他部门协调配合,确保顺利生产。
四、负责丝印产品的质量控制,保证产品符合标准。
五、负责制定丝印生产计划,并按计划完成生产任务,确保交货时间。
第三章丝印部门管理制度一、遵守公司规章制度,服从领导安排,严格遵守生产操作规程。
二、保持生产设备、设施的清洁和整洁,定期进行设备维护和检修。
三、加强对丝印产品的质量控制,发现问题及时处理,确保产品合格。
四、丝印产品生产过程中应按规定使用原材料和辅助材料,杜绝使用过期材料。
五、丝印部门应定期进行安全检查,排除安全隐患,保障员工生命财产安全。
六、员工应遵守生产纪律,不得违规操作,不得擅自调整生产参数。
第四章丝印生产流程一、丝印产品设计阶段:根据客户需求设计产品,确定丝印工艺流程。
二、准备生产材料:准备丝印墨料、网版以及辅助材料,并对其质量进行检查。
三、调试印刷设备:对丝印机进行调试,保证印刷效果达到客户要求。
四、进行印刷生产:按照工艺流程,进行印刷生产,确保产品质量。
五、质检和包装:对印刷产品进行质量检验,并进行包装。
六、成品出库交货:完成质检合格的产品进行包装,出库交货。
第五章丝印生产技术要求一、丝印产品印刷质量要求高,印刷图案清晰,颜色饱满。
二、印刷过程中要注意保持印版清洁,避免污染。
三、丝印产品应符合相关标准和客户要求。
四、员工应掌握丝印操作技术,遇到问题要及时解决。
五、丝印生产设备应定期维护,确保正常运转。
第六章附则一、对于员工严重违反丝印部门管理制度的,将依据公司规章制度进行处罚。
注塑,丝印生产控制流程

操作员 IPQC检查记录表 必须严格执行/返包装
检验员 操作员
抽检查报告
如果超出AQL标准,生产部按不 合格品处理程序处理,调整设备 参数
/
如有跌落产品必须全检
文件版本: A0 审核:
分类评估
CS - 产品安全关键特性
CQ - 质量关键特性
日期: 2008-7-29 批准:
SQ--重要关键特性
M-- 控 制特性
O - 其它特性
取产品外观检查 外观
清洁
外观
丝印
外观
1.参考外观检验标准及QC工程图. CQ 2.不可以留长指甲,及手上戴尖硬的装饰物.
3.必须戴手套.
1.清洁次数根据丝印要求而定
O
2.参考丝引通用作业指引 3.不可以留长指甲,及手上戴尖硬的装饰物.
4.必须戴手套.
1.参考丝引通用作业指引
CQ/M/O
2.必须100%自检查(丝印外观);附着力测试 3.不可留长指甲及手指上戴尖硬的装饰物.
4.必须戴手套.
烘烤
外观
CQ/M/O 1.烘烤机的参数参考机器操作指引
注塑/丝印生产控制流程
产品名称: ALL 文件编号: ED/GZ-07-42 编写人:
文件版本: A0 审核:
日期: 2008-7-29 批准:
分类评估
CS - 产品安全关键特性
CQ - 质量关键特性
SQ--重要关键特性
一:注塑工艺控制流程
M-- 控 制特性
O - 其它特性
操作和控制步骤 特性和参数 分类评估
检查 摆板包装
外观/尺寸/ 附着力
摆放安全距 离
1.QC工程图,丝印外观检查标准
CQ
2.必须100%自检查(丝印外观);附着力测试 3.不可留长指甲及手指上戴尖硬的装饰物.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成型條件巡線記錄表
IPQC 首件報告
1.標準成型條件 烘料時間BOM表 2.成型作业指导书 3.工程检验基准书
6.不符合客簽樣品標準.
7.組裝間隙段差.變形度不符合客戶檢驗標準.
退回制程, 重新作業
卡尺/三次元
8.不可有油污.毛邊.缺料.
卡鉤斷裂.水口未削平等不良.
6.尺寸 1.外觀 7 自主檢查 2.內部結構 1.色差 2.外觀 3.結構 4.尺寸 5.裝配
FQC
目視 2:品名料號NG 1:顏色不符.位置不對外觀NG 目視 2:漏印.毛絲.偏位 首件報告 檢驗查核表 3:漏裝各種配件 酒精實驗記錄表 目視 BOM表 4:組裝不符合客戶要求 厚薄規 5:用99%工業酒精200g 目視 力擦50次不脫色 5:酒精實驗脫色NG 1:COLOR:Pantone 1:顏色不符.位置不對 2:COLOR:Pantone 2:漏印.毛絲.偏位 目視 絲印作業指導書 3:漏裝各種配件 組裝作業指導書 4:組裝不符合客戶要求 厚薄規 3:工程检验基准书 自主檢報表 目視
目視 目視 目視 厚薄規 目視
退回制程, 重新作業
退回制造 改善制程
目視 退回前站 厚薄規 目視
FQC
控制計划
型號: 料號: 產品品名: 核心小組人員: 制定日期:10/1/1 修定日期:
產品修訂標准: 品保承認/日期:
Process Process KEY FRE/Q FlowDescriptionParameter Sample Size 制程巡 Once/2Hrs 15 同首件檢驗內容 回檢驗 依AQL (IPQC)
制定日期:10/1/1
修定日期:
Who
Control Chart
Spec Limits
Trigger Point
Facility
AQL
Action
6:組裝電源鍵
21
5:外觀NG Once/2Hrs 依AQL 依AQL IQC巡線記錄表 IPQC QA (入庫單) 入庫單 100%
Ware House
Spec Limits Trigger Point
修定日期:
Facility
AQL
Action
1
2
1:品名 2:料號 仓库收料 3:重量 4:數量 1:外標貼 原料 2:材質 3:雜色.雜質 檢驗 (IQC) 4:色差
1:品名/料號
每一批
Ware House
N.A
1:品名料號與實物不相符 2:數量與送貨單及P/O不相符 N.A 2:單包重量不可少于25KG 3:單包重量不可少于25KG
Process Process KEY FlowDescriptionParameter 測量 CPK 9
1.同制程巡檢內容
產品品名: 核心小組人員: 工程承認/日期: 客戶承認/日期:
FRE/Q
Sample Size
制定日期:10/1/1
修定日期:
Who 量測員
Control Chart CPK記錄表
5:百格刀實驗
首五PCS
IPQC
6:功能檢測 喷漆 1:外觀 自主檢查 2:顏色 100%
絲印作業員
14
FQC
組裝作業員ຫໍສະໝຸດ 檢驗標准 2:品名料號與BOM相符 2:品名料號NG 1:顏色不符外觀NG BOM表 2:飞油、少油、尘点 首件報告 信耐性實驗記錄表 檢驗查核表 3:刮伤、夹水汶 4:組裝不符合客戶要求 5:百格刀实验规范 5:酒精實驗脫色NG 1:COLOR:客户指定颜色 1:顏色不符外觀NG 2:飞油、少油、尘点 2:喷漆作業指導書 3:刮伤、夹水汶 自主檢報表 3:工程检验基准书
18 19
產品投線檢
100%
作業員 外觀檢查記錄表
20
2:品名料號 1:外觀 2:顏色 絲印組裝 3:位置 首件檢驗 4:組裝 5:酒精試驗 6:功能檢測 1:絲印 2:絲印 3:組裝功能鍵 絲印 4:功能鍵品名料號 組裝 自主檢查 5:電源鍵品名料號
首五PCS
IPQC
絲印作業員
FQC 100%
組裝作業員
目視 厚薄規
備注:
目視 厚薄規 目視 目視 目視
MIL-STD-105EII級
22 產品入庫檢 驗(QA) 2.入庫數量
1:入庫數量 23 產品入庫 2:品名料號 3:包裝方式
1.同制程巡檢內容
帳卡 依AQL QA 出庫單
數量與單據統一 蓋QA PASS章 外標與實物相符
按制造規格書之包裝方式
MAJ=0.40 MIN=0.65 MIL-STD105EII級 退回制造 MAJ=0.40 重做 MIN=0.65 退回QA 或制程處 理 MIL-STD105EII級 退回制造 MAJ=0.40 選別 MIN=0.65 100% 退回工廠 選別 改善行動 報告
1.同制程巡檢內容
工程承認/日期: 客戶承認/日期:
Who IPQC QA (入庫單) 入庫單 100%
Ware House
Control Chart IQC巡線記錄表
Spec Limits 同首件檢驗內容 1.同制程巡檢內容 (塑膠零件檢驗規范)
2.入庫數與檢后良品數相同
Trigger Point 同首件檢驗內容 1.不符合制程巡檢內容 2.入庫數與檢后良品數不符 數量與單不據統一 無蓋QA PASS章 外標與實物不相符 1:外觀NG
目視
11 產品入庫
100% 2:品名料號 1:外觀
Ware
House
目視
帳卡
MIL-STD105EII級 退回制造 MAJ=0.40 重做 MIN=0.65 退回QA 或制程處 理
1:外觀符合客戶與廠內 1:外觀NG
12
產品投線檢
100%
作業員 外觀檢查記錄表
13
2:品名料號 1:外觀 2:顏色 喷漆 3:位置 首件檢驗 4:組裝
24
產品出貨檢 驗(QA) 2.入庫數量 1:外觀 客户上線檢 2:內部結構 3:品名料號 客訴服務 客戶問題點
1.同制程巡檢內容 (塑膠零件檢驗規范)
目視
25 26
100%
公差 QA 工程
1:客戶外觀檢驗標准 1:外觀有:料臟.刮傷.絲印不良 2:客簽樣品 2:漏裝配件.漏印刷 公差外檢記錄表 3:標准BOM表 3:組裝不符合客戶要求
5:△E≦1.0 -0.75≦△L≦+0.75
-0.5≦△b≦+0.50 5:-0.5≦△a≦+0.5
1:色差不符合標准超出公差 2.烘料時間.溫度不符合
3.成型條設定參數不符合標準. 4.不符合客戶提供之外觀標準.
5.不符合廠內檢驗查核表之標準.
6
2:烘料溫度 3:成型條件 首件檢驗 4.外觀檢驗
制程巡 回檢驗 (IPQC)
同首件檢驗內容
1.同制程巡檢內容
同首件檢驗內容 1.同制程巡檢內容 (塑膠零件檢驗規范)
2.入庫數與檢后良品數相同
同首件檢驗內容 1.不符合制程巡檢內容 2.入庫數與檢后良品數不符 數量與單不據統一 無蓋QA PASS章 外標與實物不相符 包裝方式錯誤 1:不符合檢驗查核表內容 2:短裝.多裝 3:無標示或標示錯誤 4:包裝方式不符 5:無OQC PASS章NG
Facility
AQL
MIL-STD-105EII級
Action
目視 厚薄規 目視 目視 目視
16 產品入庫檢
驗(QA) 產品入庫
依AQL 2.入庫數量 1:入庫數量
17
2:品名料號 1:外觀
帳卡
數量與單據統一 蓋QA PASS章 外標與實物相符
1:外觀符合客戶與廠內
MAJ=0.40 MIN=0.65 MIL-STD105EII級 退回制造 MAJ=0.40 重做 MIN=0.65 退回QA 或制程處 理
BTP326系列插头座控制計划
型号: 产品修订标准: 品管承认/日期:
Process Process KEY FRE/Q Flow Description Parameter Sample Size Who Control Chart
产品品名:BTP326系列插头座
制定日期:2014/6/5 工程承认/日期: 客戶承认/日期:
1.2.3.4.5條不符合首件檢查內容
6.不符合烘料時間BOM表 7.不符合標準成型條件
MIL-STD105EII級 退回制造 MAJ=0.40 改善制程
Once/2Hrs Once/2Hrs 依AQL
9.按照所發行的包裝方式 8.不符合包裝數量
MIN=0.65
控制計划
型號: 料號: 產品修訂標准: 品保承認/日期:
Spec Limits 按客戶要求
Trigger Point CPK大于1.33
Facility
卡尺,三次元
AQL
Action
32啤
產品入庫檢
10
依AQL 2.入庫數量 1:入庫數量
QA (入庫單) 入庫單
驗(QA)
1.同制程巡檢內容 1.不符合制程巡檢內容 (塑膠零件檢驗規范) 2.入庫數與檢后良品數相同 2.入庫數與檢后良品數不符 數量與單據統一 蓋QA PASS章 外標與實物相符 數量與單不據統一 無蓋QA PASS章 外標與實物不相符
6:烘料溫度 7:成型條件 8.包裝方式
9:尺寸超出公差 作業指導書 100%
Once/2Hrs2pcs
作業員
自主檢報表
不符合首件樣品標准
目視 色差機 目視 污點規 卡尺
技術改善
依AQL
Once/2Hrs2pcs Once/2Hrs2pcs Once/2Hrs2pcs
8
制程巡 回檢驗 (IPQC)